JP2008119796A - 穴加工工具及び穴加工工具の製造方法 - Google Patents
穴加工工具及び穴加工工具の製造方法 Download PDFInfo
- Publication number
- JP2008119796A JP2008119796A JP2006307784A JP2006307784A JP2008119796A JP 2008119796 A JP2008119796 A JP 2008119796A JP 2006307784 A JP2006307784 A JP 2006307784A JP 2006307784 A JP2006307784 A JP 2006307784A JP 2008119796 A JP2008119796 A JP 2008119796A
- Authority
- JP
- Japan
- Prior art keywords
- peripheral surface
- axis
- outer peripheral
- hole
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/52—Improvements relating to the production of bulk chemicals using catalysts, e.g. selective catalysts
Landscapes
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
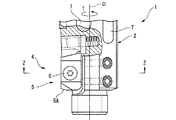
【解決手段】被切削材に予め形成された下穴に挿入されて、該下穴の内壁面を切削して加工穴を形成する穴加工工具10であって、軸線O回りに回転される工具本体11を有し、この工具本体11の先端に、工具本体11先端側及び工具本体11径方向外側に向けた切刃を備えた加工部20が設けられ、加工部20の外周面には、凹部22から工具本体11後端側に向けて延びる切屑排出溝が設けられるとともに、加工部20と異なる材料で構成されて前記加工穴の内周面と摺接するガイドパッド30が配設されており、軸線Oに直交する断面において、ガイドパッド30の外周面と軸線Oとの距離r1が、加工部20の外周面と軸線Oとの距離r2と略同一に設定されている
【選択図】図2
Description
この切削の際には、加工穴の内壁面とガイドパッド7とが摺動することにより、リーマ1の軸線Oの振れを防止して寸法精度の向上を図っている。
一方、前記下穴が一端を閉塞した止まり孔である場合には、前記切屑を穴加工工具の後端側、つまり、穴加工工具を挿入した開口部から排出する必要があり、前記凹部を後端側に延長して切屑を送り出すことになるが、細かな切屑が加工穴と工具本体との間に入り込んで工具本体(加工部)の外周面を擦過することになるのは避けられない。
また、工具本体の外周面に切屑排出溝が形成されているので、切屑をこの切屑排出溝に沿って加工穴の外部へと排出することができ、止まり孔であっても良好に切削加工を行うことができる。
前記ガイドパッドの外周面と前記軸線との距離r1及び前記加工部の外周面と前記軸線との距離r2の差r1−r2が、0μm≦r1−r2≦5μmの範囲内であれば、実質的に切屑が引っ掛かることはなく、切屑の引っ掛かりに起因するトラブルを未然に防止することができる。
この場合、加工穴の内壁面と摺動するガイドパッドが加工部よりも硬い材料で構成されるので、加工穴の内周面との摺動による摩耗量が減少し、この穴加工工具の寿命延長を図ることができる。
ここで、前記ガイドパッドが前記工具本体よりも硬い材料で構成されている場合には、前述の円筒研磨によって硬度の低い工具本体が優先的に研磨されることになり、ガイドパッドが工具本体の外周面から僅かに、具体的には、0.1μmから0.5μm程度突出することになるが、実質的に切屑が加工部とガイドパッドとの間に引っ掛かることはなく、止まり孔であっても切屑を外部へと排出して良好に切削することができる。
本実施形態であるリーマ10は、軸線Oを中心とした円柱状をなす工具本体11を有し、この工具本体11の後端側がシャンク部12とされ、先端側が切刃を備えた加工部20とされている。なお、加工部20は鋼材で構成され、シャンク部12は超硬合金等の硬質材料で構成されている。
工具本体11の外周面には、工具本体11後端側に向けて延びる切屑排出溝14が配設されており、本実施形態では、図1に示すように、一つの切屑排出溝14がシャンク部12の軸線O方向中央部にまで達するように延設されている。
また、シャンク部12の先端面には、中央部分がシャンク部12の先端側に向けて突出した断面凸V字をなす凸状部16が、そのV字の稜線を軸線Oに直交させてV字の2等分線が軸線O上に位置するように形成されている。
この加工部20の先端には、工具本体11先端側及び径方向外側に向けて開口された凹部22が形成されている。なお、凹部22は、前記切屑排出溝14の先端側に配置されている。
取付座23は、凹部22の工具回転方向T後方側端から工具本体11径方向内側に大きく凹むように構成されており、工具本体11径方向外側を向く壁面23Aと、工具回転方向T前方側を向く壁面23Bと、工具本体11先端側を向く壁面23Cとを有しているのである。
また、取付座23の工具本体11先端側を向く壁面23Cには、軸線Oに平行に延びる第1押圧ネジ孔25が穿設されており、取付座23の工具本体11後端側に設けられた切欠凹部26内に開口させられている。この第1押圧ネジ孔25には、概略円柱状をなす第1押圧ネジ31が螺着されており、この第1押圧ネジ31の後端面に形成された係合孔(図示なし)が前記切欠凹部26内に露呈されている。
この第2押圧ネジ孔27には概略円柱状をなして先端がテーパ状に構成された第2押圧ネジ32が螺着されている。この第2押圧ネジ32の後端面には、レンチ等の作業用工具が係合される係合孔(図示なし)が形成されており、この係合孔が前記大径孔28を介して工具本体11外周面に向けて露呈されている。
これらガイドパッド30には、前記加工部20の外周面にろう付け等によって接合された状態で軸線Oを中心とした円筒研磨が施され、軸線Oに直交する断面において前記ガイドパッド30の外周面と軸線Oとの距離r1が、前記加工部20の外周面と軸線Oとの距離r2と略同一とされている。
また、インサート40には、着座面41及び外周逃げ面42に開口するようにインサート40の厚さ方向に貫通する挿通孔50が穿設されている。
把持部62は、取付部61よりも一段大径とされており、その外周面には径方向内側に向けて凹んだ環状溝65が形成されている。
装着孔66の後端面には、シャンク部12の後端面を押圧してリーマ10を先端側に向けて押し出す軸方向位置調整ネジ67が螺着されている。また、装着筒部63には、装着孔66に挿入されたリーマ10のクランプ面15を押圧してリーマ10を固定するためのクランプネジ68が配設されている。さらに、装着筒部63の先端側には、周方向に複数の振れ出しネジ69が螺着されており、リーマ10の軸線Oとアダプタ60の軸線Nとが一致するように調整可能とされている。
なお、このアダプタ60及び軸方向位置調整ネジ67にはクーラント孔70が穿設されており、工作機械からリーマ10へとクーラントを供給可能な構成とされている。
この切削加工の際には、工作機械から供給されたクーラントが、クーラント孔70及びクーラント供給孔13を介して加工穴の内壁面に向けて吐出される。
また、工具本体11にシャンク部12の軸線O方向中央部にまで達する切屑排出溝14が形成されているので、下穴が止まり孔であっても切屑をこの切屑排出溝14に沿って加工穴の外部へと排出することができる。
さらに、ガイドパッド30を加工部20の外周面に接合した状態で円筒研磨を施した際に、硬度の低い加工部20が優先的に研磨されることになり、ガイドパッド30が加工部20の外周面から僅かに、具体的には、0.1μmから0.5μm程度突出することになるが、実質的に切屑が引っ掛かることはなく、止まり孔であっても切屑を外部へと排出して良好に切削することができる。
したがって、工具本体11の動バランス及び剛性を向上させて工具本体11の振動を防止でき、加工穴を寸法精度良く形成することができる。
例えば、アダプタを介して工作機械の主軸端に装着するものとして説明したが、これに限定されることはなく、工具本体の後端を主軸端に直接装着するように構成したものであってもよい。
さらに、ガイドパッドについては、ろう付け以外の方法で加工部に接合されていてもよい。
さらに、インサートの形状についても本実施形態に限定されることはなく、任意の形状のものとすることができる。
11 工具本体
14 切屑排出溝
20 加工部
30 ガイドパッド
40 インサート
48 外周切刃(切刃)
49 正面切刃(切刃)
Claims (4)
- 被切削材に予め形成された下穴に挿入されて、該下穴の内壁面を切削して加工穴を形成する穴加工工具であって、
軸線回りに回転される工具本体を有し、この工具本体の先端に、前記工具本体先端側及び前記工具本体径方向外側に向けた切刃を備えた加工部が設けられ、
前記加工部の外周面には、工具本体後端側に向けて延びる切屑排出溝が設けられるとともに、前記加工部と異なる材料で構成されて前記加工穴の内周面と摺接するガイドパッドが配設されており、
前記軸線に直交する断面において、前記ガイドパッドの外周面と前記軸線との距離r1が、前記加工部の外周面と前記軸線との距離r2と略同一に設定されていることを特徴とする穴加工工具。 - 前記ガイドパッドの外周面と前記軸線との距離r1及び前記加工部の外周面と前記軸線との距離r2の差r1−r2が、0μm≦r1−r2≦5μmの範囲内に設定されていることを特徴とする請求項1に記載の穴加工工具。
- 前記ガイドパッドは、前記加工部よりも硬い材料で構成されていることを特徴とする請求項1または請求項2に記載の穴加工工具。
- 請求項1から請求項3にいずれかに記載の穴加工工具の製造方法であって、
前記加工部の外周面の一部に前記ガイドパッドを接合した後に、これら加工部の外周面及びガイドパッドの外周面に対して前記軸線を中心とした円筒研磨を施すことにより、
前記軸線に直交する断面において、前記ガイドパッドの外周面と前記軸線との距離r1が、前記加工部の外周面と前記軸線との距離r2と略同一に設定させられることを特徴とする穴加工工具の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006307784A JP4910648B2 (ja) | 2006-11-14 | 2006-11-14 | 穴加工工具及び穴加工工具の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006307784A JP4910648B2 (ja) | 2006-11-14 | 2006-11-14 | 穴加工工具及び穴加工工具の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008119796A true JP2008119796A (ja) | 2008-05-29 |
| JP4910648B2 JP4910648B2 (ja) | 2012-04-04 |
Family
ID=39505107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006307784A Expired - Fee Related JP4910648B2 (ja) | 2006-11-14 | 2006-11-14 | 穴加工工具及び穴加工工具の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4910648B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7862266B2 (en) * | 2006-06-05 | 2011-01-04 | Mitsubishi Materials Corporation | Cutting tool for machining a hole |
| US8641334B2 (en) | 2006-06-05 | 2014-02-04 | Mitsubishi Materials Corporation | Insert |
| JP2016010845A (ja) * | 2014-06-30 | 2016-01-21 | アイシン・エィ・ダブリュ株式会社 | 穴加工工具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0890337A (ja) * | 1994-09-22 | 1996-04-09 | Mitsubishi Materials Corp | ガンリーマ |
| JPH11300525A (ja) * | 1998-04-24 | 1999-11-02 | Mitsubishi Materials Corp | リーマ |
| JP2002239836A (ja) * | 2001-02-19 | 2002-08-28 | Mitsubishi Materials Corp | リーマ |
-
2006
- 2006-11-14 JP JP2006307784A patent/JP4910648B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0890337A (ja) * | 1994-09-22 | 1996-04-09 | Mitsubishi Materials Corp | ガンリーマ |
| JPH11300525A (ja) * | 1998-04-24 | 1999-11-02 | Mitsubishi Materials Corp | リーマ |
| JP2002239836A (ja) * | 2001-02-19 | 2002-08-28 | Mitsubishi Materials Corp | リーマ |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7862266B2 (en) * | 2006-06-05 | 2011-01-04 | Mitsubishi Materials Corporation | Cutting tool for machining a hole |
| US8641334B2 (en) | 2006-06-05 | 2014-02-04 | Mitsubishi Materials Corporation | Insert |
| JP2016010845A (ja) * | 2014-06-30 | 2016-01-21 | アイシン・エィ・ダブリュ株式会社 | 穴加工工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4910648B2 (ja) | 2012-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7320566B2 (en) | Cutting tool including detachable cutter head | |
| JP4816496B2 (ja) | 穴加工工具 | |
| JP2905142B2 (ja) | ドリル | |
| JP4816723B2 (ja) | インサート | |
| JP2014030888A (ja) | 切削工具 | |
| JP2006518284A (ja) | 割出し可能な切削工具 | |
| JP4910648B2 (ja) | 穴加工工具及び穴加工工具の製造方法 | |
| JP2008018477A (ja) | 穴加工工具 | |
| JP4765807B2 (ja) | 穴加工工具及びインサート | |
| JP5272693B2 (ja) | インサート着脱式カッタ | |
| JP2006150535A (ja) | 切削工具 | |
| JP7516771B2 (ja) | 刃先交換式ドリル | |
| JP7568939B2 (ja) | ヘッド交換式切削工具、切削ヘッド、および工具本体 | |
| KR20010021469A (ko) | 절삭공구 및 스로어웨이 센터드릴 | |
| JP5845816B2 (ja) | 先端部交換式切削工具 | |
| JP2009291858A (ja) | 穴加工工具 | |
| KR101064753B1 (ko) | 절삭공구용 홀더의 연결장치 | |
| JP4876650B2 (ja) | 穴加工工具 | |
| JP4876748B2 (ja) | 穴加工工具 | |
| JP4946229B2 (ja) | 穴加工工具 | |
| JP2007130739A (ja) | 穴加工工具 | |
| JP4483200B2 (ja) | スローアウェイ式リーマ | |
| JP4107106B2 (ja) | 穴加工工具 | |
| JP2009125842A (ja) | 切削工具 | |
| KR101169348B1 (ko) | 절삭공구용 홀더의 연결장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110517 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111004 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111220 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120102 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |