JP2010055382A - 供給計画作成装置、プログラム及び合成方法 - Google Patents
供給計画作成装置、プログラム及び合成方法 Download PDFInfo
- Publication number
- JP2010055382A JP2010055382A JP2008219793A JP2008219793A JP2010055382A JP 2010055382 A JP2010055382 A JP 2010055382A JP 2008219793 A JP2008219793 A JP 2008219793A JP 2008219793 A JP2008219793 A JP 2008219793A JP 2010055382 A JP2010055382 A JP 2010055382A
- Authority
- JP
- Japan
- Prior art keywords
- evaluation
- evaluation index
- value
- calculation formula
- supply plan
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/08—Logistics, e.g. warehousing, loading or distribution; Inventory or stock management
- G06Q10/087—Inventory or stock management, e.g. order filling, procurement or balancing against orders
Landscapes
- Business, Economics & Management (AREA)
- Economics (AREA)
- Engineering & Computer Science (AREA)
- Marketing (AREA)
- Quality & Reliability (AREA)
- Finance (AREA)
- Entrepreneurship & Innovation (AREA)
- Human Resources & Organizations (AREA)
- Accounting & Taxation (AREA)
- Operations Research (AREA)
- Development Economics (AREA)
- Strategic Management (AREA)
- Tourism & Hospitality (AREA)
- Physics & Mathematics (AREA)
- General Business, Economics & Management (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- General Factory Administration (AREA)
Abstract
【解決手段】 評価式作成部122は、評価指標記憶領域117に記憶されている評価指標の数が予め定められた閾値よりも大きな場合には、評価指標記憶領域117に記憶されている評価指標を二つ特定し、重み係数を用いて、特定した評価指標を合成する処理を、評価指標の数が予め定められた閾値以下となるまで繰り返し行う。
【選択図】図1
Description
前記複数の評価指標から特定した二つの評価指標の各々において、前記制約条件を満たす変数の値に対応する各々の評価指標の計算式の値の範囲を算出する処理と、特定した二つの評価指標のうちの一方の評価指標の計算式に乗算する重み係数であって、前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲よりも大きな範囲となる重み係数を算出する処理と、前記重み係数を前記一方の評価指標の計算式に乗算して、前記他方の評価指標の計算式に加算することで、特定した二つの評価指標を合成して一つの評価指標にする処理と、を繰り返し行う制御部を備えること、を特徴とする。

110、210 記憶部
111 販売計画情報記憶領域
112 供給情報記憶領域
113 工程情報記憶領域
114 部品表情報記憶領域
115 在庫情報記憶領域
116 入庫情報記憶領域
117、217 評価指標記憶領域
118、218 計画情報記憶領域
120、220 制御部
121 供給モデル作成部
122 評価式作成部
123 計算処理部
124、224 計画出力部
130 入力部
140 出力部
Claims (19)
- 予め定められた制約条件を満たす変数の値の中から、複数の評価指標の計算式の値が最適となるように前記変数の値を特定することで供給計画を作成する供給計画作成装置であって、
前記評価指標の数が、予め定められた閾値よりも多い場合に、
前記複数の評価指標から特定した二つの評価指標の各々において、前記制約条件を満たす変数の値に対応する各々の評価指標の計算式の値の範囲を算出する処理と、
特定した二つの評価指標のうちの一方の評価指標の計算式に乗算する重み係数であって、前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲よりも大きな範囲となる重み係数を算出する処理と、
前記重み係数を前記一方の評価指標の計算式に乗算して、前記他方の評価指標の計算式に加算することで、特定した二つの評価指標を合成して一つの評価指標にする処理と、
を繰り返し行う制御部を備えること、
を特徴とする供給計画作成装置。 - 請求項1に記載の供給計画作成装置であって、
前記制御部は、
前記重み係数を前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、予め定められた桁数を超える場合には、前記特定した二つの評価指標の合成は行わずに、他の二つの評価指標の合成を行うこと、
を特徴とする供給計画作成装置。 - 請求項1に記載の供給計画作成装置であって、
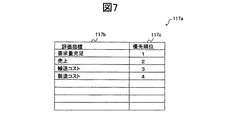
前記評価指標には優先順位が定められており、
前記制御部は、
前記優先順位が低いものから順に二つの評価指標からなる組み合わせを特定し、当該組み合わせのうち、前記一方の評価指標は、前記他方の評価指標よりも優先順位の高いものにして、当該組み合わせに含まれる二つの評価指標を合成する処理を、前記優先順位が低い組み合わせから順に、前記評価指標の数が前記閾値以下となるまで繰り返し行うこと、
を特徴とする供給計画作成装置。 - 請求項1に記載の供給計画作成装置であって、
前記評価指標には優先順位が定められており、
前記制御部は、
前記優先順位が低いものから順に二つの評価指標を特定し、前記一方の評価指標は、前記他方の評価指標よりも優先順位の高いものにして、当該二つの評価指標を合成して一つの評価指標にし、当該一つの評価指標の優先順位を前記一方の評価指標の優先順とする処理を、前記評価指標の数が前記閾値以下となるまで繰り返し行うこと、
を特徴とする供給計画作成装置。 - 請求項1に記載の供給計画作成装置であって、
前記制御部は、
前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲の最大値と最小値の差分値に任意の正の値を加算したものを前記重み係数とすること、
を特徴とする供給計画作成装置。 - 請求項1に記載の供給計画作成装置であって、
前記制御部は、
入力部を介して前記閾値の入力を受け付けること、
を特徴とする供給計画作成装置。 - 請求項3又は4に記載の供給計画作成装置であって、
前記制御部は、
入力部を介して、前記優先順位の入力を受け付けること、
を特徴とする供給計画作成装置。 - 請求項7に記載の供給計画作成装置であって、
前記制御部は、
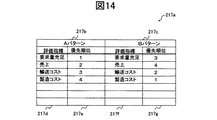
入力部を介して、複数のパターンとなるように前記優先順位の入力を受け付け、前記複数のパターンの各々で、評価指標の合成を行うこと、
を特徴とする供給計画作成装置。 - 請求項8に記載の供給計画作成装置であって、
前記制御部は、
合成された評価指標を含む複数の評価指標が最適となるように、前記複数のパターンの各々で供給計画を作成し、作成した供給計画を予め定められた表示形式にして出力部に出力すること、
を特徴とする供給計画作成装置。 - コンピュータを、予め定められた制約条件を満たす変数の値の中から、複数の評価指標の計算式の値が最適となるように前記変数の値を特定することで供給計画を作成する供給計画作成装置として機能させるプログラムであって、
前記評価指標の数が、予め定められた閾値よりも多い場合に、
前記複数の評価指標から特定した二つの評価指標の各々において、前記制約条件を満たす変数の値に対応する各々の評価指標の計算式の値の範囲を算出する処理と、
特定した二つの評価指標のうちの一方の評価指標の計算式に乗算する重み係数であって、前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲よりも大きな範囲となる重み係数を算出する処理と、
前記重み係数を前記一方の評価指標の計算式に乗算して、前記他方の評価指標の計算式に加算することで、特定した二つの評価指標を合成して一つの評価指標にする処理と、
を制御手段に繰り返し行わせること、
を特徴とするプログラム。 - 請求項10に記載のプログラムであって、
前記制御手段に、
前記重み係数を前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、予め定められた桁数を超える場合には、前記特定した二つの評価指標の合成は行わずに、他の二つの評価指標の合成を行わせること、
を特徴とするプログラム。 - 請求項10に記載のプログラムであって、
前記評価指標には優先順位が定められており、
前記制御手段に、
前記優先順位が低いものから順に二つの評価指標からなる組み合わせを特定し、当該組み合わせのうち、前記一方の評価指標は、前記他方の評価指標よりも優先順位の高いものにして、当該組み合わせに含まれる二つの評価指標を合成する処理を、前記優先順位が低い組み合わせから順に、前記評価指標の数が前記閾値以下となるまで繰り返し行わせること、
を特徴とするプログラム。 - 請求項10に記載のプログラムであって、
前記評価指標には優先順位が定められており、
前記制御手段に、
前記優先順位が低いものから順に二つの評価指標を特定し、前記一方の評価指標は、前記他方の評価指標よりも優先順位の高いものにして、当該二つの評価指標を合成して一つの評価指標にし、当該一つの評価指標の優先順位を前記一方の評価指標の優先順とする処理を、前記評価指標の数が前記閾値以下となるまで繰り返し行わせること、
を特徴とするプログラム。 - 請求項10に記載のプログラムであって、
前記制御手段に、
前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲の最大値と最小値の差分値に任意の正の値を加算したものを前記重み係数とさせること、
を特徴とするプログラム。 - 請求項10に記載のプログラムであって、
前記制御手段に
入力手段を介して前記閾値の入力を受け付けさせること、
を特徴とするプログラム。 - 請求項12又は13に記載のプログラムであって、
前記制御手段に、
入力手段を介して、前記優先順位の入力を受け付けさせること、
を特徴とするプログラム。 - 請求項16に記載のプログラムであって、
前記制御手段に、
入力手段を介して、複数のパターンとなるように前記優先順位の入力を受け付け、前記複数のパターンの各々で、評価指標の合成を行わせること、
を特徴とするプログラム。 - 請求項17に記載のプログラムであって、
前記制御手段に、
合成された評価指標を含む複数の評価指標が最適となるように、前記複数のパターンの各々で供給計画を作成し、作成した供給計画を予め定められた表示形式にして出力部に出力させること、
を特徴とするプログラム。 - 予め定められた制約条件を満たす変数の値の中から、複数の評価指標の計算式の値が最適となるように前記変数の値を特定することで供給計画を作成する制御部を有する供給計画作成装置が行う評価指標の合成方法であって、
前記評価指標の数が、予め定められた閾値よりも多い場合に、
前記制御部が、前記複数の評価指標から特定した二つの評価指標の各々において、前記制約条件を満たす変数の値に対応する各々の評価指標の計算式の値の範囲を算出する過程と、
前記制御部が、特定した二つの評価指標のうちの一方の評価指標の計算式に乗算する重み係数であって、前記一方の評価指標の計算式に乗算した際に、前記制約条件を満たす変数の値に対応する前記一方の評価指標の計算式の値の範囲が、前記制約条件を満たす変数の値に対応する他方の評価指標の計算式の値の範囲よりも大きな範囲となる重み係数を算出する過程と、
前記制御部が、前記重み係数を前記一方の評価指標の計算式に乗算して、前記他方の評価指標の計算式に加算することで、特定した二つの評価指標を合成して一つの評価指標にする過程と、
を繰り返すこと、
を特徴とする合成方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219793A JP5159518B2 (ja) | 2008-08-28 | 2008-08-28 | 供給計画作成装置、プログラム及び合成方法 |
| US12/533,547 US20100057238A1 (en) | 2008-08-28 | 2009-07-31 | Supply planning system, program thereof, and synthetic method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219793A JP5159518B2 (ja) | 2008-08-28 | 2008-08-28 | 供給計画作成装置、プログラム及び合成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010055382A true JP2010055382A (ja) | 2010-03-11 |
| JP5159518B2 JP5159518B2 (ja) | 2013-03-06 |
Family
ID=41726545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219793A Active JP5159518B2 (ja) | 2008-08-28 | 2008-08-28 | 供給計画作成装置、プログラム及び合成方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20100057238A1 (ja) |
| JP (1) | JP5159518B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012068929A (ja) * | 2010-09-24 | 2012-04-05 | Hitachi Ltd | 供給計画作成装置、供給計画作成方法、および供給計画作成プログラム |
| WO2015059750A1 (ja) * | 2013-10-21 | 2015-04-30 | 株式会社日立製作所 | 物流計画装置、物流計画生成プログラム及び記憶媒体 |
| WO2016132419A1 (ja) * | 2015-02-16 | 2016-08-25 | 株式会社日立製作所 | 輸送計画立案装置 |
| JP2017182448A (ja) * | 2016-03-30 | 2017-10-05 | 日立建機株式会社 | 供給元および輸送手段決定装置、供給元および輸送手段決定システム |
| JP2019074922A (ja) * | 2017-10-16 | 2019-05-16 | 株式会社日立製作所 | 更新装置、更新方法、および更新プログラム |
| WO2019092854A1 (ja) * | 2017-11-10 | 2019-05-16 | 日本電気株式会社 | 指標算出装置、指標算出方法、及び、指標算出プログラムが記録された記録媒体 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6050980B2 (ja) * | 2012-02-01 | 2016-12-21 | 株式会社日立製作所 | 生産可能数計算装置、生産可能数計算プログラム及び記憶媒体 |
| CN112308427B (zh) * | 2020-11-02 | 2024-03-19 | 江苏省电力试验研究院有限公司 | 一种基于组合赋权-灰关联的新能源消纳制约因素评估方法及系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11341892A (ja) * | 1998-05-22 | 1999-12-10 | Fuji Electric Co Ltd | 発電機の定期補修計画作成方法 |
| JP2004062679A (ja) * | 2002-07-30 | 2004-02-26 | Daiwa Sb Investments Ltd | 投資評価システム及び投資評価方法並びにプログラム |
| JP2005284959A (ja) * | 2004-03-30 | 2005-10-13 | Mitsubishi Chemicals Corp | 生産スケジュールの作成方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001233414A (ja) * | 1999-12-16 | 2001-08-28 | Hitachi Ltd | 生産計画方法 |
| AU2001253201A1 (en) * | 2000-04-05 | 2001-10-23 | Pavilion Technologies Inc. | System and method for enterprise modeling, optimization and control |
| US20020156663A1 (en) * | 2000-07-13 | 2002-10-24 | Manugistics, Inc. | Shipping and transportation optimization system and method |
| US7672862B1 (en) * | 2001-04-02 | 2010-03-02 | I2 Technologies Us, Inc. | Generating a supply chain plan |
| US7444269B2 (en) * | 2001-09-29 | 2008-10-28 | The Boeing Company | Constraint-based method of designing a route for a transport element |
| US7801753B2 (en) * | 2003-03-01 | 2010-09-21 | Chandrasekar Vemula | Purchase planning and optimization |
| US20050065867A1 (en) * | 2003-07-25 | 2005-03-24 | Hideyuki Aisu | Demand-and-supply intervening system, demand-and-supply intervening method, and demand-and-supply intervening support program |
| US8112300B2 (en) * | 2005-04-22 | 2012-02-07 | Air Liquide Large Industries U.S. Lp | Production optimizer for supply chain management |
| US8494976B2 (en) * | 2006-05-31 | 2013-07-23 | Exxonmobil Research And Engineering Company | System for optimizing transportation scheduling and inventory management of bulk product from supply locations to demand locations |
| US20080071592A1 (en) * | 2006-09-20 | 2008-03-20 | Day William B | Supply chain management system |
| US20090083119A1 (en) * | 2007-09-24 | 2009-03-26 | Maxager Technology Inc. | Method for business plan optimization based on attributes |
-
2008
- 2008-08-28 JP JP2008219793A patent/JP5159518B2/ja active Active
-
2009
- 2009-07-31 US US12/533,547 patent/US20100057238A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11341892A (ja) * | 1998-05-22 | 1999-12-10 | Fuji Electric Co Ltd | 発電機の定期補修計画作成方法 |
| JP2004062679A (ja) * | 2002-07-30 | 2004-02-26 | Daiwa Sb Investments Ltd | 投資評価システム及び投資評価方法並びにプログラム |
| JP2005284959A (ja) * | 2004-03-30 | 2005-10-13 | Mitsubishi Chemicals Corp | 生産スケジュールの作成方法 |
Non-Patent Citations (2)
| Title |
|---|
| CSNJ200710058088; 五十嵐健: '最適基準生産計画(MPS)への多目標計画法の適用' 社団法人日本経営工学会平成18年度秋季研究大会予稿集 , 20061104, 第182-183頁, 社団法人日本経営工学会 * |
| JPN6012045182; 五十嵐健: '最適基準生産計画(MPS)への多目標計画法の適用' 社団法人日本経営工学会平成18年度秋季研究大会予稿集 , 20061104, 第182-183頁, 社団法人日本経営工学会 * |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012068929A (ja) * | 2010-09-24 | 2012-04-05 | Hitachi Ltd | 供給計画作成装置、供給計画作成方法、および供給計画作成プログラム |
| WO2015059750A1 (ja) * | 2013-10-21 | 2015-04-30 | 株式会社日立製作所 | 物流計画装置、物流計画生成プログラム及び記憶媒体 |
| JPWO2015059750A1 (ja) * | 2013-10-21 | 2017-03-09 | 株式会社日立製作所 | 物流計画装置、物流計画生成プログラム及び記憶媒体 |
| WO2016132419A1 (ja) * | 2015-02-16 | 2016-08-25 | 株式会社日立製作所 | 輸送計画立案装置 |
| JPWO2016132419A1 (ja) * | 2015-02-16 | 2017-04-27 | 株式会社日立製作所 | 輸送計画立案装置 |
| JP2017182448A (ja) * | 2016-03-30 | 2017-10-05 | 日立建機株式会社 | 供給元および輸送手段決定装置、供給元および輸送手段決定システム |
| JP2019074922A (ja) * | 2017-10-16 | 2019-05-16 | 株式会社日立製作所 | 更新装置、更新方法、および更新プログラム |
| WO2019092854A1 (ja) * | 2017-11-10 | 2019-05-16 | 日本電気株式会社 | 指標算出装置、指標算出方法、及び、指標算出プログラムが記録された記録媒体 |
| JPWO2019092854A1 (ja) * | 2017-11-10 | 2020-10-22 | 日本電気株式会社 | 指標算出装置、指標算出方法、及び、指標算出プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100057238A1 (en) | 2010-03-04 |
| JP5159518B2 (ja) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5159518B2 (ja) | 供給計画作成装置、プログラム及び合成方法 | |
| Roy et al. | A two-warehouse probabilistic model with price discount on backorders under two levels of trade-credit policy. | |
| Xie et al. | Freezing the master production schedule under single resource constraint and demand uncertainty | |
| Pasandideh et al. | A genetic algorithm approach to optimize a multi-products EPQ model with discrete delivery orders and constrained space | |
| Zhang et al. | Simultaneous configuration of platform products and manufacturing supply chains | |
| JP2004517378A (ja) | 出荷および輸送を最適化するシステムおよび方法 | |
| Awasthi et al. | Supplier selection problem for a single manufacturing unit under stochastic demand | |
| US20070038657A1 (en) | Method, system and program product for determining objective function coefficients of a mathematical programming model | |
| Moon et al. | Repositioning of empty containers using both standard and foldable containers | |
| JP7232138B2 (ja) | サプライチェーン設計システム及びサプライチェーン設計方法 | |
| WO2018150646A1 (ja) | 連結経営管理装置、連結経営管理支援システム、連結経営管理支援方法及びプログラム | |
| Kermani et al. | A novel method for supplier selection by two competitors, including multiple criteria | |
| Wang et al. | Resource portfolio planning of make-to-stock products using a constraint programming-based genetic algorithm | |
| JP4887846B2 (ja) | 出荷計画システム | |
| Zobolas et al. | Extending capacity planning by positive lead times and optional overtime, earliness and tardiness for effective master production scheduling | |
| Garn et al. | Agile factorial production for a single manufacturing line with multiple products | |
| Huang | Supply chain management for engineers | |
| Meybodi | Integrating production activity control into a hierarchical production‐planning model | |
| WO2022172534A1 (ja) | 部品構成決定支援装置、部品構成決定支援方法およびプログラム | |
| Aslam et al. | Multi-objective optimisation in manufacturing supply chain systems design: a comprehensive survey and new directions | |
| Korevaar et al. | Inventory budget optimization: Meeting system-wide service levels in practice | |
| Yue et al. | Using frontier portfolios to improve make‐to‐order operations | |
| JP2007026046A (ja) | 生産計画作成方法及び生産計画作成装置、並びにプログラム | |
| JP2012068929A (ja) | 供給計画作成装置、供給計画作成方法、および供給計画作成プログラム | |
| Nananukul | Lot-sizing and inventory routing for a production-distribution supply chain |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121211 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5159518 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |