JP2010019855A - 電子部品測定装置及び電子部品測定方法 - Google Patents
電子部品測定装置及び電子部品測定方法 Download PDFInfo
- Publication number
- JP2010019855A JP2010019855A JP2009240316A JP2009240316A JP2010019855A JP 2010019855 A JP2010019855 A JP 2010019855A JP 2009240316 A JP2009240316 A JP 2009240316A JP 2009240316 A JP2009240316 A JP 2009240316A JP 2010019855 A JP2010019855 A JP 2010019855A
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- contact
- cam
- lead portion
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title abstract description 22
- 238000005259 measurement Methods 0.000 claims description 16
- 230000001154 acute effect Effects 0.000 claims description 4
- 238000000691 measurement method Methods 0.000 claims description 2
- 244000145845 chattering Species 0.000 description 4
- 230000001360 synchronised effect Effects 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 230000008602 contraction Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
Images




Landscapes
- Measuring Leads Or Probes (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
Abstract
【解決手段】本発明に係る電子部品測定装置1は、電子部品Sに接触する接触子2と、この接触子2を保持する上下のレバー3及び複数のローラ4とを備える。また、本装置1は、電子部品Sを保持して各処理工程を搬送するチャック5と、このチャック5が本装置1の処理工程へ電子部品Sを搬送してきた際に、当該電子部品Sを下部から保持するホールドピン6と、レバー3及びホールドピン6を上下方向に駆動するシャフト7及びカム8から成るカム機構部9と、このカム8の動力となるモータ10とを備える。
【選択図】図1
Description
この態様では、各挟持手段を挟んでいる複数のローラと挟持手段との間にはわずかな隙間が設けられており、これにより挟持手段が移動する際にはいずれかのローラが先に挟持手段に当接するように構成されている。これにより、挟持手段の初期移動量が大きく取れ挟持手段の移動に伴う時間を短縮できる。
この態様では、モータの回転角度をシーケンス制御により、例えば、通常0度から90度に設定し、その時の条件により0度から95度に変更したりと、所定の角度に容易に設定及び変更可能であるから、接触子のリード部分に対する接触圧を接触子の磨耗等の状況や条件に応じて自由に変更することが可能である。
この態様では、接触子先端部に異物が付着したり、酸化膜が形成されにくくなるため、接触子の一部が確実に電子部品リード部に接触されるようになり、正確な特性測定ができるようになる。
[構成]
本実施形態における電子部品測定装置1(以下、装置1ともいう。)は、図1に示すように、電子部品Sのリード部S’を挟持する挟持手段としての接触子2と、この接触子2を保持する上下のレバー3及び複数のローラ4とを備える。また、本装置1は、電子部品Sを保持して、例えば、円弧状に等間隔で順次配置された各処理工程間を間欠停止しながら搬送するチャック5と、このチャック5が本装置1の処理工程へ電子部品Sを搬送してきた際に、当該電子部品Sを下部から保持するホールドピン6と、レバー3及びホールドピン6を上下方向に駆動するシャフト7及びカム8から成るカム機構部9と、このカム8の動力となるモータ10とを備える。
以上のような構成からなる本実施形態の電子部品測定装置1は、まず、図3(a)に示すように、電子部品Sがチャック5で吸着保持されたまま他の工程処理から本装置1の工程処理に搬送されてくる。
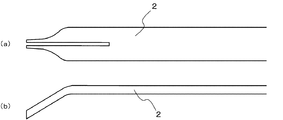
2,2a,2b…接触子
3…レバー
3a…上レバー
3b…下レバー
4,4a,4b…ローラ
5…チャック
6…ホールドピン
6a…バネ
7…シャフト
8,8a,8b…カム
9…カム機構部
10…モータ
A,B…ローラ
S…電子部品
S’…リード部
Claims (5)
- 搬送手段によって複数の処理工程間を間欠停止しながら測定位置に搬送された電子部品のリード部分に複数の接触子を接触させて、電子部品の特性測定を行う電子部品測定装置において、
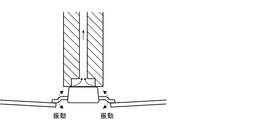
前記リード部分を挟むように対になって設けられた挟持手段を備え、
この挟持手段は、各々複数のローラによって挟むようにして保持されるとともに、モータを駆動源とするカムを備えたカム機構により同期して前記リード部分を挟み込むように構成され、
前記挟持手段の少なくとも一方には、接触子が設けられていることを特徴とする電子部品測定装置。 - 前記挟持手段と、この挟持手段を挟む複数のローラとの間には、隙間が設けられたことを特徴とする請求項1記載の電子部品測定装置。
- 前記モータは、シーケンス制御により所定の回転角度間を間欠往復運動するように構成されていることを特徴とする請求項1又は2に記載の電子部品測定装置。
- 前記接触子の先端が、先割れ形状又は鋭角形状であることを特徴とする請求項1〜3のいずれか1項に記載の電子部品測定装置。
- 搬送手段によって複数の処理工程間を間欠停止しながら測定位置に搬送された電子部品のリード部分に複数の接触子を接触させて電子部品の特性測定を行う電子部品測定方法であって、
各々複数のローラによって挟むようにして保持されるとともに前記リード部分を挟むように対になって設けられ少なくとも一方に前記接触子を備えた挟持手段が、モータを駆動源とするカムを備えたカム機構に同期して前記リード部分を挟み込む工程と、
前記モータがこのモータの回転角度をシーケンス制御により変更して前記接触子の前記電子部品に対する接触圧を調整する工程とを含むことを特徴とする電子部品測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009240316A JP5035858B2 (ja) | 2004-06-16 | 2009-10-19 | 電子部品測定装置及び電子部品測定方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004178543 | 2004-06-16 | ||
| JP2004178543 | 2004-06-16 | ||
| JP2009240316A JP5035858B2 (ja) | 2004-06-16 | 2009-10-19 | 電子部品測定装置及び電子部品測定方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004227633A Division JP4462488B2 (ja) | 2004-06-16 | 2004-08-04 | 電子部品測定装置及び電子部品測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010019855A true JP2010019855A (ja) | 2010-01-28 |
| JP5035858B2 JP5035858B2 (ja) | 2012-09-26 |
Family
ID=41704870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009240316A Expired - Fee Related JP5035858B2 (ja) | 2004-06-16 | 2009-10-19 | 電子部品測定装置及び電子部品測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5035858B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105466612A (zh) * | 2015-12-31 | 2016-04-06 | 国网山东省电力公司潍坊供电公司 | 一种双弹簧恒定压力施加装置 |
| WO2024121921A1 (ja) * | 2022-12-06 | 2024-06-13 | 株式会社Fuji | 測定装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193076A (ja) * | 1987-02-06 | 1988-08-10 | Kokuyou Denki Kogyo Kk | 電子部品の搬送測定装置 |
| JPH0712891A (ja) * | 1993-06-23 | 1995-01-17 | Mitsubishi Electric Corp | Ic試験装置 |
| JP2003084032A (ja) * | 2001-09-12 | 2003-03-19 | Matsushita Electric Ind Co Ltd | 電気部品の検査装置 |
| JP2004150981A (ja) * | 2002-10-31 | 2004-05-27 | Ricoh Co Ltd | 半導体装置の電気的特性測定装置及び電気的特性測定方法 |
-
2009
- 2009-10-19 JP JP2009240316A patent/JP5035858B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193076A (ja) * | 1987-02-06 | 1988-08-10 | Kokuyou Denki Kogyo Kk | 電子部品の搬送測定装置 |
| JPH0712891A (ja) * | 1993-06-23 | 1995-01-17 | Mitsubishi Electric Corp | Ic試験装置 |
| JP2003084032A (ja) * | 2001-09-12 | 2003-03-19 | Matsushita Electric Ind Co Ltd | 電気部品の検査装置 |
| JP2004150981A (ja) * | 2002-10-31 | 2004-05-27 | Ricoh Co Ltd | 半導体装置の電気的特性測定装置及び電気的特性測定方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105466612A (zh) * | 2015-12-31 | 2016-04-06 | 国网山东省电力公司潍坊供电公司 | 一种双弹簧恒定压力施加装置 |
| WO2024121921A1 (ja) * | 2022-12-06 | 2024-06-13 | 株式会社Fuji | 測定装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5035858B2 (ja) | 2012-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4462488B2 (ja) | 電子部品測定装置及び電子部品測定方法 | |
| KR100401422B1 (ko) | 칩용 운반 장치 및 이에 대한 이용 방법 | |
| US20080309363A1 (en) | Probe assembly with wire probes | |
| KR102155315B1 (ko) | 기계적 변형 시험기 | |
| JP5725543B2 (ja) | 電子部品測定装置 | |
| JP5035858B2 (ja) | 電子部品測定装置及び電子部品測定方法 | |
| CN108107163B (zh) | Inlay电子标签芯片封装实验机 | |
| KR102368251B1 (ko) | 모듈ic 테스트핸들러의 모듈ic 반전장치 | |
| JP3628645B2 (ja) | 電子部品測定装置 | |
| JP6154251B2 (ja) | 回路基板検査装置 | |
| JP2021032684A (ja) | 絶縁材の耐電圧特性評価方法及び耐電圧特性測定装置 | |
| US6366103B1 (en) | Multiple test probe system | |
| JP3269163B2 (ja) | テーピング電子部品の特性検査装置 | |
| JP4999003B2 (ja) | 電子部品測定装置、その制御方法及び制御プログラム | |
| JPH075196A (ja) | プローブヘッドとプロービング方法 | |
| JP3341473B2 (ja) | 板材の折り曲げ応力測定装置 | |
| JP4255857B2 (ja) | 回路基板検査用プロービング装置および回路基板検査装置 | |
| JP5051713B2 (ja) | 電子部品測定装置 | |
| US2533606A (en) | Wire gauge | |
| JPH10246735A (ja) | プローバ基板、プロービング方法及びその装置 | |
| CN111879227A (zh) | 一种马达检查修正自动机的马达端子脚长度自动检测机构 | |
| US6776060B2 (en) | Electronic component sucking device and electronic component testing apparatus having the same | |
| KR940011398B1 (ko) | 반도체 패키지의 리드 교정방법 및 장치 | |
| KR20230120348A (ko) | 고전류 핀 소켓 및 그 제조방법 | |
| JPH095356A (ja) | 電子部品の検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120627 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5035858 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |