JP2007526150A - 複合物品 - Google Patents
複合物品 Download PDFInfo
- Publication number
- JP2007526150A JP2007526150A JP2007501158A JP2007501158A JP2007526150A JP 2007526150 A JP2007526150 A JP 2007526150A JP 2007501158 A JP2007501158 A JP 2007501158A JP 2007501158 A JP2007501158 A JP 2007501158A JP 2007526150 A JP2007526150 A JP 2007526150A
- Authority
- JP
- Japan
- Prior art keywords
- sandwich structure
- composite article
- core layer
- outer layer
- pressed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14778—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the article consisting of a material with particular properties, e.g. porous, brittle
- B29C45/14811—Multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/04—Layered products comprising a layer of synthetic resin as impregnant, bonding, or embedding substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/26—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups
- E04C2/284—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating
- E04C2/292—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating composed of insulating material and sheet metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/26—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups
- E04C2/284—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating
- E04C2/296—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials composed of materials covered by two or more of groups E04C2/04, E04C2/08, E04C2/10 or of materials covered by one of these groups with a material not specified in one of the groups at least one of the materials being insulating composed of insulating material and non-metallic or unspecified sheet-material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/04—Inorganic
- B32B2266/045—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/234—Sheet including cover or casing including elements cooperating to form cells
- Y10T428/236—Honeycomb type cells extend perpendicularly to nonthickness layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Abstract
Description
(a)2つの外側層であって、それぞれ独立して、金属、プラスチック、ガラス、天然物質及び/若しくは炭素から形成されたフィルム、シート、繊維マット及び/若しくはフォームの少なくとも1つからなる外側層;並びに
(b)前記外側層どうしの間に配置されるコア層であって、金属、プラスチック、天然物質及び/若しくは紙から形成され、多数のキャビティを有するコア層
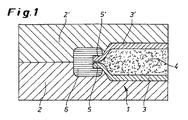
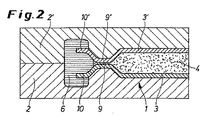
を少なくとも有してなり、注型樹脂系が前記外側層及び前記コア層に少なくとも部分的に侵入し(又は浸透し)、前記外側層は及び前記コア層はプレスによって接合されているサンドイッチ構造を有する複合物品であって、前記サンドイッチ構造の少なくとも1つの領域において、前記外側層は互いにプレスされ、前記サンドイッチ構造のプレスされた領域は熱可塑性ポリマーによって封止(又は封入)されていることを特徴とするサンドイッチ構造を有する複合物品を提供する。
(i)コア層及び外側層を、前記外側層どうしの間に前記コア層を配置して、加圧成形型の中に導入する工程;
(ii)少なくとも1つの外側層に注型用樹脂系を適用する工程;
[但し、工程(i)と工程(ii)とはいずれの順序で実施してもよい]
(iii)コア層を外側層と共に加圧成形してサンドイッチ構造を形成し、サンドイッチ構造の少なくとも1つの領域において外側層を一体にプレスする工程;
(iv)前記工程(iii)で加圧成形したサンドイッチ構造を型から取り出す工程;
(v)前記加圧成形したサンドイッチ構造を射出成形型の中に導入(又は挿入)し、及び、外側層を一体にプレスした領域においてサンドイッチ構造上へ熱可塑性ポリマーを射出成形する工程
を含んでなる。
本発明を、添付図面を参照して、より詳細に説明する。
サンドイッチ構造は、コア層として、約1000g/m2の単位面積あたり重量を有する、厚さ6mmのハニカム状紙材料と、該コア層の両側の、それぞれ約400g/m2の単位面積あたり重量を有する、2つのガラス繊維マットから形成されている。これらの層は、約400g/m2の単位面積あたり重量を有するポリオール及びジイソシアネートを含んでなるポリウレタン注型用樹脂系(Baypreg F(登録商標)、Bayer AG、ドイツ)によって、加圧成形型内で加圧成形されることによって互いに接合されている。この方法によって製造されたサンドイッチ構造の単位面積あたり重量は、2630g/m2(密度0.4g/cm3)であった。
Claims (9)
- (a)2つの外側層(3,3’)であって、それぞれ独立して、金属、プラスチック、ガラス、天然物質及び/若しくは炭素から形成されたフィルム、シート、繊維マット及び/若しくはフォームの少なくとも1つからなる外側層(3,3’);並びに
(b)前記外側層(3,3’)どうしの間に配置されるコア層(4)であって、金属、プラスチック、天然物質及び/若しくは紙から形成され、多数のキャビティを有するコア層(4)
を少なくとも有してなり、注型樹脂系が前記外側層(3,3’)及び前記コア層(4)に少なくとも部分的に侵入し、前記外側層(3,3’)は加圧成型によって前記コア層(4)に接合されているサンドイッチ構造を有する複合物品であって、前記サンドイッチ構造の少なくとも1つの領域(5,5’,8,8’,9,9’)において、前記外側層(3,3’)は一体にプレスされており、前記サンドイッチ構造のプレスされた領域(5,5’,8,8’,9,9’)は熱可塑性ポリマー(6,6’)によって封止されていることを特徴とするサンドイッチ構造を有する複合物品。 - コア層(b)は、波板状構造、角度付けされた構造、ハニカム状構造、又はフォーム状構造を有することを特徴とする請求項1記載の複合物品。
- 外側層(a)が繊維マットであることを特徴とする請求項1又は2記載の複合物品。
- 注型樹脂系が2成分ポリウレタン系であることを特徴とする請求項1〜3のいずれかに記載の複合物品。
- 外側層(a)がサンドイッチ構造の縁部領域において一体にプレスされており、プレスされた縁部領域は熱可塑性ポリマーによって封止されていることを特徴とする請求項1〜4のいずれかに記載の複合物品。
- 外側層(a)がサンドイッチ構造の開口部、ビード部又は変形部の領域でプレスされており、プレスされた領域は熱可塑性ポリマーによって封止されていることを特徴とする請求項1〜5のいずれかに記載の複合物品。
- 一体にプレスされた外側層(a)の領域の近くの封止された熱可塑性ポリマーが、コア層(b)がアンダーカットを形成するように、前記コア層(b)を少なくとも部分的に充填することを特徴とする請求項1〜6のいずれかに記載の複合物品。
- 熱可塑性ポリマーは、ポリアミド(PA)、ポリエステル、特にポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリスチレン(PS)、アクリロニトリル−ブタジエンースチレン(ABS)、熱可塑性ポリウレタン(TPU)、ポリオレフィン、特にポリプロピレン(PP)、ポリエチレン(PE)、ポリカーボネート(PC)、ポリプロピレンオキシド(PPO)、ポリスルホン(PSO)、ポリフェニレンスルフィド(PPS)、ポリイミド(PI)、ポリエーテルエーテルケトン(PEEK)系のもの又はこれらポリマーの混合物であって、補強されたもの、補強されていないもの及び/又は充填されたものであることを特徴とする請求項1〜7のいずれかに記載の複合物品。
- 請求項1〜8のいずれかに記載の複合物品を製造する方法であって、
(i)コア層及び外側層を、外側層どうしの間にコア層を配置して、加圧成形型の中に導入する工程;
(ii)少なくとも1つの外側層に注型用樹脂系を適用する工程;
[但し、工程(i)と工程(ii)とはいずれの順序で実施してもよい]
(iii)コア層を外側層と共に加圧成形してサンドイッチ構造を形成し、サンドイッチ構造の少なくとも1つの領域において外側層を一体にプレスする工程;
(iv)前記工程(iii)で加圧成形したサンドイッチ構造を型から取り出す工程;
(v)前記加圧成形したサンドイッチ構造を射出成形型の中に導入し、及び、外側層を一体にプレスした領域においてサンドイッチ構造上へ熱可塑性ポリマーを射出成形する工程
を含んでなることを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004010810A DE102004010810A1 (de) | 2004-03-05 | 2004-03-05 | Verbundbauteil |
| PCT/EP2005/001747 WO2005087483A1 (de) | 2004-03-05 | 2005-02-19 | Verbundbauteil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007526150A true JP2007526150A (ja) | 2007-09-13 |
| JP2007526150A5 JP2007526150A5 (ja) | 2008-04-03 |
Family
ID=34877434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007501158A Pending JP2007526150A (ja) | 2004-03-05 | 2005-02-19 | 複合物品 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US7419713B2 (ja) |
| EP (1) | EP1727669B1 (ja) |
| JP (1) | JP2007526150A (ja) |
| KR (1) | KR20060134097A (ja) |
| CN (1) | CN100486801C (ja) |
| AT (1) | ATE367263T1 (ja) |
| BR (1) | BRPI0508462A (ja) |
| CA (1) | CA2558388A1 (ja) |
| DE (2) | DE102004010810A1 (ja) |
| ES (1) | ES2289693T3 (ja) |
| PL (1) | PL1727669T3 (ja) |
| RU (1) | RU2006135009A (ja) |
| UA (1) | UA85587C2 (ja) |
| WO (1) | WO2005087483A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014208210A1 (ja) * | 2013-06-28 | 2014-12-31 | 日産自動車株式会社 | 中空板 |
| WO2018142971A1 (ja) * | 2017-01-31 | 2018-08-09 | 東レ株式会社 | 一体化成形体及びその製造方法 |
| WO2020129984A1 (ja) * | 2018-12-17 | 2020-06-25 | 岐阜プラスチック工業株式会社 | 中空構造体及び中空構造体の製造方法 |
| KR20230077133A (ko) * | 2021-11-25 | 2023-06-01 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 및 이를 제조하기 위한 금형 |
Families Citing this family (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20070029442A (ko) * | 2005-09-09 | 2007-03-14 | 삼성전자주식회사 | 드럼세탁기 |
| DE102007007554B4 (de) | 2007-02-15 | 2013-02-21 | Webasto Ag | Verfahren zur Herstellung eines flächigen Verbundbauteils eines Fahrzeugs |
| DE102008035478A1 (de) * | 2008-07-30 | 2010-02-04 | Takeo Gmbh | Verfahren zur Herstellung eines Fahrzeug-Verkleidungsteils sowie Verkleidungsteil |
| DE102009016177A1 (de) | 2009-04-03 | 2010-10-21 | Euwe Eugen Wexler Gmbh | Verbundbauteil insbesondere für Innenraum-Verkleidungselemente von Kraftfahrzeugen und Verfahren zu dessen Herstellung |
| DE102009049594A1 (de) | 2009-10-16 | 2011-04-21 | Volkswagen Ag | Strukturbauteil für ein Fahrzeug |
| DE102010001559A1 (de) * | 2010-02-03 | 2011-08-04 | TAKEO GmbH, 92345 | Herstellungsverfahren für ein Verkleidungsteil eines Fahrzeugs, entsprechende Vorrichtung sowie Verkleidungsteil |
| FR2957280B1 (fr) * | 2010-03-12 | 2012-07-13 | Centre Nat Rech Scient | Procede de fabrication d'un complexe metallique |
| DE102010041377A1 (de) * | 2010-09-24 | 2012-03-29 | Sgl Carbon Se | Materialzusammensetzung als ein oder für ein Werkzeug und Verfahren zum Herstellen einer Materialzusammensetzung |
| CN103429422B (zh) | 2011-01-12 | 2016-08-31 | 小利兰斯坦福大学理事会 | 复合叠层结构及其制造和使用方法 |
| FR2971198B1 (fr) * | 2011-02-04 | 2013-03-01 | Faurecia Automotive Ind | Piece structurelle de vehicule automobile et procede de fabrication associe |
| DE102011108156A1 (de) * | 2011-07-20 | 2013-01-24 | Daimler Ag | Verbindungsstruktur für einen Kraftwagen und Verfahren zu deren Herstellung |
| CN102303387A (zh) * | 2011-09-08 | 2012-01-04 | 扬州杰特沈飞车辆装饰件有限公司 | 一种餐桌封边工艺 |
| US20140030470A1 (en) * | 2011-10-06 | 2014-01-30 | G & G Industries | High-Strength, Light-Weight, Molded Polymer Articles and Method of Manufacture |
| US9126537B2 (en) | 2012-04-23 | 2015-09-08 | Global Ip Holdings, Llc | Cargo management system including an automotive vehicle seat having a cargo trim panel made by a composite, compression molding process and having a wood grain finish |
| US8795465B2 (en) | 2012-04-23 | 2014-08-05 | Global Ip Holdings, Llc | Method of making a sandwich-type composite panel having a living hinge and panel obtained by performing the method |
| US8859074B2 (en) | 2012-04-23 | 2014-10-14 | Global Ip Holdings, Llc | Sandwich-type, generally planar, structural member having an attachment feature and assembly utilizing same |
| US9527268B2 (en) | 2012-04-23 | 2016-12-27 | Global Ip Holdings, Llc | Method of making a sandwich-type composite panel having a cellulose-based core and a living hinge and panel obtained by performing the method |
| US9539958B2 (en) | 2012-04-23 | 2017-01-10 | Global Ip Holdings, Llc | Assembly including a compression-molded, composite panel having a cellulose-based core and a hinged mounting flange |
| US8764089B2 (en) | 2012-04-23 | 2014-07-01 | Global Ip Holdings, Llc | Compression-molded composite panel including a living hinge having a score line which functions as a style line |
| US8690233B2 (en) | 2012-04-23 | 2014-04-08 | Global Ip Holdings, Llc | Carpeted automotive vehicle load floor having a living hinge |
| US8808829B2 (en) | 2012-04-23 | 2014-08-19 | Global Ip Holdings, Llc | Assembly including a compression-molded, composite panel locally reinforced adjacent a living hinge of the assembly |
| US8995138B2 (en) | 2012-04-23 | 2015-03-31 | Global Ip Holdings, Llc | Assembly including a compression-molded, composite panel with a hinged mounting flange |
| US8852711B2 (en) | 2012-04-23 | 2014-10-07 | Global Ip Holdings, Llc | Carpeted, vehicle load floor including a pivotable cover segmented into articulated, sectional members |
| US9511690B2 (en) | 2012-04-23 | 2016-12-06 | Global Ip Holdings, Llc | Cargo management system including a vehicle load floor having a cellulose-based core and made by a composite, compression molding process and having a wood grain finish |
| US8808830B2 (en) | 2012-04-23 | 2014-08-19 | Global Ip Holdings, Llc | Sandwich-type, structural, composite component having a cut-out feature with a substantially hidden core, assembly utilizing same and panel for use in a vehicle load floor assembly |
| US8622456B2 (en) | 2012-04-23 | 2014-01-07 | Global Ip Holdings, Llc | Carpeted, automotive vehicle, load floor including a pivotable cover having a decorative, backside, noise-management, covering |
| US9308945B2 (en) | 2012-04-23 | 2016-04-12 | Global Ip Holdings, Llc | Cargo management system including a vehicle load floor made by a composite, compression molding process and having a wood grain finish |
| US9346375B2 (en) | 2012-04-23 | 2016-05-24 | Global Ip Holdings, Llc | Cargo management system for a vehicle and including a pair of opposing cargo trim panels, each of which is made by a composite, compression molding process and has a wood grain finish |
| US9399435B2 (en) | 2012-04-23 | 2016-07-26 | Global Ip Holdings, Llc | Cargo management system including an automotive vehicle seat having a cargo trim panel made by a composite, compression molding process and having a wood grain finish |
| US8808828B2 (en) | 2012-04-23 | 2014-08-19 | Global Ip Holdings, Llc | Cargo management system including a vehicle load floor to compartmentalize a cargo area |
| US9010834B2 (en) | 2012-04-23 | 2015-04-21 | Global Ip Holdings, Llc | Cargo management system for a vehicle and including a pair of opposing cargo trim panels, each of which is made by a composite, compression molding process and has a wood grain finish |
| US8808831B2 (en) | 2012-04-23 | 2014-08-19 | Global Ip Holdings, Llc | Sandwich-type, structural, composite component including at least one hingedly-connected portion, cargo management system and automotive vehicle load floor utilizing the component |
| US8795807B2 (en) | 2012-11-29 | 2014-08-05 | Global Ip Holdings, Llc | Assembly including a compression-molded composite component having a sandwich structure and a unitarily connected second component |
| USRE45991E1 (en) | 2012-04-23 | 2016-05-03 | Global Ip Holdings, Llc | Carpeted, automotive vehicle, load floor including a pivotable cover having a decorative, backside, noise-management, covering |
| US8883285B2 (en) | 2012-04-23 | 2014-11-11 | Global Ip Holdings, Llc | Sandwich-type, composite component such as motor vehicle component and unitary structural assembly utilizing same |
| WO2013166553A1 (en) | 2012-05-11 | 2013-11-14 | Owen Derek Barr | Web frame |
| US20170267315A1 (en) | 2012-05-24 | 2017-09-21 | Global Ip Holdings, Llc | Marine decking with sandwich-type construction and method of making same |
| US9567037B2 (en) | 2012-05-24 | 2017-02-14 | Global Ip Holdings, Llc | Deep-drawn marine hull having a sandwich structure with a cellulose-based core and watercraft utilizing same |
| US11518136B2 (en) | 2012-05-24 | 2022-12-06 | Global Ip Holdings, Llc | Marine decking with sandwich-type construction and method of making same |
| US11214035B2 (en) | 2012-05-24 | 2022-01-04 | Global Ip Holdings, Llc | Marine decking with sandwich-type construction and method of making same |
| US9873488B2 (en) | 2012-05-24 | 2018-01-23 | Global Ip Holdings Llc | Deep-drawn marine hull having a sandwich structure and watercraft utilizing same |
| US20130320588A1 (en) * | 2012-05-31 | 2013-12-05 | Basf Se | Process for connecting two plastics elements to give a component |
| US20130333837A1 (en) | 2012-06-14 | 2013-12-19 | Global Ip Holdings, Llc | Method of bonding a thermoplastic component to a carpeted component |
| US10751984B2 (en) | 2012-06-14 | 2020-08-25 | Global Ip Holdings, Llc | Method of bonding a thermoplastic component to a carpeted component and the carpeted component to a cellulose-based core in a single pressing step |
| US8808827B2 (en) | 2012-11-27 | 2014-08-19 | Global Ip Holdings, Llc | Cargo management system including a vehicle load floor having a vehicle component restraining feature |
| US8808834B2 (en) | 2012-11-28 | 2014-08-19 | Global Ip Holdings, Llc | Sandwich-type, structural, composite panel having a pattern of depressions formed at a lower outer surface thereof and stiffening supports received and retained therein |
| US8808833B2 (en) | 2012-11-30 | 2014-08-19 | Global Ip Holdings, Llc | Compression-molded composite component having a sandwich structure and having integrally formed strengthening structures |
| US8808835B2 (en) | 2012-11-28 | 2014-08-19 | Global Ip Holdings, Llc | System including a panel assembly having a container and a compression-molded, composite cover for covering the container |
| US8834985B2 (en) | 2012-11-30 | 2014-09-16 | Global Ip Holdings, Llc | Sandwich-type composite component having imprinted 3-D structures which provide at least one pattern at an outer surface of the component |
| US10532499B2 (en) | 2013-02-08 | 2020-01-14 | Global Ip Holdings, Llc | Method of making a laminated trim component |
| US9770849B2 (en) | 2013-02-08 | 2017-09-26 | Global Ip Holdings, Llc | Method of making a sandwich-type, compression-molded, composite component having improved surface appearance |
| US10618203B2 (en) | 2013-02-08 | 2020-04-14 | Global Ip Holdings, Llc | Method of making a trimmed, laminated trim component |
| US9707725B2 (en) | 2013-02-08 | 2017-07-18 | Global Ip Holdings, Llc | Method of making a sandwich-type, compression-molded, composite component having a cellulose-based core and improved surface appearance |
| US10279512B2 (en) | 2013-02-08 | 2019-05-07 | Global Ip Holdings, Llc | Method of making a laminated trim component at a molding station |
| US10166704B2 (en) | 2013-02-08 | 2019-01-01 | Global Ip Holdings, Llc | Method of making a laminated trim component at a pair of spaced first and second molding stations |
| JP6233048B2 (ja) | 2014-01-22 | 2017-11-22 | 株式会社ジェイテクト | ラックハウジングの製造方法、およびラックハウジング |
| DE102014206639A1 (de) * | 2014-04-07 | 2015-10-08 | Bayerische Motoren Werke Aktiengesellschaft | Sandwich-Bauteil mit einem Schaumkern und Verfahren zu dessen Herstellung |
| PL227035B1 (pl) | 2014-07-11 | 2017-10-31 | Politechnika Warszawska | Panel konstrukcyjny typu sandwich |
| DE102014218305A1 (de) * | 2014-09-12 | 2016-03-17 | Elringklinger Ag | Verbundbauteil und Verfahren zum Herstellen eines Verbundbauteils |
| US20170021596A1 (en) * | 2015-05-05 | 2017-01-26 | Sunrez Corp. | Fiber Reinforced Core |
| DE102015109597A1 (de) * | 2015-06-16 | 2017-01-05 | Bond-Laminates Gmbh | Verfahren zum Herstellen eines Kunststoffformkörpers, Kunststoffformkörper und Formwerkzeug |
| DE102015212692B3 (de) * | 2015-07-07 | 2016-11-10 | Osram Gmbh | Verbundbauteil und Verfahren zum Herstellen eines Verbundbauteils |
| DE102015111537A1 (de) * | 2015-07-16 | 2017-01-19 | Fvv Gmbh & Co. Kg | Bauteil aus einem Verbundmaterial sowie Verfahren zu dessen Herstellung |
| US11014329B2 (en) * | 2017-04-05 | 2021-05-25 | Century Plastics, LLC | Load bearing panel |
| CN106945230A (zh) * | 2017-05-04 | 2017-07-14 | 泰逸电子(昆山)有限公司 | 一种笔记本电脑外壳的制备工艺 |
| US10675838B2 (en) * | 2017-11-29 | 2020-06-09 | Fourté International, Sdn. Bhd | Molding processes for metallic foams, apparatuses, and products |
| EP3539743B1 (de) * | 2018-03-14 | 2021-08-11 | LANXESS Deutschland GmbH | Hohlprofil-verbundtechnologie |
| CN108839395B (zh) * | 2018-07-03 | 2024-01-23 | 南京工业大学 | 一种齿板增强型复合板材及其生产工艺 |
| FR3092044B1 (fr) | 2019-01-25 | 2021-02-12 | Faurecia Sieges Dautomobile | Panneau arrière d’élément de siège |
| US11124615B2 (en) | 2019-03-29 | 2021-09-21 | Covestro Llc | Laminated parts containing a slip resistant and water resistant outer layer and methods for their production |
| US11691575B2 (en) | 2019-07-22 | 2023-07-04 | Global Ip Holdings, Llc | Sandwich-type, composite component having a sprayed backside protective coating |
| US11707910B2 (en) | 2019-07-22 | 2023-07-25 | Global Ip Holdings, Llc | Sandwich-type, composite component having an injection molded backside protective covering |
| DE102019135323A1 (de) * | 2019-12-19 | 2021-06-24 | Audi Ag | Unterbodenschutzelement aus thermoplastischem Kunststoffmaterial für ein Kraftfahrzeug, Kraftfahrzeug mit einem Unterbodenschutzelement sowie Verfahren zur Herstellung eines Unterbodenschutzelements |
| CN111421937A (zh) * | 2020-03-05 | 2020-07-17 | 上海阿莱德实业股份有限公司 | 5g毫米波天线罩用复合材料及其制备方法 |
| FR3112713B1 (fr) * | 2020-07-23 | 2023-03-03 | Faurecia Automotive Ind | Procédé de fabrication d’une pièce d’équipement de véhicule automobile, méthode et pièce d’équipement associées |
| US11518072B2 (en) | 2020-12-02 | 2022-12-06 | Global Ip Holdings, Llc | Automated manufacturing method and system and in-mold coated plastic article produced thereby |
| US11618188B2 (en) | 2020-12-02 | 2023-04-04 | Global Ip Holdings, Llc | Automated manufacturing method and system and in-mold coated plastic article produced thereby |
| DE102023001330A1 (de) | 2022-07-13 | 2024-01-18 | K o l l e r Kunststofftechnik GmbH | Als Sandwich aufgebaute flächige Formkörper |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4330494A (en) * | 1978-09-13 | 1982-05-18 | Sekisui Kagaku Kogyo Kabushiki Kaisha | Reinforced foamed resin structural material and process for manufacturing the same |
| US4985106B1 (en) * | 1986-11-17 | 1997-06-17 | Soltech Inc | Insulation structure for appliances |
| JPH08323842A (ja) * | 1995-06-02 | 1996-12-10 | Tsutsunaka Plast Ind Co Ltd | シートブロー成形品と成形方法 |
| US6102482A (en) * | 1999-05-07 | 2000-08-15 | Collins & Aikman Products Co. | Lightweight suspension panel for vehicle seats and door panels |
| US6231944B1 (en) * | 1999-07-27 | 2001-05-15 | Lydall, Inc. | Method for producing a thermal, acoustical and/or vibrational abatement shield and shield produced thereby |
| US6338234B1 (en) * | 1999-11-24 | 2002-01-15 | Weyerhauser Company | Method of encapsulating shipping container blanks in plastic film |
| DE20211026U1 (de) | 2001-12-17 | 2002-10-02 | Bayer Ag | Verbundteile aus Deckschichten und Polyurethan-Sandwichmaterialien |
| US20050025929A1 (en) * | 2003-07-28 | 2005-02-03 | Smith Lance D. | Sandwich panel with interior barrier |
-
2004
- 2004-03-05 DE DE102004010810A patent/DE102004010810A1/de not_active Withdrawn
-
2005
- 2005-02-19 DE DE502005001070T patent/DE502005001070D1/de not_active Expired - Fee Related
- 2005-02-19 WO PCT/EP2005/001747 patent/WO2005087483A1/de active IP Right Grant
- 2005-02-19 CA CA002558388A patent/CA2558388A1/en not_active Abandoned
- 2005-02-19 AT AT05707532T patent/ATE367263T1/de not_active IP Right Cessation
- 2005-02-19 KR KR1020067017939A patent/KR20060134097A/ko not_active Application Discontinuation
- 2005-02-19 UA UAA200610525A patent/UA85587C2/ru unknown
- 2005-02-19 CN CNB2005800071468A patent/CN100486801C/zh not_active Expired - Fee Related
- 2005-02-19 PL PL05707532T patent/PL1727669T3/pl unknown
- 2005-02-19 JP JP2007501158A patent/JP2007526150A/ja active Pending
- 2005-02-19 BR BRPI0508462-8A patent/BRPI0508462A/pt not_active IP Right Cessation
- 2005-02-19 RU RU2006135009/04A patent/RU2006135009A/ru not_active Application Discontinuation
- 2005-02-19 ES ES05707532T patent/ES2289693T3/es active Active
- 2005-02-19 EP EP05707532A patent/EP1727669B1/de not_active Not-in-force
- 2005-03-01 US US11/069,866 patent/US7419713B2/en not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014208210A1 (ja) * | 2013-06-28 | 2014-12-31 | 日産自動車株式会社 | 中空板 |
| WO2018142971A1 (ja) * | 2017-01-31 | 2018-08-09 | 東レ株式会社 | 一体化成形体及びその製造方法 |
| JPWO2018142971A1 (ja) * | 2017-01-31 | 2019-11-14 | 東レ株式会社 | 一体化成形体及びその製造方法 |
| WO2020129984A1 (ja) * | 2018-12-17 | 2020-06-25 | 岐阜プラスチック工業株式会社 | 中空構造体及び中空構造体の製造方法 |
| JP7406810B2 (ja) | 2018-12-17 | 2023-12-28 | 岐阜プラスチック工業株式会社 | 中空構造体及び中空構造体の製造方法 |
| KR20230077133A (ko) * | 2021-11-25 | 2023-06-01 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 및 이를 제조하기 위한 금형 |
| KR102560224B1 (ko) * | 2021-11-25 | 2023-07-28 | 사단법인 캠틱종합기술원 | 이종재질의 중공 구조 성형품 및 이를 제조하기 위한 금형 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004010810A1 (de) | 2005-09-22 |
| WO2005087483A1 (de) | 2005-09-22 |
| UA85587C2 (ru) | 2009-02-10 |
| EP1727669A1 (de) | 2006-12-06 |
| CN1929989A (zh) | 2007-03-14 |
| US20050208263A1 (en) | 2005-09-22 |
| CN100486801C (zh) | 2009-05-13 |
| ES2289693T3 (es) | 2008-02-01 |
| BRPI0508462A (pt) | 2007-07-31 |
| RU2006135009A (ru) | 2008-04-10 |
| PL1727669T3 (pl) | 2007-12-31 |
| ATE367263T1 (de) | 2007-08-15 |
| DE502005001070D1 (de) | 2007-08-30 |
| US7419713B2 (en) | 2008-09-02 |
| KR20060134097A (ko) | 2006-12-27 |
| EP1727669B1 (de) | 2007-07-18 |
| CA2558388A1 (en) | 2005-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007526150A (ja) | 複合物品 | |
| US8216501B2 (en) | Process for producing molded parts, in particular decorative part and/or trim part for the passenger compartment of a vehicle | |
| CN102821933B (zh) | 用于加工smc多层结构件的方法 | |
| US20130127092A1 (en) | Moulded multilayer plastics component with continuously reinforced fibre plies and process for producing this component | |
| US20170095997A1 (en) | Multicomponent polymer resin, methods for applying the same, and composite laminate structure including the same | |
| KR20110021878A (ko) | 터빈 블레이드 절반부의 제조 방법, 터빈 블레이드 절반부, 터빈 블레이드의 제조 방법 및 터빈 블레이드 | |
| US6509078B1 (en) | Composite material | |
| JP6294298B2 (ja) | プラスチック材料から車両構成要素/構造構成要素を製造するための方法 | |
| US10155331B2 (en) | Method of producing fiber-reinforced resin-molded member, and method of connecting members | |
| EP3342573B1 (en) | Method and apparatus for producing a trim component having a molded rim at an edge thereof | |
| CN106687271B (zh) | 制备具有集成增强结构的多壳复合材料构件的方法以及由其制得的多壳复合材料构件 | |
| CN108621531B (zh) | 复合构造体的制造方法 | |
| US10807323B2 (en) | Manufacture of objects having a fiber-reinforced region | |
| JP7253453B2 (ja) | Rtm成形品 | |
| JP3028232B1 (ja) | ガラス繊維強化プラスチックのクロ―ズドシステム成形法に使用されるガラス繊維強化プラスチック製成形型およびその製造方法 | |
| MXPA06010019A (es) | Componente compuesto | |
| JP2001121630A (ja) | 軽量板材 | |
| JPH06179380A (ja) | 車両用内装部品及びその製造方法 | |
| CN114571750A (zh) | 一种rtm产品连接结构一体化成型工艺 | |
| JP2020131477A (ja) | 覆蓋の製造方法および覆蓋 | |
| KR20180131101A (ko) | 직접 열성형법을 이용한 일체화된 기능성 패널의 체결 방법 | |
| CA2332752A1 (en) | Method of reinforcing a component by managed fiber placement | |
| JPH04214313A (ja) | Frp構造体を用いた積層成型体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100831 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110419 |