JP2010005740A - 工作機械 - Google Patents
工作機械 Download PDFInfo
- Publication number
- JP2010005740A JP2010005740A JP2008168391A JP2008168391A JP2010005740A JP 2010005740 A JP2010005740 A JP 2010005740A JP 2008168391 A JP2008168391 A JP 2008168391A JP 2008168391 A JP2008168391 A JP 2008168391A JP 2010005740 A JP2010005740 A JP 2010005740A
- Authority
- JP
- Japan
- Prior art keywords
- cutting fluid
- tool
- spindle
- main shaft
- fluid nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Automatic Tool Replacement In Machine Tools (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Turning (AREA)
Abstract
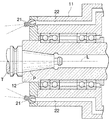
【解決手段】工作機械は、主軸頭11に支持されている水平状主軸12と、主軸12の側方に配置されかつ主軸12に脱着される工具Tを収容しているマガジン13と、主軸12およびマガジン13間に配置されかつ双方間で工具を受渡しするための垂直面内旋回自在の工具交換アーム14とを備えている。主軸頭11上の、主軸12の軸線Lを中心とする円周上複数か所に、主軸12にそれぞれ向けられている複数の切削液ノズル21が配置されている。交換時の工具Tは、主軸12の軸方向から見て、円環状の軌跡Sを描くようになされている。同切削液ノズル21のうち、最低レベルの切削液ノズルN1から順次上向きに数えて、少なくとも1つ目の切削液ノズルN1が、主軸12の軸方向から見て、同軌跡Sの半径方向外側に位置させられている。
【選択図】図1
Description
12 主軸
13 マガジン
14 工具交換アーム
21 切削液ノズル
T 工具
Claims (1)
- 主軸頭に支持されている水平状主軸と、主軸の側方に配置されかつ主軸に脱着される工具を収容しているマガジンと、主軸およびマガジン間に配置されかつ双方間で工具を受渡しするための垂直面内旋回自在の工具交換アームとを備えており、主軸頭上の、主軸の軸線を中心とする円周上複数か所に、主軸にそれぞれ向けられている複数の切削液ノズルが配置されており、交換時の工具は、主軸の軸方向から見て、円環状の軌跡を描くようになされている工作機械において、
同切削液ノズルのうち、最低レベルの切削液ノズルから順次上向きに数えて、少なくとも1つ目の切削液ノズルが、主軸の軸方向から見て、同軌跡の半径方向外側に位置させられていることを特徴とする工作機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008168391A JP5156505B2 (ja) | 2008-06-27 | 2008-06-27 | 工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008168391A JP5156505B2 (ja) | 2008-06-27 | 2008-06-27 | 工作機械 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010005740A true JP2010005740A (ja) | 2010-01-14 |
| JP2010005740A5 JP2010005740A5 (ja) | 2011-02-17 |
| JP5156505B2 JP5156505B2 (ja) | 2013-03-06 |
Family
ID=41586799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008168391A Expired - Fee Related JP5156505B2 (ja) | 2008-06-27 | 2008-06-27 | 工作機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5156505B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111372721A (zh) * | 2017-11-30 | 2020-07-03 | 现代威亚株式会社 | 机床的刀库模块 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5791542U (ja) * | 1980-11-25 | 1982-06-05 | ||
| JPS62110843U (ja) * | 1985-12-27 | 1987-07-15 | ||
| JPS6452639U (ja) * | 1987-09-30 | 1989-03-31 | ||
| JP2003062736A (ja) * | 2001-08-23 | 2003-03-05 | Makino Milling Mach Co Ltd | 工作機械の主軸装置 |
| JP2007175786A (ja) * | 2005-12-26 | 2007-07-12 | Brother Ind Ltd | 工具洗浄機構及び工具洗浄方法 |
-
2008
- 2008-06-27 JP JP2008168391A patent/JP5156505B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5791542U (ja) * | 1980-11-25 | 1982-06-05 | ||
| JPS62110843U (ja) * | 1985-12-27 | 1987-07-15 | ||
| JPS6452639U (ja) * | 1987-09-30 | 1989-03-31 | ||
| JP2003062736A (ja) * | 2001-08-23 | 2003-03-05 | Makino Milling Mach Co Ltd | 工作機械の主軸装置 |
| JP2007175786A (ja) * | 2005-12-26 | 2007-07-12 | Brother Ind Ltd | 工具洗浄機構及び工具洗浄方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111372721A (zh) * | 2017-11-30 | 2020-07-03 | 现代威亚株式会社 | 机床的刀库模块 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5156505B2 (ja) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5949182B2 (ja) | 工作機械 | |
| US7651453B2 (en) | Automatic chuck jaw change system in combined machining lathe | |
| CN103987487B (zh) | 在机床上提供刀具的系统、方法以及具有刀具更换系统的机床 | |
| CN205380492U (zh) | 机床 | |
| US20140296047A1 (en) | System for changing and inserting tools into or presenting tools at a machine tool and tool magazine, also machine tool having a tool changing system or tool magazine | |
| CN102729085A (zh) | 换刀装置和包括换刀装置的机床 | |
| JP5181273B2 (ja) | 工具交換方法と工具交換装置 | |
| US20110131791A1 (en) | Machine tool | |
| JP4982253B2 (ja) | コンビネーションホルダ | |
| JP6297128B1 (ja) | 工作機械 | |
| JP5313615B2 (ja) | 工具ホルダ、工具ホルダ装着用冷却タービンおよび工作機械 | |
| JP5156505B2 (ja) | 工作機械 | |
| JPH07136823A (ja) | 多軸スピンドルユニット | |
| JP2007125642A (ja) | 工具交換装置 | |
| JP2009160699A (ja) | 工具交換方法と工具交換装置 | |
| JP5149031B2 (ja) | 工作機械 | |
| JP3575743B2 (ja) | 工作機械のツールヘッド | |
| JP2010201535A (ja) | 主軸装置 | |
| CN204108647U (zh) | 刀柄 | |
| JP2003179383A (ja) | ノズル脱着治具 | |
| CN203266268U (zh) | 刀塔切削刀具喷液导引装置 | |
| JPH08229766A (ja) | マシニングセンタ | |
| JP2002292539A (ja) | 工具交換装置における清掃装置 | |
| JP2001096438A (ja) | 主軸装置 | |
| JP6745868B2 (ja) | 工具ホルダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5156505 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |