JP2010028317A - 水晶振動用素子の製造方法、水晶振動子、及び電子部品 - Google Patents
水晶振動用素子の製造方法、水晶振動子、及び電子部品 Download PDFInfo
- Publication number
- JP2010028317A JP2010028317A JP2008185258A JP2008185258A JP2010028317A JP 2010028317 A JP2010028317 A JP 2010028317A JP 2008185258 A JP2008185258 A JP 2008185258A JP 2008185258 A JP2008185258 A JP 2008185258A JP 2010028317 A JP2010028317 A JP 2010028317A
- Authority
- JP
- Japan
- Prior art keywords
- crystal
- resist mask
- edge
- crystal piece
- bevel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
【解決手段】水晶振動子用素子の製造する際に、ウェハWにレジスト膜20を塗布し、露光及び現像を行って、水晶片1のベベル部2を形成するためのレジストマスク21を形成する工程と、レジストマスク21を加熱して軟化させ、レジストマスク21の縁部22を丸める工程と、サンドブラスト15による研削加工を、レジストマスク21が形成されたウェハWに対して行いレジストマスク21の縁部22の断面形状をウェハWに転写して、水晶片1にベベル部2を形成する工程と、を行う。
【選択図】図1
Description
水晶基板から形成された水晶片に、電極を形成して水晶振動子用素子を製造する方法において、
水晶基板にレジスト膜を塗布し、露光及び現像を行って、水晶片にベベルを形成するためのレジストマスクを形成する工程と、
前記レジストマスクを加熱して軟化させ、レジストマスクの縁部を丸める工程と、
次いで、ブラスト加工機による研削加工をレジストマスクが形成された水晶基板に対して行い、前記レジストマスクの縁部の断面形状を水晶基板に転写して水晶片にベベル部を形成する工程と、を含むことを特徴としている。
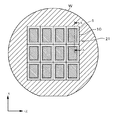
本発明の実施の形態に係る水晶振動子用素子の製造方法について図1ないし6を参照して説明する。まず図1(a)に示すように、水晶片1を形成する水晶のウェハWの一面11、他面12に夫々レジスト膜20を成膜する。次に図1(b)に示すようにフォトリグラフィーにより水晶片1の縁部に対応する位置のレジスト膜20を除去し、レジストマスク21を形成する。そして図2に示すように、ウェハW上には水晶片1を形成する区画10が複数配設されており、この全ての区画10に水晶片1を形成するためのレジストマスク21が形成される。尚図1に示すウェハWの断面図は、図2に示す矢視A−A断面を示している。
また本発明の実施の形態としては、次の第2の実施形態に示す形態であってもよい。この実施形態の水晶振動子用素子の製造方法について図8ないし図10を参照して説明する。尚図8、9に示すウェハW1の断面図は、第1の実施形態と同じく図2の矢視A−A断面を示す。まず図8(a)に示すように、ウェハW1の一面11、他面12にCr(クロム)及びAu(金)からなる金属膜40、及びレジスト膜41を夫々成膜し、フォトリグラフィーによりレジストマスク42を形成すると共にKI(ヨウ化カリウム)溶液により金属膜40をエッチングして水晶片1の外形形成を行うための外形マスクパターン42をウェハW1の上下両面に形成する。そして弗酸溶液にウェハW1を浸漬してエッチングを行い、図8(b)に示すように水晶片1を形成して、金属膜40及びレジスト膜41を剥離する。尚水晶片1は第1の実施形態と同様、接続支持部43によりウェハW1に接続支持された状態で形成される。
2 ベベル部
10 区画
11、11a 一面
12、12a 他面
15 サンドブラスト
16 ノズル
20 レジスト膜
21 レジストマスク
22、23 縁部
24 露出領域
25、43 接続支持部
30、31 励振電極
32、33 引き出し電極
34、44 金属膜
35、45 レジスト膜
W、W1 ウェハ
Claims (5)
- 水晶基板から形成された水晶片に、電極を形成して水晶振動子用素子を製造する方法において、
水晶基板にレジスト膜を塗布し、露光及び現像を行って、水晶片にベベルを形成するためのレジストマスクを形成する工程と、
前記レジストマスクを加熱して軟化させ、レジストマスクの縁部を丸める工程と、
次いで、ブラスト加工機による研削加工をレジストマスクが形成された水晶基板に対して行い、前記レジストマスクの縁部の断面形状を水晶基板に転写して水晶片にベベル部を形成する工程と、を含むことを特徴とする水晶振動子用素子の製造方法。 - 前記レジストマスクは、水晶片の外形形成を行うマスクとして兼用することを特徴とする請求項1に記載の水晶振動子用素子の製造方法。
- 前記レジストマスクを形成する工程は、水晶基板から水晶片の外形を形成した後に行われることを特徴とする請求項1に記載の水晶振動子用素子の製造方法。
- 請求項1ないし3の何れかに記載の方法により製造した水晶振動子用素子を密閉した容器と、
この容器に設けられ、前記電極に電気的に接続される端子部と、を備えたことを特徴とする水晶振動子。 - 請求項4に記載の水晶振動子と、この水晶振動子を発振させるための発振回路と、を備えたことを特徴とする電子部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185258A JP5288920B2 (ja) | 2008-07-16 | 2008-07-16 | 水晶振動用素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008185258A JP5288920B2 (ja) | 2008-07-16 | 2008-07-16 | 水晶振動用素子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010028317A true JP2010028317A (ja) | 2010-02-04 |
| JP5288920B2 JP5288920B2 (ja) | 2013-09-11 |
Family
ID=41733753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008185258A Expired - Fee Related JP5288920B2 (ja) | 2008-07-16 | 2008-07-16 | 水晶振動用素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5288920B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103307983A (zh) * | 2012-03-09 | 2013-09-18 | 中芯国际集成电路制造(上海)有限公司 | 晶圆边缘曝光工艺的检测方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05259799A (ja) * | 1992-03-09 | 1993-10-08 | Citizen Watch Co Ltd | 水晶振動子 |
| JP2002043879A (ja) * | 2000-05-16 | 2002-02-08 | Agere Systems Guardian Corp | 薄膜音響共振子の形成方法 |
| JP2004120508A (ja) * | 2002-09-27 | 2004-04-15 | Kinseki Ltd | 水晶板のコンベックス加工方法 |
| JP2004312286A (ja) * | 2003-04-04 | 2004-11-04 | Toyo Commun Equip Co Ltd | 圧電基板の製造方法 |
-
2008
- 2008-07-16 JP JP2008185258A patent/JP5288920B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05259799A (ja) * | 1992-03-09 | 1993-10-08 | Citizen Watch Co Ltd | 水晶振動子 |
| JP2002043879A (ja) * | 2000-05-16 | 2002-02-08 | Agere Systems Guardian Corp | 薄膜音響共振子の形成方法 |
| JP2004120508A (ja) * | 2002-09-27 | 2004-04-15 | Kinseki Ltd | 水晶板のコンベックス加工方法 |
| JP2004312286A (ja) * | 2003-04-04 | 2004-11-04 | Toyo Commun Equip Co Ltd | 圧電基板の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103307983A (zh) * | 2012-03-09 | 2013-09-18 | 中芯国际集成电路制造(上海)有限公司 | 晶圆边缘曝光工艺的检测方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5288920B2 (ja) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8580126B2 (en) | Piezoelectric vibrating pieces comprising edge mesa steps, and methods for manufacturing same | |
| EP2043259B1 (en) | Methods for manufacturing piezoelectric vibrating pieces | |
| JP5239748B2 (ja) | 水晶振動片 | |
| US8093787B2 (en) | Tuning-fork-type piezoelectric vibrating piece with root portions having tapered surfaces in the thickness direction | |
| US7770275B2 (en) | Methods for manufacturing tuning-fork type piezoelectric vibrating devices | |
| US8987974B2 (en) | Piezoelectric device and method for manufacturing the same | |
| US20130063001A1 (en) | Piezoelectric device and method of manufacturing piezoelectric device | |
| JP2005130218A (ja) | 水晶片形成方法および水晶片 | |
| US20100141100A1 (en) | Method of manufacturing piezoelectric oscillating pieces, piezoelectric oscillating piece, and piezoelectric resonator | |
| US7596851B2 (en) | Method of manufacturing a quartz resonator | |
| JP5288920B2 (ja) | 水晶振動用素子の製造方法 | |
| JP2010183138A (ja) | 音叉型水晶振動片の製造方法 | |
| CN116015236A (zh) | 振动元件的制造方法 | |
| JP5364185B2 (ja) | 圧電振動片の製造方法 | |
| WO2004010577A1 (ja) | エッチング方法及びその方法によって成形されたエッチング成形品 | |
| JP2001053036A (ja) | ダイシングブレード及び圧電素板 | |
| JP2012154874A (ja) | 水晶振動子の製造方法 | |
| JP4472381B2 (ja) | 水晶振動子の製造方法 | |
| JP2003060481A (ja) | 圧電振動素子とその製造方法、および圧電デバイス | |
| JP2004040399A (ja) | エッチング方法及びその方法によって成形されたエッチング成形品 | |
| JP5002304B2 (ja) | 水晶振動子の製造方法 | |
| JP2000228547A (ja) | 圧電基板の製造方法 | |
| JP2017528012A (ja) | 片面凸構造を有する圧電石英チップ | |
| JP4868043B2 (ja) | 圧電素子片及び圧電振動片の製造方法 | |
| KR100956235B1 (ko) | 수정진동자 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130528 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5288920 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |