JP2010031316A - 金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 - Google Patents
金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 Download PDFInfo
- Publication number
- JP2010031316A JP2010031316A JP2008193914A JP2008193914A JP2010031316A JP 2010031316 A JP2010031316 A JP 2010031316A JP 2008193914 A JP2008193914 A JP 2008193914A JP 2008193914 A JP2008193914 A JP 2008193914A JP 2010031316 A JP2010031316 A JP 2010031316A
- Authority
- JP
- Japan
- Prior art keywords
- plated
- resin substrate
- plating
- metal
- shielding plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Electroplating Methods And Accessories (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】被めっき面としての下地金属層を表面に備える樹脂基板を、前記被めっき面が略鉛直面となる電気めっき法を用いて前記被めっき面に金属層を設ける金属被覆樹脂基板の製造方法において、前記被めっき面と、前記被めっき面と対向する側に設置される電極との間に遮蔽板を配置しためっき装置により前記被めっき面に金属層を設けることを特徴とする金属被覆樹脂基板の製造方法。
【選択図】図1
Description
COFは、高耐熱、高絶縁性樹脂であるポリイミドフィルムに良導電体である銅層を積層してなる金属被覆ポリイミド基板を使用し、銅層をフォトリソグラフィー技法によってファインパターニングし、さらに所望な箇所に錫めっきおよびソルダーレジストを被覆して作製するのが一般に用いられている。
即ち、このような課題を解決する本発明に係る第一の発明は、被めっき面としての下地金属層を表面に備える樹脂基板を、被めっき面が略鉛直面となる電気めっき法を用い、被めっき面と、この被めっき面と対向する側に設置される電極との間に遮蔽板を配置しためっき装置により被めっき面に金属層を設ける金属被覆樹脂基板の製造方法である。
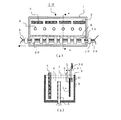
図1において、1はめっき槽、2はめっき液、3は電極(アノード:陽極)、4はめっき液噴流ノズル、5は樹脂基板(ワーク)、5a被めっき面、6は遮蔽板、7はめっき液面、10はめっき装置、20はワークを保持して陰極(カソード)とするクランパー、21はベースワーク保持板、30は搬送レールを表し、Lは被めっき面5aと遮蔽板6との距離(単位:mm)、Hは被めっき面5aの上端部から遮蔽板6の下端部までの距離(単位:mm)である。
ここで、本発明に係る被めっき面5aとは、図2の網掛け範囲に示す部分、即ちめっきされる面の範囲を示すものである。
本発明は、表面状態の良好な被めっき面エッジ部を形成することで、レベラー成分の余計な吸着を防止し、且つ表面状態が良好であれば、付着しているレベラーを水洗工程で容易に除去でき、乾燥しても黒ずみを発生することがない。
(実施例1)
図1の遮蔽板6と被めっき面5aとの距離Lを1mm、被めっき面上端部から遮蔽板下端部までの距離Hを10mmとし、長さ100mの樹脂基板5(ワーク)にめっきを施した。
樹脂基板5(ワーク)は、厚み38ミクロンのポリイミドフィルム(Kapton NF:東レ・デュポン製)表面にスパッタリング法により厚み20nmのニッケル層を設け、その上に厚み100nmの銅層を設けたものである。
HL(アトテック製カパラシドHL(レベラー成分))を20ml/l、GS(アトテック製カパラシドGS(ブライトナー成分))を5ml/lの割合で添加したものである。
そのめっき液の温度は24℃、ワークの搬送速度は0.4m/分、めっき槽への給液量はめっき液噴流ノズル1本当たり28l/minで行ない、めっきに要する電流密度と通電時間は、めっき槽内を4分割し、第1区分では0.5A/dm2、1分、第2区分では1.0A/dm2、1分、第3区分では2.0A/dm2、1分、第4区分では3.0A/dm2、12分となるようにして行った。
その後、被めっき面5aのエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。その結果、黒ずみは観察されなかった。
遮蔽板6と被めっき面5aとの距離Lを3mmとした以外は、実施例1と同じ条件でめっき処理して、そのエッジ部の黒ずみ具合を目視観察したが、黒ずみは観察でされなかった。
遮蔽板6と被めっき面5aとの距離Lを5mmとした以外は、実施例1と同じ条件でめっき処理して、そのエッジ部の黒ずみ具合を目視観察したが、黒ずみは観察でされなかった。
遮蔽板6と被めっき面5aとの距離Lを7mmとした以外は、実施例1と同じ条件でめっき処理して、そのエッジ部の黒ずみ具合を目視観察したが、黒ずみは観察でされなかった。
遮蔽板6と被めっき面5aとの距離Lを10mmとした以外は、実施例1と同じ条件でめっき処理して、そのエッジ部の黒ずみ具合を目視観察したが、黒ずみは観察でされなかった。
遮蔽板6と被めっき面5aとの距離Lを5mmとし、被めっき面上端部から遮蔽板下端部までの距離Hを5mmとした以外は、実施例1と同じ条件でめっき処理して銅被覆ポリイミド基板を作製した。この得られた基板のエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。
その結果、黒ずみは観察されなかった。
遮蔽板6と被めっき面5aとの距離Lを5mmとし、被めっき面上端部から遮蔽板下端部までの距離Hを15mmとした以外は、実施例1と同じ条件でめっき処理して銅被覆ポリイミド基板を作製した。この得られた基板のエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。
その結果、黒ずみは観察されなかった。
遮蔽板6と被めっき面5aとの距離Lを0.5mmとした以外は、実施例1と同じ条件でめっき処理を行なったが、めっき液流動の影響からワークと遮蔽板とが接触してしまい、良好な銅被覆ポリイミド基板が得られなかった。
遮蔽板6と被めっき面5aとの距離Lを12mmとした以外は、実施例1と同じ条件でめっき処理して距離Lの値を12mmとした以外は実施例1と同じ条件でめっき処理して銅被覆ポリイミド基板を作製した。この得られた基板のエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。
その結果、一部に黒ずみが見られ、良好な銅被覆ポリイミド基板を得るに至らなかった。
被めっき面上端部から遮蔽板下端部までの距離Hを2mmとした以外は、実施例1と同じ条件でめっき処理して銅被覆ポリイミド基板を作製した。この得られた基板のエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。
その結果、一部に黒ずみが見られ、良好な銅被覆ポリイミド基板を得るに至らなかった。
被めっき面上端部から遮蔽板下端部までの距離Hを20mmとした以外は、実施例1と同じ条件でめっき処理して銅被覆ポリイミド基板を作製した。この得られた基板のエッジ部をランダムに100点サンプリングし、その表面に黒ずみがあるかどうかを目視観察した。
その結果、黒ずみは見られなかったものの、エッジ部のめっき厚さが薄くなり、結果として良好な銅被覆ポリイミド基板を得るに至らなかった。
2 めっき液
3 電極(アノード:陽極)
4 めっき液噴流ノズル
5 樹脂基板(ワーク)
5a 被めっき面
6 遮蔽板
7 めっき液面
10 めっき装置
20 クランパー
21 ベースワーク保持板
30 搬送レール
Claims (7)
- 被めっき面としての下地金属層を表面に備える樹脂基板を、前記被めっき面が略鉛直面となる電気めっき法を用いて前記被めっき面に金属層を設ける金属被覆樹脂基板の製造方法において、
前記被めっき面と、前記被めっき面と対向する側に設置される電極との間に遮蔽板を配置しためっき装置により前記被めっき面に金属層を設けることを特徴とする金属被覆樹脂基板の製造方法。 - 前記めっき装置に設けられた前記遮蔽板が、前記被めっき面より1〜10mmの距離で、且つ前記遮蔽板の下端部が前記被めっき面の上端部より5〜15mm下方の位置で、前記被めっき面と略平行に配置されることを特徴とする請求項1記載の金属被覆樹脂基板の製造方法。
- 前記樹脂基板が、被めっき面として厚み100〜500nmの下地金属層を表面に備えるテープ形態の樹脂基板であることを特徴とする請求項1又は2に記載の金属被覆樹脂基板の製造方法。
- 前記樹脂基板が、被めっき面として厚み100〜500nmの下地金属層を表面に備えるポリイミドフィルム基板であることを特徴とする請求項1乃至3にいずれか1項に記載の金属被覆樹脂基板の製造方法。
- 被めっき面としての下地金属層を表面に備える樹脂基板を、前記被めっき面が略鉛直面となるように配置し、且つ前記被めっき面に対向する側に設置される電極と前記被めっき面との間に遮蔽板が配置されることを特徴とする金属被覆樹脂基板のめっき装置。
- 前記遮蔽板が、前記被めっき面より1〜10mmの距離で、且つ前記遮蔽板の下端部が前記被めっき面の上端部より5〜15mm下方の位置で、前記被めっき面と略平行に配置されることを特徴とする請求項5記載の金属被覆樹脂基板のめっき装置。
- 被めっき面としての下地金属層を表面に備える樹脂基板を、前記被めっき面が略鉛直面となるように配置し、且つ前記被めっき面に対向する側に設置される電極と前記被めっき面との間に遮蔽板を、前記被めっき面より1〜10mmの距離で、且つ前記被めっき面の上端部より5〜15mm下方に前記遮蔽板の下端部が位置するように配置しためっき装置により前記被めっき面に金属層を設けることを特徴とする金属被覆樹脂基板のめっき方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193914A JP5266934B2 (ja) | 2008-07-28 | 2008-07-28 | 金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008193914A JP5266934B2 (ja) | 2008-07-28 | 2008-07-28 | 金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010031316A true JP2010031316A (ja) | 2010-02-12 |
| JP5266934B2 JP5266934B2 (ja) | 2013-08-21 |
Family
ID=41736140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008193914A Active JP5266934B2 (ja) | 2008-07-28 | 2008-07-28 | 金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5266934B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201944A (ja) * | 2011-03-25 | 2012-10-22 | Sumitomo Metal Mining Co Ltd | 金属被覆樹脂基板のめっき装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000226697A (ja) * | 1999-02-05 | 2000-08-15 | Fujimoto Denki Shoji Kk | めっき装置およびめっき方法 |
| JP2002155395A (ja) * | 2000-11-16 | 2002-05-31 | Nitto Denko Corp | 長尺基板のめっき方法およびめっき装置 |
| JP2002371399A (ja) * | 2001-06-19 | 2002-12-26 | Toppan Printing Co Ltd | めっき方法及びそれに用いるめっき装置 |
| JP2004149858A (ja) * | 2002-10-30 | 2004-05-27 | Marunaka Kogyo Kk | 均一メッキ処理を可能にした電気メッキ処理装置 |
| JP2005175445A (ja) * | 2003-11-19 | 2005-06-30 | Toray Ind Inc | 回路基板用部材と回路基板用部材の製造方法 |
| JP2007224365A (ja) * | 2006-02-23 | 2007-09-06 | Matsushita Electric Ind Co Ltd | 電解めっき方法、及び電解めっき装置 |
| JP2009293114A (ja) * | 2008-06-09 | 2009-12-17 | Hitachi Cable Ltd | 電解めっき装置及び電解めっき方法 |
-
2008
- 2008-07-28 JP JP2008193914A patent/JP5266934B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000226697A (ja) * | 1999-02-05 | 2000-08-15 | Fujimoto Denki Shoji Kk | めっき装置およびめっき方法 |
| JP2002155395A (ja) * | 2000-11-16 | 2002-05-31 | Nitto Denko Corp | 長尺基板のめっき方法およびめっき装置 |
| JP2002371399A (ja) * | 2001-06-19 | 2002-12-26 | Toppan Printing Co Ltd | めっき方法及びそれに用いるめっき装置 |
| JP2004149858A (ja) * | 2002-10-30 | 2004-05-27 | Marunaka Kogyo Kk | 均一メッキ処理を可能にした電気メッキ処理装置 |
| JP2005175445A (ja) * | 2003-11-19 | 2005-06-30 | Toray Ind Inc | 回路基板用部材と回路基板用部材の製造方法 |
| JP2007224365A (ja) * | 2006-02-23 | 2007-09-06 | Matsushita Electric Ind Co Ltd | 電解めっき方法、及び電解めっき装置 |
| JP2009293114A (ja) * | 2008-06-09 | 2009-12-17 | Hitachi Cable Ltd | 電解めっき装置及び電解めっき方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012201944A (ja) * | 2011-03-25 | 2012-10-22 | Sumitomo Metal Mining Co Ltd | 金属被覆樹脂基板のめっき装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5266934B2 (ja) | 2013-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4781371B2 (ja) | めっき装置及びめっき方法 | |
| TWI435802B (zh) | Metal polyimide composite, method for manufacturing the same, and method for manufacturing the same | |
| US6777108B1 (en) | Electrolytic copper foil with carrier foil and method for manufacturing the same and copper-clad laminate using the electrolytic copper foil with carrier foil | |
| US8893648B2 (en) | Electroless plating apparatus, method of electroless plating, and manufacturing method of printed circuit board | |
| JP2018204049A (ja) | 銅張積層樹脂フィルムの製造方法及び製造装置 | |
| JP2009026990A (ja) | 金属被覆ポリイミド基板の製造方法 | |
| JP3661763B2 (ja) | プリント配線板用表面処理銅箔の製造方法 | |
| JP2008231550A (ja) | 電解めっき装置及び配線基板の製造方法 | |
| JP5266934B2 (ja) | 金属被覆樹脂基板の製造方法、めっき装置及びめっき方法 | |
| JP5440386B2 (ja) | 金属化樹脂フィルム基板の製造方法 | |
| JP5304664B2 (ja) | 連続電解めっき装置、連続電解めっき方法及び金属化樹脂フィルムの製造方法 | |
| JP5858286B2 (ja) | 長尺導電性基板の電解めっき方法および銅張積層板の製造方法 | |
| JP2015155563A (ja) | 連続電解めっき装置および方法、並びに、金属化樹脂フィルムおよびその製造方法 | |
| JP2005113173A (ja) | フレキシブル多層配線基板の電解めっき装置 | |
| JP5751530B2 (ja) | 長尺導電性基板の電解めっき方法および銅張積層板の製造方法 | |
| KR100665481B1 (ko) | 필름 연속 도금 장치 및 방법 | |
| JPH0722473A (ja) | 連続めっき方法 | |
| JP4466063B2 (ja) | フレキシブル多層配線基板およびその電解めっき方法 | |
| JP4793720B2 (ja) | めっき法2層回路基材の製造方法 | |
| KR101010700B1 (ko) | 연성동박적층판의 제조 장치 | |
| JP2013093360A (ja) | 半導体チップ搭載用基板及びその製造方法 | |
| TWI231963B (en) | Film carrier tape for mounting electronic devices thereon, production method thereof and plating apparatus | |
| TWM536674U (zh) | 可撓性基板之水平連續式化學電鍍設備 | |
| JP3463048B2 (ja) | 金属箔電解製造装置 | |
| JP5708127B2 (ja) | 金属被覆樹脂基板のめっき装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130123 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130422 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5266934 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |