JP2010056128A - 可撓性配線基板の製造方法。 - Google Patents
可撓性配線基板の製造方法。 Download PDFInfo
- Publication number
- JP2010056128A JP2010056128A JP2008216547A JP2008216547A JP2010056128A JP 2010056128 A JP2010056128 A JP 2010056128A JP 2008216547 A JP2008216547 A JP 2008216547A JP 2008216547 A JP2008216547 A JP 2008216547A JP 2010056128 A JP2010056128 A JP 2010056128A
- Authority
- JP
- Japan
- Prior art keywords
- wiring board
- flexible wiring
- manufacturing
- axis
- bending
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
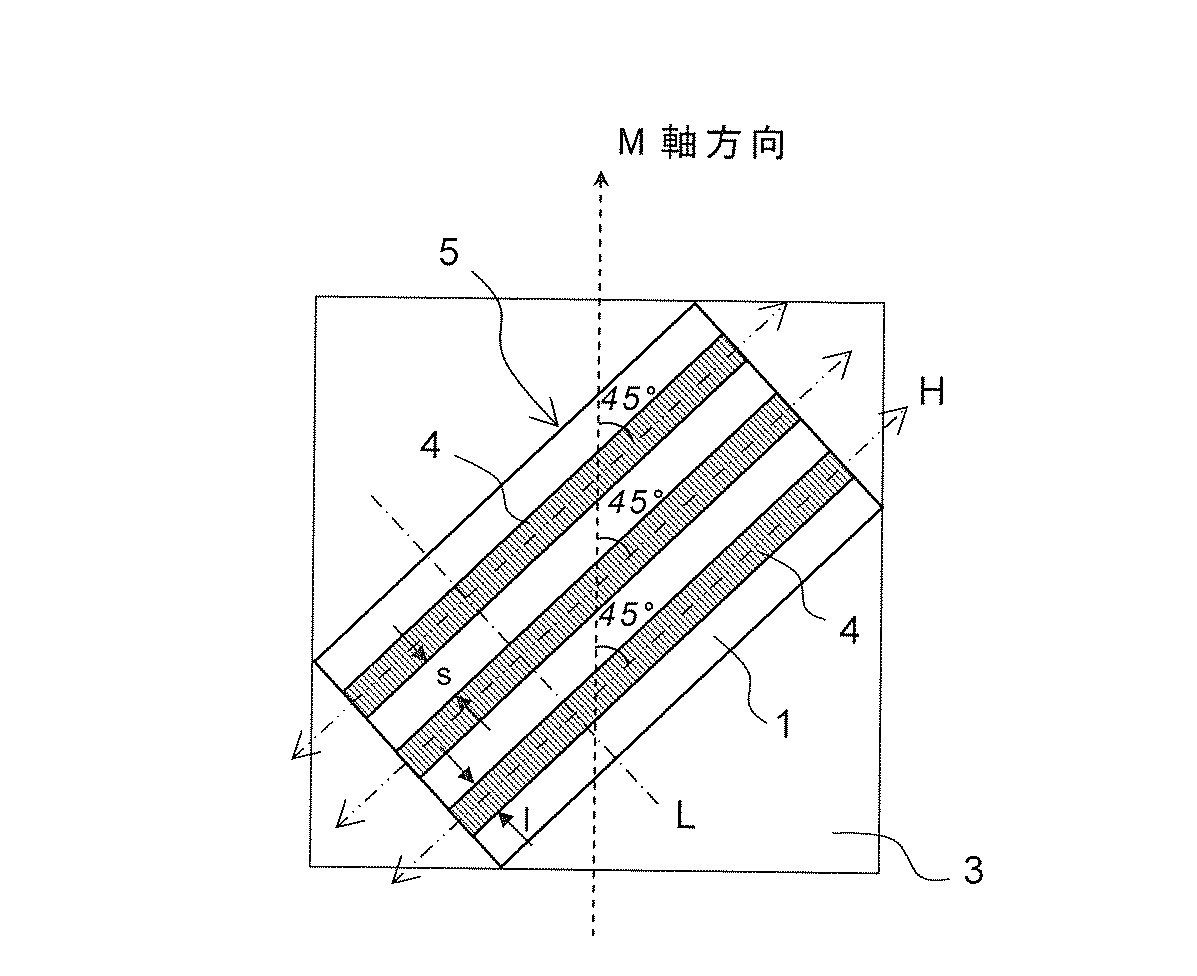
【解決手段】絶縁樹脂層1の片面又は両面に金属箔を有する金属張積層体3の金属箔を配線加工して得られて、いずれかを屈曲させて使用する可撓性配線基板5の製造方法であって、金属箔の長手方向をM軸としたとき、M軸に対して3〜87°傾けた方向に所定の線幅を有する直線状の配線を形成することを特徴とする可撓性配線基板の製造方法である。
【選択図】図2
Description
本発明で製造される可撓性配線基板は、金属張積層体を加工して得ることができる。金属張積層体は、絶縁樹脂層の片面又は両面に金属箔を有するものを用いる。この金属張積層体から可撓性配線基板を得るには、後記する特定の要件を充足すればよく、その他は公知の手段で絶縁樹脂層の片面又は両面に任意の配線パターンが形成された可撓性配線基板とすることができる。
日鉱金属株式会社製圧延銅箔(商品名BHYA-72F-HA)、厚さ12μm
[銅箔B]
福田金属株式会社製圧延銅箔(商品名ROFD-T4X)、厚さ12μm
(合成例1)
熱電対及び攪拌機を備えると共に窒素導入が可能な反応容器に、N,N−ジメチルアセトアミドを入れた。この反応容器に2,2-ビス[4-(4-アミノフェノキシ)フェニル]プロパン(BAPP)を容器中で撹拌しながら溶解させた。次に、ピロメリット酸二無水物(PMDA)を加えた。モノマーの投入総量が15wt%となるように投入した。その後、3時間撹拌を続け、ポリアミド酸aの樹脂溶液を得た。このポリアミド酸aの樹脂溶液の溶液粘度は3,000cpsであった。
熱電対及び攪拌機を備えると共に窒素導入が可能な反応容器に、N,N−ジメチルアセトアミドを入れた。この反応容器に2,2'−ジメチル−4,4'−ジアミノビフェニル(m−TB)を投入した。次に3,3',4,4'−ビフェニルテトラカルボン酸二無水物(BPDA)およびピロメリット酸二無水物(PMDA)を加えた。モノマーの投入総量が15wt%で、各酸無水物のモル比率(BPDA:PMDA)が20:80となるように投入した。その後、3時間撹拌を続け、ポリアミド酸bの樹脂溶液を得た。このポリアミド酸bの樹脂溶液の溶液粘度は20,000cpsであった。
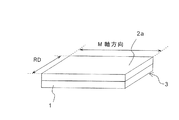
長尺状の銅箔Aに上記で準備したポリアミド酸溶液aを塗布し、乾燥させ(硬化後は膜厚2μmの熱可塑性ポリイミドを形成)、そのうえにポリアミド酸bを塗布し、乾燥させ(硬化後は膜厚12μmの低熱熱膨張性ポリイミドを形成)、更にその上にポリアミド酸aを塗布し乾燥させ(硬化後は膜厚2μmの熱可塑性ポリイミドを形成)、300〜360℃の温度が積算時間で5分以上負荷されるような加熱条件を経て3層構造からなるポリイミド層を形成した。次いで、銅箔Aの長手方向(M軸方向)に沿って長さ250mm、長手方向に対して直交する方向(RD方向)に幅150mmの長方形サイズとなるように切り出し、図1に示すように、厚さ16μmのポリイミド層(絶縁樹脂層)1と厚さ12μmの銅箔2とを有した片面銅張積層板3を得た。ここで長手方向とは圧延方向と等しい方向である。また、EBSP測定(Electron Back Scattering Pattern)により確認したところ、この長手方向は銅の<100>軸方向を有していた。
長手方向(M軸)に対する配線方向Hの角度を表1に示すようにした以外は実施例1と同様にして試験用可撓性配線基板5を得た。得られた配線基板5について、実施例1と同様にしてMIT屈曲試験及び引張試験を行った。結果を表1に示す。
銅箔Aの表面処理面にポリイミド層を形成する際の加熱条件において、加熱積算時間を2分にした以外は実施例1と同様にして、実施例10〜14に係る片面銅張積層板3を得た。得られた各片面銅張積層板3について、実施例1と同様にしてI/I0を求めたところ41であった。
銅箔Bを用い、かつ、銅箔Bの表面処理面にポリイミド層を形成する際の加熱条件における加熱積算時間を2分にした以外は実施例1と同様にして、実施例15〜18に係る片面銅張積層板3を得た。得られた各片面銅張積層板3について、実施例1と同様にしてI/I0を求めたところ33であった。ここで、銅箔Bの長手方向とは圧延方向と等しい方向であり、EBSP測定により確認したところ、この長手方向は銅の<100>軸方向を有していた。
実施例1と同様にして得た片面銅張積層板3について、長手方向(M軸)に対する配線方向Hの角度を表3に示すようにした以外は実施例1と同様にして、各試験用可撓性配線基板5を準備した。得られた配線基板5を用いて実施例1と同様にしてMIT屈曲試験及び引張試験を行った。結果を表3に示す。
銅箔Aの表面処理面にポリイミド層を形成する際の加熱条件において、加熱積算時間を2分にした以外は実施例1と同様にして片面銅張積層板3を得た。得られた各片面銅張積層板3について、実施例1と同様にしてI/I0を求めたところ41であった。そして、得られた片面銅張積層板3について、長手方向(M軸)に対する配線方向Hの角度を表3に示すようにした以外は実施例1と同様にして、各試験用可撓性配線基板5を準備し、MIT屈曲試験及び引張試験を行った。結果を表3に示す。
銅箔Bを用い、かつ、銅箔Bの表面処理面にポリイミド層を形成する際の加熱条件における加熱積算時間を2分にした以外は実施例1と同様にして、各片面銅張積層板3を得た。得られた各片面銅張積層板3について、実施例1と同様にしてI/I0を求めたところ33であった。そして、得られた片面銅張積層板3について、長手方向(M軸)に対する配線方向Hの角度を表3に示すようにした以外は実施例1と同様にして、各試験用可撓性配線基板5を準備し、MIT屈曲試験及び引張試験を行った。結果を表3に示す。
2:銅箔
2a:圧延面
3:片面銅張積層板
4:配線
5:試験用可撓性配線基板
Claims (8)
- 絶縁樹脂層の片面又は両面に金属箔を有する金属張積層体の金属箔を配線加工して得られて、いずれかを屈曲させて使用する可撓性配線基板の製造方法であって、金属箔の長手方向をM軸としたとき、M軸に対して3〜87°傾けた方向に所定の線幅を有する直線状の配線を形成することを特徴とする可撓性配線基板の製造方法。
- M軸に対して5〜85°傾けた方向に所定の線幅を有する直線状の配線を形成する請求項1に記載の可撓性配線基板の製造方法。
- M軸が、実質的に金属箔の<100>軸方向である請求項1又は2に記載の可撓性配線基板の製造方法。
- 金属箔が圧延銅箔であり、かつ、圧延銅箔の厚み方向のX線回折で求めた(200)面の強度(I)が、微粉末銅のX線回折で求めた(200)面の強度(I0)に対してI/I0≧25であるものを用いる請求項1〜3のいずれかに記載の可撓性配線基板の製造方法。
- M軸が圧延銅箔の圧延方向と等しく、かつ、圧延銅箔の厚さが5〜30μmである請求項4に記載の可撓性配線基板の製造方法の製造方法。
- 絶縁樹脂層が厚さ5〜50μmのポリイミド樹脂層である請求項1〜5のいずれかに記載の可撓性配線基板の製造方法。
- 可撓性配線基板が、摺動屈曲又はスライド屈曲から選ばれたいずれかの繰り返し動作を伴うものである請求項1〜6のいずれかに記載の可撓性配線基板の製造方法。
- 屈曲させた際の曲率半径rが0.5〜2mmの範囲である請求項7に記載の可撓性配線基板の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008216547A JP5243892B2 (ja) | 2008-08-26 | 2008-08-26 | 可撓性配線基板の製造方法。 |
| EP09773390.1A EP2306794B1 (en) | 2008-06-30 | 2009-06-25 | Method for producing flexible circuit board |
| PCT/JP2009/061644 WO2010001812A1 (ja) | 2008-06-30 | 2009-06-25 | 可撓性回路基板及びその製造方法並びに可撓性回路基板の屈曲部構造 |
| US13/001,946 US9060432B2 (en) | 2008-06-30 | 2009-06-25 | Flexible circuit board and method for producing same and bend structure of flexible circuit board |
| CN2009801250016A CN102077698B (zh) | 2008-06-30 | 2009-06-25 | 挠性电路基板及其制造方法以及挠性电路基板的弯曲部结构 |
| KR1020117001735A KR101580822B1 (ko) | 2008-06-30 | 2009-06-25 | 가요성 회로기판 및 그 제조방법 그리고 가요성 회로기판의 굴곡부 구조 |
| EP14157869.0A EP2747527A1 (en) | 2008-06-30 | 2009-06-25 | Flexible circuit board and bend structure and device comprising the flexible circuit board |
| TW98122077A TWI471067B (zh) | 2008-06-30 | 2009-06-30 | Flexible circuit substrate and method of manufacturing the same, and flexural structure of flexible circuit board and electronic device |
| US14/282,922 US20140254114A1 (en) | 2008-06-30 | 2014-05-20 | Flexible circuit board and method for producing same and bend structure of flexible circuit board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008216547A JP5243892B2 (ja) | 2008-08-26 | 2008-08-26 | 可撓性配線基板の製造方法。 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010056128A true JP2010056128A (ja) | 2010-03-11 |
| JP2010056128A5 JP2010056128A5 (ja) | 2012-07-19 |
| JP5243892B2 JP5243892B2 (ja) | 2013-07-24 |
Family
ID=42071766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008216547A Expired - Fee Related JP5243892B2 (ja) | 2008-06-30 | 2008-08-26 | 可撓性配線基板の製造方法。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5243892B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012041574A (ja) * | 2010-08-13 | 2012-03-01 | Jx Nippon Mining & Metals Corp | フレキシブルプリント配線板用銅箔及びその製造方法 |
| CN102782174A (zh) * | 2009-12-25 | 2012-11-14 | 新日铁化学株式会社 | 柔性电路板及柔性电路板的弯曲部结构 |
| JP2020163408A (ja) * | 2019-03-28 | 2020-10-08 | Jx金属株式会社 | 金属製品及びその製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003193211A (ja) * | 2001-12-27 | 2003-07-09 | Nippon Mining & Metals Co Ltd | 銅張積層板用圧延銅箔 |
| JP2005005413A (ja) * | 2003-06-11 | 2005-01-06 | Ibiden Co Ltd | フレキシブル−リジッド配線基板 |
| JP2008038170A (ja) * | 2006-08-03 | 2008-02-21 | Sumitomo Kinzoku Kozan Shindo Kk | 圧延銅箔 |
| JP2008106313A (ja) * | 2006-10-26 | 2008-05-08 | Hitachi Cable Ltd | 圧延銅箔およびその製造方法 |
-
2008
- 2008-08-26 JP JP2008216547A patent/JP5243892B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003193211A (ja) * | 2001-12-27 | 2003-07-09 | Nippon Mining & Metals Co Ltd | 銅張積層板用圧延銅箔 |
| JP2005005413A (ja) * | 2003-06-11 | 2005-01-06 | Ibiden Co Ltd | フレキシブル−リジッド配線基板 |
| JP2008038170A (ja) * | 2006-08-03 | 2008-02-21 | Sumitomo Kinzoku Kozan Shindo Kk | 圧延銅箔 |
| JP2008106313A (ja) * | 2006-10-26 | 2008-05-08 | Hitachi Cable Ltd | 圧延銅箔およびその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102782174A (zh) * | 2009-12-25 | 2012-11-14 | 新日铁化学株式会社 | 柔性电路板及柔性电路板的弯曲部结构 |
| JP2012041574A (ja) * | 2010-08-13 | 2012-03-01 | Jx Nippon Mining & Metals Corp | フレキシブルプリント配線板用銅箔及びその製造方法 |
| JP2020163408A (ja) * | 2019-03-28 | 2020-10-08 | Jx金属株式会社 | 金属製品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5243892B2 (ja) | 2013-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101580822B1 (ko) | 가요성 회로기판 및 그 제조방법 그리고 가요성 회로기판의 굴곡부 구조 | |
| JP5732406B2 (ja) | 可撓性回路基板及び可撓性回路基板の屈曲部構造 | |
| JP5826160B2 (ja) | 圧延銅箔、銅張積層板、フレキシブルプリント配線板及びその製造方法 | |
| JP4763068B2 (ja) | 可撓性回路基板及びその製造方法並びに可撓性回路基板の屈曲部構造 | |
| KR101886824B1 (ko) | 동박, 동장 적층판, 가요성 회로기판 및 동장 적층판의 제조방법 | |
| JP2006237048A (ja) | 高屈曲特性を有する銅張積層板及びその製造方法 | |
| JP2007262493A (ja) | フレキシブルプリント基板用材料およびその製造方法 | |
| JP5243892B2 (ja) | 可撓性配線基板の製造方法。 | |
| JP6126799B2 (ja) | 銅箔、銅張積層板、可撓性回路基板、及び銅張積層板の製造方法 | |
| JP5865759B2 (ja) | 銅箔、銅張積層板、可撓性回路基板、及び銅張積層板の製造方法 | |
| JP6643287B2 (ja) | フレキシブルプリント基板用銅箔、それを用いた銅張積層体、フレキシブルプリント基板、及び電子機器 | |
| JP5329491B2 (ja) | フレキシブルプリント配線板用銅箔及びその製造方法 | |
| JP2011153360A (ja) | 両面銅張積層板用圧延銅合金箔、及びそれを用いた両面銅張積層板の製造方法 | |
| JP2004237596A (ja) | フレキシブル銅張積層板およびその製造方法 | |
| TW201524759A (zh) | 撓性覆銅積層板及撓性電路基板 | |
| CN111757599B (zh) | 柔韧印刷基板用铜箔 | |
| JP2013167013A (ja) | フレキシブルプリント配線板用圧延銅箔 | |
| JP6774457B2 (ja) | フレキシブルプリント基板用銅箔、それを用いた銅張積層体、フレキシブルプリント基板、及び電子機器 | |
| JP2008106291A (ja) | めっき基板 | |
| JPWO2004049336A1 (ja) | 薄肉銅箔を用いたhddサスペンション用積層体及びその製造方法 | |
| JP6712561B2 (ja) | フレキシブルプリント基板用圧延銅箔、それを用いた銅張積層体、フレキシブルプリント基板、及び電子機器 | |
| JP2005285198A (ja) | Hddサスペンション用積層体及びその製造方法 | |
| JP2005288723A (ja) | Hddサスペンション用基板材料及びその製造方法 | |
| JP2008210511A (ja) | Hddサスペンション用積層体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5243892 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |