JP2010029931A - 多電極サブマージアーク溶接法 - Google Patents
多電極サブマージアーク溶接法 Download PDFInfo
- Publication number
- JP2010029931A JP2010029931A JP2008197278A JP2008197278A JP2010029931A JP 2010029931 A JP2010029931 A JP 2010029931A JP 2008197278 A JP2008197278 A JP 2008197278A JP 2008197278 A JP2008197278 A JP 2008197278A JP 2010029931 A JP2010029931 A JP 2010029931A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- electrode
- flux
- submerged arc
- shield
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Abstract
【解決手段】第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う、例えば、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lとする。L≧2+0.04×v(1)v:溶接速度 [cm/min](1)
【選択図】図1
Description
1.第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆うことを特徴とする多電極サブマージアーク溶接方法。
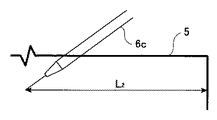
2.フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lであることを特徴とする1記載の多電極サブマージアーク溶接方法。
v:溶接速度 [cm/min]
3.多電極サブマージアーク溶接機の溶接部を大気から遮断するため、フラックス輸送管と溶接電極に取り付けられるシールドカバーであって、前記シールドカバーは、下面の全面と外周面の一部が開放された、内部が空洞の立体部材で、上面にはフラックス輸送管と溶接電極がそれぞれ挿入可能な複数の開口部を有し、前記外周面は、前記複数の開口部の中心を結ぶ線の溶接電極側の延長線上に、少なくとも溶接ビード幅より広幅の開口部を前記延長線を挟んで左右対称に有し、前記立体部材は、前記フラックス輸送管のフラックス散布口の高さより高い高さを、前記延長線方向の、全長に亘って有していることを特徴とするシールドカバー。
4.多電極サブマージアーク溶接機の溶接部を大気から遮断するため、フラックス輸送管と溶接電極に取り付けられるシールドカバーであって、前記シールドカバーは、内部が空洞で、上下面のいずれかと四周面のうちの一面が開放された直方体で、前記直方体は、上下面における非開放面を上面、四周面のうちの開放面が後面で、前記上面はその幅方向中心線上にフラックス輸送管と溶接電極がそれぞれ挿入可能な複数の開口部を有し、前記後面は、少なくとも溶接ビード幅より広幅であり、前記直方体の上面は、前記フラックス輸送管を前記開口部に挿入した際、フラックス散布口より上方にあることを特徴とするシールドカバー。
、7はワイヤ、8はアーク空間、9は溶融池、10は溶接金属、11は凝固スラグ、61はシールドボックス5の上面に設けられた第1電極6を挿入する開口部、62はシールドボックス5の上面に設けられた第2電極6aを挿入する開口部、63はシールドボックス5の上面に設けられた第3電極6bを挿入する開口部、64はシールドボックス5の上面に設けられた第4電極6cを挿入する開口部,aはフラックスを示す。
尚、シールドボックス5の前面5aは、大気を巻き込まないように、耐熱性、可撓性のある素材、例えば皮革で構成する。溶接進行方向の後ろ側となる後面5bはスラグを逃がすため開放する。
本発明によれば、溶融金属が完全に凝固するまでの間、フラックス粒子間の大気混入をシールドすることにより、炭素量の低い溶接ワイヤを使用した場合においても溶接金属中の窒素量増加分を極小化させることを達成することが可能である。以下、本発明の効果を実施例を用いて具体的に説明する。
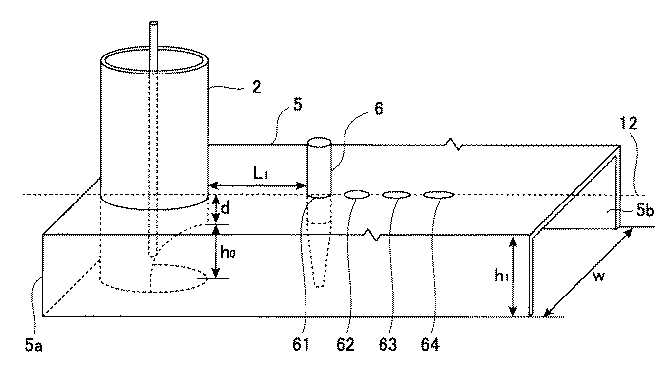
2 フラックス輸送管
3 フラックス散布口
4、4a ガス供給管
5 シールドボックス
5a 前面
5b 後面
6 先頭電極(第1電極)
6a 第2電極
6b 第3電極
6c 第4電極
7 ワイヤ
8 アーク空間
9 溶融池
10 溶接金属
11 凝固スラグ
61,62,63,64 開口部
a フラックス
Claims (4)
- 第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆うことを特徴とする多電極サブマージアーク溶接方法。
- フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lであることを特徴とする1記載の多電極サブマージアーク溶接方法。
L≧2+0.04×v (1)
v:溶接速度 [cm/min] - 多電極サブマージアーク溶接機の溶接部を大気から遮断するため、フラックス輸送管と溶接電極に取り付けられるシールドカバーであって、前記シールドカバーは、下面の全面と外周面の一部が開放された、内部が空洞の立体部材で、上面にはフラックス輸送管と溶接電極がそれぞれ挿入可能な複数の開口部を有し、前記外周面は、前記複数の開口部の中心を結ぶ線の溶接電極側の延長線上に、少なくとも溶接ビード幅より広幅の開口部を前記延長線を挟んで左右対称に有し、前記立体部材は、前記フラックス輸送管のフラックス散布口の高さより高い高さを、前記延長線方向の、全長に亘って有していることを特徴とするシールドカバー。
- 多電極サブマージアーク溶接機の溶接部を大気から遮断するため、フラックス輸送管と溶接電極に取り付けられるシールドカバーであって、前記シールドカバーは、内部が空洞で、上下面のいずれかと四周面のうちの一面が開放された直方体で、前記直方体は、上下面における非開放面を上面、四周面のうちの開放面が後面で、前記上面はその幅方向中心線上にフラックス輸送管と溶接電極がそれぞれ挿入可能な複数の開口部を有し、前記後面は、少なくとも溶接ビード幅より広幅であり、前記直方体の上面は、前記フラックス輸送管を前記開口部に挿入した際、フラックス散布口より上方にあることを特徴とするシールドカバー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008197278A JP5120131B2 (ja) | 2008-07-31 | 2008-07-31 | 多電極サブマージアーク溶接法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008197278A JP5120131B2 (ja) | 2008-07-31 | 2008-07-31 | 多電極サブマージアーク溶接法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029931A true JP2010029931A (ja) | 2010-02-12 |
| JP5120131B2 JP5120131B2 (ja) | 2013-01-16 |
Family
ID=41735060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008197278A Expired - Fee Related JP5120131B2 (ja) | 2008-07-31 | 2008-07-31 | 多電極サブマージアーク溶接法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5120131B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010172896A (ja) * | 2009-01-27 | 2010-08-12 | Jfe Steel Corp | 鋼材の多電極サブマージアーク溶接方法 |
| CN103831510A (zh) * | 2014-03-15 | 2014-06-04 | 宝鸡石油钢管有限责任公司 | 一种直缝埋弧钢管焊接工艺评定方法 |
| CN105414727A (zh) * | 2015-12-31 | 2016-03-23 | 沈阳东管电力科技集团股份有限公司 | 一种管材焊接过程散热的方法及工装 |
| JP2017205786A (ja) * | 2016-05-18 | 2017-11-24 | 川田工業株式会社 | 溶接装置および溶接構造体の製造方法 |
| CN112536518A (zh) * | 2020-12-07 | 2021-03-23 | 郑州宝冶钢结构有限公司 | 一种单丝平角自动埋弧焊工艺方法 |
| CN112705826A (zh) * | 2020-12-18 | 2021-04-27 | 温州大学 | 一种焊接冷却保护罩 |
| WO2021153559A1 (ja) | 2020-01-29 | 2021-08-05 | Jfeスチール株式会社 | 溶接鋼管およびその製造方法 |
| KR20230169329A (ko) | 2021-08-31 | 2023-12-15 | 제이에프이 스틸 가부시키가이샤 | 서브머지드 아크 용접 이음매, 그 제조 방법 및 다전극 서브머지드 아크 용접용 플럭스 살포 장치 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104526134A (zh) * | 2014-11-11 | 2015-04-22 | 中国石油天然气集团公司 | 一种去除埋弧焊接钢管焊缝余高的方法 |
| CN110116256A (zh) * | 2019-05-24 | 2019-08-13 | 江苏格兰环境科技有限公司 | 一种离心铸造管的焊接工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5033956A (ja) * | 1973-07-31 | 1975-04-02 | ||
| JPS52148444A (en) * | 1976-06-04 | 1977-12-09 | Nippon Steel Corp | Large current mig welding |
| JPS6343773A (ja) * | 1986-08-06 | 1988-02-24 | Sumitomo Metal Ind Ltd | 高炭素鋼のサブマ−ジア−ク溶接方法 |
| JPH03238173A (ja) * | 1990-02-13 | 1991-10-23 | Nippon Steel Corp | 片面サブマージアーク溶接法 |
-
2008
- 2008-07-31 JP JP2008197278A patent/JP5120131B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5033956A (ja) * | 1973-07-31 | 1975-04-02 | ||
| JPS52148444A (en) * | 1976-06-04 | 1977-12-09 | Nippon Steel Corp | Large current mig welding |
| JPS6343773A (ja) * | 1986-08-06 | 1988-02-24 | Sumitomo Metal Ind Ltd | 高炭素鋼のサブマ−ジア−ク溶接方法 |
| JPH03238173A (ja) * | 1990-02-13 | 1991-10-23 | Nippon Steel Corp | 片面サブマージアーク溶接法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010172896A (ja) * | 2009-01-27 | 2010-08-12 | Jfe Steel Corp | 鋼材の多電極サブマージアーク溶接方法 |
| CN103831510A (zh) * | 2014-03-15 | 2014-06-04 | 宝鸡石油钢管有限责任公司 | 一种直缝埋弧钢管焊接工艺评定方法 |
| CN105414727A (zh) * | 2015-12-31 | 2016-03-23 | 沈阳东管电力科技集团股份有限公司 | 一种管材焊接过程散热的方法及工装 |
| CN105414727B (zh) * | 2015-12-31 | 2018-02-16 | 沈阳东管电力科技集团股份有限公司 | 一种管材焊接过程散热的方法及工装 |
| JP2017205786A (ja) * | 2016-05-18 | 2017-11-24 | 川田工業株式会社 | 溶接装置および溶接構造体の製造方法 |
| WO2021153559A1 (ja) | 2020-01-29 | 2021-08-05 | Jfeスチール株式会社 | 溶接鋼管およびその製造方法 |
| KR20220115622A (ko) | 2020-01-29 | 2022-08-17 | 제이에프이 스틸 가부시키가이샤 | 용접 강관 및 그의 제조 방법 |
| CN112536518A (zh) * | 2020-12-07 | 2021-03-23 | 郑州宝冶钢结构有限公司 | 一种单丝平角自动埋弧焊工艺方法 |
| CN112705826A (zh) * | 2020-12-18 | 2021-04-27 | 温州大学 | 一种焊接冷却保护罩 |
| CN112705826B (zh) * | 2020-12-18 | 2023-06-30 | 温州大学 | 一种焊接冷却保护罩 |
| KR20230169329A (ko) | 2021-08-31 | 2023-12-15 | 제이에프이 스틸 가부시키가이샤 | 서브머지드 아크 용접 이음매, 그 제조 방법 및 다전극 서브머지드 아크 용접용 플럭스 살포 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5120131B2 (ja) | 2013-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5120131B2 (ja) | 多電極サブマージアーク溶接法 | |
| JP5205115B2 (ja) | 純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法 | |
| EP2532466B1 (en) | Two-electrode welding method | |
| WO2009119561A1 (ja) | プラズマ溶接法およびこれに用いられるアウターガス | |
| JP4786402B2 (ja) | Uoe鋼管の製造方法 | |
| JP6137053B2 (ja) | 狭開先ガスシールドアーク溶接方法 | |
| CN108698156B (zh) | 使用特殊焊炬的焊接方法 | |
| JP3993150B2 (ja) | 2電極エレクトロガスアーク溶接用フラックス入りワイヤ、2電極エレクトロガスアーク溶接方法及び2電極エレクトロガスアーク溶接装置 | |
| JPWO2014088110A1 (ja) | 狭開先ガスシールドアーク溶接方法 | |
| CN108367393A (zh) | 低锰管状焊丝和形成焊缝熔敷的方法 | |
| JP5260469B2 (ja) | ガスシールドアーク溶接方法 | |
| JPH039897Y2 (ja) | ||
| KR20040078064A (ko) | 다전극 가스 실드 아크 용접 방법 | |
| CN106808060A (zh) | 一种保证真空镀膜腔体焊缝气密性及强度的工艺方法 | |
| JP6091974B2 (ja) | 溶接物の製造方法、溶接方法、溶接装置 | |
| Liu et al. | Influence of interwire distance and arc length on welding process and defect formation mechanism in double-wire pulsed narrow-gap gas metal arc welding | |
| CN103889633A (zh) | 铁素体系不锈钢板的tig焊接方法 | |
| WO2015122047A1 (ja) | 多電極片面サブマージアーク溶接方法、溶接物の製造方法 | |
| JP2016036855A (ja) | マグネシウム材の溶接方法 | |
| JP2015139784A (ja) | 2電極水平すみ肉ガスシールドアーク溶接方法 | |
| CN105939812B (zh) | 多电极单面埋弧焊方法、焊接物的制造方法 | |
| JP2008030044A (ja) | エレクトロガスアーク溶接方法 | |
| KR102216814B1 (ko) | 다전극 서브머지 아크 용접 방법 및 용접 장치 | |
| JP2006075847A (ja) | レーザとアークのハイブリッド溶接方法 | |
| JP2004298963A (ja) | Tig溶接装置および方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120312 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121008 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5120131 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |