JP2010012844A - トロリ線懸吊用ハンガの加工装置及び予備成形装置 - Google Patents
トロリ線懸吊用ハンガの加工装置及び予備成形装置 Download PDFInfo
- Publication number
- JP2010012844A JP2010012844A JP2008172923A JP2008172923A JP2010012844A JP 2010012844 A JP2010012844 A JP 2010012844A JP 2008172923 A JP2008172923 A JP 2008172923A JP 2008172923 A JP2008172923 A JP 2008172923A JP 2010012844 A JP2010012844 A JP 2010012844A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- shaped
- trolley wire
- hanger
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Press Drives And Press Lines (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
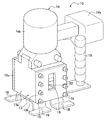
【解決手段】トロリ線懸吊用ハンガ1の加工装置10は、U字形帯状ワークWを所定寸法に切断してその両端にトロリ線把持部材の連結部2をプレス成形するものであって、U字形帯状ワークWの両端を同時に切断する切断部11と、U字形帯状ワークWの両端部を別々にプレス成形する成形部12とを同一のハウジング13内に収容するとともに、切断部11と成形部12を直線運動により作動させる共通の電動式油圧駆動装置17をハウジング13の外部に一体に設けてある。
【選択図】図3
Description
図1は本実施形態に係るトロリ線懸吊用ハンガの加工装置を示す斜視図、図2は図1のハウジングの一部を切り欠いて示す正面図、図3は図1のA−A線断面図、図4は図3の成形部の作動状態を示す図、図5(a)は図3のワーク係止部を拡大して示す図で、同図を矢印B方向から見た図、図5(b)は図5(a)のC−C線断面図、図6は図2の右側面図である。
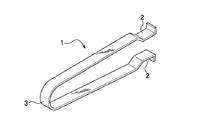
この予備成形装置50は、一端をピン51で枢支結合した一対のロッド52と、これらロッド52のピン51の両側に設けた一対の断面L型のワーク保持部53とを備えている。なお、ロッド52の結合端は円弧状に形成されるとともに、ワーク保持部53とロッド52との間には、帯状ワークW0の肉厚よりも若干大きな隙間が形成されている。
そして、図7に示すようにワーク保持部53とロッド52の間に帯状ワークW0を差し込み、図8に示すようにロッド52をピン51を支点として回転させて帯状ワークW0をU字状に屈曲成形する。これにより、図9に示すようなU字形帯状ワークWが成形されることになる。
2 連結部
3 湾曲部
10 加工装置
11 切断部
11A 可動刃
11B 固定刃
12 成形部
13 ハウジング
13a ハウジング本体
13b 側板
13c 側板
14 電動式油圧駆動装置
14a 電動モータ部
14b 油圧駆動部
20 矩形空間
21 下型
22 ガイド部材
23 上型
24 ワーク挿通孔
25 ワーク保持部材
26 スプリング
27 ワーク挿通孔
28 孔
29 ワーク位置決めピン
30 溝
31 ワーク係止部
32 ワーク位置決め段部
33 出力ロッド
34 巻尺装置
34a 巻尺
50 予備成形装置
51 ピン
52 ロッド
53 ワーク保持部
100 基準プレート
100a 係止部
100b 係止部
PM ペイントマーカ
W U字形帯状ワーク
W0 帯状ワーク
Claims (5)
- U字形帯状ワークを所定寸法に切断してその両端にトロリ線把持部材の連結部をプレス成形するトロリ線懸吊用ハンガの加工装置であって、前記U字形帯状ワークの両端を同時に切断する切断部と、前記U字形帯状ワークの両端部を別々にプレス成形する成形部とを同一のハウジング内に収容し、前記切断部と前記成形部を共通の駆動源の直線運動によって作動させるように構成したことを特徴とするトロリ線懸吊用ハンガの加工装置。
- 前記切断部を前記駆動源と前記成形部の間に配置するとともに、前記切断部の固定刃と前記成形部の固定金型を前記ハウジングに固設し、前記切断部の可動刃と前記成形部の可動金型を一体に構成したことを特徴とする請求項1に記載のトロリ線懸吊用ハンガの加工装置。
- 前記ハウジングに、前記可動金型を移動自在に支持するガイド部材を固設するとともに、該可動金型に、ワーク挿通孔を有するワーク保持部材を固設し、該ワーク保持部材のガイド部材側端縁に前記可動刃を形成し、前記ガイド部材のワーク保持部材側端縁に前記固定刃を形成したことを特徴とする請求項2に記載のトロリ線懸吊用ハンガの加工装置。
- 前記帯状ワークの切断部に送るべき寸法を示すガイド手段を設けたことを特徴とする請求項1ないし請求項3のいずれか1項に記載のトロリ線懸吊用ハンガの加工装置。
- 一端を枢支結合した一対のロッドと、該ロッドの結合点の両側に設けた一対のワーク保持部とを備え、該ワーク保持部と前記ロッドの間に帯状ワークを差し込み、前記ロッドを結合点を支点として回転させて前記帯状ワークをU字状に屈曲成形することを特徴とするトロリ線懸吊用ハンガの予備成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172923A JP5281323B2 (ja) | 2008-07-02 | 2008-07-02 | トロリ線懸吊用ハンガの加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172923A JP5281323B2 (ja) | 2008-07-02 | 2008-07-02 | トロリ線懸吊用ハンガの加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012844A true JP2010012844A (ja) | 2010-01-21 |
| JP5281323B2 JP5281323B2 (ja) | 2013-09-04 |
Family
ID=41699391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008172923A Expired - Fee Related JP5281323B2 (ja) | 2008-07-02 | 2008-07-02 | トロリ線懸吊用ハンガの加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5281323B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105584084A (zh) * | 2014-10-22 | 2016-05-18 | 富鼎电子科技(嘉善)有限公司 | 锁紧机构 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5669541U (ja) * | 1979-10-27 | 1981-06-09 | ||
| JPS6226230U (ja) * | 1985-07-31 | 1987-02-18 | ||
| JPH10157493A (ja) * | 1996-11-27 | 1998-06-16 | Tobu Tetsudo Kk | ハンガバーの成形装置と成形方法 |
| JPH1120515A (ja) * | 1997-06-30 | 1999-01-26 | Kansai Electric Power Co Inc:The | 電車線ハンガ用曲げ工具 |
-
2008
- 2008-07-02 JP JP2008172923A patent/JP5281323B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5669541U (ja) * | 1979-10-27 | 1981-06-09 | ||
| JPS6226230U (ja) * | 1985-07-31 | 1987-02-18 | ||
| JPH10157493A (ja) * | 1996-11-27 | 1998-06-16 | Tobu Tetsudo Kk | ハンガバーの成形装置と成形方法 |
| JPH1120515A (ja) * | 1997-06-30 | 1999-01-26 | Kansai Electric Power Co Inc:The | 電車線ハンガ用曲げ工具 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105584084A (zh) * | 2014-10-22 | 2016-05-18 | 富鼎电子科技(嘉善)有限公司 | 锁紧机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5281323B2 (ja) | 2013-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230216262A1 (en) | Wire stripping die for crimping tool | |
| JP2011031390A (ja) | 浮動状態で支持されるパンチ(スタンプ)を備えた打抜き工具 | |
| CN110883213B (zh) | 一种连续性钣金加工方法 | |
| JP2005141909A (ja) | コンタクトフィード付き圧着プレス | |
| US20040007041A1 (en) | Crimping press with contact feed | |
| KR101818593B1 (ko) | 밴딩펀치와 이를 갖춘 프레스 밴딩 금형 | |
| JP5281323B2 (ja) | トロリ線懸吊用ハンガの加工装置 | |
| WO2011058797A1 (ja) | トムソン刃の打ち抜き装置 | |
| US3628228A (en) | Apparatus for crimping electrical connectors to wires | |
| JP6666777B2 (ja) | スライドファスナー用務歯成形装置のカッティングパンチ | |
| CN211789941U (zh) | 线缆端部端子铆压机构及双重打端设备 | |
| CN219294047U (zh) | 一种可调式定位结构及料片切割工装 | |
| CN212397835U (zh) | 一种设有新型侧滑块复位机构的模具 | |
| CN210172391U (zh) | 冲压模具中的自调板件定位器 | |
| JPH0950720A (ja) | 圧接ハーネス製造装置及び圧接ハーネス製造方法 | |
| CN216162089U (zh) | 一种气动压接模具 | |
| CN223222553U (zh) | 一种插接针卷料切割装置 | |
| CN111545690B (zh) | 一种半开式弹簧卡箍成型设备及其成型方法 | |
| CN223993285U (zh) | 一种电池二封限位夹具 | |
| JP6327971B2 (ja) | コイルスプリングの巻き端部の金属線材切断装置 | |
| CN217831654U (zh) | 一种新型料带用焊锡脚裁切机构 | |
| CN223819558U (zh) | 卡簧成型机 | |
| CN106684667B (zh) | 模具以及包括该模具的冲压装置 | |
| CN213905292U (zh) | 一种质谱仪样品靶的进样传动机构 | |
| CN214640631U (zh) | 一种用于汽车钢板弹簧生产的剪切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101203 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20101220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20101220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110124 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110407 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110407 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130524 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |