JP2009504896A - 変形可能な硬質ポルスチレン発泡体ボード - Google Patents
変形可能な硬質ポルスチレン発泡体ボード Download PDFInfo
- Publication number
- JP2009504896A JP2009504896A JP2008528011A JP2008528011A JP2009504896A JP 2009504896 A JP2009504896 A JP 2009504896A JP 2008528011 A JP2008528011 A JP 2008528011A JP 2008528011 A JP2008528011 A JP 2008528011A JP 2009504896 A JP2009504896 A JP 2009504896A
- Authority
- JP
- Japan
- Prior art keywords
- polystyrene foam
- foam product
- evoh
- bending
- vinyl alcohol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2325/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2325/02—Homopolymers or copolymers of hydrocarbons
- C08J2325/04—Homopolymers or copolymers of styrene
- C08J2325/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2427/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2429/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
Abstract
【選択図】図1
Description
本発明は、絶縁用途、特に建築構造のための外部断熱用仕上げ系(EIFS)、非平面表面及び構造用発泡製品を有する高速道路防音用構造に適切な高強度で容易に変形しうる(HS−ED)硬質押出ポリスチレン(XPS)発泡体ボードを製造する組成物及び方法に関する。本発明により製造される硬質ポリスチレン発泡体ボードは、従来の組成物及び方法を使用して製造される対応する発泡体ボード製品と比べて改善された衝撃抵抗性を示すこともでき、したがって、構造用発泡体製品にも適切でありうる。本発明を、従来の気泡質発泡体(すなわち、典型的にはおよそ104〜106気泡/cm3の気泡密度を示すもの)と、微小気泡発泡体(すなわち、典型的にはおよそ107〜109気泡/cm3の気泡密度を有するもの)の両方に、可能であれば超微小気泡発泡体(すなわち、典型的にはおよそ109〜1012気泡/cm3の気泡密度を有するもの)に適用することもできる。所定の物質において平均気泡サイズが減少すると、膨張係数も減少し、少なくとも部分的に気泡凝集を低減し、かつ相対的により厚い気泡壁を維持することにより、ポリマー強度が増加して、気泡の結合性を維持する傾向がある。

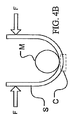
2Rfは、下記で更に詳述される破壊半径である。
3Rcは、下記で更に詳述される臨界半径である。
4Trは、パネルが破壊することなくRcに近づくことができる回数の測定である。
出願者は、この試験の従来のASTM又はISO同等物を承知していないが、多様な発泡体試料の相対的柔軟性/延性性を評価及び定量化するために、この誘導曲げ試験を開発した。この試験は、見掛け曲げ弾性率(ASTM D747により決定)のような全ての硬質発泡体の機械的柔軟特性に対処すること、又は弾性と可塑性の構成要素を識別することを意図又は目的としていない。しかしこの試験は、発泡体ボートを10回まで(又はボードが反復変形に耐えるのに十分な耐久性がない場合は破壊するまで)曲げることによる、曲げ半径を可能にする見掛け値、並びに発泡体ボードの耐久性の測度の比較的簡単な評価を提供する。
Rf=(L2/8Δ)+Δ/2 (I)
式中、L=たわみを測定する弦の長さ(これらの試料では24インチ)及びΔ=たわみ又は中央縦座標(インチ)。
Claims (23)
- 発泡ポリスチレン発泡体製品を製造する方法であって、
主要部分のポリスチレン、第1副部分の曲げ剤及び第2副部分の発泡剤を含む加圧発泡性組成物を調製すること;
加圧発泡性組成物をダイからより低い圧力の領域に押し出して、中間発泡体製品を形成すること;及び
中間発泡体製品を冷却し、仕上げて、最終発泡体製品を形成すること
を含む方法。 - 曲げ剤が、酢酸ビニル(EVA)、ポリビニルアルコール(PVA)、ビニルアルコール/エチレンコポリマー(EVOH)、ポリ塩化ビニリデン(PVDC)、ポリ塩化ビニル(PVC)、塩化ビニル/塩化ビニリデンコポリマー、及び塩化ビニリデン/メチルアクリレートコポリマーの少なくとも1つから選択される、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、ビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、約190℃で約1.5〜約1.8のメルトインデックスを有するビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、約190℃で約1.5〜約1.8のメルトインデックスを有し、約30〜約34mol%のエチレン組成を有するビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約5質量%未満を表すビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約2.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約0.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)である、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 加圧発泡性組成物が、ポリスチレン以外の副部分のオレフィンポリマー又はオレフィンコポリマーも含む、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 曲げ剤が、ポリスチレンと水素結合を形成する傾向がある複数の極性基を組み込む、請求項1記載の発泡ポリスチレン発泡体製品の製造方法。
- 主要部分の極性基がヒドロキシル基である、請求項10記載の発泡ポリスチレン発泡体製品の製造方法。
- 主要部分のポリスチレンと、
第1副部分の曲げ剤と、
第2副部分の発泡剤とを含み、約1インチ(約2.54cm)の公称厚さを有する横断試料が、約12インチ未満の破壊半径Rfを有する
硬質発泡ポリスチレン発泡体製品。 - 主要部分のポリスチレンに適合する、第3副部分の1つ以上のポリマー及びコポリマーを更に含み、
第1副部分の曲げ剤が、少なくとも2つの曲げ剤のブレンドであり、更に、
第2副部分の発泡剤が、少なくとも2つの発泡剤のブレンドである
請求項12記載の硬質発泡ポリスチレン発泡体製品。 - 第1副部分の曲げ剤が、酢酸ビニル(EVA)、ポリビニルアルコール(PVA)、ビニルアルコール/エチレンコポリマー(EVOH)、ポリ塩化ビニリデン(PVDC)、ポリ塩化ビニル(PVC)、塩化ビニル/塩化ビニリデンコポリマー、及び塩化ビニリデン/メチルアクリレートコポリマーの少なくとも1つから選択される少なくとも1つの化合物を含み、第2副部分の発泡剤が、HCFC、HFC、CO2、H2O、不活性ガス、炭化水素、及びこれらの混合物の少なくとも1つから選択される少なくとも1つの化合物を含み、約1インチ(約2.54cm)の公称厚さを有する横断試料が、約12インチ未満の試験A破壊半径Rfの半径を有する、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、ビニルアルコール/エチレンコポリマー(EVOH)である、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、約190℃で約1.5〜約1.8のメルトインデックスを有するビニルアルコール/エチレンコポリマー(EVOH)である、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、約190℃で約1.5〜約1.8のメルトインデックスを有し、30〜34mol%のエチレン組成を有するビニルアルコール/エチレンコポリマー(EVOH)である、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約2.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)である、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約1.0質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)である、請求項12記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約2.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)であり、約1インチ(約2.54cm)の公称厚さを有する横断試料が、約6インチ未満のRfを有する、請求項14記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約2.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)であり、約1インチ(約2.54cm)の公称厚さを有する横断試料が、約4インチ未満のRfを有する、請求項4記載の硬質発泡ポリスチレン発泡体製品。
- 曲げ剤が、発泡製品の乾燥質量に基づいて発泡性組成物の約2.5質量%以下を表すビニルアルコール/エチレンコポリマー(EVOH)であり、約1インチ(約2.54cm)の公称厚さを有する横断試料が、試験手順Aに従って測定して、約4インチ未満のRf及び約12インチ(約30.5cm)未満の臨界半径Rcを有する、請求項14記載の硬質発泡ポリスチレン発泡体製品。
- 約1インチ(約2.54cm)の公称厚さを有するポリスチレン発泡体製品が、試験手順Bに従って測定して、約4インチ未満のRf及び約6インチ(約15.2cm)未満の臨界半径Rcを有する、請求項19記載の硬質発泡ポリスチレン発泡体製品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/208,987 US8314161B2 (en) | 2005-08-22 | 2005-08-22 | Deformable, rigid polystyrene foam board |
| PCT/US2006/032317 WO2007024682A2 (en) | 2005-08-22 | 2006-08-18 | Deformable, polystyrene, foam board |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009504896A true JP2009504896A (ja) | 2009-02-05 |
| JP2009504896A5 JP2009504896A5 (ja) | 2012-06-21 |
Family
ID=37768083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008528011A Pending JP2009504896A (ja) | 2005-08-22 | 2006-08-18 | 変形可能な硬質ポルスチレン発泡体ボード |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US8314161B2 (ja) |
| EP (1) | EP1917298A2 (ja) |
| JP (1) | JP2009504896A (ja) |
| CN (1) | CN101243123B (ja) |
| BR (1) | BRPI0615054B1 (ja) |
| CA (1) | CA2616142C (ja) |
| MX (1) | MX2008002469A (ja) |
| WO (1) | WO2007024682A2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8314161B2 (en) * | 2005-08-22 | 2012-11-20 | Owens Corning Intellectual Capital, Llc | Deformable, rigid polystyrene foam board |
| US9752004B2 (en) | 2006-06-22 | 2017-09-05 | Owens Corning Intellectual Capital, Llc | Cell size enlargers for polystyrene foams |
| US9476202B2 (en) | 2011-03-28 | 2016-10-25 | Owens Corning Intellectual Capital Llc | Foam board with pre-applied sealing material |
| CN102219962A (zh) * | 2011-05-30 | 2011-10-19 | 江苏常盛管业有限公司 | 一种可变形的聚苯乙烯发泡型材 |
| CN103435291B (zh) * | 2013-07-16 | 2016-02-03 | 汪永辉 | 一种阻燃泡沫墙体保温板及其制备方法 |
| WO2015071800A1 (en) * | 2013-11-15 | 2015-05-21 | Semiconductor Energy Laboratory Co., Ltd. | Data processor |
| KR101588294B1 (ko) * | 2013-12-30 | 2016-01-28 | 삼성전자주식회사 | 사용자 인터렉션을 제공하는 사용자 단말 장치 및 그 방법 |
| US10608955B2 (en) * | 2014-11-25 | 2020-03-31 | Vmware, Inc. | Reverse breadth-first search method for optimizing network traffic in a distributed system with a point of convergence |
| CN106009353B (zh) * | 2016-07-27 | 2018-04-03 | 尹军 | 绝热用石墨挤塑板及其制备工艺 |
| CN114850652B (zh) * | 2022-06-17 | 2024-04-12 | 广东省科学院中乌焊接研究所 | 一种摩擦增材装置和摩擦增材方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6086130A (ja) * | 1983-10-19 | 1985-05-15 | Asahi Chem Ind Co Ltd | 塩化ビニル系樹脂発泡体の製造方法 |
| WO1996016111A1 (fr) * | 1994-11-18 | 1996-05-30 | Dow Kakoh Kabushiki Kaisha | Mousse en resine de polystyrene et procede pour produire la mousse |
| JP2006131757A (ja) * | 2004-11-05 | 2006-05-25 | Kaneka Corp | 熱可塑性樹脂押出発泡体およびその製造方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3589592A (en) * | 1967-03-01 | 1971-06-29 | Dow Chemical Co | Foam receptacle |
| US3696181A (en) * | 1970-03-20 | 1972-10-03 | Du Pont | Flash extursion of polyvinyl chloride |
| DE2327983B2 (de) | 1973-06-01 | 1976-08-19 | Waagerechter verkokungsofen mit querregeneratoren | |
| US5057169A (en) * | 1981-03-23 | 1991-10-15 | The Crowell Corporation | Process of protecting a surface using a foam laminate |
| JPS5889623A (ja) | 1981-11-24 | 1983-05-28 | Shin Etsu Chem Co Ltd | 塩化ビニル系樹脂発泡成形体の製造方法 |
| US5128196A (en) | 1990-03-16 | 1992-07-07 | Amoco Corporation | Foamed core-reclaim multi-layer sheet and process for production thereof |
| US5332761A (en) * | 1992-06-09 | 1994-07-26 | The Dow Chemical Company | Flexible bimodal foam structures |
| GB9405864D0 (en) | 1994-03-24 | 1994-05-11 | Anglian Windows Ltd | Plastics extrusions and method of extrusion thereof |
| US5670552A (en) * | 1995-12-18 | 1997-09-23 | W. R. Grace & Co.-Conn. | Foam and process for producing foam using a carbon dioxide blowing agent |
| US6054529A (en) * | 1997-04-08 | 2000-04-25 | The Procter & Gamble Co. | Blends of and methods of blending EVOH polymers and ethylene based polymers having improved environmental stress cracking or environmental fatigue resistance, and products therefrom |
| AU748704B2 (en) * | 1997-05-14 | 2002-06-13 | Basf Aktiengesellschaft | Method for producing expandable styrene polymers containing graphite particles |
| US5962545A (en) * | 1997-06-23 | 1999-10-05 | The Dow Chemical Company | Method of enhancing open cell formation in alkenyl aromatic polymer foams |
| US6225363B1 (en) | 1998-04-07 | 2001-05-01 | Pactiv Corporation | Foamable composition using high density polyethylene |
| US6069183A (en) * | 1998-04-07 | 2000-05-30 | Tenneco Packaging Inc. | Foamable composition using high density polyethylene |
| DE69925014T2 (de) * | 1998-10-21 | 2006-03-09 | Owens Corning, Toledo | Verfahren zur herstellung von extrudiertem schaumstoff |
| US6048909A (en) * | 1998-12-04 | 2000-04-11 | The Dow Chemical Company | Foams having increased heat distortion temperature made from blends of alkenyl aromatic polymers and alpha-olefin/vinyl or vinylidene aromatic and/or sterically hindered aliphatic or cycloaliphatic vinyl or vinylidene interpolymers |
| US5993707A (en) * | 1998-12-04 | 1999-11-30 | The Dow Chemical Company | Enlarged cell size foams made from blends of alkenyl aromatic polymers and alpha-olefin/vinyl or vinylidene aromatic and/or sterically hindered aliphatic or cycloaliphatic vinyl or vinylidene interpolymers |
| US6174471B1 (en) * | 1999-03-15 | 2001-01-16 | The Dow Chemical Company | Open-cell foam and method of making |
| DE19921386A1 (de) * | 1999-05-10 | 2000-11-16 | Basf Ag | Offenzellig Partikelschaumstoffe |
| AU1767701A (en) * | 1999-12-07 | 2001-06-18 | Dow Global Technologies Inc. | Hydrogenated vinyl aromatic polymer foams |
| ATE285957T1 (de) * | 2000-06-13 | 2005-01-15 | Silver Plastics Gmbh & Co Kg | Verpackungsschale aus schaumstoff und verfahren zu ihrer herstellung |
| US7129297B2 (en) * | 2003-09-29 | 2006-10-31 | Fina Technology, Inc. | Polystyrene blends and a method of making same |
| US8314161B2 (en) * | 2005-08-22 | 2012-11-20 | Owens Corning Intellectual Capital, Llc | Deformable, rigid polystyrene foam board |
-
2005
- 2005-08-22 US US11/208,987 patent/US8314161B2/en not_active Expired - Fee Related
-
2006
- 2006-08-18 CA CA 2616142 patent/CA2616142C/en not_active Expired - Fee Related
- 2006-08-18 MX MX2008002469A patent/MX2008002469A/es active IP Right Grant
- 2006-08-18 BR BRPI0615054-3A patent/BRPI0615054B1/pt not_active IP Right Cessation
- 2006-08-18 JP JP2008528011A patent/JP2009504896A/ja active Pending
- 2006-08-18 CN CN200680030498XA patent/CN101243123B/zh not_active Expired - Fee Related
- 2006-08-18 WO PCT/US2006/032317 patent/WO2007024682A2/en active Application Filing
- 2006-08-18 EP EP20060801833 patent/EP1917298A2/en not_active Withdrawn
-
2007
- 2007-02-21 US US11/708,889 patent/US20070149628A1/en not_active Abandoned
-
2012
- 2012-10-10 US US13/648,331 patent/US8524792B2/en active Active
-
2013
- 2013-08-27 US US14/010,918 patent/US9150719B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6086130A (ja) * | 1983-10-19 | 1985-05-15 | Asahi Chem Ind Co Ltd | 塩化ビニル系樹脂発泡体の製造方法 |
| WO1996016111A1 (fr) * | 1994-11-18 | 1996-05-30 | Dow Kakoh Kabushiki Kaisha | Mousse en resine de polystyrene et procede pour produire la mousse |
| JP2006131757A (ja) * | 2004-11-05 | 2006-05-25 | Kaneka Corp | 熱可塑性樹脂押出発泡体およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130030069A1 (en) | 2013-01-31 |
| CN101243123B (zh) | 2012-05-23 |
| US20140011899A1 (en) | 2014-01-09 |
| US9150719B2 (en) | 2015-10-06 |
| CA2616142C (en) | 2014-04-15 |
| CN101243123A (zh) | 2008-08-13 |
| MX2008002469A (es) | 2008-04-07 |
| WO2007024682A3 (en) | 2007-11-15 |
| US20070043131A1 (en) | 2007-02-22 |
| CA2616142A1 (en) | 2007-03-01 |
| US8524792B2 (en) | 2013-09-03 |
| BRPI0615054A2 (pt) | 2011-05-03 |
| US20070149628A1 (en) | 2007-06-28 |
| EP1917298A2 (en) | 2008-05-07 |
| US8314161B2 (en) | 2012-11-20 |
| BRPI0615054B1 (pt) | 2019-06-18 |
| WO2007024682A2 (en) | 2007-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9150719B2 (en) | Deformable, rigid polystyrene foam board | |
| WO2012081490A1 (ja) | ポリオレフィン系樹脂発泡粒子成形体の製造方法、及びポリオレフィン系樹脂発泡粒子成形体 | |
| JP4084209B2 (ja) | 発泡成形体及びその製造方法 | |
| CN101479330A (zh) | 含多官能层状纳米石墨的聚合物泡沫 | |
| WO2004104075A1 (en) | High temperature resistant, flexible, low density polypropylene foams | |
| EP3161051B1 (en) | Composition for preparing an amorphous polymeric foam using a benzylidene sorbitol nucleating agent | |
| JP2004068016A (ja) | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 | |
| JP5182841B2 (ja) | ポリカーボネート系樹脂押出発泡体の製造方法 | |
| JP3453313B2 (ja) | ポリアミド系樹脂発泡体及びその製造方法 | |
| JP5044589B2 (ja) | ポリフッ化ビニリデン系樹脂発泡粒子、及びポリフッ化ビニリデン系樹脂発泡粒子成形体 | |
| JP3524006B2 (ja) | ポリアミド系樹脂発泡体の製造方法 | |
| JP4973044B2 (ja) | 耐熱性熱可塑性樹脂発泡体およびその製造方法 | |
| US6462101B1 (en) | Foam comprising a blend of low density polyethylene and high melt tension polypropylene | |
| JP3742033B2 (ja) | スチレン系樹脂発泡板の製造方法 | |
| JP2006016609A (ja) | ポリスチレン系樹脂押出発泡体 | |
| JP4188664B2 (ja) | ポリスチレン樹脂発泡シートおよびポリスチレン樹脂積層発泡シート | |
| JP2011057826A (ja) | 押出発泡ボード | |
| JPH08252851A (ja) | ポリカーボネート系樹脂押出発泡シートの製造方法 | |
| JP2004075720A (ja) | スチレン系樹脂発泡シートの製造方法 | |
| WO2024040243A2 (en) | Multi-material sheathing system with improved thermal insulation | |
| JP2003020355A (ja) | ポリ乳酸系樹脂発泡体及びその製造方法 | |
| JP2001329092A (ja) | 押出発泡体 | |
| JP2009156374A (ja) | 真空断熱材 | |
| JP2006206922A (ja) | ポリカーボネート系樹脂発泡体の製造方法及びポリカーボネート系樹脂発泡体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120206 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20120507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130422 |