JP2010000653A - 既設管の更生方法 - Google Patents
既設管の更生方法 Download PDFInfo
- Publication number
- JP2010000653A JP2010000653A JP2008160560A JP2008160560A JP2010000653A JP 2010000653 A JP2010000653 A JP 2010000653A JP 2008160560 A JP2008160560 A JP 2008160560A JP 2008160560 A JP2008160560 A JP 2008160560A JP 2010000653 A JP2010000653 A JP 2010000653A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- tube
- spiral
- belt
- cable protection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000011069 regeneration method Methods 0.000 title 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 34
- 230000002093 peripheral effect Effects 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims description 22
- 230000001681 protective effect Effects 0.000 abstract description 15
- 229920006248 expandable polystyrene Polymers 0.000 abstract description 5
- 230000001172 regenerating effect Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 20
- 238000005304 joining Methods 0.000 description 17
- 239000006260 foam Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 238000010276 construction Methods 0.000 description 5
- 238000007667 floating Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000004891 communication Methods 0.000 description 4
- 239000004794 expanded polystyrene Substances 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 238000009751 slip forming Methods 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 230000002411 adverse Effects 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 239000013307 optical fiber Substances 0.000 description 2
- 239000011295 pitch Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920006327 polystyrene foam Polymers 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920006328 Styrofoam Polymers 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000010865 sewage Substances 0.000 description 1
- 239000008261 styrofoam Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





Landscapes
- Sewage (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
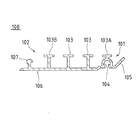
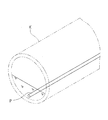
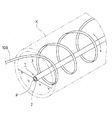
【解決手段】既設管Kに敷設されたケーブル保護管Pの外周面に発泡スチロールチューブ2および有孔管3を順に装着して浮力層1を設け、既設管Kを流下する流水にケーブル保護管Pを浮上させる。次いで、浮上しているケーブル保護管Pに対して螺旋状の帯状部材100を巻き付けるように回転させ、その内方にケーブル保護管Pを収容する。この後、互いに隣接する螺旋状の帯状部材100の接合部同士を相互に接合して螺旋管を製管するとともに、製管された螺旋管を残置させてその前方に新たに帯状部材を供給して螺旋管を順に付加形成し、螺旋管を連続して製管する。
【選択図】図8
Description
2 発泡スチロールチューブ(軽量部)
3 有孔管(保護部)
10 製管装置
11 ガイドローラ
12 成形フレーム
13 接合機構
131 インナーローラ
132 アウターローラ
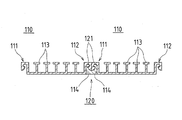
100,110 帯状部材
101,102,111,112 接合部
120 コネクタ
K 既設管
P ケーブル保護管
R 螺旋管
Claims (3)
- 既設管内において、両側に接合部が形成された帯状部材を螺旋状に供給し、互いに隣接する接合部同士を接合して螺旋管を製管するとともに、製管された螺旋管を残置させてその前方に新たに帯状部材を供給して螺旋管を順に付加形成して既設管を更生する既設管の更生方法において、既設管に敷設されたケーブル保護管の外周面の少なくとも一部に水よりも密度が小さい浮力層を設け、既設管を流下する流水にケーブル保護管を浮上させるとともに、浮上したケーブル保護管に対して螺旋状の帯状部材を回転させてその内方にケーブル保護管を収容した後、螺旋状の帯状部材から螺旋管を製管することを特徴とする既設管の更生方法。
- 請求項1記載の既設管の更生方法において、前記浮力層は、ケーブル保護管の外周面を包囲する軽量部であることを特徴とする既設管の更生方法。
- 請求項1記載の既設管の更生方法において、前記浮力層は、ケーブル保護管の外周面を包囲する軽量部と、該軽量部を被覆する保護部とから構成されることを特徴とする既設管の更生方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008160560A JP5053937B2 (ja) | 2008-06-19 | 2008-06-19 | 既設管の更生方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008160560A JP5053937B2 (ja) | 2008-06-19 | 2008-06-19 | 既設管の更生方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000653A true JP2010000653A (ja) | 2010-01-07 |
| JP5053937B2 JP5053937B2 (ja) | 2012-10-24 |
Family
ID=41582772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008160560A Active JP5053937B2 (ja) | 2008-06-19 | 2008-06-19 | 既設管の更生方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5053937B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4743725B1 (ja) * | 2010-09-27 | 2011-08-10 | 株式会社大阪防水建設社 | ライニング体及びそれを用いたライニング構造物 |
| JP7547273B2 (ja) | 2021-03-30 | 2024-09-09 | 積水化学工業株式会社 | 既設管更生方法及び更生管用の製管装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0369341A (ja) * | 1989-08-10 | 1991-03-25 | Japan Steel & Tube Constr Co Ltd | ライニング工法 |
| JPH1182865A (ja) * | 1997-09-08 | 1999-03-26 | Sekisui Chem Co Ltd | 管渠ライニング工法 |
| JPH11188794A (ja) * | 1997-12-26 | 1999-07-13 | Sekisui Chem Co Ltd | 管渠内のライニング管施工方法 |
| JP2001271415A (ja) * | 2000-03-24 | 2001-10-05 | C I Kasei Co Ltd | ケーブル保護管を備えたライニング用樹脂管、ケーブル保護構造を備えた下水管の構造およびケーブル保護管を備えたライニング用樹脂管の布設方法 |
| JP2002070143A (ja) * | 2000-08-30 | 2002-03-08 | Kana Flex Corporation Kk | 排水管補修装置及び排水管補修方法 |
| JP2002233016A (ja) * | 2001-01-31 | 2002-08-16 | Nippon Comsys Corp | 下水道管内光ケーブル敷設方法 |
-
2008
- 2008-06-19 JP JP2008160560A patent/JP5053937B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0369341A (ja) * | 1989-08-10 | 1991-03-25 | Japan Steel & Tube Constr Co Ltd | ライニング工法 |
| JPH1182865A (ja) * | 1997-09-08 | 1999-03-26 | Sekisui Chem Co Ltd | 管渠ライニング工法 |
| JPH11188794A (ja) * | 1997-12-26 | 1999-07-13 | Sekisui Chem Co Ltd | 管渠内のライニング管施工方法 |
| JP2001271415A (ja) * | 2000-03-24 | 2001-10-05 | C I Kasei Co Ltd | ケーブル保護管を備えたライニング用樹脂管、ケーブル保護構造を備えた下水管の構造およびケーブル保護管を備えたライニング用樹脂管の布設方法 |
| JP2002070143A (ja) * | 2000-08-30 | 2002-03-08 | Kana Flex Corporation Kk | 排水管補修装置及び排水管補修方法 |
| JP2002233016A (ja) * | 2001-01-31 | 2002-08-16 | Nippon Comsys Corp | 下水道管内光ケーブル敷設方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4743725B1 (ja) * | 2010-09-27 | 2011-08-10 | 株式会社大阪防水建設社 | ライニング体及びそれを用いたライニング構造物 |
| JP2012067555A (ja) * | 2010-09-27 | 2012-04-05 | Osaka Bosui Constr Co Ltd | ライニング体及びそれを用いたライニング構造物 |
| JP7547273B2 (ja) | 2021-03-30 | 2024-09-09 | 積水化学工業株式会社 | 既設管更生方法及び更生管用の製管装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5053937B2 (ja) | 2012-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8448486B2 (en) | Apparatus for forming curls in reinforcing material-attached profile strip, method for producing spiral pipe, and apparatus for producing spiral pipe | |
| US6887014B2 (en) | Robotic apparatus and method for treatment of conduits | |
| US8668406B2 (en) | Subsea cable installation | |
| US20140366977A1 (en) | Method for pulling in restoration pipe and restored pipeline | |
| JP5291399B2 (ja) | 既設管の更生方法 | |
| JP5053937B2 (ja) | 既設管の更生方法 | |
| JP5275921B2 (ja) | 製管装置 | |
| JP2010023350A (ja) | 製管装置およびこの製管装置を用いた管状体の製管方法 | |
| JP2010264622A (ja) | 更生管の製管方法 | |
| JP6809857B2 (ja) | 螺旋管の製管方法及び製管装置 | |
| JP5903178B1 (ja) | 円管及び立坑の内壁への被覆部材の取付方法 | |
| JPH0348392B2 (ja) | ||
| JP2012000976A (ja) | ライニング施工方法 | |
| GB2476386A (en) | Subsea conduit that can be spooled | |
| KR101137778B1 (ko) | 전선관 설치장치를 이용한 전선관 시공방법 | |
| JP5249741B2 (ja) | 管ライニング材引き込み装置及び引き込み方法 | |
| JP6220654B2 (ja) | 既設管の更生方法 | |
| JP6696872B2 (ja) | 螺旋管の製管方法 | |
| WO2002043214A2 (en) | Cable installation | |
| JP2002097711A (ja) | 排水管補修装置及び排水管補修方法 | |
| JP2013233706A (ja) | 更生管の製管装置 | |
| JPH03260486A (ja) | 地下埋設管におけるライニング施工方法及びその施工装置 | |
| JP7231400B2 (ja) | シェルターおよび既設管の更生方法 | |
| JP7547273B2 (ja) | 既設管更生方法及び更生管用の製管装置 | |
| JP2009138823A (ja) | 給排水用ホース及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120726 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5053937 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |