JP2010024103A - 高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 - Google Patents
高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 Download PDFInfo
- Publication number
- JP2010024103A JP2010024103A JP2008188354A JP2008188354A JP2010024103A JP 2010024103 A JP2010024103 A JP 2010024103A JP 2008188354 A JP2008188354 A JP 2008188354A JP 2008188354 A JP2008188354 A JP 2008188354A JP 2010024103 A JP2010024103 A JP 2010024103A
- Authority
- JP
- Japan
- Prior art keywords
- boron nitride
- sintered body
- wbn
- powder
- cbn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Ceramic Products (AREA)
Abstract
【解決手段】粒径0.5μm以下の微細なウルツ鉱型窒化ホウ素微粒粉末表面を、酸素を含有せず、流体源として固体のポリ塩化ビニリデン、ポリ塩化ビニル、ポリエチレンを使用する超臨界流体で清浄化し、焼結助剤を添加せずに5GPa以上かつ1400℃以上の高圧高温条件下で焼結することにより、微量のウルツ鉱型窒化ホウ素を含有する高純度窒化ホウ素焼結体を製造する。
【選択図】 図1
Description
そして、これらの窒化ほう素焼結体は、例えば、cBN粉末あるいはwBN粉末を、金属、セラミック等の焼結助剤と混合し、超高圧高温処理により焼結体として製造することが一般的であるが、この焼結体は、焼結助剤を含むために、cBNあるいはwBNに比して、硬度、熱伝導性等が劣り、cBN、wBN本来の特性が充分に発揮されているとはいえなかった。
しかし、最近では、例えば、自動車用部材の軽量化を図るために異種複合材料が使用されるようになってきたが、このような異種複合材料(例えば、ダクタイル鋳鉄−アルミニウム合金の複合材)の切削工具材料としてcBN焼結体を用いた場合には、切刃に作用する高負荷によりクラックが発生しやすくなり、一方、cBN焼結体は劈開性が高くクラック(亀裂)伝播抑制作用が不十分であるため、cBN焼結体中をクラック(亀裂)が伝播することによって、切削工具にチッピング、欠損等が発生し、これが原因で破損に至り、工具寿命が短かくなるという問題があった。
そこで、この発明は、異種複合材料の切削工具材料として適用した場合にも、切削特性の向上、工具寿命の延長を図ることができるような、劈開性が低くクラック(亀裂)伝播抑制作用に優れた高硬度かつ高靭性を有する高純度窒化ほう素焼結体を、簡易にかつ低コストで得ることができる新たな製造方法を提供することを目的とするものである。
そこで、本発明者等は、cBN粉末を原料粉末として用いるのではなく、ウルツ鉱型窒化ほう素(wBN)粉末を原料粉末として用い、結合相成分を用いることなく前記特許文献3に開示された方法と同様な処理を行うことにより、劈開性が低くクラック(亀裂)伝播抑制作用に優れた高硬度かつ高靭性を有する高純度窒化ほう素焼結体が得られることを見出した。
なお、本発明でいう「高純度窒化ほう素焼結体」とは、焼結助剤を使用せずに焼結した窒化ほう素焼結体をいう。また、上記原料粉末としてのwBN粉末は、hBNに対して爆薬で瞬間的に高圧高温状態を作り高圧相wBNに相転移させるという当業者に周知の方法で製造したwBN粉末を用いればよい。
なお、上記のcomp.hBNとは、wBNの焼結時に逆相転移によって生じた常圧相の六方晶窒化ほう素(hBN)であるが、X線回折により(002)の回折ピーク位置を求めた場合、通常のhBNの回折ピーク位置より高角側にずれた位置にピークを示し、六方晶のc軸が圧縮され短くなった結晶構造を有することから、圧縮hBN(compressedhBN(comp−hBN))と呼ばれている。
「 粒径が0.5μm以下のウルツ鉱型窒化ホウ素微粒粉末表面を、酸素を含有しない流体からなり、流体源として固体のポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上を使用する超臨界流体で清浄化し、焼結助剤を添加せずに立方晶窒化ホウ素の熱力学安定条件下の5GPa以上かつ1400℃以上の高圧高温条件下で焼結することを特徴とする、微量のウルツ鉱型窒化ホウ素を含有する高純度窒化ホウ素焼結体の製造法。」
を特徴とするものである。
原料粉末としてのウルツ鉱型窒化ホウ素(wBN)微粒粉末は、すでに述べたように、爆薬でhBN粉末に瞬間的に高圧高温状態を作ることによって形成することができ、これによって得られたwBN粉末は、粒径が0.5μm以下の微粒として形成される。このwBN微粒粉末は、超高圧高温条件下での焼結においても、ほとんど粒成長を起こさないため、得られた高純度窒化ほう素焼結体の粒径も小さいもの(ほぼ0.5μm以下)となり、その結果、切削工具材料として用いた場合、被削材表面を荒らすことなく表面粗度が小さい状態(例えば、Ry2.00μm以下)で切削を行うことができ、被削材の仕上げ面精度を高めることができる。
上記wBN微粒粉末の焼結性を高めるために、その表面を、酸素を含有しない流体からなり、流体源として固体のポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上を使用する超臨界流体で清浄化し、焼結すると、微粒粉末の表面が活性化され、焼結助剤(結合相成分)無添加であっても、微粒粉末相互が強固に結合した高純度窒化ほう素焼結体が形成される。
そして、高純度窒化ほう素焼結体は、原料粉末のwBNが焼結時に相転移したcBNによって大部分構成されるが、原料粉末のwBNのうちの一部については、cBNへの相転移を起こさせずに焼結体中にwBNのまま含有させておくことがこの発明では特に重要である。
なお、原料粉末のwBNのうちの他の一部はcomp−hBNへと逆相転移を起こし、comp−hBNとして焼結体中に残存するが、comp−hBNは微量(10vol%未満程度)であって、焼結体の特性に悪影響を及ぼすことはない。
本発明の製造方法においては、wBNからなる原料粉末を完全にcBNに相転移させず、敢て、微量のwBNを焼結体中に含有させておくことによって、劈開性が高く、クラック伝播抑制作用に劣る100%cBN焼結体の特性を改善することができ、高硬度かつ高靭性を有する高純度窒化ホウ素焼結体を製造することができる。
従来のcBN焼結体の製造においては、6GPa以上かつ1700℃以上の超高圧高温条件下で焼結が行われていたが、この発明では、焼結助剤を添加することなく、従来技術に比して比較的緩和された条件、即ち、5GPa以上かつ1400℃以上の高圧高温条件で焼結を行うことができ、しかも、このような緩和された条件で焼結することによって、異常粒成長がなく微粒かつ緻密な焼結組織を有し、微量のwBNを含有する高純度窒化ほう素焼結体を得ることができる。
wBNからcBNへの相転移を完全には行なわせず微量のwBNを残存含有させ、その一方、comp−hBNの形成量を微量(10vol%未満程度)に抑えるという点からは、その焼結条件は、5〜7GPa、1400〜1900℃、5〜30分とすることが好ましい。
高圧高温、即ち、5GPa以上かつ1400℃以上の条件、好ましくは、5〜7GPa、1400〜1900℃、5〜30分の条件、での焼結によって、粒子粉末相互が強固な結合をし、さらに、焼結体の粒子径は1μm以下の微粒かつ緻密な焼結組織を有する高純度窒化ほう素焼結体が得られる。
そして、製造された高純度窒化ほう素焼結体は、劈開性が低く、クラック(亀裂)伝播抑制作用に優れ、高硬度かつ高靭性を備え、これを、ダクタイル鋳鉄−アルミニウム合金等の異種複合材料の切削工具材料として用いた場合、すぐれた仕上げ面精度を有し(Ry2.00μm以下)、また、チッピング、欠損等を発生することなく長期の使用にわたってすぐれた耐摩耗性を発揮するものである。
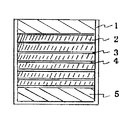
Taカプセル1の内部に、粒径が0.5μm以下のwBN微粒粉末2、Ta箔3、ポリ塩化ビニリデン4を交互に重ね、上下に黒鉛円盤5を配置している。具体例では、試料容器にTaカプセルを使用し、カプセルの下部に黒鉛円盤を配置した。黒鉛円盤上にTa箔を3枚を配置後、粒径が0.5μm以下のwBN微粒粉末を500mgを秤量し、このwBN微粒粉末上に2.2mgのポリ塩化ビニリデンを積層し、このポリ塩化ビニリデン上に同じ粒径幅のwBN微粒粉末を500mgを充填してwBN微粒粉末上にTa箔の円板を3枚のせた。さらに、粒径0.5μm以下のwBN微粒粉末を500mgを二つ秤量し、wBN微粒粉末の間に2.2mgのポリ塩化ビニリデンをサンドイッチ状に配置し、wBN微粒粉末上をTa箔で覆った。
なお、流体源としては、ポリ塩化ビニリデンばかりでなく、ポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上を使用する事ができる。
そして、この製造法によって得た高純度窒化ほう素焼結体を、例えば、ダクタイル鋳鉄とアルミニウム合金の複合材からなる異種複合材料の切削加工用の工具材料として用いた場合には、被削材の仕上げ面精度を向上させるばかりか、工具のチッピング、欠損・破損の恐れなく長期の使用にわたってすぐれた耐摩耗性を発揮し、切削特性の向上を図ることができるとともに、工具寿命の延長を図ることができる。
製造された本発明焼結体1〜10について、まず、粉末試料を作製し、X線回折によりX線回折パターンを測定し、焼結体中のcBN、wBN及びcomp−hBNのピーク強度Iを求めた。図2に、本発明焼結体3について、ブルカー製AXSMXP18VAHFにより測定したX線回折チャートを示す。
また、焼結体表面を研削後、ダイヤモンドペーストを研摩剤として研摩し、研摩後の本発明焼結体1〜10の表面のヴィッカース硬さHvを測定した。
上記ピーク強度I、ヴィッカース硬さHvの値を、表3に示す。
さらに、本発明焼結体1〜10の研摩後の焼結組織を走査型電子顕微鏡によって観察した。
製造された比較例焼結体1〜10について、本発明焼結体1〜10の場合と同様に、X線回折によるピーク強度測定、ヴィッカース硬さHv測定を行うとともに、その表面を研削・研摩し、組織観察を行なった。
図3には、比較例焼結体3について、ブルカー製AXSMXP18VAHFにより測定したX線回折チャ−トを示す。また、比較例焼結体1〜10についてのピーク強度、Hvを、表4に示す。

本発明焼結体1〜10のX線回折チャートは、図2とほぼ同様な傾向を示し、また、比較例焼結体1〜10のX線回折チャートは、図3とほぼ同様な傾向を示すが、例えば、図2では、cBNのピーク強度I(cBN)=23083(43.3度)、wBNのピーク強度I(wBN)=756(40.8度)及びcomp−hBNのピーク強度I(hBN)=872(28.5度)が出ているのに対して、図3では、cBNのピーク強度I(cBN)=15294が43.3度に出ているのみで、wBN及びcomp−hBNのピーク強度は見られない。
このことから、本発明焼結体1〜10は、微量のwBN及びcomp−hBNを含有しているのに対して、比較例焼結体1〜10では、wBN及びcomp−hBNを含有しておらず、ほぼ100%がcBNで構成されていることが分かる。
また、本発明焼結体1〜10と比較例焼結体1〜10の硬度Hvについては、 表3、表4の結果から明らかなように大きな相違はみられず、ほぼ同等であった。
また、本発明焼結体1〜10の焼結組織は、焼結体内部にはクラック(亀裂)がほとんど存在せず、粒径1μm以下の粒子粉末が強固に結合した微細かつ緻密な組織であったが、比較例焼結体1〜10では、焼結体内部にはクラック(亀裂)がほとんど存在しないものの、粗大な粒子が結合した粗い組織が形成されていた。
被削材:FCD450とA390T6の異種複合材丸棒、
切削速度: 200 m/min.、
切り込み: 0.15 mm、
送り: 0.07 mm/rev.、
の条件で、ダクタイル鋳鉄とAl−17%Si合金の異種複合材を湿式高速切削加工し、切削時間1分、3分、5分、10分経過後のそれぞれの切刃の逃げ面摩耗幅(mm)を測定した。
その値を表5に示す。
その値を、同じく表5に示す。
そして、例えば、この高純度窒化ホウ素焼結体を、異種複合材料の切削工具材料として適用した場合には、該高純度窒化ホウ素焼結体からなる切削工具は、被削材の仕上げ面精度を向上させることができるばかりか、耐チッピング性、耐摩耗性にも優れ、長期の使用にわたって優れた切削性能を発揮する。
2:wBN粉末
3:Ta箔
4:ポリ塩化ビニリデン
5:黒鉛円盤
Claims (1)
- 粒径が0.5μm以下のウルツ鉱型窒化ホウ素微粒粉末表面を、酸素を含有しない流体からなり、流体源として固体のポリ塩化ビニリデン、ポリ塩化ビニル及びポリエチレンの1種または2種以上を使用する超臨界流体で清浄化し、焼結助剤を添加せずに立方晶窒化ホウ素の熱力学安定条件下の5GPa以上かつ1400℃以上の高圧高温条件下で焼結することを特徴とする、微量のウルツ鉱型窒化ホウ素を含有する高純度窒化ホウ素焼結体の製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188354A JP5239576B2 (ja) | 2008-07-22 | 2008-07-22 | 高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188354A JP5239576B2 (ja) | 2008-07-22 | 2008-07-22 | 高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010024103A true JP2010024103A (ja) | 2010-02-04 |
| JP5239576B2 JP5239576B2 (ja) | 2013-07-17 |
Family
ID=41730260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008188354A Active JP5239576B2 (ja) | 2008-07-22 | 2008-07-22 | 高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5239576B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184290A (ja) * | 2010-02-09 | 2011-09-22 | Mitsubishi Materials Corp | 均質性、緻密性が高くかつ高硬度の立方晶窒化ホウ素焼結体の製造法 |
| CN116568435A (zh) * | 2020-12-25 | 2023-08-08 | 京瓷株式会社 | 刀片和切削刀具 |
| JP2024154195A (ja) * | 2023-04-18 | 2024-10-30 | トーメイダイヤ株式会社 | 衝撃加圧を用いたw-BN焼結体の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51128700A (en) * | 1975-04-08 | 1976-11-09 | Shinroku Saito | Poly-crystalline boron nitride of high pressure phase |
| JPH11335174A (ja) * | 1998-05-22 | 1999-12-07 | Sumitomo Electric Ind Ltd | 立方晶窒化ホウ素焼結体 |
| JP2007070148A (ja) * | 2005-09-06 | 2007-03-22 | National Institute For Materials Science | 高純度立方晶窒化ホウ素焼結体の製造法 |
-
2008
- 2008-07-22 JP JP2008188354A patent/JP5239576B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51128700A (en) * | 1975-04-08 | 1976-11-09 | Shinroku Saito | Poly-crystalline boron nitride of high pressure phase |
| JPH11335174A (ja) * | 1998-05-22 | 1999-12-07 | Sumitomo Electric Ind Ltd | 立方晶窒化ホウ素焼結体 |
| JP2007070148A (ja) * | 2005-09-06 | 2007-03-22 | National Institute For Materials Science | 高純度立方晶窒化ホウ素焼結体の製造法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011184290A (ja) * | 2010-02-09 | 2011-09-22 | Mitsubishi Materials Corp | 均質性、緻密性が高くかつ高硬度の立方晶窒化ホウ素焼結体の製造法 |
| EP2354110A3 (en) * | 2010-02-09 | 2012-11-28 | Mitsubishi Materials Corporation | Method for producing sintered cubic boron nitride compact |
| US8657893B2 (en) | 2010-02-09 | 2014-02-25 | Mitsubishi Materials Corporation | Method for producing sintered cubic boron nitride compact |
| CN116568435A (zh) * | 2020-12-25 | 2023-08-08 | 京瓷株式会社 | 刀片和切削刀具 |
| JP2024154195A (ja) * | 2023-04-18 | 2024-10-30 | トーメイダイヤ株式会社 | 衝撃加圧を用いたw-BN焼結体の製造方法 |
| JP7751824B2 (ja) | 2023-04-18 | 2025-10-09 | トーメイダイヤ株式会社 | w-BN基焼結体及び衝撃加圧を用いたw-BN基焼結体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5239576B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6447205B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| JP5680567B2 (ja) | 焼結体 | |
| JP6293669B2 (ja) | 焼結された立方晶窒化ホウ素切削工具 | |
| JP6291995B2 (ja) | 立方晶窒化ホウ素多結晶体、切削工具、耐摩工具、研削工具、および立方晶窒化ホウ素多結晶体の製造方法 | |
| KR101902856B1 (ko) | 입방정 질화붕소 소결체 및 절삭 공구 | |
| JP2000054007A (ja) | ダイヤモンド焼結体及びその製造方法 | |
| JP5462622B2 (ja) | 立方晶窒化ホウ素複合材料及び工具 | |
| CN101583450A (zh) | 切削工具 | |
| WO2012029440A1 (ja) | 立方晶窒化硼素焼結体工具 | |
| CN103459071A (zh) | 立方氮化硼烧结体工具 | |
| JP2017165637A (ja) | 切削工具用複合焼結体及びこれを利用した切削工具 | |
| WO2004054943A1 (ja) | 耐熱性ダイヤモンド複合焼結体とその製造法 | |
| Miao et al. | Influence of graphite addition on bonding properties of abrasive layer of metal-bonded CBN wheel | |
| JP5880598B2 (ja) | 焼結体および焼結体を用いた切削工具 | |
| JP5239576B2 (ja) | 高硬度かつ高靭性を有する高純度窒化ホウ素焼結体の製造法 | |
| KR102587409B1 (ko) | 소결체 및 절삭 공구 | |
| JP5157056B2 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体、並びにそれらからなる焼入鋼用切削工具 | |
| JP5407487B2 (ja) | 表面被覆切削工具 | |
| JP5499717B2 (ja) | 焼結体および焼結体を用いた切削工具 | |
| JP2024033530A (ja) | 立方晶窒化硼素焼結体 | |
| JP3560629B2 (ja) | 工具用高靱性硬質焼結体の製造法 | |
| JP6365228B2 (ja) | 焼結体 | |
| JP2016074550A (ja) | 焼結体、焼結体を用いた切削工具および焼結体の製造方法 | |
| JP2005212048A (ja) | セラミックスおよびこれを用いた切削工具 | |
| JP5239060B2 (ja) | 刃先横境界部の損傷を抑制するcBN焼結体工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120601 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130318 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5239576 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |