JP2010005792A - 二材成形用射出成形機 - Google Patents
二材成形用射出成形機 Download PDFInfo
- Publication number
- JP2010005792A JP2010005792A JP2008164139A JP2008164139A JP2010005792A JP 2010005792 A JP2010005792 A JP 2010005792A JP 2008164139 A JP2008164139 A JP 2008164139A JP 2008164139 A JP2008164139 A JP 2008164139A JP 2010005792 A JP2010005792 A JP 2010005792A
- Authority
- JP
- Japan
- Prior art keywords
- die plate
- mold
- rotating
- movable
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 70
- 238000001746 injection moulding Methods 0.000 title claims abstract description 68
- 238000002347 injection Methods 0.000 claims abstract description 115
- 239000007924 injection Substances 0.000 claims abstract description 115
- 238000010438 heat treatment Methods 0.000 claims abstract description 89
- 238000000465 moulding Methods 0.000 claims abstract description 47
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 239000002826 coolant Substances 0.000 claims description 26
- 230000002452 interceptive effect Effects 0.000 abstract description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 30
- 230000001133 acceleration Effects 0.000 description 17
- 238000012546 transfer Methods 0.000 description 15
- 238000001816 cooling Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 13
- 230000002265 prevention Effects 0.000 description 7
- 238000000748 compression moulding Methods 0.000 description 5
- 239000003086 colorant Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000004904 shortening Methods 0.000 description 3
- 208000028292 transient congenital hypothyroidism Diseases 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 238000004590 computer program Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000010720 hydraulic oil Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- KYKAJFCTULSVSH-UHFFFAOYSA-N chloro(fluoro)methane Chemical compound F[C]Cl KYKAJFCTULSVSH-UHFFFAOYSA-N 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010097 foam moulding Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
Images












Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の第一射出ユニット、第二射出ユニットを有する二材成形用射出成形機において、二次側の第一射出ユニット側での射出成形を行うに先立ち、一次側の第二射出ユニット側での射出成形後、回転ダイプレートの180度回転が完了するまでの間に、金型の加熱を開始するようにした。また、加熱開始後、回転ダイプレートの180度回転が完了するまで、つまり型閉を行うまでは、金型温度を、加熱開始時の金型温度よりも高く、かつ射出時における金型温度よりも低く設定された温度領域内に維持するようにした。
【選択図】図8
Description
そして、まず、回転ダイプレートの一方の金型を可動ダイプレートの金型に対向させた状態で、双方の間に形成される一次側のキャビティに第一の樹脂を射出して加圧成形する。次いで、得られた成形品を回転ダイプレートの金型に付けたまま回転ダイプレートを回転させ、固定ダイプレートの金型に対向させる。そして、固定ダイプレートの金型と回転ダイプレートの金型との間に形成される二次側のキャビティに第二の樹脂を射出して加圧成形する。
このようにして、互いに材質や色が異なる第一の樹脂と第二の樹脂とからなる成形品を得ることができる。
このように金型の温度制御を行う手法を、上記したような複数のキャビティを有する二材料用の射出成形機に適用しようとした場合、以下に示すような問題が存在する。
第一の射出ユニットまたは第二の射出ユニットでの射出成形完了後、第二の射出ユニットまたは第一の射出ユニットで射出充填するために反転台を180度回転させるに先立ち、熱媒体通路に加熱媒体を供給して第一のキャビティおよび/または第二のキャビティの加熱を開始することで、反転台を180度回転させた後に熱媒体通路に加熱媒体を供給して第一のキャビティおよび/または第二のキャビティを加熱するのに要する時間を短縮できる。そして、反転台の回転完了までの加熱を、予め定められた温度に留めることで、反転台を180度回転させた後に、固定側金型と当該固定金型に対向した回転金型、および可動側金型と当該可動金型に対向した回転金型を型閉するときに、固定側金型、可動側金型、回転金型が互いに干渉するのを防ぐ。
なお、第一の射出ユニット、第二の射出ユニットにおける射出順序は問うものではない。第一のキャビティと第二のキャビティにおいては、異なる色、異なる材料、異なる成形方法を組み合わせることができる。また、加熱は、第一のキャビティ、第二のキャビティのいずれか一方でも良いし双方でも良い。同様に、熱媒体通路も、固定側金型、可動側金型、回転金型の少なくとも一つに形成すればよい。
その場合、各電動モータの少なくとも一つはサーボモータとするのが好ましい。
フィードバック制御での速度制御の際に、加速時又は減速時の速度制御は、一定の加速度で一次直線に従い加速、又は減速を行うのが好ましい。また、加速制御から一定速度制御への切換時、または一定速度制御から減速制御への切換時の速度制御は、加速と一定速度、または一定速度と減速の各一次直線速度が、それぞれ接線となる二次曲線に従って速度制御を行うのが好ましい。
さらに、成形品突き出し装置の動作制御の際、制御信号を無線により送受信が可能な通信装置を備えることもできる。
また、上記のような二材成形用射出成形機を用い、反転台上の回転ダイプレートを180度回転するとき、最短の回転時間となるように電動モータにより回転加速、回転速度維持、回転減速を制御することを特徴とする二材成形用射出成形機の制御方法とすることもできる。
反転の高速化と反転のための型開閉時間の短縮は、成形品が大気に曝される時間を短縮でき、成形品の温度低下に伴う不都合を抑制することができる。成形品が大気に曝されると成形品の表面温度が低下し、二材の一体化成形の為の二材の密着性が低下するので、成形品が大気に曝される時間は、実用上40秒乃至50秒程度、好ましくは30秒以下とすることが良い。更に好ましくは20秒以下にすることが良い。また、回転停止位置の高精度制御は、位置決めピンとの嵌合を容易確実にする効果がある。さらに、大部分のダイプレートの動作を電動駆動にすることにより成形装置のクリーン性が良くなる。
以下、第1の実施の形態を図に基づいて説明する。
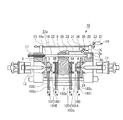
図1に示すように、二材成形用射出成形機10の基台1の一端には、固定側金型4を取付けた固定ダイプレート2が固定状態で設けられている。基台1の上には、固定ダイプレート2に対向して、回転金型A(6A)、回転金型B(6B)を取付けた回転ダイプレート9と、可動側金型5を取付けた可動ダイプレート3とが、移動可能に載置されている。
なお、可動ダイプレート3と反転台7とは、ガイドレール19によってガイドされ移動するのが好ましいが、本発明においては、例えば摺動板等であっても何ら実用上の支障は無い。
図2に示すように、二材成形用射出成形機10の両側に対称に一対設置される可動ダイプレート開閉手段14は、基台1又は固定ダイプレート2に固設されたサーボモータA(電動モータ)(21)と、ボールねじ軸A(22)と、基台1又は固定ダイプレート2に固設され且つボールねじ軸A(22)を回転自在に軸方向を拘束して支える支え台26と、ボールねじ軸A(22)のボールねじ22aと螺合するボールねじナットA(24)と、ボールねじナットA(24)を取付け且つ可動ダイプレート3に固設されたナット支持台25と、サーボモータA(21)の回転力をボールねじ軸A(22)に伝える動力伝達機構23(例えば歯車プーリーと歯付きベルト、歯車減速機等)とにより構成され、一対のサーボモータA(21)は同調運転され、可動ダイプレート3は固定ダイプレート2に平行に開閉移動することができる。
図4に示すように、回転ダイプレート回転手段16は、反転台7に取付けられたサーボモータC(電動モータ)(41)と、サーボモータC(41)に取付けられたピニオン42と、ピニオン42と噛み合い、回転ダイプレート9に一体に設けられた大歯車43と、回転ダイプレート9が固定ダイプレート2(または、可動ダイプレート3)とした位置と、その位置から180度回転した位置とで位置決めする位置決めピン44とで構成される。なお、回転ダイプレート9と一体の下軸8は、軸受を介して反転台7に対して回転可能となっている。
これにより、高い精度での位置決めを実現することができる。
これにより、成形のハイサイクル化を実現することができる。
第二射出ユニット12は、可動ダイプレート3側に設置され、可動側金型5と回転金型B(6B)または回転金型A(6A)とで形成するキャビティ(第二のキャビティ)への樹脂射出に使用され、その稼動時には可動ダイプレート3の開閉移動に伴って移動する。
図1に示したように、第二射出ユニット12は、可動ダイプレート3とともに大ストローク移動可能であるが、第二射出ユニット12は連結固定部材63を介して、可動ダイプレート3に連結固定された摺動式基台64の上に載置されている。摺動式基台64がガイドレール19にガイドされて移動することにより、第二射出ユニット12は可動ダイプレート3の動作に遅れることなく、追従、移動できるようになっている。
なお、ここでは、加熱媒体、冷却媒体として、スチームと水を示したが、これ以外にも、加熱媒体には、加圧熱水、油等を、冷却媒体にはフロン、液体窒素等を用いることも可能である。
熱媒水供給管103i、103oの一端は、図6に示すように、固定側金型4、回転金型A(6A)、回転金型B(6B)、可動側金型5に直接接続することもできる。その場合、回転金型A(6A)、回転金型B(6B)の熱媒水通路101A、101Bに接続される熱媒水供給管103i、103oは、反転台7に固定状態に保持されている。
なお、図7においては、熱媒水供給管103i、103oの端部を、回転金型A(6A)、回転金型B(6B)の熱媒水通路101A、101Bに直接接続した例を示したが、可撓性のあるフレキシブル管等を介して、熱媒水供給管103i、103oの端部を回転金型A(6A)、回転金型B(6B)の熱媒水通路101A、101Bに連結させても良い。
ただし、図6、図7においては、熱媒水供給管103i、103oは、回転ダイプレート9の下方に示したが、熱媒水供給管103i、103oは、回転ダイプレート9の上方において、可撓性のあるフレキシブル管等に接続しても良い。
図8に示すように、タイミングT1において、回転ダイプレート9と可動ダイプレート3とを固定ダイプレート2に接近させて型を閉じる最初の型閉後、油圧シリンダ2aによる型締めを行う。型締め完了後のタイミングT2において、回転金型A(6A)または回転金型B(6B)と可動側金型5とで形成するキャビティに第二射出ユニット12から溶融した樹脂Aを射出充填する。射出充填の完了後、その状態を一定時間保持して冷却する。
樹脂Aが固化する時間の経過後のタイミングT3において、可動ダイプレート3と、回転ダイプレート9を積載する反転台7とを型開移動し、各ダイプレート2、9、3の間隔を充分に開く。そして、タイミングT4において、回転ダイプレート9を180度回転した後、タイミングT5において、可動ダイプレート3と回転ダイプレート9とを再型閉する。
この再型閉後の二次射出成形工程は、油圧シリンダ2aによる型締め後のタイミングT6(=T2)において、回転金型A(6A)または回転金型B(6B)に貼り付いている成形品と固定側金型4とで形成するキャビティに、第一射出ユニット11から溶融した樹脂Bを射出充填する。これにより、二材が重なった二材成形品が成形される。
また、同時に、第二射出ユニット12側においては、次の一次射出成形工程として、上記と同様にして、回転金型B(6B)または回転金型A(6A)と可動側金型5とで形成するキャビティに第二射出ユニット12から溶融した樹脂Aを射出充填する。
第一射出ユニット11、第二射出ユニット12からの射出充填の完了後、その状態を一定時間保持して冷却する。樹脂AとB両方ともが固化する時間の経過後のタイミングT7において、可動ダイプレート3と反転台7を型開移動して各ダイプレート2、9、3の間隔を充分に開く。そして、タイミングT8において、図示しないエジェクタにより、第一射出ユニット11側の回転金型A(6A)または回転金型B(6B)に貼り付いている二材成形品を機外に取り出す。
図8に、一連の射出成形サイクル中における温度変化を示した。なおここで、二材成形用射出成形機10の制御装置においては、固定側金型4、回転金型A(6A)、回転金型B(6B)、可動側金型5の温度(金型温度)をコントロールするため、図8においては金型温度の変化を示したが、キャビティ温度も実質的に等価である。
なお、固定側金型4、回転側金型A(6A)、回転側金型B(6B)、可動側金型5のうち、互いに対向して嵌合する金型間で加熱により温度差が生じる場合は、目標温度THOPは、当該温度差による熱膨張量の差が嵌合クリアランスより小さくなるような温度とする。
固定側金型4と、回転金型A(6A)または回転金型B(6B)の温度が予め定められた目標温度THSに到達したら、加熱媒体供給装置(図示無し)による加熱媒体の送り込みを停止しして加熱をOFFとし、保温する。ただし、熱エネルギの伝搬遅延により、金型温度は、加熱媒体の送り込み停止後、温度THまで上昇する。したがって、目標温度THSは、温度THを考慮した上で適宜設定される。
固定側金型4と、回転金型A(6A)または回転金型B(6B)の温度が予め定められた目標温度THに到達してから予め定めた一定時間の経過後、第二射出ユニット12側での射出動作を開始する。
また、型閉後における加熱は、中間温度からの加熱となるので、その加熱を短時間で行うために過度に急激に行う必要もなく、オーバーシュートを抑え、確実な温度制御を行える。したがって、特に、透明樹脂の成形を行う場合に有効であり、オーバーシュートによる熱劣化で透明樹脂が変色するのを抑えることが可能となる。
また、加熱開始後、回転ダイプレート9の180度回転が完了するまで、つまり型閉を行うまでは、金型温度を、加熱開始時の金型温度よりも高く、かつ射出時における金型温度よりも低く設定された温度領域内に維持するようにした。これにより、金型温度を均一にすることができるので、型閉時に金型温度が過度に高くなり、昇温度合いのバラつきに起因した膨張量の違い等により、固定側金型4と、回転金型A(6A)または回転金型B(6B)とが干渉してしまうのを防ぐことができる。
このようにして、金型の加熱を効率よく行いつつ、型を閉じるときに金型同士が干渉するのを防ぐとともに、キャビティ温度のオーバーシュートを防ぐことが可能となるのである。
例えば成形品(寸法1550mm×1200mmの二材成形品)を成形する金型として、回転金型の重量は18トン(9トン/1台×2台)ともなり、この金型を回転させるための回転ダイプレート9の重量は20トンともなるので、速い移動速度を選択すると必要加速動力が大きくなり、或いは加速に時間がかかり、駆動手段に大きな負担がかかる。また、急激な加速、減速は、振動の要因となる。
大きい駆動力に対しては油圧駆動手段が適しているが、この手段は重量物を移動するとき、位置を正確に制御するのが難しく時間がかかる。最近は精密な駆動手段であるボールねじの大容量化が進み、相当重量物の移動手段にもこのボールねじ装置が用いられるようになった。サーボモータで駆動するボールねじ装置はサーボモータの回転数をプログラム制御することにより、被駆動物の移動速度と停止位置の制御が容易となる。
これにより二材成形におけるサイクルの高速化が可能となり、また高い精度の動作が実現することができる。
これにより、速度切り換え時における衝撃の緩和となり、電動モータの過電流防止を行うことができ、衝撃による動作部材の損傷を防止、及び部材寿命の延命化が可能となる。
これにより、回転中心から遠方側の重量の低減に伴う回転慣性の低減を図ることができ、この結果、省エネ、高応答性、高精度での制御を実現することができる。
これにより、金型側に、成形品の突き出し用の成形品突出し装置を不要とすることができ、金型の構造を簡素化することができる。この結果、前記金型内可動部材動作の駆動装置を異なる金型で共用できるため、成形品毎に異なり、成形品毎に必要である金型の製造のコストの低減を図ることができる。
これにより、通信配線を有線の場合のための摺動仕様とする必要がなくなり、配線を簡素化することができる。この結果、回転ダイプレートを軽量化することができる。
図11は、回転金型A(6A)の角c2と、回転金型B(6B)の角c1の場合を示す。L1及びL2は、回転ダイプレート9の回転角度と、前記r1、r2の値から一義的に求まる変動数である。
ここで、回転金型A(6A)と回転金型B(6B)が同じ形状であれば、L1=L2である。
固定側金型4の厚さをa、固定ダイプレート2の金型取付け面から回転ダイプレート9の回転軸までの距離をb2、固定ダイプレート2の金型取付け面から可動側金型5の端面までの距離をb1とする。b1、b2は変動数である。
また、可動側金型5が回転中の回転金型B(6B)に向かって型閉移動するとき、b1−b2−L1=eとなったとき、可動ダイプレート3を減速、又は停止させる。
回転金型A(6A)が固定側金型4から離れる方向に移動するとき、及び、可動側金型5が回転金型B(6B)から離れる方向に型開移動するとき、まず、可動ダイプレート3が型開移動し、可動側金型5と回転金型B(6B)の間隔がeを越えた時点から、回転ダイプレート(9)を型開移動、または回転動作を開始させる。
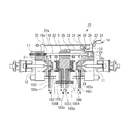
次に、本発明の第2の実施の形態について説明する。この第2の実施の形態が、第1の実施の形態と異なるところは、図12に示す二材成形用射出成形機30の平面模式図に示すように、可動ダイプレート3を駆動する可動ダイプレート開閉手段46のサーボモータA(21)とボールねじ軸47の支え台26を反転台7に設置した点であり、これ以外は第1の実施の形態と同じであるので、他の構成の説明は省く。
この第2の実施の形態の利点は、ボールねじ軸47を短くできるのでボールねじ軸47の危険速度が向上し、可動ダイプレート3の開閉速度を速くすることができる。また、回転ダイプレート9と可動ダイプレート3間を直接ボールねじで連結する為、型開閉時等の回転ダイプレート9と可動プレート3との相当距離を検知、制御する際に、回転ダイプレート9と可動ダイプレート3の相対位置の演算が不要であり、制御が容易にできる。
次に、本発明の第3の実施の形態について説明する。この第3の実施の形態が、第1の実施の形態と異なるところは、図13の回転ダイプレート9の概略側面図に示すように、回転ダイプレート回転手段50は、反転台7に取付けられたサーボモータC(41)と、サーボモータC(41)に取付けられた小歯車53と、小歯車53と噛み合う回転ダイプレート9に一体に設けられた大歯車52と、小歯車53と大歯車52に巻き掛けられたエンドレスの歯付きベルト54とで構成され、回転ダイプレート9を正逆方向に半回転させる回転駆動手段であることであり、これ以外は第1の実施の形態と同じであるので、他の構成の説明は省く。
本実施の形態によれば、直接、大歯車52と小歯車53とを当接させる必要が無く、大歯車52の回転軸と小歯車53の回転軸の距離を任意に設定できる為、大歯車52の直近に小歯車53を設置できない場合や、減速比を変更する必要が発生した場合に、軸間距離に制約されることが無く、歯車形状を選定できるという、利点がある。
次に、本発明の第4の実施の形態について説明する。この第4の実施の形態が、第1及び第2の実施の形態と異なるところは、図14の回転ダイプレート9の概略側面図に示すように、回転ダイプレート回転手段60は、動力伝達のために歯車やエンドレスベルト等を使用せず、反転台7に取付けられたサーボモータD(電動モータ)(56)が回転ダイプレート9と一体の台55の回転軸57に直結したダイレクトドライブ方式となっていることである。これ以外は第1の実施の形態と同じであるので、他の構成の説明は省く。
特に、射出圧縮成形を行う場合、型を微小寸法だけ開いた状態(寸開)で射出充填を行った後、型を閉じて圧縮成形を行うが、上述の如く型開閉を電動化することにより、寸開寸法を高精度に制御できる。また、本願に示す二材成形用射出成形機10の場合、金型およびダイプレートが直列に配置されているため、ダイプレート間の距離のバラつき(誤差)が累積して増大しやすいが、型開閉の電動化により、型開閉精度を高精度化できる。このようにして、成形品の肉厚精度を向上させることができる。
また、加熱冷却成形は、一ショットの中で加熱と冷却を交互に繰り返すが、加熱による金型の膨張量はバラつき易いことから、射出圧縮成形の際の寸開量もバラつきが発生する場合がある。実際の成形においては、射出圧縮成形の際の寸開量のバラつきが発生しても安定した肉厚の成形品が成形できるよう、寸開量の基準となる位置を見出す必要がある。しかし、このような基準位置は許容幅の狭いピンポイントな条件である場合が多い。これに対し、型開閉の電動化は、ピンポイントな条件でも再現性高く制御できるため、安定した肉厚の成形品が容易に成形できる。
Claims (6)
- 固定側金型が取付けられる固定ダイプレートと、
可動側金型が取付けられ、前記固定ダイプレートに対向し、前記固定ダイプレートに接近・離間する方向に移動可能な可動ダイプレートと、
前記可動ダイプレートと前記固定ダイプレートとの間に前記可動ダイプレートと同方向に移動可能に設置された反転台と、
前記反転台上に180度回転可能に設けられ、両面に前記可動側金型と前記固定側金型とに交互に対向する回転金型がそれぞれ取付けられる回転ダイプレートと、
前記可動ダイプレートを型開閉する可動ダイプレート型開閉手段と、
前記回転ダイプレートを型開閉する回転ダイプレート型開閉手段と、
前記固定ダイプレート、前記可動ダイプレート、前記回転ダイプレートを型締めする型締手段と、
前記固定側金型と当該固定金型に対向した前記回転金型との間に形成される第一のキャビティに樹脂材を可塑化して射出充填する第一の射出ユニットと、
前記可動側金型と当該可動金型に対向した前記回転金型との間に形成される第二のキャビティに樹脂材を可塑化して射出充填する第二の射出ユニットと、
前記固定側金型、前記可動側金型、前記回転金型の少なくとも一つに形成された熱媒体通路に加熱媒体を供給して前記第一のキャビティおよび/または前記第二のキャビティを加熱する加熱媒体供給装置と、
前記熱媒体通路に冷却媒体を供給して前記第一のキャビティおよび/または前記第二のキャビティを冷却する冷却媒体供給装置と、
前記加熱媒体供給装置および前記冷却媒体供給装置における前記加熱媒体および前記冷却媒体の供給を制御する制御部と、を備え、
前記制御部は、前記第一の射出ユニットまたは前記第二の射出ユニットでの射出成形完了後、前記第二の射出ユニットまたは前記第一の射出ユニットで射出充填するために前記反転台を180度回転させるに先立ち、前記熱媒体通路に前記加熱媒体を供給して前記第一のキャビティおよび/または前記第二のキャビティの加熱を開始し、前記反転台の回転完了時までに予め定められた温度まで加熱することを特徴とする二材成形用射出成形機。 - 前記制御部は、前記第一の射出ユニットまたは前記第二の射出ユニットでの射出成形完了後、前記第二の射出ユニットまたは前記第一の射出ユニットでの射出充填に先立って前記反転台を180度回転させる間、前記第一のキャビティおよび/または前記第二のキャビティを、予め定められた温度領域内に維持することを特徴とする請求項1に記載の二材成形用射出成形機。
- 前記型締手段は油圧シリンダによって駆動され、
前記可動ダイプレート開閉手段および前記回転ダイプレート開閉手段は、それぞれ電動モータによって駆動されることを特徴とする請求項1または2に記載の二材成形用射出成形機。 - 前記可動ダイプレート開閉手段は、前記電動モータに駆動されるボールねじ軸と、前記可動ダイプレートに取付けられて前記ボールねじ軸に螺合するボールねじナットと、を備え、
前記回転ダイプレート開閉手段は、前記電動モータに駆動されるボールねじ軸と、前記反転台に取付けられて前記ボールねじ軸に螺合するボールねじナットと、を備えることを特徴とする請求項3に記載の二材成形用射出成形機。 - 前記可動ダイプレート開閉手段は、前記固定ダイプレートまたは前記二材成形用射出成形機の基台に固定された前記電動モータに駆動されるボールねじ軸と、前記可動ダイプレートに取付けられて前記ボールねじ軸と螺合するボールねじナットと、を備えることを特徴とする請求項3に記載の二材成形用射出成形機。
- 前記可動ダイプレート開閉手段は、前記反転台に固定された前記電動モータに駆動され、前記反転台に固設された支え台にボールベアリングを介して回転自在に支持されたボールねじ軸と、前記可動ダイプレートに固設されて前記ボールねじ軸と螺合するボールねじナットと、を備えることを特徴とする請求項3に記載の二材成形用射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164139A JP5105087B2 (ja) | 2008-06-24 | 2008-06-24 | 二材成形用射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164139A JP5105087B2 (ja) | 2008-06-24 | 2008-06-24 | 二材成形用射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005792A true JP2010005792A (ja) | 2010-01-14 |
| JP5105087B2 JP5105087B2 (ja) | 2012-12-19 |
Family
ID=41586841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008164139A Active JP5105087B2 (ja) | 2008-06-24 | 2008-06-24 | 二材成形用射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5105087B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010149448A (ja) * | 2008-12-26 | 2010-07-08 | Japan Steel Works Ltd:The | 多色成形品の成形方法と多色成形用金型 |
| JP2011178095A (ja) * | 2010-03-03 | 2011-09-15 | Meiki Co Ltd | 複合成形品用射出成形機の型締装置およびその作動方法 |
| JP2012218366A (ja) * | 2011-04-12 | 2012-11-12 | Ube Machinery Corporation Ltd | 回転金型支持装置 |
| JP2013166378A (ja) * | 2013-04-15 | 2013-08-29 | Meiki Co Ltd | 複合成形品用射出成形機の型締装置およびその作動方法 |
| JP2013538708A (ja) * | 2010-08-25 | 2013-10-17 | クラウスマッファイ テクノロジーズ ゲーエムベーハー | 非中央の制御装置を備える反転盤式射出成形機 |
| JP2013215968A (ja) * | 2012-04-06 | 2013-10-24 | Ube Machinery Corporation Ltd | 射出成形用金型、射出成形装置及び射出成形方法 |
| ITAN20130072A1 (it) * | 2013-04-10 | 2014-10-11 | Fintema S R L | Struttura di stampo di formatura, in multi-iniezione, di manufatti plastici |
| ITAN20130073A1 (it) * | 2013-04-10 | 2014-10-11 | Fintema S R L | Struttura integrata di stampo di formatura, in multi-iniezione, di manufatti plastici. |
| WO2015186246A1 (ja) * | 2014-06-06 | 2015-12-10 | 三菱重工プラスチックテクノロジー株式会社 | 射出成形方法、射出成形機 |
| JP2019111672A (ja) * | 2017-12-21 | 2019-07-11 | 株式会社日本製鋼所 | 射出吹込成形機の型開閉方法 |
| CN114506010A (zh) * | 2022-02-24 | 2022-05-17 | 江苏锐创阀业有限公司 | 一种高强度换热器管钢衬板的模压成型工艺 |
| CN115847729A (zh) * | 2022-11-29 | 2023-03-28 | 太仓市天丝利塑化有限公司 | 鲨鱼鳍天线的双射流道模具装置、工作方法及鲨鱼鳍天线 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0584747A (ja) * | 1991-09-25 | 1993-04-06 | Mitsubishi Heavy Ind Ltd | プラスチツク成形機の金型温度調整装置 |
| JP2000309045A (ja) * | 1999-04-28 | 2000-11-07 | Sumitomo Heavy Ind Ltd | 金型反転式成形機における反転金型部への温調配管装置 |
| JP2006168223A (ja) * | 2004-12-16 | 2006-06-29 | Meiki Co Ltd | 多材質射出成形機 |
| JP2008080670A (ja) * | 2006-09-28 | 2008-04-10 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | 二材成形用射出成形機及び制御方法 |
| JP2009119692A (ja) * | 2007-11-14 | 2009-06-04 | Toyota Industries Corp | ロータリ式射出成形機 |
-
2008
- 2008-06-24 JP JP2008164139A patent/JP5105087B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0584747A (ja) * | 1991-09-25 | 1993-04-06 | Mitsubishi Heavy Ind Ltd | プラスチツク成形機の金型温度調整装置 |
| JP2000309045A (ja) * | 1999-04-28 | 2000-11-07 | Sumitomo Heavy Ind Ltd | 金型反転式成形機における反転金型部への温調配管装置 |
| JP2006168223A (ja) * | 2004-12-16 | 2006-06-29 | Meiki Co Ltd | 多材質射出成形機 |
| JP2008080670A (ja) * | 2006-09-28 | 2008-04-10 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | 二材成形用射出成形機及び制御方法 |
| JP2009119692A (ja) * | 2007-11-14 | 2009-06-04 | Toyota Industries Corp | ロータリ式射出成形機 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010149448A (ja) * | 2008-12-26 | 2010-07-08 | Japan Steel Works Ltd:The | 多色成形品の成形方法と多色成形用金型 |
| JP2011178095A (ja) * | 2010-03-03 | 2011-09-15 | Meiki Co Ltd | 複合成形品用射出成形機の型締装置およびその作動方法 |
| JP2013538708A (ja) * | 2010-08-25 | 2013-10-17 | クラウスマッファイ テクノロジーズ ゲーエムベーハー | 非中央の制御装置を備える反転盤式射出成形機 |
| JP2012218366A (ja) * | 2011-04-12 | 2012-11-12 | Ube Machinery Corporation Ltd | 回転金型支持装置 |
| JP2013215968A (ja) * | 2012-04-06 | 2013-10-24 | Ube Machinery Corporation Ltd | 射出成形用金型、射出成形装置及び射出成形方法 |
| ITAN20130072A1 (it) * | 2013-04-10 | 2014-10-11 | Fintema S R L | Struttura di stampo di formatura, in multi-iniezione, di manufatti plastici |
| ITAN20130073A1 (it) * | 2013-04-10 | 2014-10-11 | Fintema S R L | Struttura integrata di stampo di formatura, in multi-iniezione, di manufatti plastici. |
| JP2013166378A (ja) * | 2013-04-15 | 2013-08-29 | Meiki Co Ltd | 複合成形品用射出成形機の型締装置およびその作動方法 |
| WO2015186246A1 (ja) * | 2014-06-06 | 2015-12-10 | 三菱重工プラスチックテクノロジー株式会社 | 射出成形方法、射出成形機 |
| CN106255581A (zh) * | 2014-06-06 | 2016-12-21 | 三菱重工塑胶科技股份有限公司 | 注射成型方法、注射成型机 |
| JPWO2015186246A1 (ja) * | 2014-06-06 | 2017-04-20 | U−Mhiプラテック株式会社 | 射出成形方法、射出成形機 |
| US10946570B2 (en) | 2014-06-06 | 2021-03-16 | Mitsubishi Heavy Industries Plastic Technology Co., Ltd. | Injection molding method and injection molding machine |
| JP2019111672A (ja) * | 2017-12-21 | 2019-07-11 | 株式会社日本製鋼所 | 射出吹込成形機の型開閉方法 |
| CN114506010A (zh) * | 2022-02-24 | 2022-05-17 | 江苏锐创阀业有限公司 | 一种高强度换热器管钢衬板的模压成型工艺 |
| CN114506010B (zh) * | 2022-02-24 | 2023-08-22 | 江苏锐创阀业有限公司 | 一种高强度换热器管钢衬板的模压成型工艺 |
| CN115847729A (zh) * | 2022-11-29 | 2023-03-28 | 太仓市天丝利塑化有限公司 | 鲨鱼鳍天线的双射流道模具装置、工作方法及鲨鱼鳍天线 |
| CN115847729B (zh) * | 2022-11-29 | 2024-05-07 | 太仓市天丝利塑化有限公司 | 鲨鱼鳍天线的双射流道模具装置、工作方法及鲨鱼鳍天线 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5105087B2 (ja) | 2012-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5105087B2 (ja) | 二材成形用射出成形機 | |
| WO2011070608A1 (ja) | 二材成形用射出成形機 | |
| JP4902785B2 (ja) | 二材成形用射出成形機及びその制御方法 | |
| JP4942088B2 (ja) | 二材成形用射出成形機及び制御方法 | |
| JP5529747B2 (ja) | 射出成形機 | |
| JPWO2018159722A1 (ja) | 射出成形機 | |
| CN108688115B (zh) | 注射成型机 | |
| JP6918841B2 (ja) | 射出成形機 | |
| TWI718363B (zh) | 射出成形機 | |
| JP2009113339A (ja) | 微細形状成形方法、及びその装置 | |
| CN103722664B (zh) | 双材料成型用注塑成型机及其控制方法 | |
| US5190714A (en) | Mold clamping system | |
| EP3381643A1 (en) | Injection unit and direction switching valve | |
| WO2017212907A1 (ja) | 射出圧縮成形金型および射出圧縮成形方法 | |
| JP6644442B2 (ja) | 射出装置 | |
| JP7532287B2 (ja) | 射出成形機 | |
| US20090214687A1 (en) | Injection Molding Machine | |
| JP7655861B2 (ja) | 製造方法および射出成形システム | |
| JP4915299B2 (ja) | 成形方法 | |
| JP7646999B2 (ja) | 射出成形機 | |
| JP7666957B2 (ja) | 型締装置及びタイバー | |
| KR102502455B1 (ko) | 사출 성형기 | |
| JP6765767B2 (ja) | 射出吹込成形機の運転方法 | |
| JP2025018786A (ja) | 射出成形機の制御装置、射出成形機、及び射出成形機の制御方法 | |
| KR101972614B1 (ko) | 사출성형기 및 사출성형기의 사출 제어방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20100910 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120905 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5105087 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151012 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |