JP2009502540A - 研磨物品及びその製造方法 - Google Patents
研磨物品及びその製造方法 Download PDFInfo
- Publication number
- JP2009502540A JP2009502540A JP2008525021A JP2008525021A JP2009502540A JP 2009502540 A JP2009502540 A JP 2009502540A JP 2008525021 A JP2008525021 A JP 2008525021A JP 2008525021 A JP2008525021 A JP 2008525021A JP 2009502540 A JP2009502540 A JP 2009502540A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- polymer network
- abrasive article
- screen
- openings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
かみそりの刃を使用して、相互接続しているU型のチャネル(幅0.95センチメートル×深さ0.64センチメートル)を、直径12.7センチメートル×厚さ1.6センチメートルの発泡体バックアップパッドの5つの穴の間で刻んだ。発泡体バックアップパッドは、3M社(3M Company、ミネソタ州セントポール(St. Paul, Minnesota))から商標表記「3MフックイットIIバックアップパッド(HOOKIT II BACKUP PAD)、部品番号05345(PART NUMBER 05345)」として入手可能である。12.7センチメートルのサンプルディスクをバックアップパッドに取り付け、次にパッドを、ダイナブレード社(Dynabrade Corporation、ニューヨーク州クラレンス(Clarence, New York))の精密仕上げデュアルアクション・オービタルサンダー(fine finishing dual-action orbital sander)、モデル「21034」の上に搭載した。続いて、中央の塵除去真空ラインをサンダーに取り付けた。研磨層を、予め重みを加えた38.1センチメートル×53.3センチメートルのアクリルテストパネルに手作業で接触させた。テストパネルはシーリー−エイラー・プラスチックス社(Seelye-Eiler Plastics Inc.、ミネソタ州ブルーミントン(Bloomington, Minnesota))から入手した。サンダーを610.2キロパスカル(88.5ポンド/平方インチ)のエアラインの圧力及び53.4N(12ポンド(5.4キログラム))のダウンフォースで45秒間動かした。ワークピースの表面に対する角度は0度を使用した。45分の研磨サイクルをさらに4回、計3分45秒繰り返す。最後のサンディング・サイクルの後、テストパネルに再度重みを加えてサンディングの手順をさらに2回繰り返し、これにより平均カットを測定した。サンディング試験の完了時に、スクリーン研磨材の上の削りくずの目視観測も行なった。
直径12.7センチメートル×厚さ1.6センチメートルの発泡体バックアップパッドに12.7センチメートルのサンプルディスクを取り付けた。発泡体バックアップパッドは、3M社から商標表記「3MフックイットIIバックアップパッド(HOOKIT II BACKUP PAD)、部品番号05245(PART NUMBER 05345)」として入手可能である。続いて、バックアップパッドをモデル21034サンダーの上に搭載し、中央の塵除去真空ラインを取り外し、サンディング試験#1に記載のサンディングの手順を繰り返した。
解放式機械的ファスナシステム(releasable mechanical fastener system)のフック構成要素を、米国特許第6,843,944号(ベイ(Bay)ら)に記載の方法にしたがって作製した。得られたポリプロピレンの接着裏材は、厚さ127マイクロメートル(5ミル)、茎部直径355.6マイクロメートル(14ミル)、キャップ直径0.76ミリメートル(30ミル)、茎部高さ508マイクロメートル(20ミル)、及び1平方センチメートルあたりの茎部頻度は52.7(340茎部/平方インチ)であった。裏材のオープン・スペースはゼロであった。
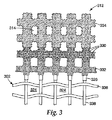
ポリプロピレン・メッシュ・フックの裏材を、米国特許公開2004/0170802(セス(Seth)ら)によって報告されている方法にしたがって製造し、当該特許の開示は参照することによって本明細書に組み込まれる。ダイ形状は、米国特許公開2004/0170802(セス(Seth)ら)の図10に示されている、ポリマー網目を製造するために使用したダイと類似であった。しかしながら、米国特許公開2004/0170802(セス(Seth)ら)の図10に示されている物品とは対照的に、第1の複数の糸上のフックは切断されず、したがってフックは、約3の伸長率で第1の糸を縦方向に引き伸ばした後の成形寸法の約三分の一に減少した。第1の複数の糸の切断されていないフックは、ポリマー網目をスクリーン研磨材に取り付けるための表面を形成した。第2の複数の糸の仕上がり厚さは約228.6マイクロメートル(9ミル)であり、茎部高さ736.6マイクロメートル(29ミル)、茎部直径254マイクロメートル(10ミル)、及び1平方センチメートルあたりの茎部頻度が約70茎部(450茎部/平方インチ)の複数のフックを具備した。ポリマー網目のオープン・スペースは、ポリマー網目の外辺部によって形成された面積の総表面積の80パーセントを占めた。
3M社(3M Company)から入手可能な「3M77スプレー接着剤(3M 77 SPRAY ADHESIVE)」タイプの接着剤を、スクリーン研磨材の非研磨側及びAB1の一面に軽くスプレーし、該2つの材料を共に積層した。次に、12.7センチメートルのディスクを積層シートからダイカットした。
比較例Aに記載の方法にしたがって、スクリーン研磨材の非研磨側をAB2の一面に積層した。同様に、12.7センチメートルのサンプルディスクを積層体からダイカットした。

Claims (20)
- スクリーン研磨材の表面積を画定する外辺部を有する第1の主要表面、第2の主要表面、前記第1の主要表面から前記第2の主要表面に延伸する複数の開口部、及び裏材の前記第1の主要表面の少なくとも一部に固定された研磨層、を有する目の粗いメッシュ裏材を含むスクリーン研磨材であって、前記研磨層が複数の研磨粒子及び少なくとも一つのバインダーを含むスクリーン研磨材、及び
前記目の粗いメッシュ裏材の前記第2の主要表面と係合するポリマー網目であって、前記ポリマー網目が第1の方向に延伸する第1の複数の糸、第2の方向に延伸する第2の複数の糸、及び前記第2の複数の糸の少なくとも一部から突出する複数のフックを含み、前記第1及び第2の複数の糸が互いに貼付し合って前記ポリマー網目の中に複数の開口部を形成するポリマー網目、
を含む研磨物品であって、
前記ポリマー網目の前記開口部が前記スクリーン研磨材の前記開口部と協働して粒子の流れが前記研磨物品を通過することを可能にする、研磨物品。 - 前記目の粗いメッシュ裏材が、織物である、請求項1に記載の研磨物品。
- 前記目の粗いメッシュ裏材が、ファイバーグラス、ナイロン、ポリエステル、ポリプロピレン、又はアルミニウムの少なくとも一つを含む、請求項2に記載の研磨物品。
- 前記目の粗いメッシュ裏材が、穿孔フィルムである、請求項1に記載の研磨物品。
- 前記目の粗いメッシュ裏材の中の前記開口部が、少なくとも0.3平方ミリメートルの平均開口面積を有する、請求項1に記載の研磨物品。
- 前記目の粗いメッシュ裏材の中の前記開口部が、前記スクリーン研磨材表面積の少なくとも50パーセントの総開口面積を有する、請求項1に記載の研磨物品。
- 前記研磨物品を通って流れる前記粒子が、少なくとも10マイクロメートルの寸法を有する粒子を含む、請求項1に記載の研磨物品。
- 前記ネットの前記開口部が、略直線で囲まれている、請求項1に記載の研磨物品。
- 前記第1及び第2の方向が、互いに略垂直である、請求項1に記載の研磨物品。
- 前記第1及び第2の糸が、一体である、請求項1に記載の研磨物品。
- 前記ポリマー網目の前記開口部が、前記スクリーン研磨表面積の70〜90パーセントの範囲である累積開口面積を形成する、請求項1に記載の研磨物品。
- 前記ポリマー網目が、熱可塑性樹脂を含む、請求項1に記載の研磨物品。
- 前記ポリマー網目が、ポリエチレン又はポリプロピレンの少なくとも一つから選択される高分子材料を含む、請求項1に記載の研磨物品。
- 前記ポリマー網目を前記目の粗いメッシュ裏材の前記第2の主要表面に固定する接着剤をさらに含む、請求項1に記載の研磨物品。
- 前記研磨粒子が、垂直に配向される、請求項1に記載の研磨物品。
- 前記研磨粒子が、多孔質である、請求項1に記載の研磨物品。
- スクリーン研磨表面積を画定する外辺部を有する第1の主要表面、第2の主要表面、前記第1の主要表面から前記第2の主要表面に延伸する複数の開口部、及び裏材の前記第1の主要表面の少なくとも一部に貼付される研磨層を有する目の粗いメッシュ裏材を含むスクリーン研磨材を提供する工程であって、前記研磨層が複数の研磨粒子及び少なくとも一つのバインダーを含む工程、
前記目の粗いメッシュ裏材の前記第2の主要表面と結合するポリマー網目を提供する工程であって、前記ポリマー網目が第1の方向に延伸する複数の第1の糸、第2の方向に延伸する複数の第2の糸、及び前記複数の第2の糸の少なくとも一部から突出する複数のフックを含み、前記複数の第1及び第2の糸が互いに貼付し合って前記ポリマー網目の中に複数の開口部を形成する工程、及び
前記ポリマー網目が前記目の粗いメッシュ裏材の前記第2の主要表面の少なくとも一部に貼付される工程であって、前記ポリマー網目の前記開口部が前記スクリーン研磨材の前記開口部と協働して粒子の流れが前記研磨物品を通過することを可能にする工程、
を含む研磨物品の製造方法。 - 前記目の粗いメッシュ裏材の前記第2の主要表面、及び前記ポリマー網目の少なくとも一方の上に接着剤を塗布する工程をさらに含む、請求項17に記載の方法。
- 前記ポリマー網目の前記開口部が、前記スクリーン研磨表面積の70〜90パーセントの範囲である累積開口面積を形成する、請求項17に記載の方法。
- 前記複数のフックを、ループ状の材料を含むバックアップパッド表面を有するオービタルサンダーに噛み合わせる工程をさらに含む、請求項17に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/197,798 US7258705B2 (en) | 2005-08-05 | 2005-08-05 | Abrasive article and methods of making same |
| PCT/US2006/028897 WO2007019054A1 (en) | 2005-08-05 | 2006-07-26 | Abrasive article and methods of making same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009502540A true JP2009502540A (ja) | 2009-01-29 |
| JP2009502540A5 JP2009502540A5 (ja) | 2009-09-10 |
Family
ID=37256059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008525021A Pending JP2009502540A (ja) | 2005-08-05 | 2006-07-26 | 研磨物品及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7258705B2 (ja) |
| EP (1) | EP1919666A1 (ja) |
| JP (1) | JP2009502540A (ja) |
| KR (1) | KR20080032147A (ja) |
| CN (1) | CN100581739C (ja) |
| WO (1) | WO2007019054A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7466556B2 (ja) | 2019-02-11 | 2024-04-12 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品 |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101115584B (zh) * | 2004-12-30 | 2012-04-04 | 3M创新有限公司 | 磨料制品及其制造方法 |
| US20070130713A1 (en) * | 2005-12-14 | 2007-06-14 | Kimberly-Clark Worldwide, Inc. | Cleaning wipe with textured surface |
| US7338355B2 (en) * | 2006-06-13 | 2008-03-04 | 3M Innovative Properties Company | Abrasive article and methods of making and using the same |
| GB0612788D0 (en) * | 2006-06-28 | 2006-08-09 | Insectshield Ltd | Pest control materials |
| JP2010502466A (ja) * | 2006-09-11 | 2010-01-28 | スリーエム イノベイティブ プロパティズ カンパニー | 機械的ファスナを有する研磨物品 |
| JP2008087082A (ja) * | 2006-09-29 | 2008-04-17 | Three M Innovative Properties Co | 吸塵用研磨具 |
| US7452265B2 (en) * | 2006-12-21 | 2008-11-18 | 3M Innovative Properties Company | Abrasive article and methods of making same |
| US7628829B2 (en) * | 2007-03-20 | 2009-12-08 | 3M Innovative Properties Company | Abrasive article and method of making and using the same |
| US20080233850A1 (en) * | 2007-03-20 | 2008-09-25 | 3M Innovative Properties Company | Abrasive article and method of making and using the same |
| TWM323370U (en) * | 2007-06-25 | 2007-12-11 | She Chern Textile Co Ltd | Structure for two-sided emery cloth with chip discharging function |
| EP2042269A1 (de) * | 2007-09-28 | 2009-04-01 | sia Abrasives Industries AG | Schleifnetz, Verfahren zur Herstellung eines Schleifnetzes, Schleifkörper mit einem Schleifnetz, Schleifvorrichtung und Verwendung eines Netzes zum Herstellen eins Schleifnetzes |
| US7954208B2 (en) * | 2007-10-31 | 2011-06-07 | Avery Dennison Corporation | Fastening member for a molded article |
| US20090227188A1 (en) * | 2008-03-07 | 2009-09-10 | Ross Karl A | Vacuum Sander Having a Porous Pad |
| KR101546694B1 (ko) * | 2008-06-23 | 2015-08-25 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 고공극율 초연마 수지 제품들 및 그 제조 방법 |
| US8216326B2 (en) | 2008-06-23 | 2012-07-10 | Saint-Gobain Abrasives, Inc. | High porosity vitrified superabrasive products and method of preparation |
| US20100075578A1 (en) * | 2008-09-19 | 2010-03-25 | Hung-Ke Chou | Abrasive polishing net with a stickable fiber layer |
| WO2010077826A2 (en) * | 2008-12-30 | 2010-07-08 | Saint-Gobain Abrasives, Inc. | Multi-air aqua reservoir moist sanding system |
| MX2012004913A (es) | 2009-10-27 | 2012-08-15 | Saint Gobain Abrasifs Sa | Abrasivo aglomerado de resina. |
| EP2493659A4 (en) | 2009-10-27 | 2015-09-02 | Saint Gobain Abrasives Inc | VITREOUS BONDED ABRASIVE |
| US9950408B2 (en) * | 2009-11-02 | 2018-04-24 | Diamabrush Llc | Abrasive pad |
| US20110100303A1 (en) * | 2009-11-02 | 2011-05-05 | Becky Borgstrand | Beckky-board, the walk-over nail-filing mat for dogs system |
| US9266220B2 (en) | 2011-12-30 | 2016-02-23 | Saint-Gobain Abrasives, Inc. | Abrasive articles and method of forming same |
| JP2015527212A (ja) | 2012-09-05 | 2015-09-17 | カーヴェーホー・ミルカ・リミテッド | 平坦化表面を有する可撓性研削プロダクトおよびその製造方法 |
| KR102305255B1 (ko) | 2014-08-27 | 2021-09-28 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마 용품을 제조하는 방법 및 연마 용품 |
| EP3294496B1 (en) * | 2015-05-08 | 2022-11-23 | Mirka Ltd. | Abrasive belt grinding product |
| US10245703B2 (en) * | 2015-06-02 | 2019-04-02 | 3M Innovative Properties Company | Latterally-stretched netting bearing abrasive particles, and method for making |
| US10849660B2 (en) | 2017-02-21 | 2020-12-01 | Diamabrush Llc | Sanding screen device |
| US11730239B2 (en) * | 2017-11-29 | 2023-08-22 | Kuraray Fastening Co., Ltd. | Touch fastener and method of manufacturing the same |
| WO2021116882A1 (en) * | 2019-12-09 | 2021-06-17 | 3M Innovative Properties Company | Abrasive article |
| EP4117859A1 (en) | 2020-03-12 | 2023-01-18 | KGS Diamond Group S.A. | Abrasive article and method of making such an article |
| EP4121249A1 (en) * | 2020-03-18 | 2023-01-25 | 3M Innovative Properties Company | Abrasive article |
| DE102020004461A1 (de) * | 2020-03-27 | 2021-09-30 | GKD - Gebr. Kufferath AG. | Schleifmittel, Vorrichtung mit umlaufendem Endlosband und Verwendung eines Schleifmittels |
| WO2022034443A1 (en) * | 2020-08-10 | 2022-02-17 | 3M Innovative Properties Company | Abrasive articles and method of making the same |
| KR102239369B1 (ko) * | 2020-08-24 | 2021-04-09 | (주)서봉텍스 | 연마 제품 및 그 제조 방법 |
| US20230129197A1 (en) * | 2021-10-21 | 2023-04-27 | Alan Dale Kacic | Kitty Cure Wrap |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040170801A1 (en) * | 2003-02-28 | 2004-09-02 | 3M Innovative Properties Company | Net structure and method of making |
Family Cites Families (99)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1862103A (en) * | 1929-01-09 | 1932-06-07 | Stratmore Company | Surfacing apparatus |
| US1850413A (en) * | 1931-04-09 | 1932-03-22 | Frederick L Porte | Polishing cloth and process of making the same |
| US1961911A (en) * | 1932-06-30 | 1934-06-05 | Frederick A Pusch | Fabric cleaner |
| US2123581A (en) * | 1936-08-15 | 1938-07-12 | Norton Co | Flexible coated abrasive product |
| US2749681A (en) * | 1952-12-31 | 1956-06-12 | Stephen U Sohne A | Grinding disc |
| US2740239A (en) * | 1953-07-02 | 1956-04-03 | Bay State Abrasive Products Co | Flexible abrasive products |
| US2838890A (en) * | 1955-04-18 | 1958-06-17 | Kimberly Clark Co | Cellulosic product |
| US3021649A (en) * | 1959-02-04 | 1962-02-20 | Imp Foam Rubber Corp | Perforated abrasive faced scrubbing pad |
| US2984052A (en) * | 1959-08-12 | 1961-05-16 | Norton Co | Coated abrasives |
| FR1390205A (fr) * | 1963-06-04 | 1965-02-26 | Zane & C Snc | Disque abrasif flexible, procédé pour sa fabrication et moyens pour réaliser ce procédé |
| GB1137556A (en) | 1965-11-16 | 1968-12-27 | Universal Grinding Wheel Compa | Improved abrasive product |
| US3420007A (en) * | 1966-07-11 | 1969-01-07 | Wallace Murray Corp | Abrasive tool |
| US4001366A (en) * | 1972-01-03 | 1977-01-04 | Ingrip Fasteners Inc. | Method for making self-gripping devices having integral trains of gripping elements |
| US3861892A (en) * | 1973-02-08 | 1975-01-21 | Norton Co | Coated abrasive material and manner of manufacture |
| GB1466545A (en) * | 1974-03-26 | 1977-03-09 | Nederman B | Abrasive disc |
| US4062152A (en) * | 1976-04-28 | 1977-12-13 | Mehrer Donald D | Vacuum sander |
| FR2365411A1 (fr) * | 1976-09-27 | 1978-04-21 | Robert Jean | Ponceuse a disque de papier abrasif monte sur un plateau circulaire tournant |
| GB1539477A (en) | 1977-12-07 | 1979-01-31 | Flock Dev & Res Co Ltd | Cleaning product |
| ES477698A1 (es) | 1978-02-17 | 1979-12-01 | Minnesota Mining & Mfg | Un metodo de fabricar un producto abrasivo de baja densidad,esponjoso, no tejido. |
| US4287685A (en) * | 1978-12-08 | 1981-09-08 | Miksa Marton | Pad assembly for vacuum rotary sander |
| GB2057483A (en) | 1979-03-24 | 1981-04-01 | Mangan D | Abrasive Papers |
| US4437269A (en) * | 1979-08-17 | 1984-03-20 | S.I.A.C.O. Limited | Abrasive and polishing sheets |
| US4282011A (en) * | 1980-05-30 | 1981-08-04 | Dan River Incorporated | Woven fabrics containing glass fibers and abrasive belts made from same |
| DE3118343C2 (de) * | 1981-05-08 | 1983-03-17 | Metallwerk Oscar Weil GmbH & Co KG Lahrer Stahlspäne- Stahlwolle- und Metallwollefabrik, Metallspinnerei und Weberei, 7630 Lahr | Verbundstoff |
| US4722203A (en) * | 1981-08-31 | 1988-02-02 | Norton Company | Stitch-bonded fabrics for reinforcing coated abrasive backings |
| DE3416186A1 (de) | 1983-05-17 | 1985-01-24 | Hans J. 4400 Münster Fabritius | Schleifscheibe |
| GB2162213B (en) | 1984-06-27 | 1987-06-17 | Spontex Sa | Improvements in and relating to cleaning |
| US4609581A (en) * | 1985-04-15 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop attachment means |
| US4631220A (en) * | 1985-05-14 | 1986-12-23 | Minnesota Mining And Manufacturing Company | Coated abrasive back-up pad with metal reinforcing plate |
| DE3664740D1 (en) * | 1985-11-15 | 1989-09-07 | Fein C & E | Portable grinder |
| US4725487A (en) * | 1986-03-28 | 1988-02-16 | Norton Company | Flexible coated abrasive and fabric therefor |
| US4757155A (en) * | 1986-12-22 | 1988-07-12 | The Dow Chemical Company | Process for the preparation of optically active 2-[4-(2',4'-dihalophenoxy)phenoxy]propionic acids |
| US4759155A (en) | 1987-03-06 | 1988-07-26 | Shaw Christopher J | Particle collecting sander |
| DE8704856U1 (ja) | 1987-04-01 | 1987-08-13 | Ihmels, Manfred | |
| DE8802927U1 (ja) * | 1987-12-15 | 1988-05-05 | Braasch, Gerd, 4475 Soegel, De | |
| US5254194A (en) * | 1988-05-13 | 1993-10-19 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop material for attachment incorporated therein |
| US5256231A (en) * | 1988-05-13 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Method for making a sheet of loop material |
| US5616394A (en) * | 1988-05-13 | 1997-04-01 | Minnesota Mining And Manufacturing Company | Sheet of loop material, and garments having such loop material incorporated therein |
| US4844967A (en) * | 1988-10-14 | 1989-07-04 | Minnesota Mining And Manufacturing Company | Back up pad with drive adapter and offset passageways |
| US4937984A (en) * | 1989-02-23 | 1990-07-03 | Taranto Thomas F | Vacuum sander |
| US5036627A (en) * | 1989-06-28 | 1991-08-06 | David Walters | Dustless sanding device |
| US4964243A (en) * | 1989-07-10 | 1990-10-23 | Reiter John P | Vacuum pole sander |
| US4932163A (en) * | 1989-08-29 | 1990-06-12 | Chilton Douglas L | Dust control system for an abrasive grinder |
| US5007206A (en) * | 1989-10-05 | 1991-04-16 | Paterson Patrick J | Dustless drywall sander |
| DE8912060U1 (ja) * | 1989-10-10 | 1991-02-07 | Norddeutsche Schleifmittel-Industrie Christiansen & Co (Gmbh & Co), 2000 Hamburg, De | |
| US5131924A (en) * | 1990-02-02 | 1992-07-21 | Wiand Ronald C | Abrasive sheet and method |
| FR2659892B1 (fr) | 1990-03-20 | 1994-11-10 | Snecma | Disque de tronconnage du type meule abrasive. |
| DE69200860T2 (de) | 1991-01-23 | 1995-04-27 | Black & Decker Inc | Schleifblätter. |
| DE4124520A1 (de) | 1991-07-24 | 1993-01-28 | Kolthoff Ag | Traegerteller fuer werkzeugblaetter |
| IT226758Z2 (it) | 1992-07-09 | 1997-07-01 | Norton | Utensile abrasivo quale disco striscia e simili per una macchina per la carteggiatura e la levigatura |
| US5344688A (en) * | 1992-08-19 | 1994-09-06 | Minnesota Mining And Manufacturing Company | Coated abrasive article and a method of making same |
| EP0619165A1 (en) * | 1993-04-07 | 1994-10-12 | Minnesota Mining And Manufacturing Company | Abrasive article |
| US5367869A (en) * | 1993-06-23 | 1994-11-29 | Simmonds Precision Engine Systems | Laser ignition methods and apparatus for combustors |
| US5458532A (en) * | 1994-01-12 | 1995-10-17 | Cannone; Salvatore L. | Undulating edged pad holder for rotary floor polishers |
| US5607345A (en) * | 1994-01-13 | 1997-03-04 | Minnesota Mining And Manufacturing Company | Abrading apparatus |
| US5505747A (en) * | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| TW317223U (en) * | 1994-01-13 | 1997-10-01 | Minnesota Mining & Mfg | Abrasive article |
| FI96585C (sv) * | 1994-09-06 | 1996-07-25 | Kwh Mirka Ab Oy | Slipprodukt |
| US5674122A (en) * | 1994-10-27 | 1997-10-07 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods for their manufacture |
| US5533923A (en) * | 1995-04-10 | 1996-07-09 | Applied Materials, Inc. | Chemical-mechanical polishing pad providing polishing unformity |
| DE29505847U1 (de) | 1995-04-11 | 1995-06-14 | Joest Peter | Schleifmittel mit einer Kontaktfläche zur Adaption mit einem Werkzeug |
| US5578343A (en) * | 1995-06-07 | 1996-11-26 | Norton Company | Mesh-backed abrasive products |
| FR2739308B1 (fr) | 1995-09-28 | 1997-12-19 | Bodin Pierre | Dispositif d'essuyage-aspiration d'une surface |
| BR9611910B1 (pt) * | 1995-12-08 | 2008-11-18 | chapas de apoio para discos de esmeril. | |
| US6368199B1 (en) * | 1995-12-08 | 2002-04-09 | Saint-Gobain Technology Company | Backing plates for abrasive disks |
| DE29520566U1 (de) * | 1995-12-29 | 1996-02-22 | Joest Peter | Direkt oder indirekt mit einer Maschine oder einem manuell betreibbaren Schleifmittelhalter adaptierbarer Schleifkörper sowie ein hierfür geeigneter Adapter |
| US5807161A (en) * | 1996-03-15 | 1998-09-15 | Minnesota Mining And Manufacturing Company | Reversible back-up pad |
| JP2000509745A (ja) * | 1996-05-08 | 2000-08-02 | ミネソタ・マイニング・アンド・マニュファクチャリング・カンパニー | 目詰まり防止成分を含む研磨物品 |
| US5904793A (en) * | 1996-08-14 | 1999-05-18 | Minnesota Mining And Manufacturing Company | Method and equipment for rapid manufacture of loop material |
| US5695533A (en) * | 1996-09-06 | 1997-12-09 | Norton Company | Abrasive products |
| IT1284964B1 (it) * | 1996-10-15 | 1998-05-28 | Tenax Spa | Struttura lastriforme con protuberanze superficiali per la realizzazione di elementi distanziatori grippanti drenanti |
| CA2192880C (en) * | 1996-12-13 | 2005-02-22 | Brian H. Parrott | Sanding devices and the like for removing materials |
| US6077601A (en) * | 1998-05-01 | 2000-06-20 | 3M Innovative Properties Company | Coated abrasive article |
| US5989112A (en) * | 1998-05-11 | 1999-11-23 | Norton Company | Universal abrasive disc |
| US6074292A (en) * | 1998-06-05 | 2000-06-13 | Gilday; Mark Byron | Compounding, glazing, or polishing pad with vacuum action |
| DE19843266A1 (de) * | 1998-09-21 | 2000-03-23 | Martin Wiemann | Gitterleinen-Schleifmaterial und Schleifverfahren |
| US6910823B2 (en) * | 1998-11-09 | 2005-06-28 | The Procter & Gamble Company | Cleaning composition, pad, wipe, implement, and system and method of use thereof |
| US6059644A (en) * | 1998-11-18 | 2000-05-09 | 3M Innovative Properties Company | Back-up pad for abrasive articles and method of making |
| US6077156A (en) * | 1998-12-16 | 2000-06-20 | Norton Company | Grinding disc |
| US6280824B1 (en) * | 1999-01-29 | 2001-08-28 | 3M Innovative Properties Company | Contoured layer channel flow filtration media |
| US6197076B1 (en) * | 1999-04-05 | 2001-03-06 | 3M Innovative Properties Company | Abrasive article method of making same and abrading apparatus |
| US6575821B2 (en) * | 2000-08-01 | 2003-06-10 | Joest Peter | Abrasive belt for a belt grinding machine |
| DE60125808T2 (de) * | 2000-10-06 | 2007-10-11 | 3M Innovative Properties Co., St. Paul | Keramische aggregatteilchen |
| US20020090901A1 (en) * | 2000-11-03 | 2002-07-11 | 3M Innovative Properties Company | Flexible abrasive product and method of making and using the same |
| FR2820666B1 (fr) * | 2001-02-14 | 2003-04-11 | Arjo Wiggins Sa | Support autoagrippant pour un produit abrasif applique et procede de fabrication dudit produit abrasif l'incorporant |
| US7108594B2 (en) * | 2001-03-16 | 2006-09-19 | Saint-Gobain Abrasives Technology Company | Perforated sanding disc |
| DE20111245U1 (de) | 2001-07-06 | 2001-08-30 | Huang Ying Chih | Schmirgeltuch |
| US20040209561A1 (en) * | 2001-11-13 | 2004-10-21 | Kazuo Suzuki | Abrasive material |
| US6846232B2 (en) * | 2001-12-28 | 2005-01-25 | 3M Innovative Properties Company | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product |
| US6613113B2 (en) * | 2001-12-28 | 2003-09-02 | 3M Innovative Properties Company | Abrasive product and method of making the same |
| US20040098923A1 (en) * | 2002-11-25 | 2004-05-27 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods for making and using the same |
| US6860912B2 (en) * | 2003-02-04 | 2005-03-01 | Webb Manufacturing Corporation | Abrasive filament, abrasive articles incorporating abrasive filament and method of making abrasive filaments and abrasive articles |
| US20040166788A1 (en) * | 2003-02-20 | 2004-08-26 | George Travis | Sanding disc |
| FR2856323B1 (fr) | 2003-06-16 | 2007-03-23 | Marc Bottazzi | Disque abrasif pour machine electroportative a meuler |
| FI114902B (sv) * | 2003-10-06 | 2005-01-31 | Kwh Mirka Ab Oy | Slipprodukt |
| ITMI20031971A1 (it) | 2003-10-13 | 2005-04-14 | Luca Lavazza | Sistema combinato di disco abrasivo e relativo supporto o platorello rotante per l'aspirazione radiale diretta delle polveri prodotte |
| US20060019579A1 (en) * | 2004-07-26 | 2006-01-26 | Braunschweig Ehrich J | Non-loading abrasive article |
| CN101115584B (zh) * | 2004-12-30 | 2012-04-04 | 3M创新有限公司 | 磨料制品及其制造方法 |
| FI121653B (sv) | 2005-06-13 | 2011-02-28 | Kwh Mirka Ab Oy | Flexibel slipprodukt och förfarande för tillverkning av densamma |
-
2005
- 2005-08-05 US US11/197,798 patent/US7258705B2/en not_active Expired - Fee Related
-
2006
- 2006-07-26 CN CN200680028309A patent/CN100581739C/zh not_active Expired - Fee Related
- 2006-07-26 WO PCT/US2006/028897 patent/WO2007019054A1/en active Application Filing
- 2006-07-26 EP EP06788467A patent/EP1919666A1/en not_active Withdrawn
- 2006-07-26 JP JP2008525021A patent/JP2009502540A/ja active Pending
- 2006-07-26 KR KR1020087002883A patent/KR20080032147A/ko not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040170801A1 (en) * | 2003-02-28 | 2004-09-02 | 3M Innovative Properties Company | Net structure and method of making |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7466556B2 (ja) | 2019-02-11 | 2024-04-12 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20080032147A (ko) | 2008-04-14 |
| WO2007019054A1 (en) | 2007-02-15 |
| EP1919666A1 (en) | 2008-05-14 |
| US20070028525A1 (en) | 2007-02-08 |
| CN101232972A (zh) | 2008-07-30 |
| US7258705B2 (en) | 2007-08-21 |
| CN100581739C (zh) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7258705B2 (en) | Abrasive article and methods of making same | |
| US7252694B2 (en) | Abrasive article and methods of making same | |
| EP1838497B1 (en) | Abrasive article and methods of making same | |
| JP5238726B2 (ja) | 研磨物品、並びにその製造及び使用方法 | |
| JP5238725B2 (ja) | 研磨物品とその作製方法 | |
| EP4153380A1 (en) | Composite abrasive article, and method of making and using the same | |
| JP2009508698A (ja) | 統合型濾材を有する研磨材物品及びその製造方法 | |
| JP2009508701A (ja) | 研磨材(内蔵集塵システム付)及びその製造方法 | |
| WO2007038037A1 (en) | Flexible abrasive article and methods of making and using the same | |
| EP2866974A1 (en) | Abrasive article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090723 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111213 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120313 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120321 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120626 |