JP2010024530A - 転がり軸受及びその製造方法 - Google Patents
転がり軸受及びその製造方法 Download PDFInfo
- Publication number
- JP2010024530A JP2010024530A JP2008190843A JP2008190843A JP2010024530A JP 2010024530 A JP2010024530 A JP 2010024530A JP 2008190843 A JP2008190843 A JP 2008190843A JP 2008190843 A JP2008190843 A JP 2008190843A JP 2010024530 A JP2010024530 A JP 2010024530A
- Authority
- JP
- Japan
- Prior art keywords
- rolling bearing
- rolling
- hardened layer
- hardness
- hardened
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Rolling Contact Bearings (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
【解決手段】円筒ころ軸受の内輪1及び外輪2は、炭素の含有量が0.7質量%以上の鋼で構成されており、転動体3はSUJ3等の軸受鋼で構成されている。内輪1及び外輪2には高周波焼入れを含む熱処理が施されていて、該熱処理により硬化されてなる硬化層が軌道面1a,2aに形成されている。この硬化層はマルテンサイト組織からなるが、硬化層の内側には、前記熱処理によりパーライト組織層が形成されており、さらにその内側には、硬化されておらず球状化組織からなる芯部が形成されている。
【選択図】図1
Description
転がり軸受の転動寿命の原因となる剥離は、内部起点型の剥離と表面起点型の剥離とに大別される。前者は、鋼中に含まれる非金属介在物を起点とするため、鋼材の酸素含有量を低減する方法により長寿命化を図ることができる。一方、後者は、潤滑剤中に含まれる金属粉などの異物の噛み込みによって生じる圧痕の縁部への応力集中により生じるため、残留オーステナイト量を制御して応力集中を緩和する方法により長寿命化を図ることができる。
つまり、産業用の転がり軸受は自動車用転がり軸受等と比べて高い荷重が負荷される場合が多く、剪断応力は内部にまで作用するので、靱性を確保するために芯部の硬さを低くすると、必要以上に硬化層深さを大きくする必要性が生じ、十分な靱性を得るための芯部の量を確保できなくなるおそれがある。
そこで、本発明は上記のような従来技術が有する問題点を解決し、内部起点破壊が生じにくく長寿命な転がり軸受及びその製造方法を提供することを課題とする。
さらに、本発明に係る請求項4の転がり軸受は、請求項1〜3のいずれか一項に記載の転がり軸受において、前記熱処理が施された前記軌道面における前記転動体の転走方向の残留応力が−204MPa以下であることを特徴とする。
さらに、本発明に係る請求項6の転がり軸受の製造方法は、請求項1〜5のいずれか一項に記載の転がり軸受を製造するに際して、球状化焼鈍しを施した後に、必要硬化層深さよりも深い部分までA1変態点以上に加熱して徐冷し、次いで、必要硬化層深さまでA1変態点以上に高周波加熱して前記高周波焼入れを施すことを特徴とする。
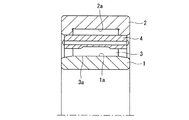
この円筒ころ軸受は、軌道面1aを外周面に有する内輪1と、内輪1の軌道面1aに対向する軌道面2aを内周面に有する外輪2と、両軌道面1a,2a間に転動自在に配された複数の転動体(円筒ころ)3と、内輪1及び外輪2の間に転動体3を保持する保持器4と、を備えていて、両軌道面1a,2aと転動体3の転動面3aとの間の潤滑が、グリース,潤滑油等の潤滑剤(図示せず)により行われている。なお、保持器4は備えていなくてもよい。また、シール,シールド等の密封装置を備えていてもよい。
球状化組織を出発組織とし、必要硬化層深さよりも深い部分(例えば、必要硬化層深さの1.2〜2.5倍の深さ)まで高周波加熱等の方法によりA1変態点以上に加熱して徐冷すると、加熱された部分はパーライト化される。加熱されない芯部は、球状化組織のままである。
パーライト組織は、マルテンサイト組織と球状化組織とのほぼ中間の硬さを有している。また、パーライト組織は、球状化組織に比べて炭化物間の距離が短いことから、高周波焼入れにより硬化層を形成する際の前組織がパーライト組織であると、短時間の加熱でも炭素が速やかに拡散して残留オーステナイトを確保しつつ均一な組織が得られやすい。
転動体3については特に限定されるものではなく、一般的なものを問題なく使用できる。例えば、浸炭窒化処理又は窒化処理を含む熱処理が施されていて、該熱処理により硬化されてなる窒化層が転動面3aに形成されているものがあげられる。
本実施形態の円筒ころ軸受とほぼ同様の構成の円筒ころ軸受(呼び番号NU2210ET)を用意して、その寿命を評価した。ただし、本発明は外輪の外径が200mm以上である産業用の大型軸受に好適であるので、該大型軸受の平均的な肉厚を再現するために、内輪の内径は30mm、外径は60mm、肉厚(径方向の幅)は15mmとした。まず、試験に用いた円筒ころ軸受の製造方法について説明する。
次いで、高周波焼入れ及び焼戻しを施し、さらに研磨等の後加工を施すことにより内輪を完成した。この高周波焼入れの条件は、周波数100kHz、加熱時間5〜200秒、ワーク回転速度60min-1、固定焼である。また、焼戻しの条件は、180℃に保持した後に放冷するというものである。
ここで、このようにして得られた内輪の分析を行った。まず、表面(軌道面)からの種々の深さでの硬さHv(硬さプロファイル)を測定した。結果を表1及び図2のグラフに示す。なお、図2のグラフには、84kN(P/C=0.6)のラジアル荷重を付与した際に生じる剪断応力の分布を、耐久硬さHvに変換して示した。
図2のグラフから分かるように、軌道面から深さ11mmの部分までの硬さは、比較例1はほとんど変化していないのに対して、実施例1,2及び比較例2は徐々に低下している。そして、その勾配は、比較例2が最も急であり、実施例2が最も緩やかであることが分かる。

(清浄潤滑環境下での回転試験)
ラジアル荷重:84kN(P/C=0.6)
回転速度 :1000min-1
潤滑剤 :ISO粘度グレードがISO VG68である潤滑油
(異物混入潤滑環境下での回転試験)
ラジアル荷重:25kN(P/C=0.3)
回転速度 :1000min-1
潤滑剤 :ISO粘度グレードがISO VG68である潤滑油
異物 :潤滑剤中に異物を混入する代わりに、内輪の軌道面の幅方向中央に、ロックウェル硬度計を用いて8点の疑似圧痕を形成した。
実施例1,2及び比較例2は、比較例1と比べて圧砕強度が優れていた。圧砕強度に影響を及ぼす因子としては、高靱性の芯部の存在と周方向の残留圧縮応力の効果とが考えられ、周方向の残留圧縮応力は亀裂の抑制に効果があると考えられるが、本試験では予亀裂が導入してあることから、主に芯部の影響により圧砕強度が決定したと考えられる。
1a 軌道面
2 外輪
2a 軌道面
3 転動体
3a 転動面
Claims (6)
- 軌道面を有する内輪と、前記内輪の軌道面に対向する軌道面を有する外輪と、前記両軌道面間に転動自在に配された複数の転動体と、を備える転がり軸受において、
前記内輪及び前記外輪の少なくとも一方は、炭素含有量が0.7質量%以上の鋼で構成されており、その軌道面には、高周波焼入れを含む熱処理により硬化されてなる硬化層が形成されているとともに、
マルテンサイト組織からなる前記硬化層の内側には、前記熱処理によりパーライト組織層が形成されており、さらにその内側には、硬化されておらず球状化組織からなる芯部が形成されていることを特徴とする転がり軸受。 - 前記硬化層のうち硬さがHv650の部分と前記芯部のうち硬さがHv300の部分との間の深さ方向の硬さ勾配を、最小二乗法で求めた値が95以下であることを特徴とする請求項1に記載の転がり軸受。
- 前記熱処理が施された前記軌道面の残留オーステナイト量が26体積%以上であることを特徴とする請求項1又は請求項2に記載の転がり軸受。
- 前記熱処理が施された前記軌道面における前記転動体の転走方向の残留応力が−204MPa以下であることを特徴とする請求項1〜3のいずれか一項に記載の転がり軸受。
- 前記硬化層の最大剪断応力深さまでの部分における深さ方向の残留応力が−210MPa以下であることを特徴とする請求項1〜4のいずれか一項に記載の転がり軸受。
- 請求項1〜5のいずれか一項に記載の転がり軸受を製造するに際して、球状化焼鈍しを施した後に、必要硬化層深さよりも深い部分までA1変態点以上に加熱して徐冷し、次いで、必要硬化層深さまでA1変態点以上に高周波加熱して前記高周波焼入れを施すことを特徴とする転がり軸受の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190843A JP5298683B2 (ja) | 2008-07-24 | 2008-07-24 | 転がり軸受及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008190843A JP5298683B2 (ja) | 2008-07-24 | 2008-07-24 | 転がり軸受及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010024530A true JP2010024530A (ja) | 2010-02-04 |
| JP5298683B2 JP5298683B2 (ja) | 2013-09-25 |
Family
ID=41730618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008190843A Active JP5298683B2 (ja) | 2008-07-24 | 2008-07-24 | 転がり軸受及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5298683B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012057714A (ja) * | 2010-09-08 | 2012-03-22 | Nsk Ltd | 軸及びピニオンシャフト |
| JP2012097317A (ja) * | 2010-11-01 | 2012-05-24 | Fuji Electronics Industry Co Ltd | 高周波焼き入れ方法及び鉄鋼を素材とする製品の製造方法 |
| JP2012162799A (ja) * | 2011-01-21 | 2012-08-30 | Nsk Ltd | 転がり軸受、転がり軸受の製造方法、及びその製造方法に用いられる高周波熱処理装置 |
| JP2012241862A (ja) * | 2011-05-23 | 2012-12-10 | Nsk Ltd | 転がり軸受 |
| JP2013160314A (ja) * | 2012-02-06 | 2013-08-19 | Nsk Ltd | 転がり軸受 |
| JP7471068B2 (ja) | 2019-09-30 | 2024-04-19 | 山陽特殊製鋼株式会社 | 肌焼鋼の球状化焼なまし方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57174414A (en) * | 1981-04-21 | 1982-10-27 | Osaka Bearing Seizo Kk | Outer ring of roller and bearing in one |
| JPH02168022A (ja) * | 1988-12-22 | 1990-06-28 | Toyota Motor Corp | 軸受部品 |
| JPH05320741A (ja) * | 1992-05-19 | 1993-12-03 | Komatsu Ltd | 円筒部品の誘導加熱熱処理方法 |
| JP2004293755A (ja) * | 2003-03-28 | 2004-10-21 | Koyo Seiko Co Ltd | 転がり軸受用軌道輪およびその製造方法 |
| JP2006009145A (ja) * | 2004-05-24 | 2006-01-12 | Komatsu Ltd | 転動部材およびその製造方法 |
| JP2006291302A (ja) * | 2005-04-12 | 2006-10-26 | Nsk Ltd | ピニオンシャフト及びプラネタリギヤ装置 |
-
2008
- 2008-07-24 JP JP2008190843A patent/JP5298683B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57174414A (en) * | 1981-04-21 | 1982-10-27 | Osaka Bearing Seizo Kk | Outer ring of roller and bearing in one |
| JPH02168022A (ja) * | 1988-12-22 | 1990-06-28 | Toyota Motor Corp | 軸受部品 |
| JPH05320741A (ja) * | 1992-05-19 | 1993-12-03 | Komatsu Ltd | 円筒部品の誘導加熱熱処理方法 |
| JP2004293755A (ja) * | 2003-03-28 | 2004-10-21 | Koyo Seiko Co Ltd | 転がり軸受用軌道輪およびその製造方法 |
| JP2006009145A (ja) * | 2004-05-24 | 2006-01-12 | Komatsu Ltd | 転動部材およびその製造方法 |
| JP2006291302A (ja) * | 2005-04-12 | 2006-10-26 | Nsk Ltd | ピニオンシャフト及びプラネタリギヤ装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012057714A (ja) * | 2010-09-08 | 2012-03-22 | Nsk Ltd | 軸及びピニオンシャフト |
| JP2012097317A (ja) * | 2010-11-01 | 2012-05-24 | Fuji Electronics Industry Co Ltd | 高周波焼き入れ方法及び鉄鋼を素材とする製品の製造方法 |
| JP2012162799A (ja) * | 2011-01-21 | 2012-08-30 | Nsk Ltd | 転がり軸受、転がり軸受の製造方法、及びその製造方法に用いられる高周波熱処理装置 |
| JP2012241862A (ja) * | 2011-05-23 | 2012-12-10 | Nsk Ltd | 転がり軸受 |
| JP2013160314A (ja) * | 2012-02-06 | 2013-08-19 | Nsk Ltd | 転がり軸受 |
| JP7471068B2 (ja) | 2019-09-30 | 2024-04-19 | 山陽特殊製鋼株式会社 | 肌焼鋼の球状化焼なまし方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5298683B2 (ja) | 2013-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4800444B2 (ja) | 表面硬化用機械構造用鋼及び機械構造用部品 | |
| JP5958652B2 (ja) | 面疲労強度に優れる軟窒化高周波焼入れ鋼部品 | |
| JP5895493B2 (ja) | 転がり軸受の製造方法、高周波熱処理装置 | |
| JP5298683B2 (ja) | 転がり軸受及びその製造方法 | |
| JP2008267402A (ja) | 転がり軸受 | |
| JP5453839B2 (ja) | 転がり軸受 | |
| JP2014020538A (ja) | 転がり軸受、転がり軸受の製造方法、高周波熱処理装置 | |
| WO2014069068A1 (ja) | 転がり軸受 | |
| JP5728844B2 (ja) | 転がり軸受 | |
| JP2012224931A (ja) | 転がり摺動部材およびその製造方法ならびに転がり軸受 | |
| JP2010025311A (ja) | 転がり軸受及びその製造方法 | |
| JP2009235448A (ja) | 製紙機械用軸受部品、製紙機械用転がり軸受および製紙機械 | |
| JP2009270173A (ja) | ラジアル軸受用軌道輪の熱処理方法 | |
| JP2014122378A (ja) | 転がり軸受 | |
| JP2007113027A (ja) | 鋼の熱処理方法、転がり支持装置の製造方法、転がり支持装置 | |
| JP2013238274A (ja) | ラジアル転がり軸受用内輪およびその製造方法 | |
| JP2016151352A (ja) | 転がり軸受 | |
| JP2010031307A (ja) | ころ軸受 | |
| JP2007239072A (ja) | 転動部材の製造方法および転がり軸受の製造方法 | |
| JP2006328514A (ja) | 転がり支持装置 | |
| JP5991026B2 (ja) | 転がり軸受の製造方法 | |
| JP2012241862A (ja) | 転がり軸受 | |
| TWI575170B (zh) | Ball screw device | |
| JP2006138376A (ja) | ラジアルニードルころ軸受 | |
| JP2009019713A (ja) | 転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130603 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S801 | Written request for registration of abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311801 |
|
| ABAN | Cancellation of abandonment | ||
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |