JP2010017792A - 研削装置及びスクラッチ検出装置 - Google Patents
研削装置及びスクラッチ検出装置 Download PDFInfo
- Publication number
- JP2010017792A JP2010017792A JP2008178966A JP2008178966A JP2010017792A JP 2010017792 A JP2010017792 A JP 2010017792A JP 2008178966 A JP2008178966 A JP 2008178966A JP 2008178966 A JP2008178966 A JP 2008178966A JP 2010017792 A JP2010017792 A JP 2010017792A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- scratch
- wafer
- light
- light receiving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
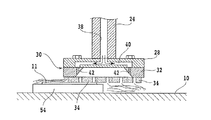
【解決手段】 ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削ホイールを有する研削手段とを備えた研削装置であって、ウエーハの研削面に生じるスクラッチを検出するスクラッチ検出手段を更に具備し、該スクラッチ検出手段は、ウエーハに対して光ビームを照射する光ビーム照射手段と、光ビームが照射される領域からの反射光を集光する集光手段と、該集光手段で集光された反射光を受光する受光手段と、該受光手段で検出される光量が所定の閾値を越えた際スクラッチ有りと判定する判定手段とを含み、該受光手段はスクラッチが形成される方向に倣った形状に構成される。
【選択図】図7
Description
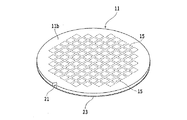
11 半導体ウエーハ
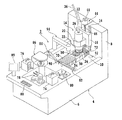
16 研削手段(研削ユニット)
24 スピンドル
26 サーボモータ
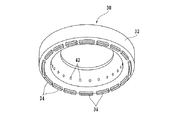
30 研削ホイール
34 研削砥石
54 チャックテーブル
94 スクラッチ検出装置
98 レーザーダイオード(LD)
100 対物レンズ
102 ビームスプリッタ
104,132 集光レンズ
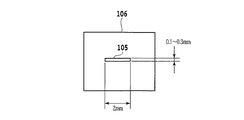
106 スリットマスク
108 受光素子
110 スクラッチ判定部
134 撮像手段
138 水充填室
152 スクラッチ
Claims (8)
- ウエーハを保持するチャックテーブルと、該チャックテーブルに保持されたウエーハを研削する研削ホイールを有する研削手段とを備えた研削装置であって、
ウエーハの研削面に生じるスクラッチを検出するスクラッチ検出手段を更に具備し、
該スクラッチ検出手段は、ウエーハに対して光ビームを照射する光ビーム照射手段と、光ビームが照射される領域からの反射光を集光する集光手段と、該集光手段で集光された反射光を受光する受光手段と、該受光手段で検出される光量が所定の閾値を越えた際スクラッチ有りと判定する判定手段とを含み、
該受光手段はスクラッチが形成される方向に倣った形状に構成されていることを特徴とする研削装置。 - 前記集光手段と前記受光手段との間に配設されたビームスプリッタと、
該ビームスプリッタにより一方に分岐された反射光が入射する撮像手段と、
該撮像手段に接続されたモニターとを更に具備し、
該ビームスプリッタで分岐した他方の反射光は前記受光手段に導かれ、前記モニター上のスクラッチを観察して前記スクラッチ判定手段の前記閾値を設定可能であることを特徴とする請求項1記載の研削装置。 - 前記受光手段はラインセンサから構成され、該ラインセンサはスクラッチが形成される方向に倣った形状で位置付けられていることを特徴とする請求項1又は2記載の研削装置。
- 前記受光手段はスリットが形成されたスリットマスクと、受光素子とから構成され、
該スリットマスクのスリットはスクラッチが形成される方向に倣った形状で位置付けられていることを特徴とする請求項1又は2記載の研削装置。 - 前記受光素子は光電子増倍管であることを特徴とする請求項4記載の研削装置。
- 前記チャックテーブは、ウエーハを着脱する着脱位置と、ウエーハを前記研削手段で研削する研削位置との間で移動可能であり、
前記スクラッチ検出手段は該着脱位置又は該研削位置の何れかに配設されていることを特徴とする請求項1〜5の何れかに記載の研削装置。 - 前記集光手段を囲繞しウエーハ側に開放した枠体と、該枠体内に水を供給する水供給手段とを更に具備し、
該枠体とウエーハとで仕切られる空間が水で満たされていることを特徴とする請求項1〜6の何れかに記載の研削装置。 - チャックテーブルに保持されたウエーハの研削面に生じるスクラッチを検出するスクラッチ検出装置であって、
該ウエーハに対して光ビームを照射する光ビーム照射手段と、
光ビームが照射される領域からの反射光を集光する集光手段と、
該集光手段で集光された反射光を受光する受光手段と、
該受光手段で検出される光量が所定の閾値を超えた際スクラッチ有りと判定するスクラッチ判定手段とを具備し、
該受光手段は、スクラッチが形成される方向に倣った形状に構成されていることを特徴とするスクラッチ検出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178966A JP5274919B2 (ja) | 2008-07-09 | 2008-07-09 | 研削装置及びスクラッチ検出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008178966A JP5274919B2 (ja) | 2008-07-09 | 2008-07-09 | 研削装置及びスクラッチ検出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010017792A true JP2010017792A (ja) | 2010-01-28 |
| JP5274919B2 JP5274919B2 (ja) | 2013-08-28 |
Family
ID=41703173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008178966A Active JP5274919B2 (ja) | 2008-07-09 | 2008-07-09 | 研削装置及びスクラッチ検出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5274919B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017106816A (ja) * | 2015-12-10 | 2017-06-15 | 株式会社ディスコ | 検査装置 |
| CN108000348A (zh) * | 2016-11-01 | 2018-05-08 | 株式会社迪思科 | 划痕检测方法 |
| KR20180099490A (ko) | 2017-02-28 | 2018-09-05 | 가부시기가이샤 디스코 | 피가공물의 검사 방법, 피가공물의 검사 장치 및 가공 장치 |
| TWI720254B (zh) * | 2016-11-01 | 2021-03-01 | 日商迪思科股份有限公司 | 磨削裝置 |
| CN120102353A (zh) * | 2025-05-09 | 2025-06-06 | 四川领先微晶玻璃有限公司 | 一种电磁炉微晶玻璃多功能涂层完整性检测系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6242039A (ja) * | 1985-08-19 | 1987-02-24 | Toshiba Corp | 表面検査装置 |
| JP2000180426A (ja) * | 1998-12-15 | 2000-06-30 | Mitsubishi Heavy Ind Ltd | オンラインロール表面傷検査方法及びその装置 |
| JP2001264262A (ja) * | 2000-03-14 | 2001-09-26 | Nikon Corp | 表面異物検査方法および表面異物検査装置 |
| JP2004330375A (ja) * | 2003-05-09 | 2004-11-25 | Plenty:Kk | ディスク記憶媒体研磨装置 |
| JP2005244027A (ja) * | 2004-02-27 | 2005-09-08 | Renesas Technology Corp | 半導体ウエハの研磨状態識別装置、半導体ウエハの研磨装置、および半導体ウエハの研磨方法 |
| JP2007240512A (ja) * | 2006-02-08 | 2007-09-20 | Hitachi High-Technologies Corp | ウェハ表面欠陥検査装置およびその方法 |
-
2008
- 2008-07-09 JP JP2008178966A patent/JP5274919B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6242039A (ja) * | 1985-08-19 | 1987-02-24 | Toshiba Corp | 表面検査装置 |
| JP2000180426A (ja) * | 1998-12-15 | 2000-06-30 | Mitsubishi Heavy Ind Ltd | オンラインロール表面傷検査方法及びその装置 |
| JP2001264262A (ja) * | 2000-03-14 | 2001-09-26 | Nikon Corp | 表面異物検査方法および表面異物検査装置 |
| JP2004330375A (ja) * | 2003-05-09 | 2004-11-25 | Plenty:Kk | ディスク記憶媒体研磨装置 |
| JP2005244027A (ja) * | 2004-02-27 | 2005-09-08 | Renesas Technology Corp | 半導体ウエハの研磨状態識別装置、半導体ウエハの研磨装置、および半導体ウエハの研磨方法 |
| JP2007240512A (ja) * | 2006-02-08 | 2007-09-20 | Hitachi High-Technologies Corp | ウェハ表面欠陥検査装置およびその方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017106816A (ja) * | 2015-12-10 | 2017-06-15 | 株式会社ディスコ | 検査装置 |
| TWI715662B (zh) * | 2015-12-10 | 2021-01-11 | 日商迪思科股份有限公司 | 檢查裝置 |
| CN108000348A (zh) * | 2016-11-01 | 2018-05-08 | 株式会社迪思科 | 划痕检测方法 |
| TWI720254B (zh) * | 2016-11-01 | 2021-03-01 | 日商迪思科股份有限公司 | 磨削裝置 |
| CN108000348B (zh) * | 2016-11-01 | 2021-05-25 | 株式会社迪思科 | 划痕检测方法 |
| KR20180099490A (ko) | 2017-02-28 | 2018-09-05 | 가부시기가이샤 디스코 | 피가공물의 검사 방법, 피가공물의 검사 장치 및 가공 장치 |
| CN120102353A (zh) * | 2025-05-09 | 2025-06-06 | 四川领先微晶玻璃有限公司 | 一种电磁炉微晶玻璃多功能涂层完整性检测系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5274919B2 (ja) | 2013-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101383281B (zh) | 晶片磨削方法及磨削装置 | |
| KR102601856B1 (ko) | 웨이퍼 가공 방법 | |
| JP2010030007A (ja) | 研削装置及びスクラッチ検出装置 | |
| JP5184242B2 (ja) | 半導体ウエーハの加工装置 | |
| JP2002343756A (ja) | ウェーハ平面加工装置 | |
| JP5274919B2 (ja) | 研削装置及びスクラッチ検出装置 | |
| JP5101312B2 (ja) | 厚み計測装置及び該厚み計測装置を備えた研削装置 | |
| JP6905357B2 (ja) | ウエーハのうねり検出方法及び研削装置 | |
| TWI783054B (zh) | 磨削裝置 | |
| JP2018140469A (ja) | 被加工物の検査方法、被加工物の検査装置及び加工装置 | |
| JP5065722B2 (ja) | レーザー加工装置 | |
| JP7325913B2 (ja) | ウェーハ加工装置 | |
| JP2011108746A (ja) | ウエーハの加工方法 | |
| US11673229B2 (en) | Processing apparatus | |
| JP2008155292A (ja) | 基板の加工方法および加工装置 | |
| KR101739975B1 (ko) | 웨이퍼 지지 플레이트 및 웨이퍼 지지 플레이트의 사용 방법 | |
| JP2009095903A (ja) | 研削装置及びスクラッチ検出装置 | |
| JP2009135254A (ja) | 粘着テープ貼着方法 | |
| JP7370265B2 (ja) | 加工方法及び加工装置 | |
| JP5225733B2 (ja) | 研削装置 | |
| JP5037255B2 (ja) | 研削装置及び研削装置の観察方法 | |
| JP2014154708A (ja) | ウエーハの割れ検出方法及びウエーハの割れ検出装置 | |
| JP2019000933A (ja) | 研削装置 | |
| JP6767849B2 (ja) | ウエーハ加工装置及びウエーハの加工方法 | |
| JP4666583B2 (ja) | 保護被膜の被覆方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130515 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5274919 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |