JP2010036394A - プリフォームおよびプラスチックボトル - Google Patents
プリフォームおよびプラスチックボトル Download PDFInfo
- Publication number
- JP2010036394A JP2010036394A JP2008199803A JP2008199803A JP2010036394A JP 2010036394 A JP2010036394 A JP 2010036394A JP 2008199803 A JP2008199803 A JP 2008199803A JP 2008199803 A JP2008199803 A JP 2008199803A JP 2010036394 A JP2010036394 A JP 2010036394A
- Authority
- JP
- Japan
- Prior art keywords
- thickness
- preform
- uniform
- plastic bottle
- wall thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
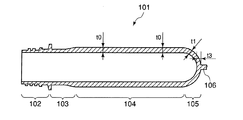
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
【選択図】図2
Description
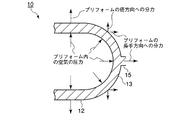
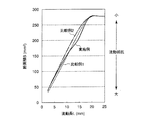
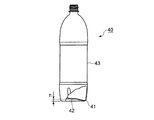
図1は、本実施の形態によるプリフォームの長手方向に沿う断面図であり、図2は、本実施の形態によるプリフォームの底部周辺を示す拡大断面図である。図3は、本実施の形態によるプリフォームの底部周辺を示す拡大断面図であり、図4は、ブロー成形時におけるプリフォーム内の空気の圧力をプリフォームの長手方向の分力と径方向の分力とに分けて説明する概略説明図である。図5は、本実施の形態によるプリフォームを作製する射出成形用金型を示す断面図であり、図6は、各射出成形金型の流路における、流動長と断面積との関係を示すグラフである。図7は、プラスチックボトルを部分的に断面として示した正面図である。
次に、本発明の具体的実施例を説明する。
ここで本実施の形態によるプリフォーム10として、胴部12の直径27.93mm、胴部12の肉厚t0=3.8mm、肉厚均一部16の肉厚t2=2.85mm、全体重量44.9gのプリフォーム10を作製した(このプリフォーム10を実施例という)。

11 口部
12 胴部
12a 胴部の外面
12b 胴部の内面
13 底部
14 首下部
15 ゲート部
16 肉厚均一部
16a 肉厚均一部の外面
16b 肉厚均一部の内面
17 肉厚変化部
17a 肉厚変化部の外面
17b 肉厚変化部の内面
20、21 境界面
30 射出成形金型
31 雌型
32 雄型
33 流路
40 プラスチックボトル
Claims (4)
- プラスチックボトル用のプリフォームにおいて、
射出成形用のゲート部が設けられた底部と、底部に連続する胴部と、口部と、口部と胴部との間に設けられた首下部とを備え、
胴部全体の肉厚がt0であり、
底部は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部と、肉厚均一部と胴部との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部とを有することを特徴とするプリフォーム。 - 胴部と底部の肉厚変化部との境界面における中心径をD0とし、底部の肉厚変化部と底部の肉厚均一部との境界面における中心径をD1とした場合、1>D1/D0≧0.5の関係が成り立つことを特徴とする請求項1記載のプリフォーム。
- 底部の肉厚均一部は外面と内面とを有し、これらの外面と内面は、互いに同心球面上に位置することを特徴とする請求項1記載のプリフォーム。
- 請求項1乃至3のいずれか一項記載のプリフォームをブロー成形することにより作製されたことを特徴とするプラスチックボトル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008199803A JP5446162B2 (ja) | 2008-08-01 | 2008-08-01 | プリフォーム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008199803A JP5446162B2 (ja) | 2008-08-01 | 2008-08-01 | プリフォーム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036394A true JP2010036394A (ja) | 2010-02-18 |
| JP5446162B2 JP5446162B2 (ja) | 2014-03-19 |
Family
ID=42009447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008199803A Active JP5446162B2 (ja) | 2008-08-01 | 2008-08-01 | プリフォーム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5446162B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013078887A (ja) * | 2011-10-04 | 2013-05-02 | Dainippon Printing Co Ltd | プリフォームおよびプラスチックボトル |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03286808A (ja) * | 1990-04-02 | 1991-12-17 | Yoshino Kogyosho Co Ltd | 中間成形品と2軸延伸ブロー成形壜体 |
| JP3011058B2 (ja) * | 1995-06-19 | 2000-02-21 | 東洋製罐株式会社 | 延伸ブロー成形用プリフォーム及びそれを用いる成形法 |
| JP2004090425A (ja) * | 2002-08-30 | 2004-03-25 | Aoki Technical Laboratory Inc | 薄肉プリフォーム及びその射出延伸ブロー成形方法 |
-
2008
- 2008-08-01 JP JP2008199803A patent/JP5446162B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03286808A (ja) * | 1990-04-02 | 1991-12-17 | Yoshino Kogyosho Co Ltd | 中間成形品と2軸延伸ブロー成形壜体 |
| JP3011058B2 (ja) * | 1995-06-19 | 2000-02-21 | 東洋製罐株式会社 | 延伸ブロー成形用プリフォーム及びそれを用いる成形法 |
| JP2004090425A (ja) * | 2002-08-30 | 2004-03-25 | Aoki Technical Laboratory Inc | 薄肉プリフォーム及びその射出延伸ブロー成形方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013078887A (ja) * | 2011-10-04 | 2013-05-02 | Dainippon Printing Co Ltd | プリフォームおよびプラスチックボトル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5446162B2 (ja) | 2014-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105658389B (zh) | 由塑性材料制成的用于容器的预成型件 | |
| US7897222B2 (en) | Preform and a mold stack for producing the preform | |
| CN101522385B (zh) | 改进的塑料预成型件 | |
| JP6628811B2 (ja) | プリフォーム及び容器の製造方法 | |
| US9358710B2 (en) | Preform and a mold stack for producing the preform | |
| EP2263843A1 (en) | Preform for stretch blow-molded bottle | |
| US6569376B2 (en) | Process for improving material thickness distribution within a molded bottle and bottle therefrom | |
| US8241718B2 (en) | Preform and a mold stack for producing the preform | |
| JP2016013664A (ja) | プリフォーム | |
| CN113631347A (zh) | 预制件的温度调节装置和温度调节方法以及树脂成型容器的制造装置和制造方法 | |
| KR20170026592A (ko) | 중공 용기의 사출 블로우 성형 방법 및 사출 블로우 성형 장치 | |
| JP6032320B2 (ja) | プリフォーム、及び、プリフォーム成形金型、並びに、合成樹脂製容器の製造方法 | |
| JP5446162B2 (ja) | プリフォーム | |
| US10155326B2 (en) | Preform of plastic material with lightened closed end | |
| JP6553622B2 (ja) | 薄い底部を有する、プラスチック容器のためのプリフォーム | |
| JP6340047B2 (ja) | 樹脂ボトル用プリフォーム | |
| JP5413768B2 (ja) | 延伸ブロー成形容器の製造方法 | |
| CN107148333A (zh) | 用于液体吹塑成型的预制件 | |
| JP2010042546A (ja) | プリフォームおよびプラスチックボトル | |
| JP2019130735A (ja) | プリフォームおよびプラスチックボトルの製造方法 | |
| CN112313062B (zh) | 预成型件和模具堆叠 | |
| JP5270216B2 (ja) | 合成樹脂製ブローボトルの成形方法 | |
| WO2016152456A1 (ja) | プリフォーム、及び、プリフォーム成形金型、並びに、合成樹脂製容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121218 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131216 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5446162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |