JP2008129043A - Led発光表示装置 - Google Patents
Led発光表示装置 Download PDFInfo
- Publication number
- JP2008129043A JP2008129043A JP2006310065A JP2006310065A JP2008129043A JP 2008129043 A JP2008129043 A JP 2008129043A JP 2006310065 A JP2006310065 A JP 2006310065A JP 2006310065 A JP2006310065 A JP 2006310065A JP 2008129043 A JP2008129043 A JP 2008129043A
- Authority
- JP
- Japan
- Prior art keywords
- light
- display device
- led
- emitting display
- led light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/49—Structure, shape, material or disposition of the wire connectors after the connecting process of a plurality of wire connectors
- H01L2224/491—Disposition
- H01L2224/49105—Connecting at different heights
- H01L2224/49107—Connecting at different heights on the semiconductor or solid-state body
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/30—Technical effects
- H01L2924/301—Electrical effects
- H01L2924/3025—Electromagnetic shielding
Abstract
【課題】LED発光の発光ドットを多数個二次元配列することによって表示部が構成される発光表示装置において、その視認性の確保と小形化とを同時に効果的に図ること。
【解決手段】遮光性隔壁20は、黒色のガラスから形成されており、高軟化点のガラスからなる透光性ガラス板10の裏面10a上に、感光性ペースト法によって焼成されたものである。x軸方向におけるこの遮光性隔壁20の厚さtx は約100μm、配設周期Lx は約600μmであり、z軸方向の高さhは約600μmである。青色発光のLED30は、シリコン(Si)を高濃度に添加したバルク状のGaN単結晶からなる結晶成長基板31の上に、pコンタクト層や発光層などを含む複層構造の半導体結晶層32を結晶成長によって積層して形成したものであり、その大きさは、縦、横(Dx )、高さがそれぞれ、約300μm、約300μm、及び約450μmである。
【選択図】図1
【解決手段】遮光性隔壁20は、黒色のガラスから形成されており、高軟化点のガラスからなる透光性ガラス板10の裏面10a上に、感光性ペースト法によって焼成されたものである。x軸方向におけるこの遮光性隔壁20の厚さtx は約100μm、配設周期Lx は約600μmであり、z軸方向の高さhは約600μmである。青色発光のLED30は、シリコン(Si)を高濃度に添加したバルク状のGaN単結晶からなる結晶成長基板31の上に、pコンタクト層や発光層などを含む複層構造の半導体結晶層32を結晶成長によって積層して形成したものであり、その大きさは、縦、横(Dx )、高さがそれぞれ、約300μm、約300μm、及び約450μmである。
【選択図】図1
Description
本発明は、LEDを用いて構成される発光ドットを多数個二次元配列することによって表示部が構成される発光表示装置に関する。
複数のLEDを二次元配列することによって表示部が構成される発光表示装置としては、例えば下記の特許文献1〜7に記載されているものなどが公知である。これらの電飾表示を用いれば、選択されて発光する各発光ドットの選択、組み合わせによって、それらの配置関係に意味のある二次元配列(即ち、文字や記号)を構成しつつ表示することができる。また、LEDは自ら発光するので、LEDを用いれば液晶などを用いた場合に比べ、高輝度、高コントラストを実現し易く、装置の表示面に外乱光が照射されても、高い視認性が得られ易い点で有利である。
また、特に、下記の特許文献5に記載されている従来技術では、半導体発光素子(LED本体)を直接的に配線基板上に実装(チップオンボード化)している点に特徴があり、この様な実装形態によれば、目的とする表示装置の薄型化や小形軽量化などに、一定の効果が得られるものと考えられる。また、この特許文献5には、遮光シート(遮光層)などを用いてコントラストの改善を図っている点にも特徴がみられる。
また、下記の特許文献6に記載の従来技術では、隔壁(集光板本体11)を用いて略円筒形の小空間を多数構成し、これらを縦横行列状に配列して、各LEDをそれぞれ1つずつその各小空間内に配置しているので、例えば黒色などの遮光性の高い材料でこの隔壁を構成すれば、側方への光漏れが効果的に防止され、これによって良好なコントラストを実現することができる。
特開2000−68563
特開2003−173149
特開2005−301163
特開2006−162889
特開2006−145682
実開平5−52882
特開2004−79750
しかしながら、上記の特許文献6に記載の発光表示装置におけるLEDの配設周期は、7mm以上に設定されており、これらの従来構造を単純に画一的に縮小するだけでは、1mm以下の狭ピッチのLED配設周期を有する微細なマトリックス表示装置を精巧に製造することは困難である。
一方、上記の特許文献5に記載のLED表示装置では、比較的小形化(チップオンボード化)し易い構成が採用されてはいるものの、水平配置される遮光シートまたは遮光拡散シートに遮光層が形成されるので、半導体発光素子(LED本体)と半導体発光素子との間には、何ら遮光物が介在することはない。このため、接近して隣接する発光素子間においては、必ずしも十分な遮光作用が得られない。したがって、この従来技術においては、1mm以下の狭ピッチ化を図ろうとすると、LEDの配設間隔の短縮に伴って、目的とする二次元配列表示がぼやけてしまい、その結果、表示に関する視認性が全く優れないと言う問題が生じる。
以上の様に、互いに接近する多数の発光ドットの選択、組み合わせによって文字や記号など図柄を構成しつつ二次元表示するLED発光表示装置においては、特に上記の様な光の取り出し方の問題は重要かつ不可避であり、このため、これらの問題は現在、それらの発光表示装置の更なる格段の小形化と十分な視認性の確保と言う2つの課題の同時解決を決定的に阻む大きな要因となっている。
また、これらの2つの問題を同時にある程度は緩和または改善し得ると思われる従来技術としては、例えば、上記の特許文献7に記載されている発光装置を挙げることができる。しかしながら、この従来の発光装置は主に、感熱記録紙に対して定着光を照射するための定着器の光源として考案されたものであって、該従来技術には未だに以下の3つの問題点が残っているため、この従来技術に基づいて、狭ピッチの小形の発光表示装置を開発することは困難である。
(問題点1)特許文献7の図4(:本願図5)に図示されている様に、シリコン基板21の異方性エッチングによって、孔22の側壁面の傾斜角は、直角よりも格段に小さな特定の角度(即ち、54.74°)に限定されてしまう。このため、孔22を構成する側壁を高アスペクト比に形成することはできない。このため、LEDの配設周期を1mm以下の狭ピッチに形成することは容易でない。
(問題点1)特許文献7の図4(:本願図5)に図示されている様に、シリコン基板21の異方性エッチングによって、孔22の側壁面の傾斜角は、直角よりも格段に小さな特定の角度(即ち、54.74°)に限定されてしまう。このため、孔22を構成する側壁を高アスペクト比に形成することはできない。このため、LEDの配設周期を1mm以下の狭ピッチに形成することは容易でない。
(問題点2)特許文献7の図4(:本願図5)の孔22は、シリコン基板21の異方性エッチング、並びに、研磨またはサンドブラスト法によって形成されるが、これらの処理方法では、孔22を形成するための時間やコストが大きい。また、これらの処理方法では、シリコン基板21を十分均一かつ高精度には加工することができないため、個々のLED間における輝度ムラや照度ムラの問題も必ずしも十分には解消することができない。
(問題点3)また、本願図5に示す様に、アルミ膜20とガラス板24との界面は高い反射係数を示すので、一旦ガラス板24の表側の面から下方へ反射された光が、再びこの界面にて効率よく反射されてしまう。このため、それらの反射光の散乱によって、目的とする表示の視認性(コントラスト)を必ずしも十分には改善することができない。
(問題点3)また、本願図5に示す様に、アルミ膜20とガラス板24との界面は高い反射係数を示すので、一旦ガラス板24の表側の面から下方へ反射された光が、再びこの界面にて効率よく反射されてしまう。このため、それらの反射光の散乱によって、目的とする表示の視認性(コントラスト)を必ずしも十分には改善することができない。
本発明は、上記の課題を解決するために成されたものであり、その目的は、LED発光の発光ドットを多数個二次元配列することによって表示部が構成される発光表示装置において、その視認性の確保と小形化とを同時に効果的に図ることである。
上記の課題を解決するためには、以下の手段が有効である。
即ち、本発明の第1の手段は、LEDを有してなる発光単位が配列され、それらの単位表示を任意に組み合わせて所望の文字、記号、または図柄を構成して表示する発光表示装置において、各LEDへの給電線路を有し上面にLEDが二次元配列されて接続された配線基板と、発光表示部の一連の光取り出し面を構成する透光性ガラス板と、無機微粒子の集合体が焼成されて上記の透光性ガラス板の片面に垂直に接合されつつ形成された黒色又は暗色の遮光性隔壁と、この遮光性隔壁によって側方から囲い込まれて拘持されつつ上記のLEDを封止する透光性の封止樹脂とを備え、上記の発光単位を上記の遮光性隔壁によってそれぞれ隔離することである。
即ち、本発明の第1の手段は、LEDを有してなる発光単位が配列され、それらの単位表示を任意に組み合わせて所望の文字、記号、または図柄を構成して表示する発光表示装置において、各LEDへの給電線路を有し上面にLEDが二次元配列されて接続された配線基板と、発光表示部の一連の光取り出し面を構成する透光性ガラス板と、無機微粒子の集合体が焼成されて上記の透光性ガラス板の片面に垂直に接合されつつ形成された黒色又は暗色の遮光性隔壁と、この遮光性隔壁によって側方から囲い込まれて拘持されつつ上記のLEDを封止する透光性の封止樹脂とを備え、上記の発光単位を上記の遮光性隔壁によってそれぞれ隔離することである。
ただし、上記の遮光性隔壁は、透光性ガラス板の片面上に、略垂直に立脚して接合されていればよく、この遮光性隔壁の表面(即ち壁面)のこの片面に対する傾斜角は、必ずしも直角である必要はない。
また、上記の遮光性隔壁は、上記の透光性ガラス板の上で焼成されるものであるから、上記の透光性ガラス板の軟化点は、上記の無機微粒子の軟化点よりも十分に高くなければならない。また、上記の無機微粒子としては、例えばガラスの粉末やセラミックスの粉末などを用いることができ、これによって、上記の遮光性隔壁を黒色又は暗色のガラス製やセラミックス製とすることができる。
また、上記の遮光性隔壁は、上記の透光性ガラス板の上で焼成されるものであるから、上記の透光性ガラス板の軟化点は、上記の無機微粒子の軟化点よりも十分に高くなければならない。また、上記の無機微粒子としては、例えばガラスの粉末やセラミックスの粉末などを用いることができ、これによって、上記の遮光性隔壁を黒色又は暗色のガラス製やセラミックス製とすることができる。
また、上記の発光単位は、ドット状に形成してもよいし、任意形状のセグメントとして形成してもよい。また、これらの発光単位の配列形態は任意でよく、その配列には、必ずしも周期性を持たせる必要はない。
また、上記のLEDとしては、結晶成長基板上に III族窒化物系化合物半導体からなる半導体結晶層を複数層結晶成長させて積層することによって製造される半導体発光素子を用いることができる。また、これらのLEDの発光波長は任意でよく、複数の発光色のLEDを組み合わせて使用してもよい。また、蛍光体や蛍光フィルムなどと併用する場合には、紫外線発光のLEDを用いることも可能である。ただし、紫外線発光のLEDを用いる場合には、UVカットフィルムなどを併用することがより望ましい。
また、上記のLEDとしては、結晶成長基板上に III族窒化物系化合物半導体からなる半導体結晶層を複数層結晶成長させて積層することによって製造される半導体発光素子を用いることができる。また、これらのLEDの発光波長は任意でよく、複数の発光色のLEDを組み合わせて使用してもよい。また、蛍光体や蛍光フィルムなどと併用する場合には、紫外線発光のLEDを用いることも可能である。ただし、紫外線発光のLEDを用いる場合には、UVカットフィルムなどを併用することがより望ましい。
また、本発明の第2の手段は、上記の第1の手段において、上記の発光単位をドット状に形成し、かつ、それらを縦横行列状に二次元配列することである。
また、本発明の第3の手段は、上記の第2の手段において、上記のLEDの配列方向における上記の遮光性隔壁の配設周期を140μm以上3000μm以下にすることである。
ただし、この隔壁の更により望ましい配設周期は、200μm以上1000μm以下である。この値を小さくし過ぎると、単体LEDチップの製造、接続、又は該隔壁の形成に関する加工精度の限界に達して、当該発光表示装置を生産することが困難となるか、その品質や歩留りが大幅に低下するので、その様な設定は工業的見地から現実的ではなくなる。このため、この配設周期は、300μm以上にすることが更により望ましい。
また、小形化の観点よりこの配設周期は、800μm以下であることが更により望ましい。
ただし、この隔壁の更により望ましい配設周期は、200μm以上1000μm以下である。この値を小さくし過ぎると、単体LEDチップの製造、接続、又は該隔壁の形成に関する加工精度の限界に達して、当該発光表示装置を生産することが困難となるか、その品質や歩留りが大幅に低下するので、その様な設定は工業的見地から現実的ではなくなる。このため、この配設周期は、300μm以上にすることが更により望ましい。
また、小形化の観点よりこの配設周期は、800μm以下であることが更により望ましい。
また、本発明の第4の手段は、上記の第2または第3の手段において、上記の遮光性隔壁の厚さを30μm以上1000μm以下にすることである。
ただし、この遮光性隔壁の厚さのより望ましい値は、30μm以上500μm以下であり、更に望ましい値は、50μm以上200μm以下である。この厚さが薄過ぎると該隔壁における十分な強度と遮光性が得られ難くなり望ましくない。また、この厚さを厚くし過ぎると、表示のコントラストは十分に確保できるが、発光表示装置の小形化を促進する上で不利となる。
なお、この遮光性隔壁の厚さは、必ずしも均一である必要はなく、厚い部分と薄い部分とを混在させてもよい。したがって、1辺の隔壁において厚い部位と薄い部位とを混在させて形成してもよく、例えば、隔壁の脚部を厚くして隔壁の上端部を薄くする様にしてもよい。また、隔壁を形成する方向によって厚さを替える様にしてもよい。
ただし、この遮光性隔壁の厚さのより望ましい値は、30μm以上500μm以下であり、更に望ましい値は、50μm以上200μm以下である。この厚さが薄過ぎると該隔壁における十分な強度と遮光性が得られ難くなり望ましくない。また、この厚さを厚くし過ぎると、表示のコントラストは十分に確保できるが、発光表示装置の小形化を促進する上で不利となる。
なお、この遮光性隔壁の厚さは、必ずしも均一である必要はなく、厚い部分と薄い部分とを混在させてもよい。したがって、1辺の隔壁において厚い部位と薄い部位とを混在させて形成してもよく、例えば、隔壁の脚部を厚くして隔壁の上端部を薄くする様にしてもよい。また、隔壁を形成する方向によって厚さを替える様にしてもよい。
また、本発明の第5の手段は、上記の第1乃至第4の何れか1つの手段において、上記の遮光性隔壁の高さを100μm以上1500μm以下にすることである。
ただし、この隔壁の高さのより望ましい値は、400μm以上1000μm以下である。この高さが低過ぎると、当該隔壁が形成する枠内にLED、封止樹脂、及び給電配線などを格納するための十分な空間が得られ難くなり望ましくない。また、この高さを高くし過ぎると、該隔壁をその高さ方向に多段構成に繰り返し積層形成する必要が生じるため、必要以上に製造工程が増えてしまい望ましくない。
ただし、この隔壁の高さのより望ましい値は、400μm以上1000μm以下である。この高さが低過ぎると、当該隔壁が形成する枠内にLED、封止樹脂、及び給電配線などを格納するための十分な空間が得られ難くなり望ましくない。また、この高さを高くし過ぎると、該隔壁をその高さ方向に多段構成に繰り返し積層形成する必要が生じるため、必要以上に製造工程が増えてしまい望ましくない。
また、本発明の第6の手段は、上記の第1乃至第5の何れか1つの手段において、上記の封止樹脂の中またはその表面に蛍光体を設けることである。
また、用いる蛍光体としては、一般のLED照明や従来のLED発光表示装置等に用いられている公知のもの等を使用することができる。
また、用いる蛍光体としては、一般のLED照明や従来のLED発光表示装置等に用いられている公知のもの等を使用することができる。
したがって、例えば、発光表示部の内側または外部に、紫外線を適当な可視光に変換する蛍光体を用いれば、紫外線発光のLEDを用いることも可能であり、例えば、上記のLEDを紫外線発光の III族窒化物系化合物半導体から構成し、更に蛍光体としては、紫外線を赤色光、緑色光、青色光の各色にそれぞれ変換する計3種類のものを同時に使用するなどしてもよい。また、これらの原色の補色を発光する蛍光体などを使用してもよい。ただし、紫外線発光のLEDを用いる場合には、UVカットフィルムなどを併用することがより望ましい。
また、本発明の第7の手段は、上記の第6の手段の封止樹脂中において、上記の蛍光体を、透光性ガラス板の内壁面近傍まで沈降した層状に分布させることである。ただし、この分布は、できるだけ薄く均一であることがより望ましい。
また、本発明の第8の手段は、上記の第6の手段において、上記の遮光性隔壁の側壁面及び上記の透光性ガラス板の内壁面に上記の蛍光体を塗布することである。ただし、この塗布は、できるだけ薄く均一にすることがより望ましい。
また、本発明の第9の手段は、上記の第1乃至第8の何れか1つの手段において、上記の配線基板を、配線回路が複数層に渡って形成された複層構造にすることである。ただし、この配線回路の層は、2層でも3層でも4層以上でもよい。
また、本発明の第10の手段は、LEDを有してなる発光単位が配列され、それらの単位表示を任意に組み合わせて所望の文字、記号、または図柄を構成して表示する発光表示装置の製造方法において、一連の光取り出し面を構成する透光性ガラス板の片面に無機微粒子と感光性有機成分とを含有する感光性ペーストを層状に塗布するペースト塗布工程と、この感光性ペーストが塗布された領域の内の、目的とする遮光性隔壁を形成すべき箇所にのみ選択的に可視光、紫外線、または近赤外光を当てる露光工程と、この露光工程において露光されなかった領域を占める上記の感光性ペーストを現像処理によって流し落とす現像工程と、上記の露光工程において露光されて透光性ガラス板の上記片面上に残った感光性ペーストを熱処理して無機微粒子を焼成することによって、その片面上に上記の遮光性隔壁を形成する第1の熱処理工程とを設けることである。
ただし、上記のペースト塗布工程の実施後には、層状に塗布された感光性ペーストを十分に乾燥させることが望ましい。また、上記のペースト塗布工程、露光工程、現像工程、及び第1の熱処理工程等は、必要に応じて周期的に繰り返し実行してもよい。これらの繰り返しにより、遮光性隔壁を多段構成に高く積み上げることができる。また、上記の露光工程や現像工程などは、周知のフォトリソグラフィ法に基づいて実施することができる。即ち、本発明の遮光性隔壁は、無機微粒子と感光性成分を含む有機成分からなる感光性ペーストを上記の透光性ガラス板上に塗布して乾燥させ、その後、予め用意されたフォトマスクを介してこのペースト塗布層をパターン露光し、更に、これを現像して不要部分を除去した後に、その残存物を焼成することによって、上記の透光性ガラス板の上に形成することができる。
また、本発明の第11の手段は、上記の第10の手段における無機微粒子を、Ru、Mn、Ni、Cr、Fe、Co、Cu、またはこれらの金属の酸化物が合計1〜15重量%の比率で含有、付着または被覆されたガラス粉末か、或いは、Ru、Mn、Ni、Cr、Fe、Co、またはCuからなる金属の酸化物を有する10〜50重量%のフィラーと、50〜90重量%のガラス粉末との混合物から構成することである。
ただし、この第11の手段を用いる場合には、用いる感光性ペーストの透光性は、高い方がより望ましい。
ただし、この第11の手段を用いる場合には、用いる感光性ペーストの透光性は、高い方がより望ましい。
また、本発明の第12の手段は、上記の第10または第11の手段において、遮光性隔壁が形成された透光性ガラス板の上記片面を上向きにして遮光性隔壁が構成する各枠内に液状の封止樹脂を注入するポッティング工程と、LEDが二次元配列されて接続された配線基板上面を下方に向けてLEDがそれぞれ上記の各枠内の所定の配設位置に位置付けされる様に位置合わせしつつその配線基板を遮光性隔壁の上に乗せることによって透光性ガラス板と配線基板とを接合する接合工程と、熱処理によって上記の封止樹脂を硬化させる第2の熱処理工程とを設けることである。
また、本発明の第13の手段は、上記の第12の手段において、上記のポッティング工程の実施前に、遮光性隔壁の側壁面及び透光性ガラス板の内壁面に蛍光体を塗布することである。ただし、この塗布は、できるだけ均一に薄くすることが望ましい。
また、本発明の第14の手段は、上記の第12の手段のポッティング工程において用いられる液状の封止樹脂に蛍光体を混入することである。
ただし、この蛍光体の種類としては、用いるLEDの発光波長に応じて、任意の蛍光色を呈するものを使用することができる。
ただし、この蛍光体の種類としては、用いるLEDの発光波長に応じて、任意の蛍光色を呈するものを使用することができる。
また、本発明の第15の手段は、上記の第14の手段において、遅くとも上記の第2の熱処理工程を実施する前までに、上記の蛍光体を液状の上記の封止樹脂内において層状に沈降させることである。ただし、この沈降は、できるだけ均一に薄く堆積させることが望ましい。また、この沈降処理は、重力によって自然に行ってもよいし、例えば遠心分離機などを用いて強制的に実施してもよい。
以上の本発明の手段により、前記の課題を効果的、或いは合理的に解決することができる。
以上の本発明の手段により、前記の課題を効果的、或いは合理的に解決することができる。
LEDをチップオンボード化する際に用いられる配線基板は一般に樹脂から形成されているので、その耐熱温度は、通常凡そ200℃〜250℃程度である。また、チップオンボード化に用いられる半田の融点についても、通常はその範囲内かまたはそれ以下の温度である。このため、従来は一般に、LEDを有する配線基板の表面上に、所謂感光性ペースト法(または、感光性ガラスペースト法とも言う。)によって、遮光作用を呈する微細な隔壁を形成することはできないものと考えられてきた。これは、一般に、隔壁を構成するガラスなどの軟化点は低いものでも凡そ500℃前後にも上ることによる。言い換えれば、配線基板の耐熱温度と隔壁の焼成処理温度との間の温度差の問題を合理的に解消するために有用となる適当な材料が未だに発見されていないことによる。
また、上記の様な耐熱性に優れた配線基板があったとしても、隔壁の配設周期を1mm以下の狭ピッチにする場合には、その1枚の配線基板に、LEDへの給電配線の形成と、隔壁の形成と、LEDの実装の全てを行うことは、加工手順や加工精度などの観点から全く容易ではない。これは、LEDの実装後にLEDが未封止の実装基板に対して感光性ペースト法を適用すると、その処理によってワイヤーボンディングなどの接続が破損してしまうなどの恐れが生じるためであり、また、隔壁の形成後にLEDの実装をすると、LEDの配設処理やワイヤーボンディング処理などの操作によって隔壁が破損されてしまう恐れが生じるためである。
しかしながら、本発明の第1の手段によれば、LED発光表示装置の光取り出し面は、板状の透光性ガラス板から構成され、かつ、配線基板上ではなくこの透光性ガラス板の側に上記の遮光性隔壁が焼成されて形成されるので、この焼成に必要となる熱処理工程において、上記の配線基板または実装基板を高熱にさらす必要はない。
このため、本発明の第1の手段によれば、LEDを用いた発光表示装置においても、周知の感光性ペースト法に基づいて、所望の極めて微細な遮光性隔壁を容易に導入することができる。即ち、本発明の第1の手段によれば、無機微粒子の集合体の焼成によって、上記の遮光性隔壁を上記の透光性ガラス板の片面に垂直に、極めて高精度に接合、形成させることができる。
このため、本発明の第1の手段によれば、LEDを用いた発光表示装置においても、周知の感光性ペースト法に基づいて、所望の極めて微細な遮光性隔壁を容易に導入することができる。即ち、本発明の第1の手段によれば、無機微粒子の集合体の焼成によって、上記の遮光性隔壁を上記の透光性ガラス板の片面に垂直に、極めて高精度に接合、形成させることができる。
また、LEDを有する配線基板と上記の透光性ガラス板との接合、接着は、LEDを封止するための封止樹脂によって行うことができるので、装置の小形化を阻むような複雑な組立操作からも解放される。
したがって、本発明の第1の手段によれば、良好な遮光作用を供する微細な遮光性隔壁を有するLED発光の表示装置を容易、高精度、かつ高品質に小形化することができると共に、その遮光性隔壁の遮光作用により同時に高い視認性(コントラスト)を実現することができる。
したがって、本発明の第1の手段によれば、良好な遮光作用を供する微細な遮光性隔壁を有するLED発光の表示装置を容易、高精度、かつ高品質に小形化することができると共に、その遮光性隔壁の遮光作用により同時に高い視認性(コントラスト)を実現することができる。
ただし、本発明のLED発光表示装置においては、上記の発光単位を必ずしもドット状に形成する必要はなく、周期的に配列する必要もない。また、以上に示した作用は、特に装置の小形化を図る上で非常に有利なものではあるが、しかしながら、これらの作用を導くことができる本発明の各手段は何れも、所望のLED発光表示装置を従来程度の大きさに製造することを特段妨げるものではない。即ち、本発明の手段に基づいて構成される本発明のLED発光表示装置は、必ずしも高度に小形化する必要性を有するものでなくてもよい。
本発明の上記の第1の手段または後述の第10の手段に従えば、感光性ペースト法にて利用されるフォトリソグラフィ法によって、所望の隔壁構造を周知の画一的な製造工程に従って極めて容易、かつ正確に形成することができる。
本発明の上記の第1の手段または後述の第10の手段に従えば、感光性ペースト法にて利用されるフォトリソグラフィ法によって、所望の隔壁構造を周知の画一的な製造工程に従って極めて容易、かつ正確に形成することができる。
また、本発明の第2の手段によれば、構成されるドットマトリックスの各発光単位(発光ドット)の輝度制御に基づいて、表示可能な表象の表現パターンの自由度を非常に高く確保することができると共に、当該装置の小形化と視認性(コントラスト)の向上とを効果的に促進することができる。
また、本発明の第3の手段によれば、上記の発光ドットの配設ピッチが適切に確保されるため、工業的に現実的な生産性を確保しつつ、従来よりも遥かに小形で視認性の高いLED発光表示装置を製造することができる。
また、本発明の第4の手段によれば、遮光性隔壁の遮光作用と強度を確保しつつ、更に、所望の発光表示装置の小形化に最適な薄い隔壁を形成することができる。
また、本発明の第5の手段によれば、この遮光性隔壁が形成する枠内に、LED、給電配線、及び封止樹脂を格納するのに必要かつ十分な高さを確保しつつ、更に、所望の発光表示装置の薄形化に最適な高さの隔壁を形成することができる。
また、本発明の第6の手段によれば、例えば、青色発光のLEDや紫外線発光のLEDなどの唯一色のLEDを用いた場合にも、白色または混合色の発光表示を実現することができる。また、これらの蛍光体の蛍光色の組み合わせは任意であるから、所望の発光色を実現することもできる。
また、本発明の第7または第8の手段によれば、蛍光体の分布が1層状に集約限定されるため、蛍光体による光の散乱回数が減少し、光の取り出し効率が向上すると共に、その散乱回数(∝蛍光体による波長変換が起る確率)も出射角によらず概ね均一化されるため、1つの発光ドットにおける発光色が、光取り出し面上における二次元分布において均一化されやすくなる。逆に言えば、封止樹脂中に均一に蛍光体を分布させた場合、LEDの発光光軸から離れた角度で出射される光ほど、蛍光体によって高い確率で散乱(波長変換)されていてるので、その光の色は元のLEDの発光色からは遠ざかる。
また、この様な構成に従えば、用いる蛍光体の量を最小限に抑えることができる。
また、この様な構成に従えば、用いる蛍光体の量を最小限に抑えることができる。
また、本発明の第9の手段によれば、各LEDの発光輝度の制御を行う給電駆動制御回路などを同一の配線基板上に組み付ける場合に、それらの給電配線などの取り回し形態に関する自由度が効果的に向上する。このため、給電駆動制御回路などをも含めた装置全体の小形化や、或いは搭載されるLEDの素子数の拡大などをも効果的に促進することができる。
また、本発明の第10の手段によれば、周知の感光性ペースト法に基づいて、一面の光取り出し面を構成する上記の透光性ガラス板の上に上記の遮光性隔壁を極めて高精度に形成することができる。また、この遮光性隔壁を黒色又は暗色にすることによって、遮光性隔壁が奏するべき遮光作用を良好に確保することができる。
このため、本発明の第10の手段によれば、視認性(コントラスト)が良好な所望の小形のLED発光表示装置を容易かつ高品質に歩留りよく製造することができる。
このため、本発明の第10の手段によれば、視認性(コントラスト)が良好な所望の小形のLED発光表示装置を容易かつ高品質に歩留りよく製造することができる。
また、特に、本発明の第11の手段によれば、透明な有機溶剤などの有機成分に黒色または暗色の顔料を混ぜ合わせなくても、用いる無機微粒子自身が焼成(熱処理)によって黒色または暗色を呈する様に変化する。したがって、この場合、用いる感光性ペーストを透光性の高いものにすることができるため、上記のペースト塗布工程において感光性ガラスペーストを厚く塗布しても、その後の露光工程においては、その塗布層の深部にまで露光光を十分確実に当てることが可能となる。このため、本発明の第11の手段によれば、遮光性隔壁のアスペクト比を効果的に向上させることができ、よって、上記の第10の手段を繰り返し用いる必要がなくなるか、その繰り返し回数を効果的に削減することが可能となる。
また、本発明の第12の手段によれば、LEDを有する配線基板と上記の透光性ガラス板との接合、接着は、LEDを封止するための封止樹脂によって行うことができるので、簡単に所望の発光表示装置を構成することができる。
また、本発明の第13乃至第15の何れか1つの手段によれば、例えば、青色発光のLEDや紫外線発光のLEDなどの唯一色のLEDを用いた場合にも、白色または混合色の発光表示を実現することができる。また、これらの蛍光体の蛍光色の組み合わせは任意であるから、所望の発光色を実現することもできる。
また、特に、本発明の第13または第15の手段によれば、蛍光体の分布が薄い1層状に集約限定されるため、蛍光体による光の散乱回数が減少し、光の取り出し効率が向上すると共に、その散乱回数(∝蛍光体による波長変換が起る確率)も出射角によらず概ね均一化される。このため、これらの方法に従えば、1つの発光ドットにおける発光色が、光取り出し面上における二次元分布において均一化されやすくなる。逆に言えば、封止樹脂中に均一に蛍光体を分布させた場合には、LEDの発光光軸から離れた角度で出射される光ほど、蛍光体によって高い確率で散乱(波長変換)されていてるので、その光の色は元のLEDの発光色からは遠ざかる。また、本発明の第13または第15の手段によれば、用いる蛍光体の量を必要最小限に抑えることができる。
なお、上記の透光性ガラス板内での光の反射を減衰させるためには、有色ガラスを用いることがより望ましい。また、上記の透光性ガラス板の有色化は、表示部の外部からの入射光の反射を装置内部に留めることによって、発光表示の視認性を高めるためにも有効である。
また、上記の透光性ガラス板の表示面(光取り出し面)には、一般のテレビ、パーソナルコンピュータ、カーナビゲーションシステム、携帯電話等の液晶ディスプレー装置に用いられているものと同等の光拡散フィルムなどを用いてもよい。これによって、表示面を斜視した場合にも、高い視認性を得ることが可能となる。
また、上記の透光性ガラス板の表示面(光取り出し面)には、一般のテレビ、パーソナルコンピュータ、カーナビゲーションシステム、携帯電話等の液晶ディスプレー装置に用いられているものと同等の光拡散フィルムなどを用いてもよい。これによって、表示面を斜視した場合にも、高い視認性を得ることが可能となる。
また、本発明に用いる感光性ペーストの無機微粒子としては、例えばガラスやセラミック(アルミナ、コーディライトなど)などを用いることができ、特に、ケイ素酸化物、ホウ素酸化物、または、アルミニウム酸化物を必須成分とするガラスやセラミックスが望ましい。これらの無機微粒子の粒子径は、作製しようとするパターンの形状を考慮して選ばれるが、体積平均粒子径(D50)が、1〜10μmであることが望ましく、より望ましくは、1〜5μmである。D50を10μm以下とすることで、表面凸凹が生じるのを防ぐことができる。また、1μm以上とすることで、ペーストの粘度調整を容易にすることができる。さらに、比表面積0.2〜3m2 /gのガラス微粒子を用いることが、パターン形成において、特に望ましい。
また、これらの無機微粒子として、熱軟化温度が350℃〜600℃のガラス微粒子を60重量%以上含む無機微粒子を用いることが望ましい。また、熱軟化温度が600℃以上のガラス微粒子やセラミック微粒子を添加することによって、焼成時の収縮率を抑制することができる。その量は、40重量%以下が望ましい。
また、これらの無機微粒子として、熱軟化温度が350℃〜600℃のガラス微粒子を60重量%以上含む無機微粒子を用いることが望ましい。また、熱軟化温度が600℃以上のガラス微粒子やセラミック微粒子を添加することによって、焼成時の収縮率を抑制することができる。その量は、40重量%以下が望ましい。
また、特にガラス粉末としては、焼成時に透光性ガラス板にそりを生じさせないためには線膨脹係数が50×10-7〜90×10-7のガラス微粒子を用いることが望ましく、更には、60×10-7〜90×10-7のガラス微粒子を用いることが望ましい。
また、これらのガラス微粒子に更に、酸化ビスマス、酸化鉛、酸化亜鉛のうちの少なくとも1種類を合計で5〜50重量%含有させることによって、透光性ガラス板上にパターン加工するのに適した温度特性を有するガラスペーストを得ることができる。特に、酸化ビスマスを5〜50重量%含有するガラス微粒子を用いると、ペーストのポットライフが長いなどの利点が得られる。
また、これらのガラス微粒子に更に、酸化ビスマス、酸化鉛、酸化亜鉛のうちの少なくとも1種類を合計で5〜50重量%含有させることによって、透光性ガラス板上にパターン加工するのに適した温度特性を有するガラスペーストを得ることができる。特に、酸化ビスマスを5〜50重量%含有するガラス微粒子を用いると、ペーストのポットライフが長いなどの利点が得られる。
また、用いる有機成分としては、適当な有機溶媒に対して、感光性モノマー、感光性オリゴマー、感光性ポリマーのうちの少なくとも1種類から選ばれた感光性成分を含有させ、更に、必要に応じて、光重合開始剤、光吸収剤、増感剤、増感助剤、重合禁止剤などを添加するとよい。
感光性ペーストの粘度は、有機溶媒により1万〜20万cps(センチ・ポイズ)程度に調整することが望ましい。用いる有機溶媒としては、メチルセロソルブ、エチルセロソルブ、ブチルセロソルブ、プロピレングリコールモノメチルエーテルアセテート、メチルエチルケトン、ジオキサン、アセトン、シクロヘキサノン、シクロペンタノン、イソブチルアルコール、イソプロピルアルコール、テトラヒドロフラン、ジメチルスルフォキシド、γ−ブチルラクトン、N−メチルピロリドン、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、ブロモベンゼン、クロロベンゼン、ジブロモベンゼン、ジクロロベンゼン、ブロモ安息香酸、クロロ安息香酸などが有用であり、本発明の有機成分としては、これらのうちの1種以上を含有する有機溶媒混合物が用いられる。
また、上記の感光性モノマーとしては、炭素−炭素不飽和結合を含有する化合物で、その具体例としては、例えば、単官能および多官能性の(メタ)アクリレート類、ビニル系化合物類、アリル系化合物類などを用いることができる。これらは1種または2種以上使用することができる。
また、これらの感光性モノマーのさらに具体的な例としては、単官能および多官能性の(メタ)アクリレート類、ビニル系化合物類、アリル系化合物類などを挙げることができる。これらは1種または2種以上使用することができる。(メタ)アクリレート化合物としては、化学式(1)、(2)、(3)、(4)で示されるアルキル基を有するアクリル化合物またはメタアクリル化合物が望ましく用いられる。
また、これらの感光性モノマーのさらに具体的な例としては、単官能および多官能性の(メタ)アクリレート類、ビニル系化合物類、アリル系化合物類などを挙げることができる。これらは1種または2種以上使用することができる。(メタ)アクリレート化合物としては、化学式(1)、(2)、(3)、(4)で示されるアルキル基を有するアクリル化合物またはメタアクリル化合物が望ましく用いられる。
((メタ)アクリル化合物)
CH2=CR3COO-R4 …(1)
CH2=CR3COO-R4-OCOCHR1=CH2 …(2)
CH2=CR3COO-R5-OCO-R6-COO-R5-OCOCHR3=CH2 …(3)
(CH2=CR3COO-(CH2CHR6O)m)n-R7 …(4)
ただし、ここで、R3 およびR6 は水素またはメチル基またはメチレン基、R4 は炭素数1〜20のアルキル基またはアルキレン基、R5 は炭素数3以上のヒドロキシアルキレン基、R7 は炭素数1〜20のアルキル基、アリール基、アラルキル基、mは0〜30の整数、nは3〜6の整数である。ただし、用いるモノマーはこれらに限定されるものではない。
CH2=CR3COO-R4 …(1)
CH2=CR3COO-R4-OCOCHR1=CH2 …(2)
CH2=CR3COO-R5-OCO-R6-COO-R5-OCOCHR3=CH2 …(3)
(CH2=CR3COO-(CH2CHR6O)m)n-R7 …(4)
ただし、ここで、R3 およびR6 は水素またはメチル基またはメチレン基、R4 は炭素数1〜20のアルキル基またはアルキレン基、R5 は炭素数3以上のヒドロキシアルキレン基、R7 は炭素数1〜20のアルキル基、アリール基、アラルキル基、mは0〜30の整数、nは3〜6の整数である。ただし、用いるモノマーはこれらに限定されるものではない。
また、上記の感光性オリゴマーや上記の感光性ポリマーとしては、炭素−炭素2重結合を有する化合物のうちの少なくとも1種類を重合して得られるオリゴマーやポリマーを用いることができる。ポリマーやオリゴマーに不飽和カルボン酸などの不飽和酸を共重合することによって、感光後の現像性を向上することができる。
更に、上記の光重合開始剤の具体的な例としては、ベンゾフェノン、O- ベンゾイル安息香酸メチル、4,4−ビス(ジメチルアミノ)ベンゾフェノン、4,4−ビス(ジエチルアミノ)ベンゾフェノン、4,4−ジクロロベンゾフェノン、4−ベンゾイル−4−メチルフェニルケトン、ジベンジルケトン、フルオレノン、2,3−ジエトキシアセトフェノン、2,2−ジメトキシ−2−フェニル−2−フェニルアセトフェノンなどが挙げられる。これらを1種または2種以上使用することができる。光重合開始剤は、感光性成分に対し、望ましくは0.05〜10重量%の範囲で添加され、より望ましくは、0.1〜5重量%の範囲で添加される。重合開始剤の量が少な過ぎると、光感度が低下する傾向にあり、光重合開始剤の量が多すぎると、露光部の残存率が小さくなり過ぎる傾向にある。
また、光吸収剤を添加することも有効である。紫外光や可視光の吸収効果が高い化合物を添加することによって、高アスペクト比、高精細、高解像度が得られる。光吸収剤としては、有機系染料からなるものが望ましく用いられる、具体的には、アゾ系染料、アミノケトン系染料、キサンテン系染料、キノリン系染料、アントラキノン系染料、ベンゾフェノン系染料、ジフェニルシアノアクリレート系染料、トリアジン系染料、p−アミノ安息香酸系染料などを使用することができる。
また、感度を向上させるために添加される増感剤の具体例としては、例えば、2,4−ジエチルチオキサントン、イソプロピルチオキサントン、2,3−ビス(4−ジエチルアミノベンザル)シクロペンタノン、2,6−ビス(4−ジメチルアミノベンザル)シクロヘキサノンなどが挙げられる。これらの増感剤は、2種以上を同時に使用することもできる。
これらの原材料から作ることができる感光性ペーストは、通常、上記の無機微粒子や有機成分を所定の組成になるように調合した後、3本ローラーや混練機で均質に混合分散し作製する。
また、これらの感光性ペーストを塗布する方法としては、スクリーン印刷法、バーコーター法、ロールコータ法、ドクターブレード法などを用いることができる。この時、塗布厚さは、塗布回数、スクリーンのメッシュ、ペーストの粘度を選ぶことによって調整することができる。いずれの場合においても、塗布厚さは、所望の隔壁の高さとペーストの焼成収縮率を考慮して決めることができる。また、感光性ペーストを塗布する前に、塗布面の表面処理を行って接着性を向上させることが有効である。このような表面処理にはシラン系カップリング剤や金属アルコキシ化合物などが有用である。
また、これらの感光性ペーストを塗布する方法としては、スクリーン印刷法、バーコーター法、ロールコータ法、ドクターブレード法などを用いることができる。この時、塗布厚さは、塗布回数、スクリーンのメッシュ、ペーストの粘度を選ぶことによって調整することができる。いずれの場合においても、塗布厚さは、所望の隔壁の高さとペーストの焼成収縮率を考慮して決めることができる。また、感光性ペーストを塗布する前に、塗布面の表面処理を行って接着性を向上させることが有効である。このような表面処理にはシラン系カップリング剤や金属アルコキシ化合物などが有用である。
感光性ペーストを塗布した後は、該塗布領域を通風オーブン、ホットプレート、IR炉などを用いて十分に乾燥させて、感光性ペーストの塗布膜を形成することが望ましい。
続いて、露光装置を用いて露光を行う。露光は、通常のフォトリソグラフィ法で行われるように、フォトマスクを用いてマスク露光する。この際使用される活性光源は、例えば、可視光線、近紫外線、紫外線、電子線、X線、レーザ光などが挙げられる。これらの中で紫外線が最も望ましく、その光源として、例えば、低圧水銀灯、高圧水銀灯、超高圧水銀灯、ハロゲンランプ、殺菌灯などが使用できる。これらのなかでも超高圧水銀灯が好適である。
続いて、露光装置を用いて露光を行う。露光は、通常のフォトリソグラフィ法で行われるように、フォトマスクを用いてマスク露光する。この際使用される活性光源は、例えば、可視光線、近紫外線、紫外線、電子線、X線、レーザ光などが挙げられる。これらの中で紫外線が最も望ましく、その光源として、例えば、低圧水銀灯、高圧水銀灯、超高圧水銀灯、ハロゲンランプ、殺菌灯などが使用できる。これらのなかでも超高圧水銀灯が好適である。
露光条件は、塗布厚みによって異なるが、1〜100mW/cm2 の出力の超高圧水銀灯を用いて0.1〜10分間露光を行う。更に望ましくは、5〜30mW/cm2 の出力の超高圧水銀灯を用いて20秒〜5分間露光を行うのが望ましい。露光の際、ペースト塗布膜とフォトマスクを密着して行う方法と一定の間隔をあけて行う方法(プロキシミティ露光)のいずれを用いてもよい。
この際、用いるフォトマスクパターン、フォトマスクの線幅によって、形成される隔壁パターン形状、および隔壁の幅が決定される。ただし、ここで言うフォトマスクの線幅とは、スリット部分、すなわち光が透過する部分のストライプ幅のことである。
この際、用いるフォトマスクパターン、フォトマスクの線幅によって、形成される隔壁パターン形状、および隔壁の幅が決定される。ただし、ここで言うフォトマスクの線幅とは、スリット部分、すなわち光が透過する部分のストライプ幅のことである。
感光性ペーストの塗布膜から露光・現像の工程を経て形成された隔壁パターンは次に焼成炉で焼成されて、有機成分を熱分解して除去し、同時に無機微粒子成分中の低融点ガラスを溶融させて無機質の隔壁を形成する。焼成雰囲気や温度は、ペーストや基板の特性によって異なるが、通常は、空気中で焼成される。焼成炉としては、バッチ式の焼成炉やベルト式の連続型焼成炉を用いることができる。
バッチ式の焼成を行うには通常、隔壁パターンが形成されたガラス基板を室温から500℃程度まで数時間掛けてほぼ等速で昇温した後、焼成温度として設定された500〜580℃に60分〜5時間で上昇させて、約10〜30分間保持して焼成を行う。焼成温度は用いるガラス基板のガラス転移点より低くなければならないので自ずから上限が存在する。即ち、焼成温度が高すぎたり、焼成時間が長すぎたりすると隔壁の形状にダレなどの欠陥が発生するため、注意を要する。また、有機成分に含まれる感光性モノマー、感光性オリゴマーもしくはポリマー、種々の添加剤の熱分解特性とガラス粉末成分の熱特性が不釣り合いになると、隔壁が褐色に着色したり、隔壁が基板から剥がれたりする欠陥が発生する場合があるため、注意を要する。
なお、特に、遮光性隔壁の構造を段差(壁幅差)を持つ2段構造に形成する場合には、露光された1層目の感光性ペースト塗布膜上に、さらに感光性ペーストを塗布、乾燥し、2層目の感光性ペースト塗布膜を形成する。
また、少なくとも2層目の感光性ペーストに焼成して黒色を呈するものを用いることにより、コントラストを向上させることができる。感光性ペーストが焼成して黒色を呈する様にするには、Ru、Mn、Ni、Cr、Fe、Co、Cuの金属もしくはそれらの酸化物を合計で1〜15重量%含有するガラスを用いると良い。また、ガラス粉末に黒色金属又は金属酸化物を付着させるか、または被服させても良い。また、1層目の感光性ペースト塗布膜を露光・現像して隔壁パターンの一部を形成した後に、2層目の感光性ペーストを塗布し、露光・現像して隔壁を形成しても良い。
また、少なくとも2層目の感光性ペーストに焼成して黒色を呈するものを用いることにより、コントラストを向上させることができる。感光性ペーストが焼成して黒色を呈する様にするには、Ru、Mn、Ni、Cr、Fe、Co、Cuの金属もしくはそれらの酸化物を合計で1〜15重量%含有するガラスを用いると良い。また、ガラス粉末に黒色金属又は金属酸化物を付着させるか、または被服させても良い。また、1層目の感光性ペースト塗布膜を露光・現像して隔壁パターンの一部を形成した後に、2層目の感光性ペーストを塗布し、露光・現像して隔壁を形成しても良い。
以下、前述の本発明の第11の手段を採用するに際しての、更により望ましい実施様態について詳しく説明する。
まず最初に、可用な低融点ガラス粉末としては、通常、隔壁がガラス基板上に形成されることを考慮し、ガラス転移点400〜550℃、荷重軟化点(屈伏点とも云う)450〜600℃であることが望ましい。更に、荷重軟化点を450℃以上とすることで、隔壁形成後の工程において隔壁が変形することがなく、また、軟化点を600℃以下とすることで、焼成時に溶融し強度の高い隔壁を得ることができる。また、低融点ガラスの平均屈折率は、感光性ペーストにおける感光性有機成分の平均屈折率との整合をとり、露光光の散乱を抑えるために、1.5〜1.65の範囲内とすることが望ましい。
まず最初に、可用な低融点ガラス粉末としては、通常、隔壁がガラス基板上に形成されることを考慮し、ガラス転移点400〜550℃、荷重軟化点(屈伏点とも云う)450〜600℃であることが望ましい。更に、荷重軟化点を450℃以上とすることで、隔壁形成後の工程において隔壁が変形することがなく、また、軟化点を600℃以下とすることで、焼成時に溶融し強度の高い隔壁を得ることができる。また、低融点ガラスの平均屈折率は、感光性ペーストにおける感光性有機成分の平均屈折率との整合をとり、露光光の散乱を抑えるために、1.5〜1.65の範囲内とすることが望ましい。
上記の特性を満たす低融点ガラス粉末は、例えば酸化物換算表記で示せば以下の様な組成となる。
(低融点ガラス粉末の組成;酸化物換算表記)
(1)酸化リチウム 3〜15重量%
(2)酸化珪素 10〜30重量%
(3)酸化ホウ素 20〜40重量%
(4)酸化バリウム 2〜15重量%
(5)酸化アルミニウム 10〜25重量%
(低融点ガラス粉末の組成;酸化物換算表記)
(1)酸化リチウム 3〜15重量%
(2)酸化珪素 10〜30重量%
(3)酸化ホウ素 20〜40重量%
(4)酸化バリウム 2〜15重量%
(5)酸化アルミニウム 10〜25重量%
例えば、酸化リチウムを3〜15重量%含有することによって、ガラスの荷重軟化点、熱膨張係数のコントロールが容易になるだけでなく、ガラスの平均屈折率を低くすることができる。このため、有機物との屈折率差を小さくすることが容易になる。また、酸化リチウム等のアルカリ金属の酸化物の添加量はペーストの安定性を向上させるためには、15重量%以下が望ましく、より望ましくは8重量%以下である。
酸化珪素は10〜30重量%の範囲で配合することが望ましい。10重量%以上とすることによりガラス層の緻密性、強度や安定性を向上させ、また熱膨張係数がガラス基板の値に近いものとなり、従ってガラス基板とのミスマッチによっる剥離などを防ぐことができる。30重量%以下にすることによって、荷重軟化点が低くなり、ガラス基板への焼き付けが可能になるなどの利点がある。
また、酸化ホウ素は20〜40重量%の範囲で配合することが望ましい。40重量%以下とすることでガラスの安定性を保つことができる。20重量%以上とすることで強度やガラスの安定性を向上させることができる。
また、酸化ホウ素は20〜40重量%の範囲で配合することが望ましい。40重量%以下とすることでガラスの安定性を保つことができる。20重量%以上とすることで強度やガラスの安定性を向上させることができる。
また、酸化バリウムは2〜15重量%の範囲で用いることが望ましい。2重量%以上とすることでガラス焼き付け温度および電気絶縁性を制御できる。また、15重量%以下とすることで隔壁層の安定性や緻密性を保つことができる。
また、酸化アルミニウムは10〜25重量%で望ましく用いられ、ガラスの歪み点を高めたり、ガラス組成の安定化やペーストのポットライフ延長のために添加される。10重量%以上とすることで、隔壁層の強度を向上させることができる。25重量%以下とすることで、ガラスの耐熱温度が高くなり過ぎてガラス基板上に焼き付けが難しくなることを防ぎ、また、緻密な隔壁層を580℃以下の温度で得ることができる。
また、酸化アルミニウムは10〜25重量%で望ましく用いられ、ガラスの歪み点を高めたり、ガラス組成の安定化やペーストのポットライフ延長のために添加される。10重量%以上とすることで、隔壁層の強度を向上させることができる。25重量%以下とすることで、ガラスの耐熱温度が高くなり過ぎてガラス基板上に焼き付けが難しくなることを防ぎ、また、緻密な隔壁層を580℃以下の温度で得ることができる。
更に、上記の組成には示さなかったが、ガラスを溶融しやすくすると共に熱膨張係数を制御するために望ましく酸化カルシウムあるいは酸化マグネシウムが加えられることがある。その配合範囲は、酸化カルシウムが2〜10重量%、酸化マグネシウムが1〜10重量%とすることが望ましい。
なお、低融点ガラス粉末は、ペースト形成時の充填性および分散性が良好で、ペーストの均一な厚さでの塗布が可能であると共にパターン形成性を良好に保つためには、平均粒子径が1〜7μmであり、最大粒子径が40μm以下であることが望ましい。
なお、低融点ガラス粉末は、ペースト形成時の充填性および分散性が良好で、ペーストの均一な厚さでの塗布が可能であると共にパターン形成性を良好に保つためには、平均粒子径が1〜7μmであり、最大粒子径が40μm以下であることが望ましい。
用いる感光性ペーストとしては、焼成後に黒色に変化することが重要である。これは、焼成後に黒色に変化しないと、例えば露光時に高透過性を期して透明な感光性ペーストを使用しても焼成後にディスプレイのコントラスト向上を達成することができず、一方、焼成前から黒色を呈する感光性ペーストを使用しても、露光光を吸収してしまい良好なパターニング性を得ることができないためである。焼成後に呈する黒色は、XYZ表色系におけるY値で15以下、さらには6以下、またさらには3以下であることが望ましい。また、反射OD値としては1.3以上、さらには1.5以上、またさらには1.6以上であることが望ましい。ここで反射OD値は、入射光強度をI0 とし、反射光強度をIとした場合に、−log(I/I0 )で定義される値である。
焼成後に黒色に変化するという特性は、焼成により黒色の酸化物に変換する化合物を感光性ペーストに含有させることによって達成することができる。このような化合物としては、例えばRu,Mn,Ni,Cr,Fe,Co,Cuの化合物の群から選ばれた少なくとも一種を含むことが望ましい。これらの化合物は熱分解・酸化されてそれぞれの酸化物、即ち、酸化ルテニウム、酸化マンガン、酸化ニッケル、酸化クロム、酸化鉄、酸化コバルト、または酸化銅となって、黒色に変化する。
また、これらの化合物は特に限定されるものではないが、上記の金属(Ru,Mn,Ni,Cr,Fe,Co,Cu)のアルコキシド誘導体類、β−ジケトン類の錯体、β−ケト酸エステル類の錯体、有機カルボン酸誘導体類などを用いてもよい。
また、これらの化合物は特に限定されるものではないが、上記の金属(Ru,Mn,Ni,Cr,Fe,Co,Cu)のアルコキシド誘導体類、β−ジケトン類の錯体、β−ケト酸エステル類の錯体、有機カルボン酸誘導体類などを用いてもよい。
可溶なアルコキシ基としては、メトキシ基、エトキシ基、n−プロポキシ基、イソプロポキシ基、n−ブトキシ基、sec−ブトキシ基、t−ブトキシ基、n−ペントキシ基、t−ペントキシ基、n−ヘキソキシ基、n−ヘプトキシ基、n−オクトキシ基などを挙げることができる。また、β−ジケトン類、β−ケト酸エステル類の具体例としては、アセチルアセトン、ベンゾイルアセトン、ジベンゾイルメタン、メチルアセトアセテート、エチルアセトアセテート、ベンゾイルアセトアセテート、エチルベンゾイルアセテート、メチルベンゾイルアセテートなどが挙げられる。
金属アルコキシド類では、加水分解および重縮合を経て形成されたゲル状物が焼成工程で金属酸化物に変換してガラスやセラミックスになることが知られている。これらの成分も、類似の化学変化を経て、目的とする金属酸化物を形成するものと推定される。
金属アルコキシド類では、加水分解および重縮合を経て形成されたゲル状物が焼成工程で金属酸化物に変換してガラスやセラミックスになることが知られている。これらの成分も、類似の化学変化を経て、目的とする金属酸化物を形成するものと推定される。
なお、本発明を具体的に実施する際に応用することができるこれらの所謂感光性ペースト法(または感光性ガラスペースト法)については、例えば下記の参考文献1〜10などを参考にすることができる。これらの公知技術は、従来より専ら、プラズマディスプレイパネルや、電子放出素子を用いた画像形成装置などの製造工程に用いられてきた経緯を有する技術ではあるが、しかしながら、これらの従来技術は、上記の本発明の手段に基づいて適宜応用することによって、本発明のLED発光表示装置の設計及び製造においても、本発明の作用に基づいて、部分的には十分に有効利用し得るものである。
(参考文献1)特開平11−314937号公報
(参考文献2)特開2000−149782号公報
(参考文献3)特開2000−284471号公報
(参考文献4)特開2000−347394号公報
(参考文献5)特開2001−092119号公報
(参考文献6)特開2002−049146号公報
(参考文献7)特開2003−186207号公報
(参考文献8)特開2004−265867号公報
(参考文献9)特開2004−303550号公報
(参考文献10)特開2006−222075号公報
(参考文献2)特開2000−149782号公報
(参考文献3)特開2000−284471号公報
(参考文献4)特開2000−347394号公報
(参考文献5)特開2001−092119号公報
(参考文献6)特開2002−049146号公報
(参考文献7)特開2003−186207号公報
(参考文献8)特開2004−265867号公報
(参考文献9)特開2004−303550号公報
(参考文献10)特開2006−222075号公報
即ち、これらの参考文献からは、上記の本発明の第10または第11の手段などで適用される感光性ペースト法に関して、例えば下記項目(1)〜(5)などの具体例、適正範囲、または具体的な実施条件等を詳しく知ることができる。
(1)可用または望ましい無機微粒子の種類と、粒子径の適正範囲や望ましい粒度分布
(2)可用または望ましい有機成分の種類
(3)可用または望ましい現像液の種類
(4)望ましい露光処理条件(波長、時間など)
(5)望ましい焼成処理条件(温度、時間など)
(1)可用または望ましい無機微粒子の種類と、粒子径の適正範囲や望ましい粒度分布
(2)可用または望ましい有機成分の種類
(3)可用または望ましい現像液の種類
(4)望ましい露光処理条件(波長、時間など)
(5)望ましい焼成処理条件(温度、時間など)
以下、本発明を具体的な実施例に基づいて説明する。
ただし、本発明の実施形態は、以下に示す個々の実施例に限定されるものではない。
ただし、本発明の実施形態は、以下に示す個々の実施例に限定されるものではない。
図1に本実施例1のLED発光表示装置100の断面図を示す。当該表示装置100の表示部の表示面(光取り出し面)は、高軟化点のガラスからなる若干灰色をおびた平板状の有色の透光性ガラス板110からなり、その厚さは約1mmである。また、遮光性隔壁120は、この透光性ガラス板110の裏面110a上に感光性ペースト法によって焼成されたものであり、黒色のガラスから形成されている。この焼成によって、遮光性隔壁120は、透光性ガラス板110の裏面110aに対して垂直に融着接合されている。上記の遮光性隔壁120のx軸方向における厚さtx は約100μmであり、その配設周期Lx は約600μmであり、z軸方向の高さhは約600μmである。
青色発光のLED30は、シリコン(Si)を高濃度に添加したバルク状のGaN単結晶からなる結晶成長基板31の上に、pコンタクト層や発光層などを含む複層構造の半導体結晶層32を結晶成長によって積層して形成したものであり、その大きさは、縦、横(Dx )、高さがそれぞれ、約300μm、約300μm、及び約450μmである。
また、各電極については、金属層M1がn電極を構成し、金属層M2が透光性のp電極を構成している。これらの金属層は、半導体との密着性、オーミック特性、電気伝導度などを考慮して、例えば特許文献7などにも例示がある様に、それぞれ複層構造に形成することが望ましい。
青色発光のLED30は、シリコン(Si)を高濃度に添加したバルク状のGaN単結晶からなる結晶成長基板31の上に、pコンタクト層や発光層などを含む複層構造の半導体結晶層32を結晶成長によって積層して形成したものであり、その大きさは、縦、横(Dx )、高さがそれぞれ、約300μm、約300μm、及び約450μmである。
また、各電極については、金属層M1がn電極を構成し、金属層M2が透光性のp電極を構成している。これらの金属層は、半導体との密着性、オーミック特性、電気伝導度などを考慮して、例えば特許文献7などにも例示がある様に、それぞれ複層構造に形成することが望ましい。
プリント配線基板40は、樹脂基板41の表に金属配線層4a、4bを、裏面に金属配線層4cをそれぞれ形成したものであり、その表側を示せば、図2の様に構成されている。即ち、図1は、LED発光表示装置100の一部分を、平面:y=xに対して平行な断面αをy軸方向に斜視した時の断面図であり、樹脂基板41の上面41aには、図2に示す様に、金属被膜不蒸着領域φを除いた略全面に金属配線層4aまたは金属配線層4bが積層されている。また、本図2には、点線で遮光性隔壁120とLED30の各接合位置を示した。この図2からも分かる様に、上記の遮光性隔壁120は、縦横同周期の格子状に形成されている。
ただし、図2における金属被膜不蒸着領域φや金属配線層4bやビアホールBHの各外周は、正方形に形成されているが、これらは勿論円形などに形成してもよい。
ただし、図2における金属被膜不蒸着領域φや金属配線層4bやビアホールBHの各外周は、正方形に形成されているが、これらは勿論円形などに形成してもよい。
このLED発光表示装置100は、裏面の金属配線層4cを除いた部分が、x軸方向及びy軸方向において周期的に、かつ、断面αに対して略面対称形に形成されている。ただし、各方向における各配設周期Lx ,Ly の繰り返し回数は、それぞれ任意でよい。
また、ビアホールBHには、半田d1が満たされており、この半田d1によって、樹脂基板41の裏面の金属配線層4cと表側の金属配線層4bとが電気的に接続されている。裏面の金属配線層4cは、個々のLED30の輝度を各々制御する任意のLED駆動回路に接続することができる。
また、ビアホールBHには、半田d1が満たされており、この半田d1によって、樹脂基板41の裏面の金属配線層4cと表側の金属配線層4bとが電気的に接続されている。裏面の金属配線層4cは、個々のLED30の輝度を各々制御する任意のLED駆動回路に接続することができる。
図1の実装基板101は、この様なプリント配線基板40の上に、半田d2とボンディングワイヤーbwとを用いてLED30を、図2に示す各搭載箇所にそれぞれ接続したものである。勿論、各LED30は遮光性隔壁120によって格子状に形成された各枠内に1つずつ搭載する。これにより、x軸方向にj個、y軸方向にk個それぞれ配列すれば、j×k個の行列状に全LEDを二次元配列することができる。
また、以下では、上記の透光性ガラス板110と遮光性隔壁120との複合体をキャップ102と言う。本実施例1のLED発光表示装置100は、このキャップ102の遮光性隔壁120が形成されている側(裏面110a)を上向きにして、遮光性隔壁120によって形成される各格子の枠内に、液状の封止樹脂50を流し込み(ポッティング工程)、それらの遮光性隔壁120の上に実装基板101を、図2で図示する接合位置に位置合わせしつつ被せて、この両者(101,102)を接合することによって形成されたものである。このポッティング及びその後の硬化処理(第2の熱処理工程)によって、透光性の封止樹脂50は、遮光性隔壁120によって側方から囲い込まれて拘持されつつLED30を封止している。このため、各LED30とそれを封止する封止樹脂50から構成される各発光ドットは、遮光性隔壁120が形成する格子状の各枠体でそれぞれ個別に隔離されている。これらの各発光ドットは、上記の様に二次元配列されることによって、ドットマトリックスを構成するものであり、所望の発光表示を実現する上での輝度制御の制御単位になっている。
また、透光性ガラス板110の内壁面(裏面110a)上の蛍光層50aは、青色光を黄色光に波長変換する蛍光体の粒子を、液状の封止樹脂50が硬化される前に薄い層状に自然に沈降させて形成したものである。
また、透光性ガラス板110の内壁面(裏面110a)上の蛍光層50aは、青色光を黄色光に波長変換する蛍光体の粒子を、液状の封止樹脂50が硬化される前に薄い層状に自然に沈降させて形成したものである。
以下、このLED発光表示装置100の製造工程について、詳しく説明する。本装置100は、以下の手順に従って製造することができる。
(1)感光性ガラスペーストの製造工程
ガラス転位点400℃〜550℃、荷重軟化点450℃〜600℃の透光性の低融点ガラスの粉末からなる無機微粒子を、Ru、Mn、Ni、Cr、Fe、Co、Cu、またはこれらの金属の酸化物が合計1〜15重量%の比率で含有、付着または被覆されたガラス粉末か、或いは、Ru、Mn、Ni、Cr、Fe、Co、またはCuからなる金属の酸化物を有する10〜50重量%のフィラーと、50〜90重量%のガラス粉末との混合物から構成する。そして、この無機微粒子と所定の感光性有機成分(即ち、有機溶剤に、感光性モノマー、光重合開始剤、光吸収剤、増感剤、増感助剤、及び重合禁止剤を混合したもの)とを調合して感光性ペーストを製造する。ただし、無機微粒子の平均粒子径は、1〜7μmの間とし、最大粒子径は40μm以下とする。
(1)感光性ガラスペーストの製造工程
ガラス転位点400℃〜550℃、荷重軟化点450℃〜600℃の透光性の低融点ガラスの粉末からなる無機微粒子を、Ru、Mn、Ni、Cr、Fe、Co、Cu、またはこれらの金属の酸化物が合計1〜15重量%の比率で含有、付着または被覆されたガラス粉末か、或いは、Ru、Mn、Ni、Cr、Fe、Co、またはCuからなる金属の酸化物を有する10〜50重量%のフィラーと、50〜90重量%のガラス粉末との混合物から構成する。そして、この無機微粒子と所定の感光性有機成分(即ち、有機溶剤に、感光性モノマー、光重合開始剤、光吸収剤、増感剤、増感助剤、及び重合禁止剤を混合したもの)とを調合して感光性ペーストを製造する。ただし、無機微粒子の平均粒子径は、1〜7μmの間とし、最大粒子径は40μm以下とする。
なお、焼成により黒色の酸化物に変換する有機金属化合物を用いる場合には、その含有量は溶媒を除した状態の感光性ペーストに対して6〜30重量%であることが望ましい。6重量%以上とすることで、焼成後の反射率低下の効果を得ることができる。また、30重量%以下とすることで、ペースト塗布膜の状態で光透過を阻害せずパターニング性を保つことができる。
(2)ペースト塗布工程
一連の光取り出し面を構成する透光性ガラス板110の片面(裏面110a)に、上記の感光性ペーストを層状に塗布し、その後、該塗布領域を通風オーブンなどを用いて十分に乾燥させる。なお、感光性ガラスペーストを塗布する方法は任意でよい。
一連の光取り出し面を構成する透光性ガラス板110の片面(裏面110a)に、上記の感光性ペーストを層状に塗布し、その後、該塗布領域を通風オーブンなどを用いて十分に乾燥させる。なお、感光性ガラスペーストを塗布する方法は任意でよい。
(3)露光工程
この感光性ガラスペーストが塗布された領域の内の、目的とする遮光性隔壁を形成すべき箇所にのみ選択的に可視光、紫外線、または近赤外光を当てる。これらの工程は、周知のフォトリソグラフィ法に基づいて実施することができる。ただし、これらの中で紫外線が最も望ましく、その光源としては例えば超高圧水銀灯などが好適である。
露光条件は、塗布厚みによって異なるが、5〜30mW/cm2 の出力の超高圧水銀灯を用いて20秒〜5分間露光を行う。
この感光性ガラスペーストが塗布された領域の内の、目的とする遮光性隔壁を形成すべき箇所にのみ選択的に可視光、紫外線、または近赤外光を当てる。これらの工程は、周知のフォトリソグラフィ法に基づいて実施することができる。ただし、これらの中で紫外線が最も望ましく、その光源としては例えば超高圧水銀灯などが好適である。
露光条件は、塗布厚みによって異なるが、5〜30mW/cm2 の出力の超高圧水銀灯を用いて20秒〜5分間露光を行う。
(4)現像工程
上記の露光工程において露光されなかった領域を占める上記の感光性ガラスペーストを現像処理によって流し落とす。これらの工程は、周知のフォトリソグラフィ法に基づいて実施することができる。即ち、露光後、露光部分と未露光部分の現像液に対する溶解度差を利用して現像処理を行う。
この場合、浸漬法、スプレー法、またはブラシ法などを用いることができる。また、特に、感光性ペーストが側鎖にカルボキシル基を有する場合には、アルカリ水溶液での現像が可能になる。アルカリとしては、有機アルカリ水溶液を用いた方が焼成時にアルカリ成分を除去し易いので望ましい。有機アルカリとしては、アミン化合物を用いることができる。具体的には、テトラメチルアンモニウムヒドロキサイド、トリメチルベンジルアンモニウムヒドロキサイド、モノエタノールアミン、ジエタノールアミンなどがあげられる。アルカリ水溶液の濃度は通常0.05〜1重量%、より望ましくは0.1〜0.5重量%である。アルカリ濃度が低すぎれば可溶部が完全に除去されず、アルカリ濃度が高すぎれば、露光部のパターン(遮光性隔壁120)を剥離させたり、侵食したりする恐れが生じ得るので注意を要する。
なお、現像時の温度は、20〜50℃で行うことが工程管理上望ましい。
上記の露光工程において露光されなかった領域を占める上記の感光性ガラスペーストを現像処理によって流し落とす。これらの工程は、周知のフォトリソグラフィ法に基づいて実施することができる。即ち、露光後、露光部分と未露光部分の現像液に対する溶解度差を利用して現像処理を行う。
この場合、浸漬法、スプレー法、またはブラシ法などを用いることができる。また、特に、感光性ペーストが側鎖にカルボキシル基を有する場合には、アルカリ水溶液での現像が可能になる。アルカリとしては、有機アルカリ水溶液を用いた方が焼成時にアルカリ成分を除去し易いので望ましい。有機アルカリとしては、アミン化合物を用いることができる。具体的には、テトラメチルアンモニウムヒドロキサイド、トリメチルベンジルアンモニウムヒドロキサイド、モノエタノールアミン、ジエタノールアミンなどがあげられる。アルカリ水溶液の濃度は通常0.05〜1重量%、より望ましくは0.1〜0.5重量%である。アルカリ濃度が低すぎれば可溶部が完全に除去されず、アルカリ濃度が高すぎれば、露光部のパターン(遮光性隔壁120)を剥離させたり、侵食したりする恐れが生じ得るので注意を要する。
なお、現像時の温度は、20〜50℃で行うことが工程管理上望ましい。
(5)焼成工程(第1の熱処理工程)
上記の現像処理によって、透光性ガラス板の上記片面上に残った感光性ペーストを熱処理して無機微粒子を焼成することによって、その片面(裏面110a)上に上記の遮光性隔壁120を形成する。焼成雰囲気や温度は、ペーストや基板の特性によって異なるが、通常は、空気中で焼成される。勿論、焼成温度は、透光性ガラス板110のガラス転移点より低くなければならない。焼成炉としては、バッチ式の焼成炉やベルト式の連続型焼成炉を用いることができる。バッチ式の焼成を行うには通常、隔壁パターンが形成されたガラス基板を室温から500℃程度まで数時間掛けてほぼ等速で昇温した後、焼成温度として設定された500〜580℃に60分〜5時間で上昇させて、約10〜30分間保持して焼成を行う。
上記の現像処理によって、透光性ガラス板の上記片面上に残った感光性ペーストを熱処理して無機微粒子を焼成することによって、その片面(裏面110a)上に上記の遮光性隔壁120を形成する。焼成雰囲気や温度は、ペーストや基板の特性によって異なるが、通常は、空気中で焼成される。勿論、焼成温度は、透光性ガラス板110のガラス転移点より低くなければならない。焼成炉としては、バッチ式の焼成炉やベルト式の連続型焼成炉を用いることができる。バッチ式の焼成を行うには通常、隔壁パターンが形成されたガラス基板を室温から500℃程度まで数時間掛けてほぼ等速で昇温した後、焼成温度として設定された500〜580℃に60分〜5時間で上昇させて、約10〜30分間保持して焼成を行う。
(6)ポッティング工程
遮光性隔壁120が形成された透光性ガラス板110の裏面110aを上向きにして、遮光性隔壁120が構成する各枠内に液状の封止樹脂50を注入する。この時、液状の封止樹脂50には、青色光を黄色光に変換する蛍光剤(YAG系蛍光体)を、ダマなどが形成されずに略均一に分布する様に、注意して混入、攪拌しておく。
ただし、この蛍光体の種類としては、用いるLEDの発光波長に応じて、任意の蛍光色を呈するものを使用することもできる。
遮光性隔壁120が形成された透光性ガラス板110の裏面110aを上向きにして、遮光性隔壁120が構成する各枠内に液状の封止樹脂50を注入する。この時、液状の封止樹脂50には、青色光を黄色光に変換する蛍光剤(YAG系蛍光体)を、ダマなどが形成されずに略均一に分布する様に、注意して混入、攪拌しておく。
ただし、この蛍光体の種類としては、用いるLEDの発光波長に応じて、任意の蛍光色を呈するものを使用することもできる。
(7)接合工程
LED30が二次元配列されて接続された実装基板101の上面41aを下方に向けてLED30がそれぞれ上記の各枠内の所定の配設位置(図2)に位置付けされる様に位置合わせしつつ、その実装基板101を遮光性隔壁120の上に乗せる。これによって、透光性ガラス板110を有するキャップ102と、配線基板40を有する実装基板101とを正しい位置関係に接合することができる。
LED30が二次元配列されて接続された実装基板101の上面41aを下方に向けてLED30がそれぞれ上記の各枠内の所定の配設位置(図2)に位置付けされる様に位置合わせしつつ、その実装基板101を遮光性隔壁120の上に乗せる。これによって、透光性ガラス板110を有するキャップ102と、配線基板40を有する実装基板101とを正しい位置関係に接合することができる。
(8)蛍光体沈降工程
次いで、そのまま、裏面110aを上向きにしておくことによって、遅くとも下記の樹脂硬化工程(第2の熱処理工程)を実施する前までに、上記の蛍光体を液状の封止樹脂50内において層状に沈降させる。ただし、この沈降は、できるだけ均一に薄く堆積させることが望ましい。
(9)樹脂硬化工程(第2の熱処理工程)
最後に、熱処理によって上記の封止樹脂50を硬化させる。硬化温度と硬化時間は、用いる封止樹脂50の材料特性に応じて最適化すればよい。
次いで、そのまま、裏面110aを上向きにしておくことによって、遅くとも下記の樹脂硬化工程(第2の熱処理工程)を実施する前までに、上記の蛍光体を液状の封止樹脂50内において層状に沈降させる。ただし、この沈降は、できるだけ均一に薄く堆積させることが望ましい。
(9)樹脂硬化工程(第2の熱処理工程)
最後に、熱処理によって上記の封止樹脂50を硬化させる。硬化温度と硬化時間は、用いる封止樹脂50の材料特性に応じて最適化すればよい。
以上の手順に従えば、樹脂基板41の裏面の金属配線層4cに対して、個々のLED30の輝度を各々制御する任意のLED駆動回路に接続することによって、所望の文字、記号、または図柄を構成して表示することができる。ただし、この輝度制御は、極めて単純なON/OFF制御による二値的な制御であってもよいし、周知のLED駆動回路などに基づいて段階的に輝度制御を行うものであってもよい。
そして、例えば以上の様にして製造することができる本発明の表示装置(LED発光表示装置100)によれば、良好な遮光作用を供する微細な遮光性隔壁を有するLED発光のマトリックス表示装置を容易、高精度、かつ高品質に小形化することができると共に、その遮光性隔壁の遮光作用により同時に高い視認性(コントラスト)を実現することができる。
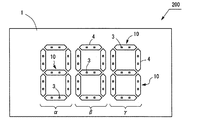
図3に本実施例2のLED発光表示装置200の平面図を示す。当該表示装置200は、数値表示を行うためのものであり、プリント配線基板1は、絶縁性基板の上にプリント配線を施したものである。ただし、本プリント配線基板1上におけるプリント配線の配線パターン構成については図4−A,−Bに図示し、本図3では省略した。このLED発光表示装置200は、8の字型或いは日の字型に構成された計3つの算用数字表示ユニットα,β,γを左から順に並べたもので、各算用数字表示ユニットはそれぞれ、7つの長細い六角形の発光セグメント10から構成されている。各発光セグメント10には、それぞれ2つずつLED3が配設されており、一つの発光セグメント10に用いられるその2つのLED3は同時に点灯及び消灯するが、複数あるこれらの発光単位(各発光セグメント10)の点灯及び消灯は、それぞれ互いに独立に駆動制御される。このため、このLED発光表示装置200を用いれば、1桁、2桁、または3桁の任意の整数を該表示部に表示することができる。
図4−A,−Bに、このLED発光表示装置200の発光セグメント10の平面図と断面図をそれぞれ示す。ただし、図4−Bは、図4−AのAA′断面を示している。また、図4−Bに図示した絶縁被膜fや封止樹脂7やボンディングワイヤー6などは、図4−Aにおいては、あえて記載していない。プリント配線2a,2bは、プリント配線基板1上にプリントされた薄板状の銅箔から形成されている。これらの配線(プリント配線2a,2b)は、2つのLED3に対する給電経路を確保するためのものであるが、同時に光反射部材をも兼ねて構成されている。
感光性ペースト法によって焼成されたガラスからなる黒色の遮光性枠体4は、有色のスモークガラスSMGの裏面上に垂直に立脚して接合されている。この隔壁(遮光性枠体4)は、本発明の請求項11の手段によって形成することができる。また、図3の様な表示形態であれば、遮光性枠体4の厚さは、1mm〜2mm程度に形成しても、特に当該表示装置の小形化を阻害する恐れはない。また、当該表示装置が外圧や応力などを受け易い場合には、その程度に壁厚を確保しておくことが、当該表示装置の機械的な強度の観点からも望ましい場合がある。
青色発光のLED3は、図4−Bに示す様に、サファイア基板3aの上に多層構造の半導体結晶層3bを積層したものであり、更にこの半導体結晶層3b自身は、 III族窒化物系化合物半導体の結晶層を多重に積層したものからなる。サファイア基板3aの裏面は、半田5でプリント配線2b上に接合されている。即ち、このLED3は、フェイスアップ型の青色発光の半導体発光素子からなり、そのn電極はボンディングワイヤー6で、プリント配線2bに接続されている。また、そのp電極は他のボンディングワイヤー6で、プリント配線2aに接続されている。
2つのLED3を囲い込む様に隔壁状に形成された黒色の遮光性枠体4は、封止樹脂7を側方から囲い込んで拘持する様に配置されている。この封止樹脂7は、透明のエポキシ樹脂またはシリコン樹脂からなり、請求項14の手段によって形成することができる。即ち、この封止樹脂7は、遮光性枠体4からなる枠の内側の凹部からなるLED搭載部にポッティングによって注入したものであり、この封止樹脂7には、青色光を黄色光に変換する蛍光剤(YAG系蛍光体)及び拡散剤が混入されている。このため、LED3から直接出力される青色光と、蛍光体に衝突して黄色に変換されてから間接的に出力される黄色光は、拡散剤で適度に拡散されて白色に混合されて発光セグメント10の上方へ出力される。
なお、遮光性枠体4の直下におけるプリント配線基板1の上面の色は任意でよいが、プリント配線基板1の上面の色は、遮光性枠体4の枠内では白色または光沢色であることが望ましく、遮光性枠体4の枠外では黒色または暗色であることが望ましい。例えば、図4−Bの絶縁被膜fは、スクリーン印刷によって黒色に印刷された樹脂被膜からなるが、このような反射防止膜を遮光性枠体4の枠外に配置することにより、発光セグメント10の視認性を効果的に向上させることができる。
以上の様な構成に従えば、LED3からの発光は、隣の発光セグメント10には漏れ難くなるため、容易に視認性の高い良好なコントラストを実現することができる。また、発光の一部は、光反射部材(銅製のプリント配線2a,2b)によって反射されて上方に出力されるので、同時に高輝度を実現することができる。
また、これらの発光セグメント10は、感光性ペースト法に基づいて、非常に高い密度で配列させることも可能である。また、以上の様な構成に従えば、リードフレームなどが必要なく、プリント配線基板1にLED3を直接搭載(チップオンボード化)できるため、所望の発光表示装置の薄型化を効果的に図ることができる。
また、これらの発光セグメント10は、感光性ペースト法に基づいて、非常に高い密度で配列させることも可能である。また、以上の様な構成に従えば、リードフレームなどが必要なく、プリント配線基板1にLED3を直接搭載(チップオンボード化)できるため、所望の発光表示装置の薄型化を効果的に図ることができる。
〔その他の変形例〕
本発明の実施形態は、上記の形態に限定されるものではなく、その他にも以下に例示される様な変形を行っても良い。この様な変形や応用によっても、本発明の作用に基づいて本発明の効果を得ることができる。
本発明の実施形態は、上記の形態に限定されるものではなく、その他にも以下に例示される様な変形を行っても良い。この様な変形や応用によっても、本発明の作用に基づいて本発明の効果を得ることができる。
(変形例1)
例えば、上記の実施例1では、ポッティングした液状の封止樹脂50を硬化させる前に、透光性ガラス板110を下側にして、その内壁面上に蛍光体の粒子を薄い層状に自然に沈降させて、蛍光層50aを形成したが、この処理は、遠心分離機などを利用して強制的に実施してもよい。その場合には、蛍光体の沈降過程に掛かる時間が大幅に短縮できると共に、より高密度に蛍光層50aを形成することができる。
また、蛍光体の粒子は、封止樹脂50の略全体に分布させてもよい。また、封止樹脂50には、光拡散剤を略全体に分布させてもよい。
例えば、上記の実施例1では、ポッティングした液状の封止樹脂50を硬化させる前に、透光性ガラス板110を下側にして、その内壁面上に蛍光体の粒子を薄い層状に自然に沈降させて、蛍光層50aを形成したが、この処理は、遠心分離機などを利用して強制的に実施してもよい。その場合には、蛍光体の沈降過程に掛かる時間が大幅に短縮できると共に、より高密度に蛍光層50aを形成することができる。
また、蛍光体の粒子は、封止樹脂50の略全体に分布させてもよい。また、封止樹脂50には、光拡散剤を略全体に分布させてもよい。
(変形例2)
また、実施例1のポッティング工程を実施する前に、遮光性隔壁120の側壁面や透光性ガラス板110の内壁面(裏面110a)に蛍光剤を、任意の方法で薄く塗布する様にしてもよい。この場合には、更に蛍光剤の塗布工程が必要となるが、その代わりに、蛍光剤を液状の封止樹脂に入れて、注意して十分に均一に攪拌混合する攪拌工程が必要なくなる。ただし、光拡散剤を略全体に分布させたい場合には、同様の攪拌工程が必要となる。
また、実施例1のポッティング工程を実施する前に、遮光性隔壁120の側壁面や透光性ガラス板110の内壁面(裏面110a)に蛍光剤を、任意の方法で薄く塗布する様にしてもよい。この場合には、更に蛍光剤の塗布工程が必要となるが、その代わりに、蛍光剤を液状の封止樹脂に入れて、注意して十分に均一に攪拌混合する攪拌工程が必要なくなる。ただし、光拡散剤を略全体に分布させたい場合には、同様の攪拌工程が必要となる。
(変形例3)
また、上記の実施例1では、発光ドットを碁盤目状に配列したが、これらの配列方法は任意でよい。その他にも例えば、正六角形などを基調とするハニカム状に配列してもよいし、正三角形などを基調として2次元配列してもよい。
また、上記の実施例1では、発光ドットを碁盤目状に配列したが、これらの配列方法は任意でよい。その他にも例えば、正六角形などを基調とするハニカム状に配列してもよいし、正三角形などを基調として2次元配列してもよい。
(変形例4)
また、用いるLEDは、フェイスアップ型のものでもフェイスダウン型のものでもよく、また、必ずしもワイヤーボンディングによって給電する必要もない。ワイヤーボンディングの本数を減らすことは、装置の小形化を促進する上で有利となる。
また、LEDの結晶成長基板は、必ずしも不純物添加のGaNバルク結晶などからなる導電性基板である必要はなく、その他にも例えばサファイア基板などを用いてもよい。
また、用いるLEDは、フェイスアップ型のものでもフェイスダウン型のものでもよく、また、必ずしもワイヤーボンディングによって給電する必要もない。ワイヤーボンディングの本数を減らすことは、装置の小形化を促進する上で有利となる。
また、LEDの結晶成長基板は、必ずしも不純物添加のGaNバルク結晶などからなる導電性基板である必要はなく、その他にも例えばサファイア基板などを用いてもよい。
本発明は、LEDを用いて構成される発光ドットを多数個二次元配列することによって構成されるドットマトリックスによって表現される任意の表示用途に利用することができ、例えば車両のフロントパネルの表示装置や、デジタル表示の腕時計や、家電製品の表示部や、或いはモロクロテレビやフルカラーテレビなどのLEDディスプレイヤに利用することができる。
10 : 透光性ガラス板
20 : 遮光性隔壁
30 : LED
40 : 配線基板
50 : 封止樹脂
100 : LED発光表示装置
20 : 遮光性隔壁
30 : LED
40 : 配線基板
50 : 封止樹脂
100 : LED発光表示装置
Claims (15)
- LEDを有してなる発光単位が配列され、それらの単位表示を任意に組み合わせて所望の文字、記号、または図柄を構成して表示する発光表示装置において、
各LEDへの給電線路を有し、上面に前記LEDが二次元配列されて接続された配線基板と、
発光表示部の一連の光取り出し面を構成する透光性ガラス板と、
無機微粒子の集合体が焼成されて前記透光性ガラス板の片面に垂直に接合されつつ形成された黒色又は暗色の遮光性隔壁と、
前記遮光性隔壁によって側方から囲い込まれて拘持されつつ前記LEDを封止する透光性の封止樹脂と
を有し、
前記発光単位は、
前記遮光性隔壁によってそれぞれ隔離されている
ことを特徴とするLED発光表示装置。 - 前記発光単位は、
ドット状に形成されており、かつ、
縦横行列状に二次元配列されている
ことを特徴とする請求項1に記載のLED発光表示装置。 - 前記LEDの配列方向における前記遮光性隔壁の配設周期は、
140μm以上3000μm以下である
ことを特徴とする請求項2に記載のLED発光表示装置。 - 前記遮光性隔壁の厚さは、
30μm以上1000μm以下である
ことを特徴とする請求項2または請求項3に記載のLED発光表示装置。 - 前記遮光性隔壁の高さは、
100μm以上1500μm以下である
ことを特徴とする請求項1乃至請求項4の何れか1項に記載のLED発光表示装置。 - 前記封止樹脂は、
その中またはその表面に蛍光体を有する
ことを特徴とする請求項1乃至請求項5の何れか1項に記載のLED発光表示装置。 - 前記蛍光体は、
前記封止樹脂中において前記透光性ガラス板の内壁面近傍まで沈降した層状に分布している
ことを特徴とする請求項6に記載のLED発光表示装置。 - 前記遮光性隔壁の側壁面及び前記透光性ガラス板の内壁面に蛍光体が塗布されている
ことを特徴とする請求項6に記載のLED発光表示装置。 - 前記配線基板は、
配線回路が複数層に渡って形成された複層構造を有する
ことを特徴とする請求項1乃至請求項8の何れか1項に記載のLED発光表示装置。 - LEDを有してなる発光単位が配列され、それらの単位表示を任意に組み合わせて所望の文字、記号、または図柄を構成して表示する発光表示装置の製造方法であって、
一連の光取り出し面を構成する透光性ガラス板の片面に、無機微粒子と感光性有機成分とを含有する感光性ペーストを層状に塗布するペースト塗布工程と、
前記感光性ペーストが塗布された領域の内の、目的とする遮光性隔壁を形成すべき箇所にのみ選択的に可視光、紫外線、または近赤外光を当てる露光工程と、
前記露光工程において露光されなかった領域を占める前記感光性ペーストを現像処理によって流し落とす現像工程と、
前記露光工程において露光されて前記透光性ガラス板の前記片面上に残った前記感光性ペーストを熱処理して前記無機微粒子を焼成することによって、前記片面上に前記遮光性隔壁を形成する第1の熱処理工程と
を有する
ことを特徴とするLED発光表示装置の製造方法。 - 前記無機微粒子は、
Ru、Mn、Ni、Cr、Fe、Co、Cu、またはこれらの金属の酸化物が合計1〜15重量%の比率で含有、付着または被覆されたガラス粉末からなるか、或いは、
Ru、Mn、Ni、Cr、Fe、Co、またはCuからなる金属の酸化物を有する10〜50重量%のフィラーと、50〜90重量%のガラス粉末との混合物からなる
ことを特徴とする請求項10に記載のLED発光表示装置の製造方法。 - 前記遮光性隔壁が形成された前記透光性ガラス板の前記片面を上向きにして、前記遮光性隔壁が構成する各枠内に液状の封止樹脂を注入するポッティング工程と、
LEDが二次元配列されて接続された配線基板上面を下方に向けて、前記LEDがそれぞれ前記各枠内の所定の配設位置に位置付けされる様に位置合わせしつつ、前記配線基板を前記遮光性隔壁の上に乗せることによって、前記透光性ガラス板と前記配線基板とを接合する接合工程と、
熱処理によって前記封止樹脂を硬化させる第2の熱処理工程と
を有する
ことを特徴とする請求項10又は請求項11に記載のLED発光表示装置の製造方法。 - 前記ポッティング工程の実施前に、
前記遮光性隔壁の側壁面及び前記透光性ガラス板の内壁面に蛍光体を塗布する
ことを特徴とする請求項12に記載のLED発光表示装置の製造方法。 - 前記ポッティング工程において用いられる液状の前記封止樹脂に蛍光体を混入する
ことを特徴とする請求項12に記載のLED発光表示装置の製造方法。 - 遅くとも前記第2の熱処理工程を実施する前までに、
前記蛍光体を液状の前記封止樹脂内において層状に沈降させる
ことを特徴とする請求項14に記載のLED発光表示装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006310065A JP2008129043A (ja) | 2006-11-16 | 2006-11-16 | Led発光表示装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006310065A JP2008129043A (ja) | 2006-11-16 | 2006-11-16 | Led発光表示装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008129043A true JP2008129043A (ja) | 2008-06-05 |
Family
ID=39554961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006310065A Pending JP2008129043A (ja) | 2006-11-16 | 2006-11-16 | Led発光表示装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008129043A (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009147343A (ja) * | 2007-12-14 | 2009-07-02 | Cree Inc | Ledランプにおける遠心分離力を用いる蛍光体の分配 |
| JP2013187371A (ja) * | 2012-03-08 | 2013-09-19 | Stanley Electric Co Ltd | 発光装置及びその製造方法 |
| JP2013197439A (ja) * | 2012-03-22 | 2013-09-30 | Koito Mfg Co Ltd | 発光モジュールおよび車両用灯具 |
| JP2014068025A (ja) * | 2010-02-11 | 2014-04-17 | Lg Innotek Co Ltd | 発光素子 |
| US8878219B2 (en) | 2008-01-11 | 2014-11-04 | Cree, Inc. | Flip-chip phosphor coating method and devices fabricated utilizing method |
| US9024349B2 (en) | 2007-01-22 | 2015-05-05 | Cree, Inc. | Wafer level phosphor coating method and devices fabricated utilizing method |
| US9041285B2 (en) | 2007-12-14 | 2015-05-26 | Cree, Inc. | Phosphor distribution in LED lamps using centrifugal force |
| US9093616B2 (en) | 2003-09-18 | 2015-07-28 | Cree, Inc. | Molded chip fabrication method and apparatus |
| US9159888B2 (en) | 2007-01-22 | 2015-10-13 | Cree, Inc. | Wafer level phosphor coating method and devices fabricated utilizing method |
| US9166126B2 (en) | 2011-01-31 | 2015-10-20 | Cree, Inc. | Conformally coated light emitting devices and methods for providing the same |
| JP2016197669A (ja) * | 2015-04-03 | 2016-11-24 | 大日本印刷株式会社 | Led素子用のフレキシブル多層回路基板及びそれを用いたledドットマトリックス表示装置 |
| US9966520B2 (en) | 2015-11-30 | 2018-05-08 | Nichia Corporation | Light emitting device including frame body with recessed portions |
| WO2019026826A1 (ja) * | 2017-08-03 | 2019-02-07 | 株式会社ブイ・テクノロジー | フルカラーled表示パネル |
| JP2019102664A (ja) * | 2017-12-04 | 2019-06-24 | 株式会社ブイ・テクノロジー | Led表示パネルの製造方法 |
| JP2019174807A (ja) * | 2018-03-29 | 2019-10-10 | 群創光電股▲ふん▼有限公司Innolux Corporation | 電子装置 |
| CN110676363A (zh) * | 2019-08-22 | 2020-01-10 | 有研稀土新材料股份有限公司 | 一种光学装置 |
| US10546846B2 (en) | 2010-07-23 | 2020-01-28 | Cree, Inc. | Light transmission control for masking appearance of solid state light sources |
| JP2022003413A (ja) * | 2017-09-29 | 2022-01-11 | ソウル セミコンダクター カンパニー リミテッドSeoul Semiconductor Co., Ltd. | 表示装置 |
-
2006
- 2006-11-16 JP JP2006310065A patent/JP2008129043A/ja active Pending
Cited By (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10546978B2 (en) | 2003-09-18 | 2020-01-28 | Cree, Inc. | Molded chip fabrication method and apparatus |
| US10164158B2 (en) | 2003-09-18 | 2018-12-25 | Cree, Inc. | Molded chip fabrication method and apparatus |
| US9105817B2 (en) | 2003-09-18 | 2015-08-11 | Cree, Inc. | Molded chip fabrication method and apparatus |
| US9093616B2 (en) | 2003-09-18 | 2015-07-28 | Cree, Inc. | Molded chip fabrication method and apparatus |
| US9024349B2 (en) | 2007-01-22 | 2015-05-05 | Cree, Inc. | Wafer level phosphor coating method and devices fabricated utilizing method |
| US9159888B2 (en) | 2007-01-22 | 2015-10-13 | Cree, Inc. | Wafer level phosphor coating method and devices fabricated utilizing method |
| US9041285B2 (en) | 2007-12-14 | 2015-05-26 | Cree, Inc. | Phosphor distribution in LED lamps using centrifugal force |
| JP2009147343A (ja) * | 2007-12-14 | 2009-07-02 | Cree Inc | Ledランプにおける遠心分離力を用いる蛍光体の分配 |
| US8167674B2 (en) | 2007-12-14 | 2012-05-01 | Cree, Inc. | Phosphor distribution in LED lamps using centrifugal force |
| US8878219B2 (en) | 2008-01-11 | 2014-11-04 | Cree, Inc. | Flip-chip phosphor coating method and devices fabricated utilizing method |
| JP2014068025A (ja) * | 2010-02-11 | 2014-04-17 | Lg Innotek Co Ltd | 発光素子 |
| US10546846B2 (en) | 2010-07-23 | 2020-01-28 | Cree, Inc. | Light transmission control for masking appearance of solid state light sources |
| US9166126B2 (en) | 2011-01-31 | 2015-10-20 | Cree, Inc. | Conformally coated light emitting devices and methods for providing the same |
| JP2013187371A (ja) * | 2012-03-08 | 2013-09-19 | Stanley Electric Co Ltd | 発光装置及びその製造方法 |
| JP2013197439A (ja) * | 2012-03-22 | 2013-09-30 | Koito Mfg Co Ltd | 発光モジュールおよび車両用灯具 |
| JP2016197669A (ja) * | 2015-04-03 | 2016-11-24 | 大日本印刷株式会社 | Led素子用のフレキシブル多層回路基板及びそれを用いたledドットマトリックス表示装置 |
| US9966520B2 (en) | 2015-11-30 | 2018-05-08 | Nichia Corporation | Light emitting device including frame body with recessed portions |
| US10305010B2 (en) | 2015-11-30 | 2019-05-28 | Nichia Corporation | Light emitting device |
| JP2019028380A (ja) * | 2017-08-03 | 2019-02-21 | 株式会社ブイ・テクノロジー | フルカラーled表示パネル |
| CN110892470A (zh) * | 2017-08-03 | 2020-03-17 | 株式会社V技术 | 全彩led显示面板 |
| WO2019026826A1 (ja) * | 2017-08-03 | 2019-02-07 | 株式会社ブイ・テクノロジー | フルカラーled表示パネル |
| JP2022003413A (ja) * | 2017-09-29 | 2022-01-11 | ソウル セミコンダクター カンパニー リミテッドSeoul Semiconductor Co., Ltd. | 表示装置 |
| US11641008B2 (en) | 2017-09-29 | 2023-05-02 | Seoul Viosys Co., Ltd. | Light emitting device and display apparatus including the same |
| JP7282138B2 (ja) | 2017-09-29 | 2023-05-26 | ソウル セミコンダクター カンパニー リミテッド | 表示装置 |
| US11824145B2 (en) | 2017-09-29 | 2023-11-21 | Seoul Viosys Co., Ltd. | Light emitting device and display apparatus including the same |
| CN111433836A (zh) * | 2017-12-04 | 2020-07-17 | 株式会社V技术 | Led显示面板的制造方法 |
| JP2019102664A (ja) * | 2017-12-04 | 2019-06-24 | 株式会社ブイ・テクノロジー | Led表示パネルの製造方法 |
| JP2019174807A (ja) * | 2018-03-29 | 2019-10-10 | 群創光電股▲ふん▼有限公司Innolux Corporation | 電子装置 |
| JP7394533B2 (ja) | 2018-03-29 | 2023-12-08 | 群創光電股▲ふん▼有限公司 | 電子装置 |
| CN110676363A (zh) * | 2019-08-22 | 2020-01-10 | 有研稀土新材料股份有限公司 | 一种光学装置 |
| CN110676363B (zh) * | 2019-08-22 | 2022-08-19 | 有研稀土新材料股份有限公司 | 一种光学装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008129043A (ja) | Led発光表示装置 | |
| JP2008218674A (ja) | Led発光表示装置 | |
| JP5262054B2 (ja) | 発光装置の製造方法 | |
| KR100700398B1 (ko) | 발광장치 및 조명장치 | |
| TWI685132B (zh) | 發光裝置 | |
| CN102468410B (zh) | 发光装置及其制造方法 | |
| CN108987551B (zh) | 发光装置以及发光装置的制造方法 | |
| JP5810301B2 (ja) | 照明装置 | |
| CN105470368A (zh) | 发光器件及其制造方法 | |
| KR20180114413A (ko) | 마이크로 발광 다이오드 구조체 | |
| JP2002208733A (ja) | 発光素子 | |
| JP2011071404A (ja) | 発光装置および照明装置 | |
| JP2006237264A (ja) | 発光装置および照明装置 | |
| JP2011188001A (ja) | 固体発光ダイの光学的プリフォーム並びにその作製および組み立ての方法及びシステム | |
| WO2011145238A1 (ja) | 照明装置 | |
| CN101794855A (zh) | 半导体发光装置及半导体发光装置的制造方法 | |
| US20120086040A1 (en) | Light-emitting diode having a wavelength conversion material layer, and method for fabricating same | |
| JP6834469B2 (ja) | 発光装置及びその製造方法 | |
| JP2015065425A (ja) | 発光装置及びその製造方法 | |
| JP2010225960A (ja) | 発光装置および照明装置 | |
| JP2013067710A (ja) | 被覆蛍光体の製造方法、被覆蛍光体及び白色光源 | |
| JP4707433B2 (ja) | 発光装置および照明装置 | |
| JP2005277331A (ja) | 発光装置および照明装置 | |
| JP2014086694A (ja) | 発光装置、及び発光装置の製造方法 | |
| JP2011155125A (ja) | 発光装置および照明装置 |