JP2010028039A - 印刷装置 - Google Patents
印刷装置 Download PDFInfo
- Publication number
- JP2010028039A JP2010028039A JP2008191138A JP2008191138A JP2010028039A JP 2010028039 A JP2010028039 A JP 2010028039A JP 2008191138 A JP2008191138 A JP 2008191138A JP 2008191138 A JP2008191138 A JP 2008191138A JP 2010028039 A JP2010028039 A JP 2010028039A
- Authority
- JP
- Japan
- Prior art keywords
- substrate sheet
- roll
- printing apparatus
- pressure
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Screen Printers (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
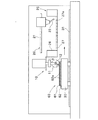
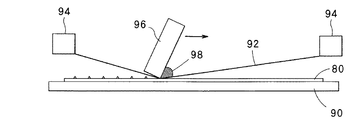
【解決手段】印刷装置は、複数の凸部62aを有する平板状部材62と、基板シート61とを有する基材60を処理する。印刷装置は、基材60を保持する印刷定盤30と、所定のパターンからなる貫通穴27aが設けられたスクリーン版27とを有するスクリーン機構25と、スクリーン版27に載置された導電性ペースト70を貫通穴27aを介して基材60の基板シート61上に転移させるスキージ22と、を備えている。スクリーン機構25の上流側には、基板シート61に圧力を加えて、該基板シート61に平板状部材62の凸部62aに対応する凸部61aを形成する加圧体11を有する加圧機構10が配置されている。スキージ22によって転移される導電性ペースト70は、加圧機構10によって形成された基板シート61の凸部61a上に載置される。
【選択図】図1
Description
複数の凸部を有する平板状部材と、該平板状部材上に載置された基板シートとを有する基材を保持する印刷定盤と、
所定のパターンからなる貫通穴が設けられたスクリーン版と、該スクリーン版を保持する保持部とを有するスクリーン機構と、
前記スクリーン版上で走査し、該スクリーン版に載置された導電性ペーストを前記貫通穴を介して前記基材の前記基板シート上に転移させるスキージと、
前記スクリーン機構の上流側に配置されるとともに、前記基板シートに圧力を加えて、該基板シートに前記平板状部材の凸部に対応する凸部を形成する加圧体を有する加圧機構と、を備え、
前記スキージによって転移される導電性ペーストが、前記加圧機構によって形成された前記基板シートの凸部上に載置される。
前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在なロールからなることが好ましい。
前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在な複数のロールからなり、
一のロールは、他のロールに対して、前記回転軸の延在する方向に直交する方向に配置されていることが好ましい。
前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在な複数のロールからなり、
一のロールは、他のロールに対して、前記回転軸の延在する方向に配置されていることが好ましい。
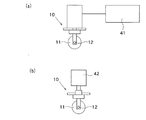
前記加圧機構は、前記加圧体と前記印刷定盤との間の距離を調整する位置調整機構を有することが好ましい。
前記加圧機構は、前記印刷定盤に保持された前記基材に加わる加圧力を調整する加圧力調整機構を有することが好ましい。
前記加圧機構は、前記加圧体の平行度を調整する平行度調整機構を有することが好ましい。
前記印刷定盤は、前記ロールが該印刷定盤に保持された基材に接触した状態で、移動することが好ましい。
前記ロールは、該ロールが前記印刷定盤に保持された基材に接触した状態で、移動して回転することが好ましい。
以下、本発明に係る印刷装置の第1の実施の形態について、図面を参照して説明する。ここで、図1乃至図7(a)(b)は本発明の第1の実施の形態を示す図である。
次に、図8および図9により、本発明の第2の実施の形態について説明する。図8および図9に示す第2の実施の形態は、基材60の基板シート61に当接可能であり、回転軸12を中心に回転自在な複数のロール11から加圧体が構成されているものであり、その他の構成は図1乃至図7(a)(b)に示す第1の実施の形態と略同一である。なお、図8は、本実施の形態による印刷装置の加圧機構10の一例を示す概略側方図であり、図9は、本実施の形態による印刷装置の加圧機構10の別の例を示す概略正面図である。
次に、図10により、本発明の第3の実施の形態について説明する。図10に示す第3の実施の形態は、加圧機構10が、回転軸12’の軸方向に延在するロール11’と、このロール11’の平行度を調整する平行度調整機構15とを有するものであり、その他の構成は図1乃至図7(a)(b)に示す第1の実施の形態と略同一である。なお、図10は、本実施の形態による印刷装置の加圧機構を示す概略正面図である。
11,11’ ロール(加圧体)
12,12’回転軸
15 平行度調整機構
20 スキージ機構
22 スキージ
25 スクリーン機構
26 保持部
27 スクリーン版
27a 貫通穴
30 印刷定盤
60 基材
41 位置調整機構
42 加圧力調整機構
61 基板シート
61a 凸部
62 平板状部材
62a 凸部
Claims (9)
- 複数の凸部を有する平板状部材と、該平板状部材上に載置された基板シートとを有する基材を保持する印刷定盤と、
所定のパターンからなる貫通穴が設けられたスクリーン版と、該スクリーン版を保持する保持部とを有するスクリーン機構と、
前記スクリーン版上で走査し、該スクリーン版に載置された導電性ペーストを前記貫通穴を介して前記基材の前記基板シート上に転移させるスキージと、
前記スクリーン機構の上流側に配置されるとともに、前記基板シートに圧力を加えて、該基板シートに前記平板状部材の凸部に対応する凸部を形成する加圧体を有する加圧機構と、を備え、
前記スキージによって転移される導電性ペーストは、前記加圧機構によって形成された前記基板シートの凸部上に載置されることを特徴とする印刷装置。 - 前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在なロールからなることを特徴とする請求項1に記載の印刷装置。
- 前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在な複数のロールからなり、
一のロールは、他のロールに対して、前記回転軸の延在する方向に直交する方向に配置されていることを特徴とする請求項1に記載の印刷装置。 - 前記加圧体は、前記基材の前記基板シートに当接可能であり、回転軸を中心に回転自在な複数のロールからなり、
一のロールは、他のロールに対して、前記回転軸の延在する方向に配置されていることを特徴とする請求項1に記載の印刷装置。 - 前記加圧機構は、前記加圧体と前記印刷定盤との間の距離を調整する位置調整機構を有することを特徴とする請求項1に記載の印刷装置。
- 前記加圧機構は、前記印刷定盤に保持された前記基材に加わる加圧力を調整する加圧力調整機構を有することを特徴とする請求項1に記載の印刷装置。
- 前記加圧機構は、前記加圧体の平行度を調整する平行度調整機構を有することを特徴とする請求項1に記載の印刷装置。
- 前記印刷定盤は、前記ロールが該印刷定盤に保持された基材に接触した状態で、移動することを特徴とする請求項2に記載の印刷装置。
- 前記ロールは、該ロールが前記印刷定盤に保持された基材に接触した状態で、移動して回転することを特徴とする請求項2に記載の印刷装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191138A JP5067666B2 (ja) | 2008-07-24 | 2008-07-24 | 印刷装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191138A JP5067666B2 (ja) | 2008-07-24 | 2008-07-24 | 印刷装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010028039A true JP2010028039A (ja) | 2010-02-04 |
| JP5067666B2 JP5067666B2 (ja) | 2012-11-07 |
Family
ID=41733548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008191138A Expired - Fee Related JP5067666B2 (ja) | 2008-07-24 | 2008-07-24 | 印刷装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5067666B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010023465A (ja) * | 2008-07-24 | 2010-02-04 | Dainippon Printing Co Ltd | 印刷装置および印刷方法 |
| JP2010052223A (ja) * | 2008-08-27 | 2010-03-11 | Dainippon Printing Co Ltd | 導電性バンプ付き基板シート製造方法 |
| EP2677550A4 (en) * | 2012-02-29 | 2014-08-06 | Npc Inc | MECHANISM FOR APPLYING A PASTRY PASTE AND CELL WELDING DEVICE |
| WO2017038028A1 (en) * | 2015-08-31 | 2017-03-09 | Canon Kabushiki Kaisha | Modeling device |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03101485U (ja) * | 1990-01-31 | 1991-10-23 | ||
| JPH10163595A (ja) * | 1996-12-03 | 1998-06-19 | Toshiba Corp | プリント配線板、これを備えた電子機器、およびプリント配線板の製造方法 |
| JP2002111200A (ja) * | 2000-09-26 | 2002-04-12 | Ibiden Co Ltd | プリント基板の製造方法 |
| JP2003011218A (ja) * | 2001-04-09 | 2003-01-15 | Idemitsu Unitech Co Ltd | マイクロエンボスシートの製造方法およびマイクロエンボスシート |
| JP2003086947A (ja) * | 2001-09-13 | 2003-03-20 | Kyocera Chemical Corp | プリント配線基板、及び、その製造方法 |
| JP2005285930A (ja) * | 2004-03-29 | 2005-10-13 | Victor Co Of Japan Ltd | プリント配線板孔埋め装置及びそれを用いたプリント配線板の製造方法 |
| JP2006187912A (ja) * | 2005-01-05 | 2006-07-20 | Denso Corp | スクリーン印刷方法及びその装置 |
-
2008
- 2008-07-24 JP JP2008191138A patent/JP5067666B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03101485U (ja) * | 1990-01-31 | 1991-10-23 | ||
| JPH10163595A (ja) * | 1996-12-03 | 1998-06-19 | Toshiba Corp | プリント配線板、これを備えた電子機器、およびプリント配線板の製造方法 |
| JP2002111200A (ja) * | 2000-09-26 | 2002-04-12 | Ibiden Co Ltd | プリント基板の製造方法 |
| JP2003011218A (ja) * | 2001-04-09 | 2003-01-15 | Idemitsu Unitech Co Ltd | マイクロエンボスシートの製造方法およびマイクロエンボスシート |
| JP2003086947A (ja) * | 2001-09-13 | 2003-03-20 | Kyocera Chemical Corp | プリント配線基板、及び、その製造方法 |
| JP2005285930A (ja) * | 2004-03-29 | 2005-10-13 | Victor Co Of Japan Ltd | プリント配線板孔埋め装置及びそれを用いたプリント配線板の製造方法 |
| JP2006187912A (ja) * | 2005-01-05 | 2006-07-20 | Denso Corp | スクリーン印刷方法及びその装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010023465A (ja) * | 2008-07-24 | 2010-02-04 | Dainippon Printing Co Ltd | 印刷装置および印刷方法 |
| JP2010052223A (ja) * | 2008-08-27 | 2010-03-11 | Dainippon Printing Co Ltd | 導電性バンプ付き基板シート製造方法 |
| EP2677550A4 (en) * | 2012-02-29 | 2014-08-06 | Npc Inc | MECHANISM FOR APPLYING A PASTRY PASTE AND CELL WELDING DEVICE |
| WO2017038028A1 (en) * | 2015-08-31 | 2017-03-09 | Canon Kabushiki Kaisha | Modeling device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5067666B2 (ja) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5067666B2 (ja) | 印刷装置 | |
| CN101163376B (zh) | 用于支承印刷电路板基体的设备以及利用该设备形成印刷电路板的方法 | |
| JP5067667B2 (ja) | 印刷方法 | |
| JP5077766B2 (ja) | 印刷装置および印刷方法 | |
| JP2010129866A (ja) | 導電性ボール搭載装置 | |
| JP5088630B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5332476B2 (ja) | 導電性バンプ付き基板シート製造方法および多層プリント配線板製造方法 | |
| JP5176819B2 (ja) | 多層プリント配線板の製造方法 | |
| JP2008155557A (ja) | 印刷方法および印刷装置 | |
| JP2006103073A (ja) | スクリーン印刷機 | |
| JP5109900B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5083132B2 (ja) | 多層プリント配線板製造方法 | |
| JP5152663B2 (ja) | 多層導電性バンプ付基板シート積層体製造方法および導電性バンプ付基板シート製造方法 | |
| JP2010067699A (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP5152659B2 (ja) | 多層導電性バンプ付基板シート積層体製造方法および導電性バンプ付基板シート製造方法 | |
| JP5125915B2 (ja) | 導電性バンプ付き基板シート製造方法 | |
| JP2013021111A (ja) | 導電性バンプ付き基板シートの製造装置および製造方法 | |
| JP5262509B2 (ja) | 印刷装置 | |
| JP5120713B2 (ja) | 多層プリント配線板製造方法 | |
| JP5056697B2 (ja) | 印刷装置 | |
| JP5152658B2 (ja) | 多層導電性バンプ付基板シート積層体製造方法、導電性バンプ付基板シート製造方法、導電性バンプ付基板シート、および基板シート | |
| JP5035668B2 (ja) | 導電性バンプ付基板シート製造方法および多層プリント配線板製造方法 | |
| CN113524891B (zh) | 软膜辊压机和纳米压印机 | |
| JP5034625B2 (ja) | 多層プリント配線板製造方法 | |
| JP5152665B2 (ja) | 印刷装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120410 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120412 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120720 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120802 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150824 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |