JP2009529476A - 組み立てラインで工作物担持体を搬送する方法、工作物担持体および組み立てユニット - Google Patents
組み立てラインで工作物担持体を搬送する方法、工作物担持体および組み立てユニット Download PDFInfo
- Publication number
- JP2009529476A JP2009529476A JP2008558740A JP2008558740A JP2009529476A JP 2009529476 A JP2009529476 A JP 2009529476A JP 2008558740 A JP2008558740 A JP 2008558740A JP 2008558740 A JP2008558740 A JP 2008558740A JP 2009529476 A JP2009529476 A JP 2009529476A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece carrier
- primary part
- conveyor belt
- assembly
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 13
- 238000003754 machining Methods 0.000 claims description 34
- 238000012545 processing Methods 0.000 claims description 16
- 238000005259 measurement Methods 0.000 claims description 5
- 239000000969 carrier Substances 0.000 claims description 3
- 238000001514 detection method Methods 0.000 claims description 2
- 230000000295 complement effect Effects 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 10
- 238000012423 maintenance Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000009419 refurbishment Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K41/00—Propulsion systems in which a rigid body is moved along a path due to dynamo-electric interaction between the body and a magnetic field travelling along the path
- H02K41/02—Linear motors; Sectional motors
- H02K41/03—Synchronous motors; Motors moving step by step; Reluctance motors
- H02K41/031—Synchronous motors; Motors moving step by step; Reluctance motors of the permanent magnet type
- H02K41/033—Synchronous motors; Motors moving step by step; Reluctance motors of the permanent magnet type with armature and magnets on one member, the other member being a flux distributor
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K7/00—Arrangements for handling mechanical energy structurally associated with dynamo-electric machines, e.g. structural association with mechanical driving motors or auxiliary dynamo-electric machines
- H02K7/14—Structural association with mechanical loads, e.g. with hand-held machine tools or fans
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53539—Means to assemble or disassemble including work conveyor
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Non-Mechanical Conveyors (AREA)
- Control Of Conveyors (AREA)
Abstract
Description
26 板
28 切欠き部
32 一次部分
42 リニア測定システム
44 搬送ベルト
Claims (11)
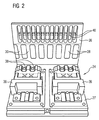
- 組み立てラインに、リニアモータの少なくとも1つの一次部分(32)を配置し、一次部分(32)は複数個のマグネットコイルおよび永久磁石を有し、
各工作物担持体(24)が、等間隔に配置された複数個の切欠き部(28)を備えた軟磁性板(26)を有し、リニアモータの二次部分として機能し、
一次部分(32)に輸送された工作物担持体(24)に運動を変化させる力が作用するように一次部分(32)を制御する
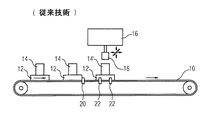
ことを特徴とする組み立てラインで工作物担持体を搬送する方法。 - 組み立てラインに、工作物担持体(24)によって運ばれる少なくとも1つの工作物を加工するための複数個の加工ユニットが設けられ、複数個の工作物担持体(24)が搬送ベルト(44)により1つの加工ユニットからそれぞれ次の加工ユニットへ搬送され、少なくとも1つの加工ユニットの受け側に、リニアモータの一次部分(32)が配置され、常時移動している搬送ベルト(44)上で前記受け側から進入する工作物担持体(24)を一次部分(32)が停止させるように該一次部分(32)を制御することを特徴とする請求項1に記載の方法。
- 工作物担持体(24)の速度を一次部分(32)により搬送速度から連続的にゼロへ導くことを特徴とする請求項2に記載の方法。
- 一次部分(32)が、工作物担持体(24)を停止させることなく加工ユニットへ移送することを特徴とする請求項1に記載の方法。
- 工作物担持体(24)を少なくとも1つの目標位置へもたらすために、工作物担持体(24)の位置および/または速度に関する少なくとも1つの測定量を常時または反復して検出し、一次部分(32)用の制御信号を調整する際に使用することを特徴とする請求項1ないし4の1つに記載の方法。
- 組み立てラインにおいて、リニアモータの一次部分のみを使用して工作物担持体(24)の搬送を行なうことを特徴とする請求項1または5に記載の方法。
- 等間隔に配置された複数個の切欠き部(28)を備えた軟磁性板(26)が設けられていることを特徴とする工作物担持体。
- 位置測定センサ(42)による検知のために、規則的な間隔をもって配置されるマーキング部(40)が設けられていることを特徴とする請求項7に記載の工作物担持体。
- 少なくとも1つの加工ユニットを備え、組み立てラインで使用するための組み立てユニット(46)において、複数個のマグネットコイルおよび永久磁石を有する、リニアモータの少なくとも1つの一次部分(32)が設けられていることを特徴とする組み立てユニット。
- 工作物担持体(24)を入口側(47)で受容し、出口側(48)から搬出させる連続作動式搬送ベルト(44)を備え、一次部分(32)が、搬送ベルト上で進入してくる請求項7または8に記載の工作物担持体の速度を変化させることができるように、搬送ベルト(44)に位置決めされていることを特徴とする請求項9に記載の組み立てユニット。
- 一次部分(32)が、工作物担持体(24)を加工ユニットの加工位置へもたらすことができるように位置決めされていることを特徴とする請求項9または10に記載の組み立てユニット。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006011974A DE102006011974A1 (de) | 2006-03-15 | 2006-03-15 | Verfahren zum Transportieren von Werkstückträgern in einer Montagelinie, Werkstückträger und Montageeinheit |
| PCT/EP2007/050761 WO2007104597A1 (de) | 2006-03-15 | 2007-01-26 | Verfahren zum transportieren von werkstückträgern in einer montagelinie, werkstückträger und montageeinheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009529476A true JP2009529476A (ja) | 2009-08-20 |
| JP2009529476A5 JP2009529476A5 (ja) | 2009-10-01 |
Family
ID=37991814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008558740A Pending JP2009529476A (ja) | 2006-03-15 | 2007-01-26 | 組み立てラインで工作物担持体を搬送する方法、工作物担持体および組み立てユニット |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8430233B2 (ja) |
| JP (1) | JP2009529476A (ja) |
| DE (1) | DE102006011974A1 (ja) |
| WO (1) | WO2007104597A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007057468B4 (de) | 2007-11-29 | 2012-10-04 | Branson Ultraschall Niederlassung Der Emerson Technologies Gmbh & Co. Ohg | Vibrationsschneidvorrichtung und ein Verfahren zum Vibrationsschneiden |
| JP6449530B2 (ja) * | 2013-01-15 | 2019-01-09 | 株式会社三井ハイテック | 回転子積層鉄心の製造方法 |
| US20140209434A1 (en) * | 2013-01-31 | 2014-07-31 | Honda Motor Co., Ltd. | Apparatus for use with fixture assembly and workpiece |
| EP3027540B1 (en) * | 2013-07-29 | 2024-09-11 | Ats Corporation | Conveyor bearing system |
| EP3034441B1 (de) * | 2014-12-17 | 2017-04-19 | UHLMANN PAC-SYSTEME GmbH & Co. KG | Transportvorrichtung zum Fördern von Produkten |
| JP6521772B2 (ja) * | 2015-07-07 | 2019-05-29 | キヤノン株式会社 | 搬送システム及びその制御方法、並びに台車及びその制御方法 |
| CN106141789B (zh) * | 2015-07-31 | 2018-08-31 | 宁夏巨能机器人系统有限公司 | 一种堆垛料道的定位装置及其定位方法 |
| CN106181537B (zh) * | 2016-08-31 | 2018-07-27 | 江苏迈尔汽车零部件有限公司 | 悬架上支架的钻孔进料输送装置 |
| AT523640B1 (de) * | 2020-04-27 | 2021-10-15 | B & R Ind Automation Gmbh | Stützstruktur für einen Planarmotor |
| DE102020211394A1 (de) | 2020-09-10 | 2022-03-10 | Volkswagen Aktiengesellschaft | Vorrichtung und Verfahren zur Positionsbestimmung eines Werkstücks |
| CN112960350B (zh) * | 2021-02-02 | 2024-06-11 | 广州市通海金属制品有限公司 | 一种金属罐加工生产线 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58182467A (ja) * | 1982-04-16 | 1983-10-25 | Res Dev Corp Of Japan | リニアモ−タによる搬送位置決め装置 |
| JPS60177690U (ja) * | 1984-04-27 | 1985-11-26 | 神鋼電機株式会社 | リニアモ−タを使用した搬送装置 |
| JPS6181104A (ja) * | 1984-09-27 | 1986-04-24 | Toshiba Corp | 搬送装置 |
| JPS6198170A (ja) * | 1984-10-17 | 1986-05-16 | Hitachi Ltd | 片側励磁式リニア誘導モ−タの停止位置決め方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3618194A1 (de) * | 1986-05-30 | 1987-12-03 | Bosch Gmbh Robert | Lineareinheit |
| NL8902277A (nl) | 1989-09-12 | 1991-04-02 | Walker Hagou Bv | Magnetisch spangereedschap. |
| JPH04156263A (ja) * | 1990-10-16 | 1992-05-28 | Nippon Thompson Co Ltd | 小形リニアモータ駆動装置 |
| JP2652501B2 (ja) * | 1993-04-08 | 1997-09-10 | 花王株式会社 | 充填方法及び装置 |
| JP3407980B2 (ja) * | 1994-06-20 | 2003-05-19 | 日本トムソン株式会社 | リニア電磁アクチュエータ及びこれを具備した駆動ユニット |
| GB2343997B (en) * | 1998-11-23 | 2003-06-25 | Linear Drives Ltd | Coaxial linear motor for extended travel |
| DE10150319C1 (de) * | 2001-10-11 | 2003-05-28 | Siemens Ag | Transfervorrichtung für Werkstückträger |
| US20050061195A1 (en) * | 2002-12-12 | 2005-03-24 | Heinrich Lutz | Conveying device |
| DE102004045992A1 (de) | 2004-09-22 | 2006-04-06 | Siemens Ag | Elektrische Maschine |
-
2006
- 2006-03-15 DE DE102006011974A patent/DE102006011974A1/de not_active Withdrawn
-
2007
- 2007-01-26 WO PCT/EP2007/050761 patent/WO2007104597A1/de active Application Filing
- 2007-01-26 JP JP2008558740A patent/JP2009529476A/ja active Pending
- 2007-01-26 US US12/225,089 patent/US8430233B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58182467A (ja) * | 1982-04-16 | 1983-10-25 | Res Dev Corp Of Japan | リニアモ−タによる搬送位置決め装置 |
| JPS60177690U (ja) * | 1984-04-27 | 1985-11-26 | 神鋼電機株式会社 | リニアモ−タを使用した搬送装置 |
| JPS6181104A (ja) * | 1984-09-27 | 1986-04-24 | Toshiba Corp | 搬送装置 |
| JPS6198170A (ja) * | 1984-10-17 | 1986-05-16 | Hitachi Ltd | 片側励磁式リニア誘導モ−タの停止位置決め方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006011974A1 (de) | 2007-09-20 |
| WO2007104597A1 (de) | 2007-09-20 |
| US8430233B2 (en) | 2013-04-30 |
| US20100314215A1 (en) | 2010-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009529476A (ja) | 組み立てラインで工作物担持体を搬送する方法、工作物担持体および組み立てユニット | |
| US11249031B2 (en) | Inspection system and method for analysing defects | |
| US5163222A (en) | Method and apparatus for loading metal leadframes with electronic components | |
| KR20090037878A (ko) | 캐리어 테이프의 위치 결정 장치 | |
| US8008815B2 (en) | Planar stage moving apparatus for machine | |
| JP2009529476A5 (ja) | ||
| TW201422505A (zh) | 用於周向地運輸物件之運輸裝置 | |
| US11969841B2 (en) | Transport system, transport method, and article manufacturing method | |
| JP2019103225A (ja) | 搬送装置、加工システム、および物品の製造方法 | |
| US20050061195A1 (en) | Conveying device | |
| US6283039B1 (en) | Conveying system using linear motor | |
| JP7058977B2 (ja) | 搬送装置、加工システム、および物品の製造方法 | |
| US11926485B2 (en) | Processing system and article manufacturing method | |
| JP7447274B2 (ja) | 搬送装置およびスライダの位置検出装置 | |
| JP2022044957A (ja) | 搬送システム、加工システム、物品の製造方法、搬送システムの制御方法、プログラムおよび記憶媒体 | |
| CN112777250A (zh) | 线性输送装置 | |
| CN116697870A (zh) | 测位装置、驱动装置、测位方法及存储介质 | |
| US10951092B2 (en) | Transport system, carriage, positioning apparatus, processing system, and positioning method | |
| JP4834093B2 (ja) | 基板に実装するための、モジュール状に構成された装置 | |
| US20250051107A1 (en) | Method and service station for adjusting a transport unit | |
| NL2018266B1 (en) | Planar positioning device | |
| JP4402112B2 (ja) | 位置測定システムを備えた平型直接駆動装置 | |
| CN221479320U (zh) | 天车自动校准定位的装置和系统 | |
| KR100937318B1 (ko) | 머시닝센터 이송축의 직각도 조정장치 | |
| JPH11179458A (ja) | ワークの搬入・搬出及び移送位置決め装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090803 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120822 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130305 |