JP2010014515A - ロール状被検査物の表面欠陥検査装置 - Google Patents
ロール状被検査物の表面欠陥検査装置 Download PDFInfo
- Publication number
- JP2010014515A JP2010014515A JP2008174217A JP2008174217A JP2010014515A JP 2010014515 A JP2010014515 A JP 2010014515A JP 2008174217 A JP2008174217 A JP 2008174217A JP 2008174217 A JP2008174217 A JP 2008174217A JP 2010014515 A JP2010014515 A JP 2010014515A
- Authority
- JP
- Japan
- Prior art keywords
- light
- inspection
- inspection object
- surface defect
- illumination means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
ロール状の被検査物の表面を光学的に検査する検査装置について、検査照射光の一部を遮蔽する遮蔽物が存在するような構成であっても装置コストを大きく増加させることなしに表面欠陥が精度よく検出されるように、検査光の照射法を工夫すること。
【解決手段】
ロール状の被検査物を支持し回転させる被検査物保持手段と、被検査物表面にライン状の光を照射する照明手段と、その反射あるいは拡散する光を検出するラインセンサを有し、そのセンサ出力を処理して被検査物の表面欠陥を検出する表面欠陥検査装置について、照明手段の発光領域を変化させて、被検査物への光の照射範囲を制御すること。
上記の照明手段の発光領域を変化させる手段の一つは、前記照明手段と被検査物の間に遮光板を設けることであり、または、他の一つは、複数の光源から構成され、各光源の点灯、消灯を制御することにより、照明手段の発光領域を変化させることである。
【選択図】 図3
Description
また近年、複写機等の高画質・高解像度化に伴い、検査装置には微小欠陥を高精度で検出できる能力が求められてきている。微小欠陥を検出するためには、ラインセンサの撮像位置を反射光分布が正反射光により近い位置に配置することが必要であるが、正反射光に近い位置にラインセンサを配置した場合、被検査物回転時の振れなどにより反射光分布が変化し、その光量変化を欠陥による変化と誤認してしまうという問題が生じる。被検査物回転時の振れを抑えるため、寸法精度が高い被検査物内面をコレットチャック等により保持し、回転させる方式が採用されている。
例えば、2種類のローラを製造しており、片方の種類の方が、直径、長さともに小さい場合には、被検査物の保持手段は、図11に示すように、コレットチャックの大径部よりも内側に小径のコレットチャックを配置するのが一般的である。ただし、このような構成では、配置によって図12に示すように、コレットチャックの大径部が照射手段からの検査光を遮蔽し、このために小径部に支持された被検査物の検査領域に影ができてしまう。検査領域内に影ができると、その影が欠陥として認識(誤認)されしまうため、良否判定率が低下するという問題が生じる。
照明手段の発光領域を変化させる手段の一つは、前記照明手段と被検査物の間に遮光板を設けることである(請求項2)。
また、照明手段の発光領域を変化させる他の手段は、前記照明手段が複数の光源から構成され、各光源の点灯、消灯をそれぞれ制御することにより、照明手段の発光領域を変化させることである(請求項4)。
1.請求項1の発明の効果
照明手段の発光領域を変化させることにより表面検査における表面欠陥誤認の原因となる検査光の影をなくすことができ、したがって、表面検査の精度を向上させることができる。
コレットチャック等の遮蔽物によって被検査物に影ができる場合であっても、光源前面の一部に遮光板を配置し、その位置を調整(変更)して照射手段の発光領域を制御することによって、検査光の影による良品部分のラインセンサ出力の変化をなくすことができる。したがって、装置コストを大きく増加させることなしに表面欠陥を高精度で検出することができる。
被検査物の種類によって影のでき方が異なっても、被検査物の種類に応じて前記遮光板の位置を制御することにより、影のでき方によらず、検査光の影による良品部分のラインセンサ出力の変化をなくすことができることから、複数の種類の被検査物に対応できる検査装置が提供される。
照明手段の発光領域を変化させて、被検査物への光の照射範囲を制御する工程を備えていることにより、表面検査における表面欠陥誤認の原因となる検査光の影をなくすことができるから、遮蔽物が存在するような構成である場合でも、コストを大きく増加させることなしに、ロール状の被検査物の表面欠陥を精度よく検出できる表面欠陥検査方法が提供される。
まず表面欠陥検査装置に係る第1の発明の実施例について説明する。
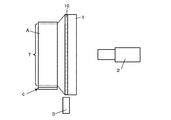
図1に示すように、表面欠陥検査装置は、ロール状の被検査物A,B(図2、図3)を支持し回転させる保持手段であるコレットチャックcと、被検査物A,Bの表面にライン状の光を照射する照明手段1と、被検査物の外観を検査するための撮像手段であり、被検査物からの反射光もしくは拡散光を検出するラインセンサ2と、照明手段1と被検査物の間に配置された遮光板3を備えている。なお、この遮光板3は照明手段1からの光の一部を選択的に遮るためのものである。
遮光板3は、その位置を制御する遮光板位置制御コントローラ(図示なし)により、光軸上にあって検査光(照明手段1から被検査物A,Bに照射される光)の一部を遮る状態と、同光を遮らない状態を選択的にとることができるようになっている。
図2に示すように、大径の被検査物Aを検査する時は、コレットチャックによって被検査物Aをその下段c1で保持し、駆動手段(図示略、以下同じ)によってコレットチャックcを回転させて被検査物Aを回転させる。単一の光源による照明手段1からライン光を照射し、その反射光あるいは拡散光をラインセンサで測定する。遮光板3は光軸から外れて照明手段1から被検査物Aへ照射される光を遮らない状態をとっている。したがって、図中に点線で示した被検査物Aの検査領域Tには光源からの光が一様に照射される。
被検査物Aの表面に欠陥がある場合には、当該欠陥部分で反射光分布が変化するので、ラインセンサで得た情報に基づいて演算処理して欠陥部の特徴量を算出して、算出した特徴量を判定スレッシュと比較することによって、被検査物の表面の欠陥の有無(表面精度の良否)の判定を行う。
この表面欠陥検査装置は前述した図1に示す構成と似ており、ロール状の被検査物Bを支持し回転させる保持手段であるコレットチャックcと、被検査物Bの表面にライン状の光を照射する照明手段11と、被検査物の外観を検査するための撮像手段であり、被検査物Bからの反射光もしくは拡散光を検出するラインセンサ2とを備えている。
小径の被検査物Bを検査する時は、コレットチャックcの上段c2によって被検査物Bを保持し、駆動手段によってコレットチャックcを回転させて、被検査物Bを回転させる。ライン状光源a,bからライン光を照射し、その反射光あるいは拡散光をラインセンサ2で測定する。このとき、ライン状光源aおよびbがともに点灯状態にあると、図12に示すように小径の被検査物Bを保持するためのコレットチャックの下段c1が照明手段11からの光の一部を遮蔽して被検査物の端部に影sができる。そしてこのように検査領域T内に影sができると、これが欠陥として誤認(誤認識)されてしまう。
T:検査領域
a,b:ライン状光源
1,11:照明手段
2:ラインセンサ
3:遮光板
10:発光領域
Claims (6)
- ロール状の被検査物を支持し回転させる被検査物保持手段と、被検査物表面にライン状の光を照射する照明手段と、その反射あるいは拡散する光を検出するラインセンサを有し、そのセンサ出力を処理して被検査物の表面欠陥を検出する表面欠陥検査装置において、
上記照明手段の発光領域を変化させて、被検査物への光の照射範囲を制御することを特徴とする表面欠陥検査装置。 - 前記照明手段と被検査物の間に遮光板を設けることにより、照明手段の発光領域を変化させることを特徴とする請求項1に記載の表面欠陥検査装置。
- 被検査物の種類に応じて前記遮光板の位置を制御することを特徴とする請求項2に記載の表面欠陥検査装置。
- 前記照明手段が、複数の光源から構成され、各光源の点灯、消灯をそれぞれ制御することにより、照明手段の発光領域を変化させることを特徴とする請求項1に記載の表面欠陥検査装置。
- 被検査物の種類に応じて前記照明手段における各光源の点灯、消灯をそれぞれ制御することを特徴とする請求項4に記載の表面欠陥検査装置。
- 照明手段の発光領域を変化させて、ロール状の被検査物への光の照射範囲を制御した状態で、上記被検査物を被検査物保持手段で支持し回転させ、上記照明手段によって被検査物の表面に照射された光の反射光あるいは拡散光をラインセンサで検出し、センサ出力を処理して被検査物の表面欠陥を検出することを特徴とするロール状検査物の表面欠陥検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174217A JP5234502B2 (ja) | 2008-07-03 | 2008-07-03 | ロール状被検査物の表面欠陥検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174217A JP5234502B2 (ja) | 2008-07-03 | 2008-07-03 | ロール状被検査物の表面欠陥検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010014515A true JP2010014515A (ja) | 2010-01-21 |
| JP5234502B2 JP5234502B2 (ja) | 2013-07-10 |
Family
ID=41700760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008174217A Active JP5234502B2 (ja) | 2008-07-03 | 2008-07-03 | ロール状被検査物の表面欠陥検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5234502B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120008521A (zh) * | 2025-04-22 | 2025-05-16 | 靖江市钜顺精密轻合金成型科技有限公司 | 一种离合器壳生产用尺寸检验装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01262448A (ja) * | 1988-04-13 | 1989-10-19 | Kirin Brewery Co Ltd | 壜の胴部検査装置 |
| JPH06118007A (ja) * | 1992-10-08 | 1994-04-28 | Fuji Xerox Co Ltd | 円筒体の表面欠陥検査方法およびその装置 |
| JPH0755710A (ja) * | 1993-08-11 | 1995-03-03 | Fuji Electric Co Ltd | 感光体ドラムの欠陥検査装置 |
| JP2005208054A (ja) * | 2003-12-25 | 2005-08-04 | Showa Denko Kk | 表面検査方法および同装置 |
-
2008
- 2008-07-03 JP JP2008174217A patent/JP5234502B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01262448A (ja) * | 1988-04-13 | 1989-10-19 | Kirin Brewery Co Ltd | 壜の胴部検査装置 |
| JPH06118007A (ja) * | 1992-10-08 | 1994-04-28 | Fuji Xerox Co Ltd | 円筒体の表面欠陥検査方法およびその装置 |
| JPH0755710A (ja) * | 1993-08-11 | 1995-03-03 | Fuji Electric Co Ltd | 感光体ドラムの欠陥検査装置 |
| JP2005208054A (ja) * | 2003-12-25 | 2005-08-04 | Showa Denko Kk | 表面検査方法および同装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120008521A (zh) * | 2025-04-22 | 2025-05-16 | 靖江市钜顺精密轻合金成型科技有限公司 | 一种离合器壳生产用尺寸检验装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5234502B2 (ja) | 2013-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010223613A (ja) | 光学検査装置 | |
| JP7274312B2 (ja) | 自動光学検査のための光学系 | |
| TW201339742A (zh) | 用於標線的時變強度圖之產生 | |
| JP4615532B2 (ja) | 欠陥検査装置、照明装置 | |
| US20050220330A1 (en) | Method of inspecting an mura defect in a pattern and apparatus used for the same | |
| JP5830229B2 (ja) | ウエハ欠陥検査装置 | |
| JP6038434B2 (ja) | 欠陥検査装置 | |
| JP2004309287A (ja) | 欠陥検出装置、および欠陥検出方法 | |
| JP5826578B2 (ja) | 画像取得装置 | |
| JP2008286791A (ja) | 表面欠陥検査方法及び装置 | |
| JP5393973B2 (ja) | ロッドレンズアレイ検査装置及び方法 | |
| JP6039119B1 (ja) | 欠陥検査装置 | |
| JP5234502B2 (ja) | ロール状被検査物の表面欠陥検査装置 | |
| JP2020085587A (ja) | ガラス板の製造方法、及びガラス板の製造装置 | |
| JP4630945B1 (ja) | 欠陥検査装置 | |
| JPH06118007A (ja) | 円筒体の表面欠陥検査方法およびその装置 | |
| JP5234038B2 (ja) | 金属の欠陥検出方法 | |
| JP5415162B2 (ja) | 円筒体の表面検査装置 | |
| JP2005043229A (ja) | 透明板欠陥検査装置 | |
| JP5521283B2 (ja) | 基板検査装置 | |
| JP2004212202A (ja) | 透光体の外観検査方法及び装置 | |
| JP2021189142A (ja) | 燃料電池セパレータの検査装置 | |
| JP2009222629A (ja) | 被検物端面検査装置 | |
| JP3428772B2 (ja) | 表面検査装置 | |
| KR20090054137A (ko) | Cis 센서 모듈을 이용한 광학필름 결함 검사장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120718 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130317 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |