JP2009295741A - 部品移載方法及び部品移載装置 - Google Patents
部品移載方法及び部品移載装置 Download PDFInfo
- Publication number
- JP2009295741A JP2009295741A JP2008147019A JP2008147019A JP2009295741A JP 2009295741 A JP2009295741 A JP 2009295741A JP 2008147019 A JP2008147019 A JP 2008147019A JP 2008147019 A JP2008147019 A JP 2008147019A JP 2009295741 A JP2009295741 A JP 2009295741A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- adhesive sheet
- sheet
- laser
- wafer piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Dicing (AREA)
Abstract
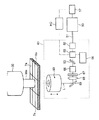
【解決手段】複数に分割された状態でウエハシート8a(粘着シート)上に保持されているチップ部品7a(ウエハ片)を剥離して目標地点に移載する方法において、出力制御されたレーザー光を、前記ウエハシート8aのうち移載対象となるチップ部品7aが保持されている部分に照射することにより当該部分を収縮又は膨張させ、移載ヘッド4によりチップ部品7aを吸着することにより前記ウエハシート8aから剥離し、目標地点に移載するようにした。
【選択図】図5
Description
4 移載ヘッド
6 ウエハ供給装置
7 ウエハ
7a チップ部品
8a ウエハシート
10 ウエハステージ
30 ノズルユニット
40 レーザー照射ユニット
50 レーザー発振器
L レーザー光
P 基板
Claims (11)
- 複数に分割された状態で粘着シート上に保持されているウエハ片を前記粘着シートから剥離して目標地点に移載する方法であって、
出力制御されたレーザー光を、前記粘着シートのうち移載対象となるウエハ片が保持されている部分に照射することにより当該部分を収縮又は膨張させ、ヘッドによりウエハ片を吸着することにより前記粘着シートから剥離し、前記目標地点に移載することを特徴とする部品移載方法。 - 請求項1に記載の部品移載方法において、
前記粘着シートは紫外線照射により粘着力が低下するUVテープからなり、前記レーザー光の照射前に、予め紫外線を粘着シートに照射しておくことを特徴とする部品移載方法。 - 請求項1又は2に記載の部品移載方法において、
前記ウエハ片の保持面とは反対側から前記粘着シートを吸着するシート吸着手段を用い、このシート吸着手段により前記粘着シートを吸着、保持した状態で、前記ヘッドによりウエハ片を吸着させることを特徴とする部品移載方法。 - 請求項3に記載の部品移載方法において、
前記粘着シートのうち、移載対象となるウエハ片の一部又は全部を囲むように前記シート吸着手段により粘着シートを吸着した状態で、その内側領域に前記レーザー光を照射することを特徴とする部品移載方法。 - 請求項1乃至4の何れか一項に記載の部品移載方法において、
前記ウエハ片が粘着シートに対して貼付けられた面が矩形をなし、当該貼付けられた面の角部に前記レーザー光を照射することを特徴とする部品移載方法。 - 複数のウエハ片に分割された状態で粘着シート上に保持されている前記ウエハ片を前記粘着シートから剥離して移載する装置であって、
粘着シート上のウエハ片を吸着して目標地点に移載するヘッドと、
前記粘着シートのうち移載対象となるウエハ片が保持されている部分に対してレーザー光を照射するレーザー照射手段と、
前記粘着シートが収縮又は膨張するように、前記レーザー照射手段から照射されるレーザー光の出力を制御する出力制御手段と、
前記レーザー光を照射した状態で、移載対象となるウエハ片を吸着するように前記レーザー照射手段、及びヘッドの駆動を制御する駆動制御手段と、を備えていることを特徴とする部品移載装置。 - 請求項6に記載の部品移載装置において、
前記ウエハ片の保持面とは反対側から前記粘着シートを吸着するシート吸着手段をさらに備え、前記駆動制御手段は、このシート吸着手段により前記粘着シートを吸着、保持した状態で、前記ヘッドによるウエハ片の吸着が行われるように当該シート吸着手段、及び前記ヘッドを駆動制御することを特徴とする部品移載装置。 - 請求項7に記載の部品移載装置において、
前記シート吸着手段は、移載対象となるウエハ片の一部又は全部を囲んだ状態で粘着シートを吸着し得るようにサークル状の吸着面を有し、前記レーザー照射手段は、前記吸着面の内側領域にレーザー光を照射するように構成されていることを特徴とする部品移載装置。 - 請求項8に記載の部品移載装置において、
前記駆動制御手段は、前記粘着シートをシート吸着手段により吸着した状態で、当該粘着シートに対してレーザー光を照射するように、前記シート吸着手段、及び前記レーザー照射手段を駆動制御することを特徴とする部品移載装置。 - 請求項6乃至8の何れか一項に記載の部品移載装置において、
前記レーザー照射手段は、レーザー光の照射位置を可変とする照射位置可変手段を含み、前記駆動制御手段は、予め定められた所定経路に沿って前記レーザー光で粘着シートを走査するように前記レーザー照射手段を駆動制御することを特徴とする部品移載装置。 - 請求項6乃至10の何れか一項に記載の部品移載装置において、
前記ウエハ付きの粘着シートを複数保持し、かつこれらウエハ付きの粘着シートを、前記ヘッドによるウエハ片吸着可能位置に対して選択的に供給するウエハ供給手段を備えていることを特徴とする部品移載装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008147019A JP2009295741A (ja) | 2008-06-04 | 2008-06-04 | 部品移載方法及び部品移載装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008147019A JP2009295741A (ja) | 2008-06-04 | 2008-06-04 | 部品移載方法及び部品移載装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009295741A true JP2009295741A (ja) | 2009-12-17 |
| JP2009295741A5 JP2009295741A5 (ja) | 2011-04-07 |
Family
ID=41543679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008147019A Pending JP2009295741A (ja) | 2008-06-04 | 2008-06-04 | 部品移載方法及び部品移載装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009295741A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020053558A (ja) * | 2018-09-27 | 2020-04-02 | 東レエンジニアリング株式会社 | 転写方法およびこれを用いた画像表示装置の製造方法ならびに転写装置 |
| WO2022244033A1 (ja) * | 2021-05-17 | 2022-11-24 | ヤマハ発動機株式会社 | 部品移載装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0442557A (ja) * | 1990-06-08 | 1992-02-13 | Sumitomo Electric Ind Ltd | チップ状部品のピックアップ装置 |
| JPH09115986A (ja) * | 1995-10-20 | 1997-05-02 | Fujitsu Ltd | 半導体装置の製造方法 |
| JP2002164414A (ja) * | 2000-11-27 | 2002-06-07 | Shinkawa Ltd | 半導体ペレット処理方法及び装置 |
| JP2002353253A (ja) * | 2001-05-24 | 2002-12-06 | Nec Kansai Ltd | 半導体チップ供給装置及び供給方法 |
| JP2008060393A (ja) * | 2006-08-31 | 2008-03-13 | Shibuya Kogyo Co Ltd | 板状物品のピックアップ装置 |
-
2008
- 2008-06-04 JP JP2008147019A patent/JP2009295741A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0442557A (ja) * | 1990-06-08 | 1992-02-13 | Sumitomo Electric Ind Ltd | チップ状部品のピックアップ装置 |
| JPH09115986A (ja) * | 1995-10-20 | 1997-05-02 | Fujitsu Ltd | 半導体装置の製造方法 |
| JP2002164414A (ja) * | 2000-11-27 | 2002-06-07 | Shinkawa Ltd | 半導体ペレット処理方法及び装置 |
| JP2002353253A (ja) * | 2001-05-24 | 2002-12-06 | Nec Kansai Ltd | 半導体チップ供給装置及び供給方法 |
| JP2008060393A (ja) * | 2006-08-31 | 2008-03-13 | Shibuya Kogyo Co Ltd | 板状物品のピックアップ装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020053558A (ja) * | 2018-09-27 | 2020-04-02 | 東レエンジニアリング株式会社 | 転写方法およびこれを用いた画像表示装置の製造方法ならびに転写装置 |
| WO2022244033A1 (ja) * | 2021-05-17 | 2022-11-24 | ヤマハ発動機株式会社 | 部品移載装置 |
| JP7503712B2 (ja) | 2021-05-17 | 2024-06-20 | ヤマハ発動機株式会社 | 部品移載装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102285101B1 (ko) | 피가공물의 검사 방법, 검사 장치, 레이저 가공 장치 및 확장 장치 | |
| US7544588B2 (en) | Laser processing method for wafer | |
| US7605058B2 (en) | Wafer dividing method | |
| KR102343533B1 (ko) | 피가공물의 분할 방법 및 레이저 가공 장치 | |
| JP2009064905A (ja) | 拡張方法および拡張装置 | |
| JP5443102B2 (ja) | レーザー加工装置 | |
| KR102102485B1 (ko) | 웨이퍼 가공 방법 | |
| TWI539502B (zh) | 燒蝕加工方法 | |
| CN111326454A (zh) | 元件阵列的制造方法和特定元件的除去方法 | |
| JP2016147342A (ja) | 加工装置のチャックテーブル | |
| JP4766258B2 (ja) | 板状物品のピックアップ装置 | |
| TWI813824B (zh) | 晶圓的加工方法 | |
| JP5913859B2 (ja) | 電装冷却装置 | |
| JP2009295741A (ja) | 部品移載方法及び部品移載装置 | |
| JP2009295741A5 (ja) | ||
| KR102704517B1 (ko) | 테이프 확장 장치 | |
| CN111326469A (zh) | 元件阵列的制造装置和特定元件的除去装置 | |
| JP2006108281A (ja) | 電子部品ピックアップ方法および電子部品搭載方法ならびに電子部品搭載装置 | |
| JP2006324373A (ja) | チップのピックアップ装置およびピックアップ方法 | |
| JP5909854B2 (ja) | レーザリフトオフ装置およびレーザリフトオフ方法 | |
| TWI812847B (zh) | 晶圓的加工方法 | |
| JP2017079284A (ja) | レーザー加工装置 | |
| KR20160014524A (ko) | 패키지 기판의 가공 방법 | |
| JP2006173361A (ja) | チップピックアップ装置およびチップピックアップ方法 | |
| JP2005167040A (ja) | 電子部品搭載装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110221 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110622 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110628 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110826 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111004 |