JP2010000757A - ホログラム積層体の製造方法およびホログラム熱転写装置 - Google Patents
ホログラム積層体の製造方法およびホログラム熱転写装置 Download PDFInfo
- Publication number
- JP2010000757A JP2010000757A JP2008163412A JP2008163412A JP2010000757A JP 2010000757 A JP2010000757 A JP 2010000757A JP 2008163412 A JP2008163412 A JP 2008163412A JP 2008163412 A JP2008163412 A JP 2008163412A JP 2010000757 A JP2010000757 A JP 2010000757A
- Authority
- JP
- Japan
- Prior art keywords
- hologram
- transfer
- layer
- foil
- hologram transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Holo Graphy (AREA)
- Decoration By Transfer Pictures (AREA)
Abstract
【解決手段】ホログラム熱転写装置50は、受ローラー10間で、ホログラム転写箔18と被転写媒体14を挟持し、ホログラム転写箔18のホログラム転写層を被転写媒体14に熱圧着する加熱ローラー11を備えている。受ローラー10及び加熱ローラー11の下流側に、ホログラム転写箔18の基材をホログラム転写層から剥離し、被転写媒体14に熱圧着されたホログラム転写層を、それ以外のホログラム転写層から分離する剥離ローラー16が設けられている。受ローラー10及び加熱ローラー11と、剥離ローラー16間に、ホログラム転写箔18のホログラム転写層側から基材に向って延びかつ基材を残す切断部30を形成する切断機構19が設けられている。
【選択図】図1
Description
しかしながら、近年、ホログラムの代表例であるレリーフ型ホログラムであっても、その偽造品(模造品)が市場に出回っているのが実情である。レリーフ型ホログラムと別の原理を用いたホログラムとして、体積型ホログラムが挙げられる。体積型ホログラムは、特殊な感光材料にレーザーを用いて画像を形成するものであることから、レリーフ型ホログラムよりもセキュリティ性が高いものとされ、近年、偽造防止手段としての用途が期待されている。
体積型ホログラムは屈折率の異なる複数の材料が用いられるのが一般的であり、通常は特定の光を照射することによって重合させることが可能な光重合性材料が用いられている。このため、体積型ホログラムは機械強度が大きくなる傾向にあることが一般に知られている。また、体積型ホログラムは、屈折率差が三次元的に配列されることによりホログラム像が記録されるという性質上、ホログラムが形成される層の厚みが厚くなる傾向にある。このため、体積型ホログラム転写箔を用いて転写する場合には、レリーフホログラム転写箔と比べて箔切れ性は悪く、体積型ホログラム転写箔が転写領域範囲を超えて被転写媒体に残ってしまう、バリという不良が大きく発生しやすい。
また本発明によれば、被転写媒体にホログラム転写体を形成する際、ホログラム転写層のうちホログラム積層体の少なくとも1つの縁に対応する部分に、被転写媒体に向って延びる切断部を形成することができる。このため、ホログラム積層体の少なくとも1つの縁に対応する部分において、熱圧着されたホログラム転写層をそれ以外のホログラム転写層からこの切断部を介して精度よく分離することができる。このため、被転写媒体上にバリのない精度の良好なホログラム積層体を形成することができる。
以下、図面を参照して、本発明の第1の実施の形態について説明する。ここで、図1乃至図9は、本発明の第1の実施の形態における体積型ホログラム積層体の製造方法およびホログラム熱転写装置を示す図である。このうち図1は、本発明の第1の実施の形態におけるホログラム熱転写装置を示す図であり、図2は、本発明の第1の実施の形態において、被転写媒体上に形成されたホログラム積層体を示す図である。図3および図4は、本発明の第1の実施の形態において、被転写媒体にホログラム転写層を熱圧着する工程を示す図である。図5は、被転写媒体にバリが生じる比較例を示す図であり、図6は、本発明の第1の実施の形態において、ホログラム転写箔に形成された切断部を示す図である。図7は、本発明の第1の実施の形態において、ホログラム積層体が形成された被転写媒体を示す図であり、図8は、本発明の第1の実施の形態におけるホログラム転写箔の構成を示す図である。図9は、本発明の第1の実施の形態の他の変形例におけるホログラム転写箔の構成を示す図である。
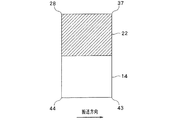
まず図7および図8により、本発明による体積型ホログラム積層体の製造方法およびホログラム熱転写装置により形成されるホログラム積層体、およびホログラム積層体を形成するために用いられるホログラム転写箔について説明する。図7に示すように、本発明による体積型ホログラム積層体の製造方法およびホログラム熱転写装置により、被転写媒体14上に熱転写によりホログラム積層体22が形成される。ホログラム積層体22は所定形状を有し、後述のように少なくとも体積型ホログラム層26を含んでいる。またホログラム積層体22の前縁37は、被転写媒体14の前縁43と略同一鉛直線上に位置している。同様にホログラム積層体22の後縁28は、被転写媒体14の後縁44と略同一鉛直線上に位置している。なおホログラム積層体22の前縁37は被転写媒体14の前縁43と略同一鉛直線上に位置し、ホログラム積層体22の後縁28は被転写媒体14の後縁44と略同一鉛直線上に位置しているが、例えばホログラム積層体22の前縁37は、被転写媒体14の前縁43よりも内側に位置していてもよく、またホログラム積層体22の後縁28が被転写媒体14の後縁44よりも内側に位置していてもよい。なお、略同一とは、本発明の趣旨を失わない範囲で、同一に近い範囲を含むことを意味する。
なお、被転写媒体14の前縁43は、熱圧着工程において被転写媒体14を搬送する向きに対して、被転写媒体14の前方に位置する縁であり、被転写媒体14の後縁44は、熱圧着工程において被転写媒体14を搬送する向きに対して、被転写媒体14の後方に位置する縁である。同様に、ホログラム積層体22の前縁37は、熱圧着工程において被転写媒体14を搬送する向きに対して、ホログラム積層体22の前方に位置する縁であり、ホログラム積層体22の後縁28は、熱圧着工程において被転写媒体14を搬送する向きに対して、ホログラム積層体22の後方に位置する縁である。
また、接着剤層27は、添加剤として、分散剤、充填剤、可塑剤、帯電防止剤等を添加することが可能である。接着剤層27は被転写媒体14と体積型ホログラム層26とを接着する機能を有している。接着剤層27の厚さは、特に限定されるものではなく適宜設定することができるが、通常は0.3マイクロメートル(0.3μm)以上50マイクロメートル(50μm)以下程度の範囲であり、好ましくは下限が0.5マイクロメートル(0.5μm)以上であり、上限が25マイクロメートル(25μm)以下である。厚みが上記範囲内にあることにより、接着剤層27の接着性がよくなり、また加熱時間を短縮することが可能となる。
このうち基材23は、ホログラム転写層24を支持するものであり、このような機能を発揮するものであれば、いずれのものを使用してもよいが、好ましくは樹脂フィルムである。樹脂フィルムの具体例としては、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリフッ化エチレン系フィルム、ポリフッ化ビニリデンフィルム、ポリ塩化ビニルフィルム、ポリ塩化ビニリデンフィルム、エチレン−ビニルアルコール共重合体フィルム、ポリビニルアルコールフィルム、ポリメチルメタクリレートフィルム、ポリエーテルスルホンフィルム、ポリエーテルエーテルケトンフィルム、ポリアミドフィルム、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体フィルム、ポリイミドフィルム等を挙げることができ、好ましくはポリエチレンテレフタレートフィルム等のポリエステルフィルムである。基材23の厚さは、積層されるホログラム転写層24の層構成、種類に応じて適宜定めることが可能であるが、転写方法(転写装置)の操作容易性等を考慮して、通常は2マイクロメートル(2μm)以上200マイクロメートル(200μm)以下程度の範囲であり、好ましくは下限が10マイクロメートル(10μm)以上、上限が50マイクロメートル(50μm)以下である。
またホログラム転写層24は、基材23側から順に配置された剥離性保護層25と、体積型ホログラム層26と、接着剤層27とを有している。これら剥離性保護層25、体積型ホログラム層26、および接着剤層27の各材料については各々ホログラム積層体22のものと同一であるから、詳細な説明は省略する。
次に、図1により、ホログラム熱転写装置50について説明する。ホログラム熱転写装置50は、受ローラー10と、受ローラー10との間で、ホログラム転写箔18と被転写媒体14とを挟持して、ホログラム転写箔18のホログラム転写層24を加熱押圧して被転写媒体14に熱圧着する加熱ローラー11とを備えている。また受ローラー10および加熱ローラー11の下流側に、ホログラム転写箔18の基材23をホログラム転写層24から剥離するとともに、被転写媒体14に熱圧着されたホログラム転写層24を、それ以外のホログラム転写層24から分離する剥離ローラー(剥離部材)16が設けられている。そしてこの剥離ローラー16において、被転写媒体14上に、所定形状を有し、接着剤層27と、体積型ホログラム層26と、剥離性保護層25とを含むホログラム積層体22が形成される。なお、ホログラム転写箔18と被転写媒体14は、受ローラー10および加熱ローラー11から剥離ローラー16側に向って搬送される。
なお、加熱ローラー11は上下方向に移動することもできる。このことにより、ホログラム積層体22の前縁37を、被転写媒体14の前縁43より内側に形成することができる。同様に、ホログラム積層体22の後縁28を、被転写媒体14の後縁44よりも内側に形成することもできる。なお、加熱ローラー11の上下方向移動については、第3の実施の形態において詳述する。
次に、図1乃至図6により、体積型ホログラム積層体22の製造方法について説明する。
上述のように、受ローラー10、加熱ローラー11、送出ローラー12、排出ローラー13、転写箔供給ロール15、転写箔巻取りロール17および切断機構19は各々制御装置60により駆動制御されている。この場合、制御装置60により、これら各種ローラー10、11、12、13、およびロール15、17の駆動回転量に基づいて、ホログラム積層体22の前縁37に対応する部分の位置を求めることができる。
ホログラム積層体22の前縁37に対応する部分が切断刃物20と同一平面上に到達すると、制御装置60は各種ローラー10、11、12、13、およびロール15、17を停止して、ホログラム転写箔18と被転写媒体14の送り出しを停止し、ホログラム転写箔18のホログラム転写層側24から基材23に向って、ホログラム転写箔18に切断刃物20を挿入する。その際、切断刃物20で基材23を切断しないように切断刃物20を挿入する。これにより、図6に示すように、ホログラム転写箔18のうちホログラム積層体22の前縁37に対応する部分に切断刃物20によって切断部30が形成される。同様にして、ホログラム転写箔18のうちホログラム積層体22の後縁28に対応する部分にも切断刃物20によって切断部30を形成することができる。
また、被転写媒体14上に熱圧着されていないホログラム転写層24は基材23とともに転写箔巻取りロール17に送られて巻き取られる。このため、後述する箔カス38を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。
これに対して本願発明によれば、上述のように、ホログラム転写箔18のうちホログラム積層体22の前縁37および後縁28に対応する部分に、ホログラム転写箔18のホログラム転写層24側から基材23に向って延びかつ基材23を残す切断部30を各々形成することができる。これにより、剥離ローラー16において、熱圧着されたホログラム転写層24をそれ以外のホログラム転写層24から切断部30を介して精度よく分離することができる。このため、バリ29を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。また、被転写媒体14上に熱圧着されていないホログラム転写層24は基材23とともに転写箔巻取りロール17に送られて巻き取られる。このため、箔カス38を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。
また、本実施の形態においては、ホログラム積層体22が形成される前の被転写媒体14が、一対の送出ローラー12、12により加熱ローラー11と受ローラー10との間まで送り出され、その後、加熱ローラー11と受ローラー10との間で被転写媒体14上にホログラム積層体22が形成され、次いでホログラム積層体22が形成された被転写媒体14が、一対の排出ローラー13、13から排出される例を示した。しかしながら、これに限られることはなく、初めに、本実施の形態の場合と逆の向きに各種ローラー10、11、13、およびロール15、17を回転させて、ホログラム積層体22が形成される前の被転写媒体14を一対の排出ローラー13、13により加熱ローラー11と受ローラー10との間まで逆方向に送り出し、その後、本実施の形態の場合と同じ向きに各種ローラー10、11、13、およびロール15、17を回転させることで、ホログラム積層体22が形成された被転写媒体14を一対の排出ローラー13、13から排出してもよい。この場合は、一対の送出ローラー12、12は不要となる。
光学可変材料としては、例えば、パール顔料、偏光インキ、液晶インキ、および再帰反射性インキ等を挙げることができる。本発明においてはこれらの光学可変材料を一種類又は二種類以上用いてもよい。光学可変インキ層32の厚さは、通常は0.5マイクロメートル(0.5μm)以上50マイクロメートル(50μm)以下程度の範囲であり、好ましくは1マイクロメートル(1μm)以上20マイクロメートル(20μm)以下である。厚さが上記範囲内にあることにより、十分な光学可変効果を得ることができる。
本変形例に用いられる蛍光材料は少なくとも1種類が用いられるものであるが、本変形例においては発光する蛍光の波長が異なる複数の蛍光材料が用いられることが好ましく、特に赤、緑、青の各色を発色する蛍光材料が用いられることが好ましい。これにより本変形例に用いられる体積型ホログラム層26に蛍光でフルカラーの画像を形成することが可能になるからである。
本変形例に用いられる蛍光材料としては、例えば、有機蛍光色素および無機蛍光色素を挙げることができる。有機蛍光色素としては、例えば、ジアミノスチルベンジスルホン酸誘導体、イミダゾール誘導体、クマリン誘導体、トリアゾール、カルバゾール、ピリジン、ナフタル酸、イミダゾロン等の誘導体、フルオレセイン、エオシン等の色素、アントラセン等のベンゼン環を持つ化合物などが挙げられる。具体的には、可視光で無色の蛍光染料としては、EB−501(三井化学(株)製、発光色:青色)、EG−302(三井化学(株)製、発光色:黄緑色)、EG−307(三井化学(株)製、発光色:緑色)、ER−120(三井化学(株)製、発光色:赤色)、ER−122(三井化学(株)製、発光色:赤色)、蛍光増白剤と呼ばれるユビテックスOB(チバスペシャルティケミカルズ社製、発光色:青色)、ユーロピウム−テノイルトリフルオロアセトンキレート(シンロイヒ(株)、赤橙色)等を挙げることができる。
また、無機蛍光色素としては、例えば、Ca、Ba、Mg、Sr、などの酸化物、硫化物、ケイ酸塩、リン酸塩、タングステン酸塩のなどの結晶を主成分とし、Eu、Mn、Pb、Fe、Mn、Zn、Ag、Cuなどの金属元素または希土類元素をドープ剤として添加した顔料を用いることができる。具体的には、可視光下では無色から白色のG−300シリーズ(SrAl2O4:Eu,Dy 根本特殊化学製 発光色:緑)やV−300シリーズ(CaAl2O4:Eu,Nd 根本特殊化学製 発光色:紫)等を挙げることができる。
また、本変形例に用いられる蛍光材料としては、たとえば、チオフェン系蛍光色素、β−キノフタロン系蛍光色素、クマリン系蛍光色素、ビススチリルベンゼン系蛍光色素、オキサゾール系蛍光色素、およびユーロピウム錯体系蛍光色素等も挙げることができる。これらの蛍光色素の具体例としては、例えば特開2004−122690号公報に記載されたものを例示することができる。
なお、本変形例に用いられる蛍光画像形成層33には、上記蛍光材料以外に、通常、バインダー樹脂が含まれることが好ましい。本変形例に用いられるバインダー樹脂としては、例えば、エチルセルロース、エチルヒドロキシセルロース、ヒドロキシプロピルセルロース、メチルセルロース、酢酸セルロース等のセルロース系樹脂、ポリビニルアルコール、ポリ酢酸ビニル、ポリビニルブチラール、ポリビニルアセタール、ポリビニルピロリドン等のビニル系樹脂、ポリ(メタ)アクリレート、ポリ(メタ)アクリルアミド等のアクリル系樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリエステル系樹脂、これらの樹脂の混合物等が挙げられる。本変形例においては、これらのいずれの樹脂であっても好適に用いることができる。
蛍光画像形成層33の厚さは、例えば約10マイクロメートル(10μm)となっている。
次に、図10および図11を参照して、本発明の第2の実施の形態について説明する。ここで、図10は、本発明の第2の実施の形態におけるホログラム熱転写装置を示す図であり、図11は、本発明の第2の実施の形態において、ホログラム転写箔に形成された切断部を示す図である。
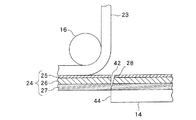
図10に示すように、剥離ローラー16の下流に、基材23から剥離したホログラム転写層24にホログラム転写層24側から被転写媒体14に向って延びる切断部42を形成する切断機構39が設けられている。切断機構39は、切断部30を形成するための切断刃物40と、切断時に被転写媒体14およびホログラム転写層24を支持する切断台41とを有する。この場合、切断機構39は、後述のようにホログラム転写層24のうち、ホログラム積層体22の後縁28に対応する部分に切断部42を形成する。
次に、体積型ホログラム積層体22の製造方法について説明する。
ところで上述のように、受ローラー10、加熱ローラー11、送出ローラー12、排出ローラー13、転写箔供給ロール15、転写箔巻取りロール17および切断機構39は各々制御装置60により駆動制御されている。この場合、制御装置60により、これら各種ローラー10、11、12、13、およびロール15、17の駆動回転量に基づいて、ホログラム積層体22の後縁28に対応する部分の位置を求めることができる。
ホログラム積層体22の後縁28に対応する部分が切断刃物40と同一平面上に到達すると、制御装置60は各種ローラー10、11、12、13、およびロール15、17を停止して、ホログラム転写箔18と被転写媒体14の送り出しを停止し、被転写媒体14に向って、基材23から剥離したホログラム転写層24に切断刃物40を挿入する。これにより、図11に示すように、ホログラム転写層24のうちホログラム積層体22の後縁28に対応する部分に切断刃物40によって切断部42が形成される。
また、被転写媒体14上に熱圧着されていないホログラム転写層24は基材23とともに転写箔巻取りロール17に送られて巻き取られる。このため、箔カス38を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。
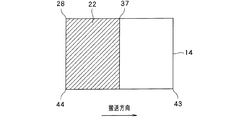
次に、図12乃至図14を参照して、本発明の第3の実施の形態について説明する。ここで、図12は、本発明の第3の実施の形態におけるホログラム熱転写装置を示す図であり、図13は、本発明の第3の実施の形態において、被転写媒体上に形成されたホログラム積層体を示す図である。図14は、本発明の第3の実施の形態より切断機構を省略した場合において、被転写媒体にバリが生じる比較例を示す図である。
体積型ホログラム積層体22の製造方法について説明する。
ホログラム積層体22の後縁28に対応する部分が切断刃物40と同一平面上に到達すると、制御装置60は各種ローラー10、11、12、13、およびロール15、17を停止して、ホログラム転写箔18と被転写媒体14の送り出しを停止し、被転写媒体14に向って、基材23から剥離したホログラム転写層24に切断刃物40を挿入する。これにより、ホログラム転写層24のうちホログラム積層体22の後縁28に対応する部分に切断刃物40によって切断部42が形成される。
また、被転写媒体14上に熱圧着されていないホログラム転写層24は基材23とともに転写箔巻取りロール17に送られて巻き取られる。このため、箔カス38を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。
これに対して本願発明によれば、上述のように、ホログラム転写層24のうちホログラム積層体22の後縁28に対応する部分に、被転写媒体14に向って延びる切断部42を形成することができる。これにより、剥離ローラー16において、熱圧着されたホログラム転写層24をそれ以外のホログラム転写層24から切断部42を介して精度よく分離することができる。このため、バリ29を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。また、被転写媒体14上に熱圧着されていないホログラム転写層24は基材23とともに転写箔巻取りロール17に送られて巻き取られる。このため、箔カス38を発生させること無く被転写媒体14にホログラム転写層24を熱転写することができる。
11 加熱ローラー
12 送出ローラー
13 排出ローラー
14 被転写媒体
15 転写箔供給ロール
16 剥離ローラー
17 転写箔巻取りロール
18 ホログラム転写箔
19 切断機構
20 切断刃物
21 切断台
22 ホログラム積層体
23 基材
24 ホログラム転写層
25 剥離性保護層
26 体積型ホログラム層
27 接着剤層
28 ホログラム積層体の後縁
29 バリ
30 切断部
31 紫外線吸収層
32 光学可変インキ層
33 蛍光画像形成層
35 転写箔案内ローラー
37 ホログラム積層体の前縁
38 箔カス
39 切断機構
40 切断刃物
41 切断台
42 切断部
43 被転写媒体の前縁
44 被転写媒体の後縁
50 ホログラム熱転写装置
60 制御装置
Claims (6)
- 基材と、少なくとも体積型ホログラム層を含むホログラム転写層とを有するホログラム転写箔を準備する工程と、
ホログラム転写箔を被転写媒体に、そのホログラム転写層が被転写媒体側を向くよう重ねる工程と、
ホログラム転写箔を被転写媒体に加熱押圧し、ホログラム転写層を被転写媒体に熱圧着する工程と、
ホログラム転写箔の基材をホログラム転写層から剥離するとともに、熱圧着されたホログラム転写層を、それ以外のホログラム転写層から分離して、所定形状を有し少なくとも体積型ホログラム層を含むホログラム積層体を被転写媒体上に形成する工程と、を備え、
ホログラム転写箔の熱圧着工程とホログラム積層体の形成工程との間で、ホログラム転写箔のうちホログラム積層体の少なくとも1つの縁に対応する部分に、ホログラム転写箔のホログラム転写層側から基材に向って延びかつ基材を残す切断部を形成したことを特徴とする体積型ホログラム積層体の製造方法。 - 受ローラーと、
受ローラーとの間で、基材と、少なくとも体積型ホログラム層を含むホログラム転写層とを有するホログラム転写箔と、被転写媒体とを挟持して、ホログラム転写層を加熱押圧して被転写媒体に熱圧着する加熱ローラーと、
受ローラーおよび加熱ローラーの下流側に設けられ、ホログラム転写箔の基材をホログラム転写層から剥離するとともに、熱圧着されたホログラム転写層を、それ以外のホログラム転写層から分離して、所定形状を有し少なくとも体積型ホログラム層を含むホログラム積層体を被転写媒体上に形成する剥離部材と、を備え、
受ローラーおよび加熱ローラーと、剥離部材との間に、ホログラム転写箔のうちホログラム積層体の少なくとも1つの縁に対応する部分にホログラム転写箔のホログラム転写層側から基材に向って延びかつ基材を残す切断部を形成する切断機構を設けたことを特徴とするホログラム熱転写装置。 - 基材と、少なくとも体積型ホログラム層を含むホログラム転写層とを有するホログラム転写箔を準備する工程と、
ホログラム転写箔を被転写媒体に、そのホログラム転写層が被転写媒体側を向くよう重ねる工程と、
ホログラム転写箔を被転写媒体に加熱押圧し、ホログラム転写層を被転写媒体に熱圧着する工程と、
ホログラム転写箔の基材をホログラム転写層から剥離するとともに、熱圧着されたホログラム転写層を、それ以外のホログラム転写層から分離して、所定形状を有し少なくとも体積型ホログラム層を含むホログラム積層体を被転写媒体上に形成する工程と、を備え、
ホログラム積層体の形成工程において、ホログラム転写層のうちホログラム積層体の少なくとも1つの縁に対応する部分に、被転写媒体に向って延びる切断部を形成したことを特徴とする体積型ホログラム積層体の製造方法。 - 受ローラーと、
受ローラーとの間で、基材と、少なくとも体積型ホログラム層を含むホログラム転写層とを有するホログラム転写箔と、被転写媒体とを挟持して、ホログラム転写層を加熱押圧して被転写媒体に熱圧着する加熱ローラーと、
受ローラーおよび加熱ローラーの下流側に設けられ、ホログラム転写箔の基材をホログラム転写層から剥離するとともに、熱圧着されたホログラム転写層を、それ以外のホログラム転写層から分離して、所定形状を有し少なくとも体積型ホログラム層を含むホログラム積層体を被転写媒体上に形成する剥離部材と、を備え、
剥離部材下流に、ホログラム転写層のうちホログラム積層体の少なくとも1つの縁に対応する部分に被転写媒体に向って延びる切断部を形成する切断機構を設けたことを特徴とするホログラム熱転写装置。 - ホログラム転写層は剥離性保護層、体積型ホログラム層、接着剤層を有することを特徴とする請求項1または請求項3のいずれかに記載の体積型ホログラム積層体の製造方法。
- ホログラム転写層は剥離性保護層、体積型ホログラム層、接着剤層を有することを特徴とする請求項2または請求項4のいずれかに記載のホログラム熱転写装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163412A JP5252274B2 (ja) | 2008-06-23 | 2008-06-23 | ホログラム積層体の製造方法およびホログラム熱転写装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163412A JP5252274B2 (ja) | 2008-06-23 | 2008-06-23 | ホログラム積層体の製造方法およびホログラム熱転写装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000757A true JP2010000757A (ja) | 2010-01-07 |
| JP5252274B2 JP5252274B2 (ja) | 2013-07-31 |
Family
ID=41582859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008163412A Active JP5252274B2 (ja) | 2008-06-23 | 2008-06-23 | ホログラム積層体の製造方法およびホログラム熱転写装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5252274B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10109811A (ja) * | 1996-09-30 | 1998-04-28 | Asahi Glass Co Ltd | ホログラムフィルムの貼付け方法 |
| JP2007011318A (ja) * | 2005-06-02 | 2007-01-18 | Dainippon Printing Co Ltd | 体積ホログラム転写箔および体積ホログラム積層体 |
| JP2007160775A (ja) * | 2005-12-15 | 2007-06-28 | Konica Minolta Photo Imaging Inc | ホログラム感光材料の貼付方法 |
-
2008
- 2008-06-23 JP JP2008163412A patent/JP5252274B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10109811A (ja) * | 1996-09-30 | 1998-04-28 | Asahi Glass Co Ltd | ホログラムフィルムの貼付け方法 |
| JP2007011318A (ja) * | 2005-06-02 | 2007-01-18 | Dainippon Printing Co Ltd | 体積ホログラム転写箔および体積ホログラム積層体 |
| JP2007160775A (ja) * | 2005-12-15 | 2007-06-28 | Konica Minolta Photo Imaging Inc | ホログラム感光材料の貼付方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5252274B2 (ja) | 2013-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2786796C (en) | Volume hologram sheet to be embedded, forgery prevention paper, and card | |
| JP5224060B2 (ja) | 偽造防止媒体 | |
| JP5609029B2 (ja) | 積層体の製造方法、ステッカーの製造方法及びパターニング方法 | |
| CN101327700B (zh) | 全息图层转印箔、体积全息图层叠体及其制造方法 | |
| WO2004073997A1 (ja) | 認証記録媒体、認証記録媒体作成方法 | |
| US11780257B2 (en) | Method for producing a laminated body and a laminating film and laminated body and laminating film | |
| JP5169529B2 (ja) | ホログラム熱転写装置および体積型ホログラム積層体の製造方法 | |
| US10105981B2 (en) | Transfer lamination | |
| JP5103937B2 (ja) | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 | |
| WO2005084960A1 (ja) | 画像形成方法及び記録物 | |
| JP4998384B2 (ja) | ホログラム熱転写装置およびホログラム積層体の製造方法 | |
| WO2005006166A1 (ja) | 偽造防止用ラベルおよびその製造方法 | |
| JP5024202B2 (ja) | 長尺体積ホログラム層転写箔、および、これを用いた体積ホログラム積層体の製造方法 | |
| JP5169528B2 (ja) | 体積型ホログラム積層体の製造方法およびホログラム熱転写装置 | |
| JP5252274B2 (ja) | ホログラム積層体の製造方法およびホログラム熱転写装置 | |
| JP2011215296A (ja) | 貼り換え防止機能付き偽造防止封印ラベル | |
| JP2009166319A (ja) | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 | |
| JP2009000839A (ja) | ホログラム転写箔およびホログラム積層体 | |
| JP2008201086A (ja) | 中間転写記録媒体ならびにそれを用いる情報記録方法および情報記録体の製造方法 | |
| WO2005068218A9 (ja) | 熱転写シート、その製造法およびこの熱転写シートが転写された画像形成体 | |
| JP2019008165A (ja) | 体積ホログラム積層体、体積ホログラム積層体の製造方法、および情報記録媒体 | |
| JP5359250B2 (ja) | パッチ転写媒体の製造方法 | |
| JP5003612B2 (ja) | 体積ホログラム積層体の製造方法、および、体積ホログラム積層体製造装置 | |
| JP2013095127A (ja) | 情報記録偽造防止媒体および情報記録方法 | |
| JP5407292B2 (ja) | パッチ転写媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130322 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130404 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5252274 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160426 Year of fee payment: 3 |