JP2010042851A - 気密性異径バッグの製造方法 - Google Patents
気密性異径バッグの製造方法 Download PDFInfo
- Publication number
- JP2010042851A JP2010042851A JP2008209487A JP2008209487A JP2010042851A JP 2010042851 A JP2010042851 A JP 2010042851A JP 2008209487 A JP2008209487 A JP 2008209487A JP 2008209487 A JP2008209487 A JP 2008209487A JP 2010042851 A JP2010042851 A JP 2010042851A
- Authority
- JP
- Japan
- Prior art keywords
- diameter
- different
- tube
- bag
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 238000000034 method Methods 0.000 title abstract description 14
- 239000002759 woven fabric Substances 0.000 claims abstract description 18
- 238000001816 cooling Methods 0.000 claims abstract description 3
- 239000004744 fabric Substances 0.000 claims description 37
- 238000003825 pressing Methods 0.000 claims description 2
- 238000009958 sewing Methods 0.000 claims 1
- 239000004753 textile Substances 0.000 claims 1
- 239000012530 fluid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000008602 contraction Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Abstract
【効果】 熱収縮チューブを熱により収縮させて芯体の表面に沿わせるので、芯体の表面形状に従った形状の繋ぎ目の無い異径チューブが得られ、当該異径チューブを異径筒状織物1内に挿通して膨らませることにより、異径筒状織物1の内面に適切な内張り2を施し、気密性異径バッグを得ることができる。
【選択図】 図1
Description
2 大径部
3 小径部
4 内張り
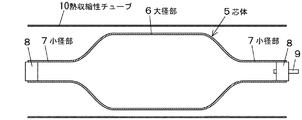
5 芯体
10 熱収縮性チューブ
11 異径チューブ
Claims (5)
- 異径筒状織物(1)の内側に内張り(4)を施して気密性を有する異径バッグ(A)を製造する方法であって、製造する異径バッグ(A)とほゞ同形でやゝ小径の気密性の芯体(5)の外側に熱収縮性チューブ(10)を被せ、当該熱収縮性チューブ(10)を加熱収縮させて前記芯体(5)の外表面に沿わせ、熱収縮性チューブ(10)を冷却して形状を固定した後前記芯体(5)を除去し、得られた異径チューブ(11)を前記異径筒状織物(1)内に挿入し、内圧により異径チューブ(11)を膨張させて異径筒状織物(1)の内面に圧接し、異径チューブ(11)を異径筒状織物(1)に接着することを特徴とする、気密性異径バッグの製造方法
- 異径筒状織物(1)の内側に内張り(4)を施して気密性を有する異径バッグ(A)を製造する方法であって、製造する異径バッグ(A)とほゞ同形でやゝ小径の気密性の芯体(5)の外側に熱収縮性チューブ(10)を被せ、当該熱収縮性チューブ(10)を加熱収縮させて前記芯体(5)の外表面に沿わせ、熱収縮性チューブ(10)を被せた芯体(5)を前記異径筒状織物(1)内に挿入し、内圧により芯体(5)を膨張させて熱収縮性チューブ(10)を異径筒状織物(1)の内面に圧接し、熱収縮性チューブ(10)を異径筒状織物(1)に接着した後前記芯体(5)を除去することを特徴とする、気密性異径バッグの製造方法
- 前記異径筒状織物(1)が、両端部が小径で中央部が大径となるように長さ方向に径が変化するものであることを特徴とする、請求項1又は2に記載の気密性異径バッグの製造方法
- 前記芯体(5)が、柔軟な筒状の織物に気密処理を施したものであることを特徴とする、請求項1、2又は3に記載の気密性異径バッグの製造方法
- 前記芯体(5)が、柔軟な布帛に気密処理を施し、それを所定の形状に縫製してなるものであることを特徴とする、請求項1、2又は3に記載の気密性異径バッグの製造方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209487A JP5188320B2 (ja) | 2008-08-18 | 2008-08-18 | 気密性異径バッグの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209487A JP5188320B2 (ja) | 2008-08-18 | 2008-08-18 | 気密性異径バッグの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010042851A true JP2010042851A (ja) | 2010-02-25 |
| JP5188320B2 JP5188320B2 (ja) | 2013-04-24 |
Family
ID=42014576
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008209487A Expired - Fee Related JP5188320B2 (ja) | 2008-08-18 | 2008-08-18 | 気密性異径バッグの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5188320B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2554887A (en) * | 2016-10-12 | 2018-04-18 | Spiroflow Ltd | Container arrangement |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58193122A (ja) * | 1982-05-07 | 1983-11-10 | Fujikura Ltd | 熱収縮性プラスチツクスリ−ブの製造方法 |
| JPH08118486A (ja) * | 1994-10-28 | 1996-05-14 | Nitto Boseki Co Ltd | 厚肉中空成形体用成形装置及びそれを用いた成形方法 |
| JPH08175597A (ja) * | 1994-09-09 | 1996-07-09 | Rohm & Haas Co | リサイクル可能なバルクバッグコンテナー |
| JPH1111580A (ja) * | 1997-06-24 | 1999-01-19 | Morishita Kagaku Kogyo Kk | 可撓性容器 |
| JP2000128277A (ja) * | 1998-10-23 | 2000-05-09 | Mitsubishi Kagaku Sanshi Corp | 高気密性フレキシブルコンテナ |
| JP2005022736A (ja) * | 2003-07-02 | 2005-01-27 | Toho Kk | フレキシブルコンテナバッグ |
-
2008
- 2008-08-18 JP JP2008209487A patent/JP5188320B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58193122A (ja) * | 1982-05-07 | 1983-11-10 | Fujikura Ltd | 熱収縮性プラスチツクスリ−ブの製造方法 |
| JPH08175597A (ja) * | 1994-09-09 | 1996-07-09 | Rohm & Haas Co | リサイクル可能なバルクバッグコンテナー |
| JPH08118486A (ja) * | 1994-10-28 | 1996-05-14 | Nitto Boseki Co Ltd | 厚肉中空成形体用成形装置及びそれを用いた成形方法 |
| JPH1111580A (ja) * | 1997-06-24 | 1999-01-19 | Morishita Kagaku Kogyo Kk | 可撓性容器 |
| JP2000128277A (ja) * | 1998-10-23 | 2000-05-09 | Mitsubishi Kagaku Sanshi Corp | 高気密性フレキシブルコンテナ |
| JP2005022736A (ja) * | 2003-07-02 | 2005-01-27 | Toho Kk | フレキシブルコンテナバッグ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2554887A (en) * | 2016-10-12 | 2018-04-18 | Spiroflow Ltd | Container arrangement |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5188320B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4913701A (en) | Balloon catheter and method of manufacturing the same | |
| US9393723B2 (en) | Method of filling a casing | |
| JP4694456B2 (ja) | 制御されたステント搬送を行うためのカテーテル | |
| CN208587625U (zh) | 用于将管联接到管配件的压缩套环和联接组件 | |
| US9200742B2 (en) | Lateral pipe-lining method | |
| PL365056A1 (en) | Methods and devices for the production of a pipe from biaxially oriented thermoplastic material having an integrated socket | |
| US9993626B2 (en) | Medical balloon assembly and method of making a medical balloon | |
| JP5188320B2 (ja) | 気密性異径バッグの製造方法 | |
| FI94902B (fi) | Rakenteeseen kiinteästi liittyvillä muhveilla varustetut putket | |
| ES2164410T3 (es) | Metodo y aparato para expandir y conferir una forma de copa al segmento terminal de union de tubos orientados biaxialmente hechos de material termoplastico. | |
| WO2008127108A1 (en) | Method of manufacturing an inflatable balloon and an inflatable balloon | |
| US10383756B2 (en) | Intragastric balloon delivery systems and methods | |
| JP4502263B2 (ja) | 管路の内張り材 | |
| JPH06241348A (ja) | 管路内管の形成方法 | |
| JP4646795B2 (ja) | 管路の内張り方法 | |
| JP2000343607A (ja) | 管内ライニング工法 | |
| JP2009262339A (ja) | 配管内補修工法、配管内補修用施工設備 | |
| JP3436465B2 (ja) | コンクリート成形体の貫通孔形成用型枠の製造方法 | |
| US10594128B2 (en) | Holdout devices and cover assemblies and methods incorporating the same | |
| JPH06328568A (ja) | 管路の内張り方法及び内張り材並びに内張りされた管路 | |
| JPS63296923A (ja) | 管体ライニング工法 | |
| JPS6135934A (ja) | 管路の内張り方法 | |
| JPH02202431A (ja) | 管の内面ライニング工法及びライニング用管体 | |
| JPH0691006A (ja) | 拡張用バルーンカテーテル | |
| JP3178693B2 (ja) | 部分ライニング工法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130122 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5188320 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |