JP2010062343A - 部品実装方法 - Google Patents
部品実装方法 Download PDFInfo
- Publication number
- JP2010062343A JP2010062343A JP2008226681A JP2008226681A JP2010062343A JP 2010062343 A JP2010062343 A JP 2010062343A JP 2008226681 A JP2008226681 A JP 2008226681A JP 2008226681 A JP2008226681 A JP 2008226681A JP 2010062343 A JP2010062343 A JP 2010062343A
- Authority
- JP
- Japan
- Prior art keywords
- feeder
- component mounting
- data
- target position
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【解決手段】フィーダバンクFBに装着されたフィーダ16から供給される部品の取得目標位置座標を補正するティーチングを行って、該部品を基板上の所定の位置に実装する部品実装方法において、前記ティーチングにより補正された前記取得目標位置座標を保存する引継ぎファイルFをフィーダバンクFBごとに設け、フィーダバンクFBを切り換える際、該引継ぎファイルFに保存された該取得目標位置座標を反映させた生産プログラムデータを部品実装装置10にダウンロードする。
【選択図】図4
Description
12…本体部
14…部品供給部
16…フィーダ
20…交換台車
30…上昇位置決め装置
40…位置決め部
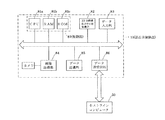
50…ホストラインコンピュータ
61…制御部
64…データ出力部
65…データ入力部
66…データ記憶部
67…データ送受信部
70…フィーダバンク置き場
F…吸着座標引継ぎファイル
FB…フィーダバンク
Claims (1)
- フィーダバンクに装着されたフィーダから供給される部品の取得目標位置座標を補正するティーチングを行って、該部品を基板上の所定の位置に実装する部品実装方法において、
前記ティーチングにより補正された前記取得目標位置座標を保存する引継ぎファイルをフィーダバンクごとに設け、フィーダバンクを切り換える際、該引継ぎファイルに保存された該取得目標位置座標を反映させた生産プログラムデータを部品実装装置にダウンロードすることを特徴とする部品実装方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008226681A JP5165507B2 (ja) | 2008-09-04 | 2008-09-04 | 部品実装方法 |
| CN200910172915.XA CN101668415B (zh) | 2008-09-04 | 2009-09-03 | 部件安装方法及部件安装系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008226681A JP5165507B2 (ja) | 2008-09-04 | 2008-09-04 | 部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010062343A true JP2010062343A (ja) | 2010-03-18 |
| JP5165507B2 JP5165507B2 (ja) | 2013-03-21 |
Family
ID=41804767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008226681A Expired - Fee Related JP5165507B2 (ja) | 2008-09-04 | 2008-09-04 | 部品実装方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5165507B2 (ja) |
| CN (1) | CN101668415B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103766017A (zh) * | 2011-09-27 | 2014-04-30 | 富士机械制造株式会社 | 电子元件供给装置 |
| JP2017045805A (ja) * | 2015-08-25 | 2017-03-02 | ヤマハ発動機株式会社 | 交換台車及び表面実装機 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5721509B2 (ja) * | 2011-04-13 | 2015-05-20 | 富士機械製造株式会社 | 部品実装機 |
| JP6092517B2 (ja) * | 2012-01-31 | 2017-03-08 | ヤマハ発動機株式会社 | 電子部品装着方法及び電子部品装着装置並びに部品ライブラリデータの教示方法 |
| DE102015122931A1 (de) * | 2015-12-29 | 2017-06-29 | Asm Assembly Systems Gmbh & Co. Kg | Verfahren zum Erstellen einer Produktionslinie sowie System zur Bestückung einer Platine mit Bauelementen |
| JP6738419B2 (ja) * | 2016-07-08 | 2020-08-12 | 株式会社Fuji | 部品実装システムおよび管理装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002151888A (ja) * | 2000-11-10 | 2002-05-24 | Juki Corp | 電子素子実装装置およびフィーダバンク |
| JP2002176296A (ja) * | 2000-12-06 | 2002-06-21 | Yamagata Casio Co Ltd | 搭載データ作成装置及びそのプログラムを記録した記録媒体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4387842B2 (ja) * | 2004-03-16 | 2009-12-24 | 株式会社日立ハイテクインスツルメンツ | バックアップピンの位置決め治具及びバックアッピンの段取り替え方法 |
-
2008
- 2008-09-04 JP JP2008226681A patent/JP5165507B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-03 CN CN200910172915.XA patent/CN101668415B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002151888A (ja) * | 2000-11-10 | 2002-05-24 | Juki Corp | 電子素子実装装置およびフィーダバンク |
| JP2002176296A (ja) * | 2000-12-06 | 2002-06-21 | Yamagata Casio Co Ltd | 搭載データ作成装置及びそのプログラムを記録した記録媒体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103766017A (zh) * | 2011-09-27 | 2014-04-30 | 富士机械制造株式会社 | 电子元件供给装置 |
| CN103766017B (zh) * | 2011-09-27 | 2017-05-24 | 富士机械制造株式会社 | 电子元件供给装置 |
| JP2017045805A (ja) * | 2015-08-25 | 2017-03-02 | ヤマハ発動機株式会社 | 交換台車及び表面実装機 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101668415A (zh) | 2010-03-10 |
| JP5165507B2 (ja) | 2013-03-21 |
| CN101668415B (zh) | 2014-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5165507B2 (ja) | 部品実装方法 | |
| KR101153491B1 (ko) | 부품 탑재 오류의 체크 방법, 및, 부품 탑재 오류의 체크 시스템 | |
| US10893641B2 (en) | Group determination method and group determination apparatus | |
| US20200089201A1 (en) | Component mounting system and progress display system of set-up work | |
| JP6467634B2 (ja) | 部品実装システム及び部品実装システムにおける部品実装方法 | |
| US20180086592A1 (en) | Feeder arrangement support system and method for supporting feeder arrangement | |
| CN107872948B (zh) | 部件安装生产线中的程序的版本升级方法 | |
| JPWO2014049873A1 (ja) | 画像処理データ修正装置および画像処理データ修正方法 | |
| US12041726B2 (en) | Management device, moving work device, mounting device, mounting system, and management method | |
| JP2012064964A (ja) | 部品実装システム | |
| CN100571501C (zh) | 部件安装方法及系统 | |
| JP2014241328A (ja) | 電子部品装着機 | |
| JP4903615B2 (ja) | 部品実装システム | |
| JP6311106B2 (ja) | 電子部品実装装置及び電子部品実装システム | |
| JP2007158050A (ja) | テープフィーダの調整システム | |
| JP2010010272A (ja) | 部品実装装置および部品実装方法 | |
| JP2007281227A (ja) | 実装機における部品供給装置の配置設定方法 | |
| JP2009239126A (ja) | 基板組立実装ラインの管理方法 | |
| JP4228868B2 (ja) | 電子部品実装方法 | |
| JP6947931B2 (ja) | 部品供給ユニットの配置決定方法および部品実装システム | |
| JP4674534B2 (ja) | テープフィーダの調整方法 | |
| EP3684157B1 (en) | Mounting system | |
| JP2004319943A (ja) | 部品装着装置及び部品装着方法 | |
| JP4989517B2 (ja) | 電子部品の装着方法 | |
| JP5386382B2 (ja) | 搭載カメラのチェック機能を有する電子部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121120 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121219 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5165507 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |