JP2010005701A - 穴部の肉盛り方法および肉盛り装置 - Google Patents
穴部の肉盛り方法および肉盛り装置 Download PDFInfo
- Publication number
- JP2010005701A JP2010005701A JP2009236442A JP2009236442A JP2010005701A JP 2010005701 A JP2010005701 A JP 2010005701A JP 2009236442 A JP2009236442 A JP 2009236442A JP 2009236442 A JP2009236442 A JP 2009236442A JP 2010005701 A JP2010005701 A JP 2010005701A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- sleeve
- friction rod
- press
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000000463 material Substances 0.000 claims abstract description 48
- 238000003466 welding Methods 0.000 claims abstract description 20
- 230000000149 penetrating effect Effects 0.000 abstract 1
- 238000003756 stirring Methods 0.000 description 13
- 229910000838 Al alloy Inorganic materials 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 230000004927 fusion Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images


Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
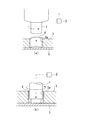
【解決手段】母材3を貫通している穴部3aの肉盛り方法であって、溶接材で形成されたスリーブ14を穴部に挿入する工程と、そのスリーブの内径よりも少なくとも一部の外径が大きい摩擦棒1を回転させながら穴部に圧入する工程と、を備え、スリーブには、半径方向外側に穴部の穴径よりも大きく突出したフランジ部14aが一方の開口端に設けられ、摩擦棒を、フランジ部側からスリーブ内に回転させながら圧入し、該摩擦棒と該スリーブとの間の摩擦熱により該スリーブを塑性流動させて該穴部の内側で母材と混合、接合させる。
【選択図】図1
Description
また、撹拌部材を摩擦棒と同時に回転させるとともに摩擦棒の圧入に連動して圧入方向に移動させることにより、摩擦棒の圧入時に、撹拌部材の先端がスリーブと母材との境界で回転して接合面を直接撹拌し、塑性流動をより活発化させることができ、さらに良好な接合を得ることができる。
2 駆動手段
3 母材
3a 穴部
14 スリーブ
14a フランジ部
20a 圧入部
20b 挿入棒部
21 撹拌部材
23 回転軸部材
Claims (2)
- 母材を貫通している穴部の肉盛り方法であって、
溶接材で形成されたスリーブを前記穴部に挿入する工程と、そのスリーブの内径よりも少なくとも一部の外径が大きい摩擦棒を回転させながら穴部に圧入する工程と、を備え、
前記スリーブには、半径方向外側に前記穴部の穴径よりも大きく突出したフランジ部が一方の開口端に設けられ、
前記摩擦棒を、前記フランジ部側から前記スリーブ内に圧入させることを特徴とする穴部の肉盛り方法。 - 母材を貫通している穴部の肉盛り装置であって、
溶接材で形成され前記穴部に挿入されるスリーブと、該スリーブの内径より少なくとも一部の外径が大きい摩擦棒と、該摩擦棒を回転させるとともに穴部に圧入する駆動手段と、を備え、
前記スリーブには、半径方向外側に前記穴部の穴径よりも大きく突出したフランジ部が一方の開口端に設けられ、
前記駆動手段は、前記摩擦棒を前記フランジ部側から前記スリーブ内に圧入させることを特徴とする穴部の肉盛り装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009236442A JP5316355B2 (ja) | 2009-10-13 | 2009-10-13 | 穴部の肉盛り方法および肉盛り装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009236442A JP5316355B2 (ja) | 2009-10-13 | 2009-10-13 | 穴部の肉盛り方法および肉盛り装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25365099A Division JP4543452B2 (ja) | 1999-09-07 | 1999-09-07 | 穴部の肉盛り方法および肉盛り装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010005701A true JP2010005701A (ja) | 2010-01-14 |
| JP5316355B2 JP5316355B2 (ja) | 2013-10-16 |
Family
ID=41586764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009236442A Expired - Lifetime JP5316355B2 (ja) | 2009-10-13 | 2009-10-13 | 穴部の肉盛り方法および肉盛り装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5316355B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55149731A (en) * | 1980-02-27 | 1980-11-21 | Oomi Kogyo Kk | Rotary expansion-welded tool |
| JPS60247423A (ja) * | 1984-05-22 | 1985-12-07 | Chuetsu Gokin Chuko Kk | 金属ライニングの張付け方法 |
| JPS6156789A (ja) * | 1985-06-12 | 1986-03-22 | Oomi Kogyo Kk | 熱膨着工具によるブツシユなどを溶着する加工方法 |
| JPH11197861A (ja) * | 1998-01-09 | 1999-07-27 | Ishikawajima Harima Heavy Ind Co Ltd | 肉盛り溶接方法 |
-
2009
- 2009-10-13 JP JP2009236442A patent/JP5316355B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55149731A (en) * | 1980-02-27 | 1980-11-21 | Oomi Kogyo Kk | Rotary expansion-welded tool |
| JPS60247423A (ja) * | 1984-05-22 | 1985-12-07 | Chuetsu Gokin Chuko Kk | 金属ライニングの張付け方法 |
| JPS6156789A (ja) * | 1985-06-12 | 1986-03-22 | Oomi Kogyo Kk | 熱膨着工具によるブツシユなどを溶着する加工方法 |
| JPH11197861A (ja) * | 1998-01-09 | 1999-07-27 | Ishikawajima Harima Heavy Ind Co Ltd | 肉盛り溶接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5316355B2 (ja) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10682684B2 (en) | Hybrid workpiece joining | |
| JP5957719B2 (ja) | 摩擦攪拌接合方法 | |
| JP5590650B2 (ja) | 2つの二次元部品の摩擦溶接接合構造 | |
| US9566661B2 (en) | Friction stir welding method | |
| TWI461250B (zh) | 內隅接合用旋轉工具及使用它之內隅接合方法 | |
| JP2016150380A (ja) | 接合方法及び複合圧延材の製造方法 | |
| JPH1071478A (ja) | 摩擦攪拌接合法 | |
| JP2012125822A (ja) | 摩擦攪拌接合用工具及び亀裂の補修方法 | |
| WO2019239623A1 (ja) | 接合方法及び複合圧延材の製造方法 | |
| JP2003181654A (ja) | 摩擦撹拌接合装置 | |
| JP5336761B2 (ja) | 摩擦攪拌接合方法 | |
| JP5962807B2 (ja) | 摩擦攪拌接合方法 | |
| JP5316355B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| JP4543452B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| GB2443075A (en) | Brazing method in which components are interlocked before brazing | |
| JP2015155118A (ja) | 摩擦攪拌接合方法 | |
| JP5234505B2 (ja) | 金属部材の接合方法及びその接合装置 | |
| JP2000301359A (ja) | 穴部の肉盛り装置 | |
| JP4207305B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| JP4320489B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| JP4253947B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| JP4281148B2 (ja) | 穴部の肉盛り方法および肉盛り装置 | |
| JP7562464B2 (ja) | 接合された部材を分離する方法 | |
| JP2006239778A (ja) | 接合方法および接合ツール | |
| JP6112175B2 (ja) | 摩擦攪拌接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130624 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5316355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |