JP2009077469A - 埋込磁石型モータとその製造方法 - Google Patents
埋込磁石型モータとその製造方法 Download PDFInfo
- Publication number
- JP2009077469A JP2009077469A JP2007241758A JP2007241758A JP2009077469A JP 2009077469 A JP2009077469 A JP 2009077469A JP 2007241758 A JP2007241758 A JP 2007241758A JP 2007241758 A JP2007241758 A JP 2007241758A JP 2009077469 A JP2009077469 A JP 2009077469A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- electromagnetic steel
- shaft
- permanent magnet
- stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Landscapes
- Manufacture Of Motors, Generators (AREA)
- Permanent Magnet Type Synchronous Machine (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【解決手段】 固定子コアと、前記固定子コアに装着した固定子巻線とを備えた固定子と、固定子に径方向のギャップを介して対向する回転子を有し、回転子はその内部に永久磁石を有する埋込磁石型モータにおいて、回転子を、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、樹脂で一体化して構成する。
【選択図】 図1
Description
第1の従来技術における埋込磁石型モータは、固定子コアと、前記固定子コアのティース部に装着した固定子巻線とを備えた固定子と、前記固定子と径方向のギャップを介して対向する回転子とを有し、前記回転子は、複数の電磁鋼板を積層して回転子コアを構成するとともに、中央部にシャフトを有している。また、前記積層された電磁鋼板の内部に永久磁石埋め込み部を有するとともに、前記永久磁石埋め込み部に永久磁石を埋め込んで、前記電磁鋼板を磁極毎に分離してポールシューを構成している。前記積層された電磁鋼板は、シャフトに固定され、永久磁石にかかる駆動トルクを、電磁鋼板を介してシャフトに伝達している(例えば、特許文献1参照)。
図13は、第1の従来技術における埋込磁石型モータのロータを示す正断面図である。
図13において、図示されていない固定子に径方向のギャップを介して対向する回転子は、前記積層された電磁鋼板1の溝部7に永久磁石2を装着し、前記電磁鋼板1はシャフト3に固定している。前記永久磁石2は前記電磁鋼板1に保持されているため、前記永久磁石2にかかる駆動トルクは、前記電磁鋼板1を介して前記シャフト3に伝達される。
また、永久磁石にかかる駆動トルクを、積層された電磁鋼板からロッドと端板を介してシャフトに伝達するものもある(例えば、特許文献2参照)。
図14は、第2の従来技術における埋込磁石型モータのロータを示す図で、(a)は側面図、(b)は(a)のA−A断面である。
図14において、図示されていない固定子に径方向のギャップを介して対向する回転子は、積層された電磁鋼板16と永久磁石14を交互に配置し、前記電磁鋼板16はロッド22に装着され、前記ロッド22は端板24に、前記端板24は前記シャフト12に固定されている。前記電磁鋼板16は、1極ごとに分割し、直接シャフト12へは装着していない。そのため、永久磁石14にかかる駆動トルクは、電磁鋼板16からロッド22、端板24を介してシャフト12に伝達される。
(1) 図13に示した、第1の従来技術における埋込磁石型モータは、電磁鋼板内部に永久磁石を装着する必要上、電磁鋼板の各極を構成するポールシューとシャフトに近接する環状部5が連結しているため、永久磁石より発生する磁束の一部は、ギャップに達せず、環状部側をショートカットする洩れ磁束となる。このことは、ギャップ磁束密度を低下させ、モータが発生し得る最大トルクを大きく低下させる。
しかし、電磁鋼板を保持するロッドや端板を要する複雑な構造であるため、例えば、外径が50mm以下の、比較的小型の回転子への適用は困難である。
請求項1に記載の埋込磁石型モータの発明は、固定子コアと、前記固定子コアに装着した固定子巻線とを備えた固定子と、前記固定子と径方向のギャップを介して対向する回転子とを有し、前記回転子は、複数の電磁鋼板を積層して回転子コアを構成するとともに、中央部にシャフトを有し、かつ、前記積層された電磁鋼板の内部に永久磁石埋め込み部を有するとともに、前記永久磁石埋め込み部に永久磁石を埋め込んで、前記電磁鋼板を磁極毎に分離してポールシューを構成し、さらに、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、樹脂で一体に構成したことを特徴とするものである。
請求項2に記載の発明は、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着で一体に構成したことを特徴とするものである。
請求項3に記載の発明は、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、熱収縮チューブの収縮と接着とで一体に構成したことを特徴とするものである。
請求項4に記載の発明は、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、射出インサート樹脂成形で一体に構成したことを特徴とするものである。
請求項5に記載の発明は、前記回転子は、各極の中央の電磁鋼板からなるポールシューとその両側に放射状に配置された極数と同数の永久磁石を有することを特徴とするものである。
請求項6に記載の埋込磁石型モータの製造方法の発明は、固定子コアと、前記固定子コアのティース部に装着した固定子巻線とを備えた固定子と、前記固定子と径方向のギャップを介して対向する回転子とを有し、前記回転子は、複数の電磁鋼板を積層して回転子コアを構成するとともに、中央部にシャフトを有し、かつ、前記積層された電磁鋼板の内部に永久磁石埋め込み部を有するとともに、前記永久磁石埋め込み部に永久磁石を埋め込んで、前記電磁鋼板を磁極毎に分離してポールシューを構成し、さらに、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着剤を用いて一体に構成し、外側を熱収縮チューブで覆い、加熱処理して密着させ、着磁してなることを特徴とするものである。
請求項7に記載の発明は、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、前記熱収縮チューブの中で配置し、加熱処理して密着させ、含浸性接着剤を用いて一体に構成し、着磁してなることを特徴とするものである。
請求項8に記載の発明は、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着剤を用いて一体に構成し、射出インサート樹脂成形し、着磁してなることを特徴とするものである。
請求項1に記載の埋込磁石型モータの発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、樹脂で一体に構成してなるため、単純な構造で小型の回転子にも適用でき、洩れ磁束が小さく、小型でも最大トルクの大きな埋込磁石型モータを提供することができる。
請求項2に記載の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、接着剤を用い、一体に構成してなるため、単純な構造で小型の回転子にも適用でき、洩れ磁束が小さく、小型でも最大トルクの大きな埋込磁石型モータを提供することができる。
請求項3に記載の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、熱収縮チューブと接着剤を用い、一体に構成してなるため、単純な構造で小型の回転子にも適用でき、洩れ磁束が小さく、小型でも最大トルクの大きな埋込磁石型モータを提供することができる。
請求項4に記載の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、射出インサート樹脂成形し、一体に構成してなるため、単純な構造で小型の回転子にも適用でき、洩れ磁束が小さく、小型でも最大トルクの大きな埋込磁石型モータを提供することができる。
請求項5に記載の発明によると、各極の中央の電磁鋼板からなるポールシューとその両側に放射状に配置された極数と同数の永久磁石を有するため、大きなギャップ磁束密度を得ながら、単純な構造で、小型の回転子を提供することができる。
請求項6に記載の埋込磁石型モータの製造方法の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、接着剤を用いて一体に構成し、外側を熱収縮チューブで覆い、加熱処理して密着させ、着磁して製造するため、部品の配置工程において、永久磁石が着磁されてなく、取り扱いが容易な歩留まりの高い製造工程となし得る。
請求項7に記載の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、熱収縮チューブの中で配置し、加熱処理して密着させ、含浸性接着剤を用いて一体に構成し、着磁して製造するため、部品の配置工程において、永久磁石が着磁されてなく、取り扱いが容易な歩留まりの高い製造工程となし得る。
請求項8に記載の発明によると、回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、接着剤を用いて一体に構成し、射出インサート樹脂成形し、着磁して製造するため、部品の配置工程において、永久磁石が着磁されてなく、取り扱いが容易な歩留まりの高い製造工程となし得る。
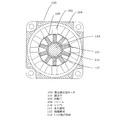
図1において、本発明の実施例を示す埋込磁石型モータ100は、固定子101と、前記固定子に径方向のギャップを介して対向する回転子102を有し、前記回転子102は、ステンレス製シャフト110と、永久磁石111と、磁極毎に分離されたポールシューを構成する固定子コアとしての複数の電磁鋼板112とを、樹脂の1種であるエポキシ樹脂接着剤を用い、一体に構成してなる。前記電磁鋼板112は、磁極毎に分割された扇形であり、軸方向に積層された状態で接着される。
そのため、前記永久磁石111にかかる駆動トルクは、従来の埋込磁石型モータのように電磁鋼板を介さず、接着材の粘結力をもって、シャフト110へと伝達される。
なお、図1において、113は後述するトルク受け部材である。
図2において、本発明の実施例を示す埋込磁石型モータ100は、固定子101と、前記固定子に径方向のギャップを介して対向する回転子102を有する。前記固定子101は、フレーム104に固定され、前記回転子102は、負荷側軸受105と反負荷側軸受108により、負荷側ブラケット106と反負荷側ブラケット107に回転自在に支持されている。なお、103は反負荷側に配置されたエンコーダ部である。
図3において、回転子102は、ステンレス製シャフト110と、永久磁石111と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板112とを、エポキシ樹脂接着剤116を用い、一体に構成してなる。前記電磁鋼板112は、磁極毎に分割された扇形であり、軸方向に積層された状態で接着される。前記回転子102は、例えば10極を有し、各極の中央の電磁鋼板112からなる磁極部とその両側に放射状に配置された極数と同数の永久磁石111を有する。
前記シャフト110には、外周に突起を有するステンレス製トルク受け部材113が圧入され、前記トルク受け部材113の突起113aは、接着される電磁鋼板112と永久磁石111の、位置決めとトルクの伝達を容易にするとともに、永久磁石111より発生する磁束の一部が、前記回転子1の内周側へショートカットする洩れ磁束となることを防いでいる。
そのため、前記永久磁石111より発生する磁束のほとんどがギャップに向い、ギャップ磁束密度を増大させ、モータが発生し得る最大トルクを大きくする。
図4において、回転子は、トルク受け部材113をステンレス製シャフト110に圧入し、永久磁石111と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板112とを、エポキシ樹脂接着剤を用い、一体に構成してなる。永久磁石の固定位置を正確にするため、接着作業時に用いる治具に永久磁石111を位置決めする形状を設けるが、トルク受け部材113の両側に永久磁石保持部材114を装着し、その穴に永久磁石111を嵌合させてもよい。
前述したように、回転子は、トルク受け部材113をステンレス製シャフト110に圧入し、永久磁石111と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板112とを、エポキシ樹脂接着剤を用い、一体に構成しているが、より高回転または高トルク化を要求される場合は、図5に示すように、熱収縮チューブ115を回転子に被せて補強してもよい。
または、図6に示すように、トルク受け部材113を圧入したステンレス製シャフト110と、永久磁石111と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板112とを、熱収縮チューブ115で一体に保持し、その後、図7に示すように、樹脂の1種である含浸性接着剤117を用いて、強固に一体としてもよい。
図8において、Aプロセスに示す前記埋込磁石型モータの回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、接着剤を用いて一体に構成し、外側を熱収縮チューブで覆い、加熱処理して密着させ、着磁して製造する。
または、Bプロセスに示す前記埋込磁石型モータの回転子は、シャフトと、永久磁石と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板とを、熱収縮チューブの中で配置し、加熱処理して密着させ、含浸性接着剤を用いて一体に構成し、着磁して製造する。
図9及び図10において、回転子は、ステンレス製シャフト120と、永久磁石121と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板122とを、射出インサート樹脂成形し、一体に構成してなる。前記電磁鋼板122は磁極毎に分割された扇形であり、軸方向に積層された状態で接着される。回転子は、10極を有し、各極の中央の電磁鋼板122からなる磁極部とその両側に放射状に配置された極数と同数の永久磁石121を有する。
樹脂126は、回転子の外側を覆い、電磁鋼板122と永久磁石121の内側に充填される。シャフトの外形状は、対称に2ヶ所のDカット部120aを有する円形であり、樹脂による電磁鋼板122と永久磁石121のトルクの伝達を容易にしている。また、樹脂126の突起126aは、接着される電磁鋼板122と永久磁石121のトルクの伝達を容易にするとともに、永久磁石121より発生する磁束の一部が、回転子の内周側へショートカットする洩れ磁束となることを防いでいる。
第1の実施例に対し、本実施例では、より高回転化に対応する方法として、熱収縮チューブを用いるのではなく、射出インサート樹脂成形を用い、一体に構成した部分を異にする。
図12において、前記埋込磁石型モータの回転子は、シャフト120と、永久磁石121と、磁極毎に分離されたポールシューを構成する複数の電磁鋼板122とを、接着剤を用いて一体に構成し、射出インサート樹脂成形し、着磁して製造する。
101 固定子
102 回転子
103 エンコーダ部
104 フレーム
105 負荷側軸受
106 負荷側ブラケット
107 反負荷側ブラケット
108 反負荷側軸受
110 シャフト
111 永久磁石
112 電磁鋼板
113 トルク受け部材
114 永久磁石保持部材
115 熱収縮チューブ
Claims (8)
- 固定子コアと、前記固定子コアに装着した固定子巻線とを備えた固定子と、
前記固定子と径方向のギャップを介して対向する回転子とを有し、
前記回転子は、
複数の電磁鋼板を積層して回転子コアを構成するとともに、中央部にシャフトを有し、
かつ、前記積層された電磁鋼板の内部に永久磁石埋め込み部を有するとともに、前記永久磁石埋め込み部に永久磁石を埋め込んで、前記電磁鋼板を磁極毎に分離してポールシューを構成し、
さらに、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、樹脂で一体に構成したことを特徴とする埋込磁石型モータ。 - 前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着で一体に構成したことを特徴とする請求項1に記載の埋込磁石型モータ。
- 前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、熱収縮チューブの収縮と接着とで一体に構成したことを特徴とする請求項1に記載の埋込磁石型モータ。
- 前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、射出インサート樹脂成形で一体に構成したことを特徴とする請求項1に記載の埋込磁石型モータ。
- 前記回転子は、各極の中央の電磁鋼板からなるポールシューとその両側に放射状に配置された極数と同数の永久磁石を有することを特徴とする請求項1に記載の埋込磁石型モータ。
- 固定子コアと、前記固定子コアのティース部に装着した固定子巻線とを備えた固定子と、
前記固定子と径方向のギャップを介して対向する回転子とを有し、
前記回転子は、
複数の電磁鋼板を積層して回転子コアを構成するとともに、中央部にシャフトを有し、
かつ、前記積層された電磁鋼板の内部に永久磁石埋め込み部を有するとともに、前記永久磁石埋め込み部に永久磁石を埋め込んで、前記電磁鋼板を磁極毎に分離してポールシューを構成し、
さらに、前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着剤を用いて一体に構成し、外側を熱収縮チューブで覆い、加熱処理して密着させ、着磁してなることを特徴とする埋込磁石型モータの製造方法。 - 前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、前記熱収縮チューブの中で配置し、加熱処理して密着させ、含浸性接着剤を用いて一体に構成し、着磁してなることを特徴とする請求項6に記載の埋込磁石型モータの製造方法。
- 前記回転子は、前記シャフトと、前記永久磁石と、前記複数の電磁鋼板とを、接着剤を用いて一体に構成し、射出インサート樹脂成形し、着磁してなることを特徴とする請求項6に記載の埋込磁石型モータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007241758A JP2009077469A (ja) | 2007-09-19 | 2007-09-19 | 埋込磁石型モータとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007241758A JP2009077469A (ja) | 2007-09-19 | 2007-09-19 | 埋込磁石型モータとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009077469A true JP2009077469A (ja) | 2009-04-09 |
| JP2009077469A5 JP2009077469A5 (ja) | 2011-09-15 |
Family
ID=40611920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007241758A Pending JP2009077469A (ja) | 2007-09-19 | 2007-09-19 | 埋込磁石型モータとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009077469A (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102420479A (zh) * | 2011-12-16 | 2012-04-18 | 铜陵浩岩节能科技有限公司 | 一种永磁同步电机的转子 |
| CN102629791A (zh) * | 2011-02-03 | 2012-08-08 | 丰田自动车株式会社 | 用于旋转电机的转子及其制造方法 |
| CN102792560A (zh) * | 2010-03-15 | 2012-11-21 | 株式会社安川电机 | 永久磁铁式旋转电机 |
| JP2013005595A (ja) * | 2011-06-16 | 2013-01-07 | Mitsubishi Electric Corp | 回転電機 |
| JP2013046568A (ja) * | 2011-08-22 | 2013-03-04 | Johnson Electric Sa | 電気モータ |
| JP2013515455A (ja) * | 2009-12-21 | 2013-05-02 | ホガナス アクチボラグ (パブル) | 変調極機械用の回転子 |
| WO2013146164A1 (ja) * | 2012-03-30 | 2013-10-03 | カヤバ工業株式会社 | モータシャフト |
| CN103409932A (zh) * | 2013-08-28 | 2013-11-27 | 宁波慈星股份有限公司 | 横编机中的无轴承主马达 |
| JP2014135886A (ja) * | 2013-01-09 | 2014-07-24 | Lg Innotek Co Ltd | モータ |
| KR20150130827A (ko) * | 2014-05-14 | 2015-11-24 | 한화테크윈 주식회사 | 모터의 회전자 어셈블리 |
| KR101608229B1 (ko) | 2010-04-30 | 2016-04-01 | 알스톰 하이드로 프랑스 | 풍력 터빈용 동기 발전기 |
| JP2016163409A (ja) * | 2015-02-27 | 2016-09-05 | 日本電産株式会社 | モータ |
| JP2017169402A (ja) * | 2016-03-17 | 2017-09-21 | 株式会社ミツバ | 電動機用ロータ、およびブラシレスモータ |
| WO2018225296A1 (ja) | 2017-06-05 | 2018-12-13 | 株式会社Top | ロータ及び回転機 |
| JP7527221B2 (ja) | 2021-02-22 | 2024-08-02 | 三菱電機株式会社 | アキシャルラミネート型シンクロナスリラクタンスモータの回転子の製造方法 |
-
2007
- 2007-09-19 JP JP2007241758A patent/JP2009077469A/ja active Pending
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013515455A (ja) * | 2009-12-21 | 2013-05-02 | ホガナス アクチボラグ (パブル) | 変調極機械用の回転子 |
| JP5678954B2 (ja) * | 2010-03-15 | 2015-03-04 | 株式会社安川電機 | 永久磁石形回転電機 |
| CN102792560A (zh) * | 2010-03-15 | 2012-11-21 | 株式会社安川电机 | 永久磁铁式旋转电机 |
| US9219389B2 (en) | 2010-03-15 | 2015-12-22 | Kabushiki Kaisha Yaskawa Denki | Permanent magnet rotating electrical machine |
| KR101608229B1 (ko) | 2010-04-30 | 2016-04-01 | 알스톰 하이드로 프랑스 | 풍력 터빈용 동기 발전기 |
| CN102629791A (zh) * | 2011-02-03 | 2012-08-08 | 丰田自动车株式会社 | 用于旋转电机的转子及其制造方法 |
| JP2012165480A (ja) * | 2011-02-03 | 2012-08-30 | Toyota Motor Corp | 回転電機用回転子、および、その製造方法 |
| JP2013005595A (ja) * | 2011-06-16 | 2013-01-07 | Mitsubishi Electric Corp | 回転電機 |
| JP2013046568A (ja) * | 2011-08-22 | 2013-03-04 | Johnson Electric Sa | 電気モータ |
| CN102420479A (zh) * | 2011-12-16 | 2012-04-18 | 铜陵浩岩节能科技有限公司 | 一种永磁同步电机的转子 |
| WO2013146164A1 (ja) * | 2012-03-30 | 2013-10-03 | カヤバ工業株式会社 | モータシャフト |
| JP2014135886A (ja) * | 2013-01-09 | 2014-07-24 | Lg Innotek Co Ltd | モータ |
| CN103409932A (zh) * | 2013-08-28 | 2013-11-27 | 宁波慈星股份有限公司 | 横编机中的无轴承主马达 |
| KR20150130827A (ko) * | 2014-05-14 | 2015-11-24 | 한화테크윈 주식회사 | 모터의 회전자 어셈블리 |
| KR102016548B1 (ko) * | 2014-05-14 | 2019-08-30 | 한화디펜스 주식회사 | 모터의 회전자 어셈블리 |
| JP2016163409A (ja) * | 2015-02-27 | 2016-09-05 | 日本電産株式会社 | モータ |
| JP2017169402A (ja) * | 2016-03-17 | 2017-09-21 | 株式会社ミツバ | 電動機用ロータ、およびブラシレスモータ |
| WO2017159858A1 (ja) * | 2016-03-17 | 2017-09-21 | 株式会社ミツバ | 電動機用ロータ、およびブラシレスモータ |
| WO2018225296A1 (ja) | 2017-06-05 | 2018-12-13 | 株式会社Top | ロータ及び回転機 |
| JP7527221B2 (ja) | 2021-02-22 | 2024-08-02 | 三菱電機株式会社 | アキシャルラミネート型シンクロナスリラクタンスモータの回転子の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009077469A (ja) | 埋込磁石型モータとその製造方法 | |
| CN110086274B (zh) | 永久磁铁埋入型电动机及其制造方法 | |
| WO2011114594A1 (ja) | 永久磁石形回転電機 | |
| US10020701B2 (en) | Brushless motor having first adhesive part bonding magnet to core and second adhesive part bonding end surface of rotor core to end surface of magnet | |
| JP2009077469A5 (ja) | ||
| JP2005304286A (ja) | 電動機用ロータユニット及び永久磁石型モータ | |
| US8937417B2 (en) | Rotating electric machine and wind power generation system | |
| JP2010246171A (ja) | アキシャルギャップ型回転電機 | |
| EP2667484A2 (en) | Rotor and motor including the rotor | |
| JP2007068318A (ja) | 磁石埋込型モータ | |
| JP2011109774A (ja) | 回転電機 | |
| JP2012005218A (ja) | ブラシレスモータ | |
| JP2014155415A (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 | |
| JP2006304539A (ja) | アキシャルギャップ型回転電機のロータ構造 | |
| CN211209403U (zh) | 同步电动机的转子 | |
| TWI352481B (ja) | ||
| EP1953901A1 (en) | Motor and device using the same | |
| KR101870450B1 (ko) | 모터 | |
| JP5995057B2 (ja) | 磁石埋込型永久磁石回転電機のロータおよびその組立方法 | |
| JP2004222356A (ja) | 回転電気機器 | |
| JP2004096925A (ja) | 永久磁石型同期モータのロータ構造 | |
| JP2006304532A (ja) | アキシャルギャップ型回転電機のロータ構造 | |
| JP2007053864A (ja) | 永久磁石埋込型ロータ | |
| JP2006311702A (ja) | 回転電機のステータ構造 | |
| JP2013031242A (ja) | アキシャルギャップモータのロータおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120111 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121023 |