JP2010017765A - 粉末圧縮成形機 - Google Patents
粉末圧縮成形機 Download PDFInfo
- Publication number
- JP2010017765A JP2010017765A JP2009046289A JP2009046289A JP2010017765A JP 2010017765 A JP2010017765 A JP 2010017765A JP 2009046289 A JP2009046289 A JP 2009046289A JP 2009046289 A JP2009046289 A JP 2009046289A JP 2010017765 A JP2010017765 A JP 2010017765A
- Authority
- JP
- Japan
- Prior art keywords
- powder lubricant
- powder
- mortar
- lubricant
- charging device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0005—Details of, or accessories for, presses; Auxiliary measures in connection with pressing for briquetting presses
- B30B15/0011—Details of, or accessories for, presses; Auxiliary measures in connection with pressing for briquetting presses lubricating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/007—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means the high voltage supplied to an electrostatic spraying apparatus during spraying operation being periodical or in time, e.g. sinusoidal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/26—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means with means for mechanically breaking-up or deflecting the jet after discharge, e.g. with fixed deflectors; Breaking-up the discharged liquid or other fluent material by impinging jets
- B05B1/262—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means with means for mechanically breaking-up or deflecting the jet after discharge, e.g. with fixed deflectors; Breaking-up the discharged liquid or other fluent material by impinging jets with fixed deflectors
- B05B1/267—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means with means for mechanically breaking-up or deflecting the jet after discharge, e.g. with fixed deflectors; Breaking-up the discharged liquid or other fluent material by impinging jets with fixed deflectors the liquid or other fluent material being deflected in determined directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/025—Discharge apparatus, e.g. electrostatic spray guns
- B05B5/03—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying
- B05B5/032—Discharge apparatus, e.g. electrostatic spray guns characterised by the use of gas, e.g. electrostatically assisted pneumatic spraying for spraying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
- B05B7/1454—Arrangements for supplying particulate material comprising means for supplying collected oversprayed particulate material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
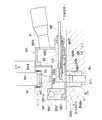
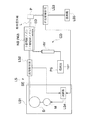
【解決手段】粉末滑沢剤噴射手段に、粉末滑沢剤Lを前記臼4の臼孔41に向けて噴射する下向噴射ノズルNBと、前記粉末滑沢剤噴射手段から噴射され余剰となった粉末滑沢剤Lを回収する粉末滑沢剤回収機構と、前記下向噴射ノズルNBから噴射される前記粉末滑沢剤Lを帯電させる帯電装置CDと、前記臼孔41に達するタイミングで噴射される前記粉末滑沢剤Lだけに帯電させるべく機能するスイッチSWとを具備する構成を採用する。
【選択図】図7
Description
41…臼孔
5…上杵
6…下杵
9…粉末滑沢剤噴射部
NB…下向噴射ノズル
CD…帯電装置
SW…スイッチ(スイッチング手段)
Claims (3)
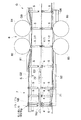
- 同一の中心軸に沿って対向配置した上杵と下杵との杵先を臼孔に挿入し、その状態で上杵及び下杵を互いに接近する方向に移動させることにより臼孔に充填した粉末を圧縮成形する構成を有するとともに、粉末の充填に先立って臼孔に粉末滑沢剤を噴射する粉末滑沢剤噴射手段を具備するものであって、
前記粉末滑沢剤噴射手段が、前記粉末滑沢剤を前記臼孔に向けて噴射する下向噴射ノズルと、前記粉末滑沢剤噴射手段から噴射され余剰となった前記粉末滑沢剤を回収する粉末滑沢剤回収機構と、前記下向噴射ノズルから噴射される前記粉末滑沢剤を帯電させる帯電装置と、この帯電装置に接続され前記臼孔に達するタイミングで噴射される前記粉末滑沢剤だけに帯電させるべく機能するスイッチング手段とを具備することを特徴とする粉末圧縮成形機。 - 前記スイッチング手段が、前記下向噴射ノズル直下に1つの臼孔が達してから次の臼孔が達するまでの間隔でパルスを発するパルス発生機構と、このパルス発生機構からパルスが出力されている時間帯にのみ前記帯電装置に通電させるスイッチ本体とを具備することを特徴とする請求項1記載の粉末圧縮成形機。
- 前記粉末滑沢剤噴射手段が、前記粉末滑沢剤を前記上杵の下端部に向けて噴射する上向噴射ノズルと、前記粉末滑沢剤回収機構に向かう方向に空気を噴射し前記上向噴射ノズルから噴射された前記粉末滑沢剤の飛散を阻止する空気流供給機構と、前記上向噴射ノズルから噴射される前記粉末滑沢剤を帯電させる第2の帯電装置と、この第2の帯電装置に接続され前記上杵の下端部に達するタイミングで噴射される前記粉末滑沢剤だけに帯電させるべく機能する第2のスイッチング手段とをさらに具備することを特徴とする請求項1又は2記載の粉末圧縮成形機。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009046289A JP5448501B2 (ja) | 2008-06-10 | 2009-02-27 | 粉末圧縮成形機 |
| US12/453,819 US20090304836A1 (en) | 2008-06-10 | 2009-05-22 | Powder compression molding machine |
| EP09161086.5A EP2133195B1 (en) | 2008-06-10 | 2009-05-26 | Powder compression molding machine |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008151893 | 2008-06-10 | ||
| JP2008151893 | 2008-06-10 | ||
| JP2009046289A JP5448501B2 (ja) | 2008-06-10 | 2009-02-27 | 粉末圧縮成形機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010017765A true JP2010017765A (ja) | 2010-01-28 |
| JP2010017765A5 JP2010017765A5 (ja) | 2012-03-01 |
| JP5448501B2 JP5448501B2 (ja) | 2014-03-19 |
Family
ID=41059522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009046289A Active JP5448501B2 (ja) | 2008-06-10 | 2009-02-27 | 粉末圧縮成形機 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20090304836A1 (ja) |
| EP (1) | EP2133195B1 (ja) |
| JP (1) | JP5448501B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8425215B2 (en) | 2010-10-05 | 2013-04-23 | Kikusui Seisakusho Ltd. | Powder compression molding machine |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112016019087B1 (pt) * | 2014-02-20 | 2022-06-21 | Gea Process Engineering Nv | Prensa de mesa rotativa e um método para prover ajuste de pelo menos um componente auxiliar de uma prensa de mesa rotativa |
| CN104827706B (zh) * | 2015-05-08 | 2016-08-17 | 上海东富龙科技股份有限公司 | 旋转式压片机 |
| CN114247882A (zh) * | 2021-11-12 | 2022-03-29 | 宁波新睦科技有限公司 | 粉末冶金用粉末压制成型设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05180647A (ja) * | 1991-12-27 | 1993-07-23 | Showa Dengiyoushiya:Kk | 電線測長機 |
| WO2003051621A1 (en) * | 2001-12-19 | 2003-06-26 | Kikusui Seisakusho Ltd. | Rotary powder compression molding machine |
| JP2006334515A (ja) * | 2005-06-02 | 2006-12-14 | Hata Tekkosho:Kk | 粉末滑沢剤噴射装置及び回転式粉末圧縮成型機 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH628572A5 (de) * | 1977-04-20 | 1982-03-15 | Thomae Gmbh Dr K | Verfahren zum bespruehen der verdichtungswerkzeuge von maschinen zur herstellung von formlingen. |
| ES485764A1 (es) * | 1978-11-15 | 1980-10-01 | Thomae Gmbh Dr K | Procedimiento para el recubrimiento de utiles de moldeo pa- ra la fabricacion de cuerpos moldeados. |
| US4467892A (en) * | 1981-05-08 | 1984-08-28 | Bogert David L Van De | Microlubrication control |
| US5497852A (en) * | 1995-04-12 | 1996-03-12 | Mcneil Corporation | Automatic lubrication system |
| US5714007A (en) * | 1995-06-06 | 1998-02-03 | David Sarnoff Research Center, Inc. | Apparatus for electrostatically depositing a medicament powder upon predefined regions of a substrate |
| US6663819B2 (en) * | 2001-11-21 | 2003-12-16 | Araco Kabushiki Kaisha | Conductive plate molding method |
| JP4592692B2 (ja) * | 2004-05-18 | 2010-12-01 | 塩野義製薬株式会社 | 回転式粉末圧縮成形機 |
-
2009
- 2009-02-27 JP JP2009046289A patent/JP5448501B2/ja active Active
- 2009-05-22 US US12/453,819 patent/US20090304836A1/en not_active Abandoned
- 2009-05-26 EP EP09161086.5A patent/EP2133195B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05180647A (ja) * | 1991-12-27 | 1993-07-23 | Showa Dengiyoushiya:Kk | 電線測長機 |
| WO2003051621A1 (en) * | 2001-12-19 | 2003-06-26 | Kikusui Seisakusho Ltd. | Rotary powder compression molding machine |
| JP2006334515A (ja) * | 2005-06-02 | 2006-12-14 | Hata Tekkosho:Kk | 粉末滑沢剤噴射装置及び回転式粉末圧縮成型機 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8425215B2 (en) | 2010-10-05 | 2013-04-23 | Kikusui Seisakusho Ltd. | Powder compression molding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2133195A1 (en) | 2009-12-16 |
| JP5448501B2 (ja) | 2014-03-19 |
| EP2133195B1 (en) | 2016-03-23 |
| US20090304836A1 (en) | 2009-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5448501B2 (ja) | 粉末圧縮成形機 | |
| JP2001293599A (ja) | 回転式粉末圧縮成形機 | |
| JP2681601B2 (ja) | 外部滑沢式打錠機 | |
| US10513061B2 (en) | Rotary tablet press and method for pressing tablets in a rotary tablet press | |
| JP4592692B2 (ja) | 回転式粉末圧縮成形機 | |
| CN104259118B (zh) | 一种平铺式泡腾片筛片除尘装置 | |
| WO2003051621A1 (en) | Rotary powder compression molding machine | |
| CN206794215U (zh) | 一种洗石机清洗装置 | |
| CN207028283U (zh) | 一种制药压片机 | |
| KR101476129B1 (ko) | 무동력 스트립 및 롤 표면의 이물질 제거장치 | |
| CN113559978A (zh) | 一种建筑垃圾粉碎装置 | |
| JP3193702B1 (ja) | 回転式粉末圧縮成形機 | |
| CN209093475U (zh) | 一种垃圾焚烧设备中的废渣破碎装置 | |
| CN108080171B (zh) | 一种用于沙发革的涂层系统 | |
| JP4624859B2 (ja) | 粉末滑沢剤噴射装置及び回転式粉末圧縮成型機 | |
| CN116235968A (zh) | 一种对青贮玉米进行压实以及喷洒青贮发酵液的装置 | |
| JP2010017765A5 (ja) | ||
| JP5660837B2 (ja) | 粉体圧縮成形機 | |
| CN206794017U (zh) | 一种托辊圆盘式高效静电喷涂装置 | |
| CN215541233U (zh) | 一种废码头砖破碎筛分制备的处理装置 | |
| CN204159613U (zh) | 一种新型泡腾片筛片除尘装置 | |
| CN207238259U (zh) | 一种防尘罩及应用该防尘罩的面包糠用包装机 | |
| CN208913849U (zh) | 一种便于手机镜片固定的研磨加工装置 | |
| CN209396479U (zh) | 一种泡腾片输送梳理机 | |
| CN208305723U (zh) | 一种有助于提高材料流动性的注塑机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5448501 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |