JP2007333208A - ジョイント、ならびにこのジョイントを形成するシステムおよび方法 - Google Patents
ジョイント、ならびにこのジョイントを形成するシステムおよび方法 Download PDFInfo
- Publication number
- JP2007333208A JP2007333208A JP2007124048A JP2007124048A JP2007333208A JP 2007333208 A JP2007333208 A JP 2007333208A JP 2007124048 A JP2007124048 A JP 2007124048A JP 2007124048 A JP2007124048 A JP 2007124048A JP 2007333208 A JP2007333208 A JP 2007333208A
- Authority
- JP
- Japan
- Prior art keywords
- connector
- tubular structure
- tip
- joint
- proximal end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D23/00—Combined superstructure and frame, i.e. monocoque constructions
- B62D23/005—Combined superstructure and frame, i.e. monocoque constructions with integrated chassis in the whole shell, e.g. meshwork, tubes, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
- B62D27/023—Assembly of structural joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
- B62D27/026—Connections by glue bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/002—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material a foamable synthetic material or metal being added in situ
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
Abstract
【解決手段】運搬用乗物(例えば自動車両)などの製品用のジョイントが形成される。ジョイントは、通常、構造接着剤(発泡剤などである)によって第1部材と第2部材とに付着されたコネクタを有する。
【選択図】図5
Description
本願は、2006年5月9日に出願された米国特許仮出願第60/746,810号に対する利益を主張する2007年4月30日に出願された米国特許出願第11/742,025号に対する利益を主張する。
1)先端部を有する第1部材
2)先端部を有する第2部材
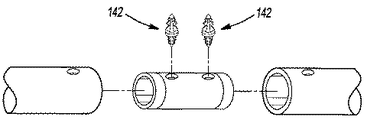
3)第1部材の先端部の近くにある第1部分と、第2部材の先端部の近くにある第2部分とを有するコネクタ
4)第1部材の先端部をコネクタの第1部分に接着し、第2部材の先端部をコネクタの第2部分に接着している構造接着材料
Claims (16)
- 自動乗物のジョイントの形成方法であって、
前記自動乗物の、先端部を有する第1部材を提供する工程と、
前記自動乗物の、先端部を有する第2部材を提供する工程と、
基端部と、前記基端部から離れて延びる第1部分と、前記基端部から離れて延びる第2部分と、前記第1部分および前記第2部分に配された活性化可能材料とを有するコネクタを提供する工程と、
前記第1部分を前記第1部材の前記先端部の近くに、前記第2部分を前記第2部材の前記先端部の近くに配置する工程と、
前記コネクタの前記第1部分と前記第1部材の前記先端部とに付着され、かつ前記コネクタの前記第2部分と前記第2部材の前記先端部とに付着された構造接着発泡剤を形成するために、前記活性化可能材料を活性化する工程と、を有する方法。 - 前記第1部材は前記第2部材と直接接触していない請求項1に記載の方法。
- 前記第1部材および前記第2部材は前記自動乗物のフレームの一部である請求項1または2に記載の方法。
- 前記第1部材と前記第2部材の少なくとも1つはBピラーである請求項1乃至3のいずれか1項に記載の方法。
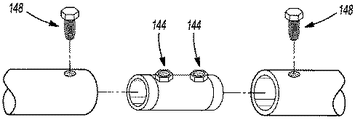
- 前記第1部分を配置する前記工程は、機械式ファスナによって前記第1部材の前記先端部に前記第1部分を固着する工程を有する請求項1乃至4のいずれか1項に記載の方法。
- 前記第1部材を提供する前記工程は、前記第1部材によって画定される第1の管状構造をハイドロフォーミングする工程を有する請求項1乃至5のいずれか1項に記載の方法。
- 前記コネクタはプラスチック材料から形成される請求項1乃至6のいずれか1項に記載の方法。
- 前記コネクタは複数の交差するリブを画定している請求項1乃至7のいずれか1項に記載の方法。
- 前記コネクタの前記第1部分は、前記基端部から第1の方向に離れて延び、前記第2部分は、前記基端部から第2の方向に離れて延びており、前記第1の方向と前記第2の方向のなす角度は170°未満である請求項1乃至8のいずれか1項に記載の方法。
- 前記コネクタは、前記基端部から離れて延びる第3部分を有し、前記第3部分にも活性化可能材料が配されており、前記活性化可能材料を活性化する前記工程は、前記コネクタの前記第3部分を前記自動乗物の第3部材に付着させる工程を有する請求項1乃至9のいずれか1項に記載の方法。
- 前記第1部材と前記第2部材とはそれぞれ第1の管状構造と第2の管状構造とを画定している請求項1乃至10いずれか1項に記載の方法。
- 前記第1の管状構造はその全長にわたって延びるトンネルを有しており、少なくとも1つのハイドロフォーミングされた輪郭を有する請求項11に記載の方法。
- 前記第2部材は、前記第2部材によって画定される第2の管状構造をハイドロフォーミングすることによって提供され、前記第2の管状構造は、その全長にわたって延びるトンネルを有しており、少なくとも1つのハイドロフォーミングされた輪郭を有する請求項12に記載の方法。
- 前記第1部分を配置し、前記第2部分を配置する工程は、前記第1部材の前記先端部で前記第1の管状構造の前記トンネル内に前記第1部分を配置し、前記第2部材の前記先端部の近くで前記第2の管状構造の前記トンネル内に前記第2部分を配置する工程を有する請求項13に記載の方法。
- 前記活性化可能材料が活性化され、前記第1部材の前記先端部で、前記コネクタの前記第1部分と前記第1の管状構造の内面とに付着され、かつ前記第2部材の前記先端部で、前記コネクタの前記第2部分と前記第1の管状構造の内面とに付着される構造接着発泡剤が形成され、前記第1の管状構造の前記内面は前記第1の管状構造の前記トンネルを少なくとも部分的に画定しており、前記第2の管状構造の前記内面は前記第2の管状構造の前記トンネルを少なくとも部分的に画定している請求項14に記載の方法。
- 前記コネクタは第1の複数のリブを有し、前記第1の複数のリブは横に延び、第2の複数のリブと交差しており、前記膨張可能材料は熱硬化可能であり、活性化され、e−コートまたは塗布オーブンで用いられる温度で膨張して熱硬化する請求項1乃至15のいずれか1項に記載の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US74681006P | 2006-05-09 | 2006-05-09 | |
| US60/746,810 | 2006-05-09 | ||
| US11/742,025 | 2007-04-30 | ||
| US11/742,025 US8163116B2 (en) | 2006-05-09 | 2007-04-30 | Joints and a system and method of forming the joints |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007333208A true JP2007333208A (ja) | 2007-12-27 |
| JP5273839B2 JP5273839B2 (ja) | 2013-08-28 |
Family
ID=38352513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007124048A Expired - Fee Related JP5273839B2 (ja) | 2006-05-09 | 2007-05-09 | ジョイント、ならびにこのジョイントを形成するシステムおよび方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US8163116B2 (ja) |
| EP (1) | EP1854704A1 (ja) |
| JP (1) | JP5273839B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009227188A (ja) * | 2008-03-25 | 2009-10-08 | Toyota Auto Body Co Ltd | 自動車用フロントフェンダの補強構造 |
| JP2011213312A (ja) * | 2010-04-02 | 2011-10-27 | Toyoda Gosei Co Ltd | シャシーフレーム |
| KR101199050B1 (ko) * | 2010-08-26 | 2012-11-07 | 현대자동차주식회사 | 에이-필라 연결구조 |
| KR20160095881A (ko) * | 2015-02-04 | 2016-08-12 | 현대자동차주식회사 | 차체 멤버 연결부재 및 이를 이용한 차체 멤버 구조 |
| JP2019127236A (ja) * | 2018-01-26 | 2019-08-01 | イイダ産業株式会社 | 車両構造 |
| JP2020159421A (ja) * | 2019-03-26 | 2020-10-01 | 株式会社豊田中央研究所 | フレーム構造物及びフレーム構造物の製造方法 |
| JP2020197307A (ja) * | 2014-07-02 | 2020-12-10 | ダイバージェント テクノロジーズ, インコーポレイテッドDivergent Technologies, Inc. | 継手部材を製造するためのシステム及び方法 |
| JP2021017743A (ja) * | 2019-07-19 | 2021-02-15 | 清水建設株式会社 | 部材の接合構造、接合方法、仮設構造物および仮設構造物の組立解体方法 |
| JP2021506290A (ja) * | 2017-12-18 | 2021-02-22 | エスゼット ディージェイアイ テクノロジー カンパニー リミテッドSz Dji Technology Co.,Ltd | 散布アセンブリ、及び農業植物保護機 |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8002332B2 (en) | 2007-01-30 | 2011-08-23 | Zephyros, Inc. | Structural mounting insert |
| US8020924B2 (en) * | 2007-12-26 | 2011-09-20 | Sika Technology Ag | Integrated reinforcing crossmember |
| US9194408B2 (en) | 2008-02-08 | 2015-11-24 | Zephyros, Inc. | Mechanical method for improving bond joint strength |
| US8181327B2 (en) | 2008-02-08 | 2012-05-22 | Zephyros, Inc | Mechanical method for improving bond joint strength |
| US8293360B2 (en) * | 2008-02-27 | 2012-10-23 | Sika Technology Ag | Baffle |
| GB2457896B (en) * | 2008-02-27 | 2012-12-12 | Ifor Williams Trailers Ltd | Improved horse box trailer or other trailer |
| US8133929B2 (en) * | 2008-04-15 | 2012-03-13 | Sika Technology Ag | Method for incorporating long glass fibers into epoxy-based reinforcing resins |
| CN102224038B (zh) * | 2008-11-26 | 2013-10-23 | 陶氏环球技术有限责任公司 | 声障板构件和用于在空腔中应用声障板的方法 |
| US7984919B2 (en) | 2009-05-18 | 2011-07-26 | Zephyros, Inc. | Structural mounting insert having a non-conductive isolator |
| US8870488B2 (en) * | 2009-06-19 | 2014-10-28 | Duracase Proprietary Llc | Joint assembly with reinforcing member and foam |
| ITBO20100024A1 (it) * | 2010-01-18 | 2011-07-19 | Ferrari Spa | Barra composita per il telaio di un veicolo |
| GB201012595D0 (en) | 2010-07-27 | 2010-09-08 | Zephyros Inc | Oriented structural adhesives |
| BR112013023808A2 (pt) * | 2011-03-17 | 2016-12-13 | Zephyros Inc | montagem de ligação |
| US8915530B2 (en) | 2011-07-28 | 2014-12-23 | Ford Global Technologies, Llc | Vehicle support frames with interlocking features for joining members of dissimilar materials |
| US8833832B2 (en) * | 2011-08-16 | 2014-09-16 | Ford Global Technologies, Llc | Node for connecting vehicle body portions |
| CN102963422B (zh) * | 2011-08-30 | 2016-06-01 | 福特全球技术公司 | 具有用于连接不同材料的互锁特征的车辆支撑框架 |
| US9039061B2 (en) * | 2011-08-30 | 2015-05-26 | Ford Global Technologies, Llc | Vehicle frame assemblies with threaded connections |
| US20150021892A1 (en) * | 2013-07-22 | 2015-01-22 | GM Global Technology Operations LLC | Rail and method of making and using the same |
| EP3024871B1 (en) | 2013-07-26 | 2022-12-07 | Zephyros Inc. | Thermosetting adhesive films including a fibrous carrier |
| GB201318595D0 (en) | 2013-10-21 | 2013-12-04 | Zephyros Inc | Improvements in or relating to laminates |
| BR102013028618B1 (pt) * | 2013-11-06 | 2020-03-10 | Marchesan Implementos E Máquinas Agrícolas Tatú S/A | Estrutura tubular aplicada em colheitadeira de cana-de-açúcar |
| CN105916651B (zh) | 2013-12-17 | 2018-11-02 | 泽菲罗斯公司 | 一种包括纤维嵌入体的补强结构及其制造方法 |
| GB2521361B (en) * | 2013-12-17 | 2020-03-25 | Gordon Murray Design Ltd | Vehicle and chassis therefor |
| US10634473B2 (en) | 2014-01-29 | 2020-04-28 | Raytheon Company | Internally coupleable joint |
| CN109094658A (zh) * | 2014-05-16 | 2018-12-28 | 迪根特技术公司 | 用于载具底盘的模块化成形节点及其使用方法 |
| EP3274397B1 (en) | 2015-03-25 | 2023-10-25 | Zephyros Inc. | Reinforcement member comprising a structural adhesive on a polyester carrier |
| CN105711646A (zh) * | 2016-01-21 | 2016-06-29 | 石宇 | 轮梁式组合车架 |
| CN105438266A (zh) * | 2016-01-21 | 2016-03-30 | 石宇 | 轮梁式全车身组合框架 |
| CN105599810A (zh) * | 2016-01-23 | 2016-05-25 | 石宇 | 轮梁式多轮组合车架 |
| CN105691456A (zh) * | 2016-01-24 | 2016-06-22 | 石宇 | 轮梁式无桥车架 |
| DE102016001241A1 (de) * | 2016-02-04 | 2017-08-10 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Strukturknoten für eine Kraftfahrzeugkarosserie |
| US9988093B2 (en) * | 2016-09-28 | 2018-06-05 | Ford Global Technologies, Llc | Exoskeleton vehicle upper body structure |
| CN116816784A (zh) * | 2016-12-31 | 2023-09-29 | 郑州泽正技术服务有限公司 | 一种碳纤维复合材料插接接头 |
| US10183706B2 (en) * | 2017-01-20 | 2019-01-22 | Caterpillar Inc. | Nodes for frame structures |
| EP3583161B1 (en) | 2017-02-17 | 2021-09-01 | Zephyros Inc. | Activatable polymer composition comprising at least two carboxylic acids as blowing agent |
| US10106204B2 (en) * | 2017-02-23 | 2018-10-23 | Ford Global Technologies, Llc | Vehicle joint assembly with expandable structural material |
| CN106864595B (zh) * | 2017-04-10 | 2021-02-09 | 上海蔚来汽车有限公司 | 用于车架的连接件、车架组件及电动汽车 |
| FR3068948A1 (fr) * | 2017-07-12 | 2019-01-18 | Compagnie Plastic Omnium | Module avant pour vehicule |
| US11306751B2 (en) * | 2017-08-31 | 2022-04-19 | Divergent Technologies, Inc. | Apparatus and methods for connecting tubes in transport structures |
| KR102586882B1 (ko) * | 2018-03-09 | 2023-10-10 | 에이치디현대인프라코어 주식회사 | 건설기계의 캐노피 조립체 |
| US20190391563A1 (en) * | 2018-06-22 | 2019-12-26 | Divergent Technologies, Inc. | Additive manufacturing-enabled platform for modular construction of vehicles using definition nodes |
| KR102107967B1 (ko) * | 2018-11-26 | 2020-05-07 | 한국생산기술연구원 | 차대 프레임 결합용 연결부재 및 이를 이용한 차량의 가변형 차대 모듈 |
| KR20210069994A (ko) | 2019-12-04 | 2021-06-14 | 현대자동차주식회사 | 차체 조인트 구조 |
| CN110816686A (zh) * | 2019-12-25 | 2020-02-21 | 吉林大学 | 一种铝合金车身框架专用铸铝接头 |
| KR20220021612A (ko) * | 2020-08-14 | 2022-02-22 | 현대자동차주식회사 | 차량의 차체 루프 |
| EP4032755A1 (en) * | 2021-01-26 | 2022-07-27 | Volvo Construction Equipment AB | Support structure for a vehicle and method for assembling parts of a support structure for a vehicle |
| US20240327589A1 (en) | 2021-01-27 | 2024-10-03 | Zephyros, Inc. | Low Odor Heat-Expandable Materials |
| WO2023247584A1 (en) | 2022-06-24 | 2023-12-28 | Zephyros, Inc. | Thermal runaway fumes management |
| CN116238608A (zh) * | 2023-03-24 | 2023-06-09 | 航宇智造(北京)工程技术有限公司 | 一种a柱、a柱与周边管梁的榫卯结构和车辆 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5027753A (ja) * | 1973-07-14 | 1975-03-22 | ||
| JPH0173512U (ja) * | 1987-11-06 | 1989-05-18 | ||
| JPH01131312A (ja) * | 1987-11-12 | 1989-05-24 | Miyata Ind Co Ltd | 管継手 |
| JP2000219152A (ja) * | 1999-01-29 | 2000-08-08 | Mazda Motor Corp | 車両の車体構造及びその製造方法 |
| JP2001278162A (ja) * | 2000-03-31 | 2001-10-10 | Miyata Ind Co Ltd | 自転車用フレームパイプの接合方法 |
| JP2002005136A (ja) * | 2000-06-22 | 2002-01-09 | Pica Corp | パイプ材と継手の接合構造並びに接合方法 |
| JP2003528736A (ja) * | 2000-04-03 | 2003-09-30 | コラス・スタール・ベー・ブイ | 管状部品を製造するプロセス |
| JP2005155762A (ja) * | 2003-11-25 | 2005-06-16 | Inoue Shoji Kk | 管継手及びその管継手構造 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1958835A (en) * | 1930-10-28 | 1934-05-15 | Alabama Pipe Company | Pipe |
| US4050721A (en) * | 1976-06-09 | 1977-09-27 | Phone-Ducs, Inc. | Reinforced plastic pipe |
| US5290857A (en) * | 1991-09-04 | 1994-03-01 | Nippon Zeon Co., Ltd. | Epoxy resin adhesive composition |
| US5266133A (en) | 1993-02-17 | 1993-11-30 | Sika Corporation | Dry expansible sealant and baffle composition and product |
| JP3655646B2 (ja) * | 1993-05-24 | 2005-06-02 | 日産自動車株式会社 | エポキシ樹脂用接着補強剤及び該補強剤を含有する自動車用エポキシ樹脂系構造接着性組成物 |
| US5458393A (en) * | 1993-08-11 | 1995-10-17 | Alumax Extrusions, Inc. | Space frame apparatus and process for the manufacture of same |
| US5932680A (en) | 1993-11-16 | 1999-08-03 | Henkel Kommanditgesellschaft Auf Aktien | Moisture-curing polyurethane hot-melt adhesive |
| EP0679501A1 (en) | 1994-03-14 | 1995-11-02 | YMOS AKTIENGESELLSCHAFT Industrieprodukte | Composite material with foamable core |
| US5575526A (en) | 1994-05-19 | 1996-11-19 | Novamax Technologies, Inc. | Composite laminate beam for radiator support |
| US5755486A (en) | 1995-05-23 | 1998-05-26 | Novamax Technologies Holdings, Inc. | Composite structural reinforcement member |
| US6068424A (en) | 1998-02-04 | 2000-05-30 | Henkel Corporation | Three dimensional composite joint reinforcement for an automotive vehicle |
| US6387470B1 (en) | 1998-11-05 | 2002-05-14 | Sika Corporation | Sound deadening and structural reinforcement compositions and methods of using the same |
| US6131897A (en) | 1999-03-16 | 2000-10-17 | L & L Products, Inc. | Structural reinforcements |
| DE19929057B4 (de) * | 1999-06-25 | 2005-03-31 | Daimlerchrysler Ag | Fahrzeugtragstruktur und Verfahren zu deren Herstellung |
| US6467834B1 (en) | 2000-02-11 | 2002-10-22 | L&L Products | Structural reinforcement system for automotive vehicles |
| US6422575B1 (en) | 2000-03-14 | 2002-07-23 | L&L Products, Inc. | Expandable pre-formed plug |
| US6482486B1 (en) | 2000-03-14 | 2002-11-19 | L&L Products | Heat activated reinforcing sleeve |
| US6523857B1 (en) | 2000-07-05 | 2003-02-25 | Sika Corporation | Reinforcing member for interfitting channels |
| DE10032556B4 (de) * | 2000-07-05 | 2010-06-10 | Volkswagen Ag | Verfahren zur Herstellung eines Karosseriebauteils in Sandwichbauweise sowie Vorrichtung zur Durchführung des Verfahrens |
| DE10117124A1 (de) | 2001-04-06 | 2002-10-10 | Henniges Elastomer Kunststoff | Verfahren und Vorrichtung zum Stoßverbinden von Profilen aus elastomerem Material |
| DE10123946B4 (de) | 2001-05-17 | 2004-11-25 | Benteler Automobiltechnik Gmbh | Sicherungselement |
| US20030192643A1 (en) * | 2002-03-15 | 2003-10-16 | Rainer Schoenfeld | Epoxy adhesive having improved impact resistance |
| JP4052566B2 (ja) * | 2002-09-05 | 2008-02-27 | 本田技研工業株式会社 | フレーム結合構造およびその結合方法 |
| US7105112B2 (en) * | 2002-11-05 | 2006-09-12 | L&L Products, Inc. | Lightweight member for reinforcing, sealing or baffling |
| CA2455286A1 (en) * | 2003-01-16 | 2004-07-16 | Dana Corporation | Cast aluminum node for connecting vehicle frame members and method of manufacturing same |
| JP4467040B2 (ja) * | 2003-09-12 | 2010-05-26 | 本田技研工業株式会社 | 充填構造体 |
| DE10359785A1 (de) | 2003-12-19 | 2005-07-21 | Daimlerchrysler Ag | Anbauteil für ein Fahrzeug |
| US7251915B2 (en) * | 2004-09-10 | 2007-08-07 | Pullman Industries, Inc. | Frame system for motor vehicle |
| JP2006158792A (ja) * | 2004-12-09 | 2006-06-22 | Sri Sports Ltd | ゴルフクラブシャフト |
| GB0506513D0 (en) | 2005-03-31 | 2005-05-04 | L & L Products Inc | Improvements in or relating to joints |
| US7892396B2 (en) | 2006-06-07 | 2011-02-22 | Zephyros, Inc. | Toughened activatable material for sealing, baffling or reinforcing and method of forming same |
| US7993071B2 (en) | 2006-10-25 | 2011-08-09 | Burrell E. Clawson | Assemblies for coupling two elements and coupled assemblies |
| US8082667B2 (en) | 2007-05-31 | 2011-12-27 | The Boeing Company | Apparatus and methods for securing a first structural member and a second structural member to one another |
| US7712993B2 (en) | 2007-11-30 | 2010-05-11 | The Boeing Company | Double shear joint for bonding in structural applications |
| US8181327B2 (en) | 2008-02-08 | 2012-05-22 | Zephyros, Inc | Mechanical method for improving bond joint strength |
-
2007
- 2007-04-30 US US11/742,025 patent/US8163116B2/en active Active
- 2007-05-08 EP EP07009213A patent/EP1854704A1/en not_active Withdrawn
- 2007-05-09 JP JP2007124048A patent/JP5273839B2/ja not_active Expired - Fee Related
-
2012
- 2012-04-10 US US13/443,316 patent/US20120205029A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5027753A (ja) * | 1973-07-14 | 1975-03-22 | ||
| JPH0173512U (ja) * | 1987-11-06 | 1989-05-18 | ||
| JPH01131312A (ja) * | 1987-11-12 | 1989-05-24 | Miyata Ind Co Ltd | 管継手 |
| JP2000219152A (ja) * | 1999-01-29 | 2000-08-08 | Mazda Motor Corp | 車両の車体構造及びその製造方法 |
| JP2001278162A (ja) * | 2000-03-31 | 2001-10-10 | Miyata Ind Co Ltd | 自転車用フレームパイプの接合方法 |
| JP2003528736A (ja) * | 2000-04-03 | 2003-09-30 | コラス・スタール・ベー・ブイ | 管状部品を製造するプロセス |
| JP2002005136A (ja) * | 2000-06-22 | 2002-01-09 | Pica Corp | パイプ材と継手の接合構造並びに接合方法 |
| JP2005155762A (ja) * | 2003-11-25 | 2005-06-16 | Inoue Shoji Kk | 管継手及びその管継手構造 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009227188A (ja) * | 2008-03-25 | 2009-10-08 | Toyota Auto Body Co Ltd | 自動車用フロントフェンダの補強構造 |
| JP2011213312A (ja) * | 2010-04-02 | 2011-10-27 | Toyoda Gosei Co Ltd | シャシーフレーム |
| KR101199050B1 (ko) * | 2010-08-26 | 2012-11-07 | 현대자동차주식회사 | 에이-필라 연결구조 |
| JP2020197307A (ja) * | 2014-07-02 | 2020-12-10 | ダイバージェント テクノロジーズ, インコーポレイテッドDivergent Technologies, Inc. | 継手部材を製造するためのシステム及び方法 |
| KR20160095881A (ko) * | 2015-02-04 | 2016-08-12 | 현대자동차주식회사 | 차체 멤버 연결부재 및 이를 이용한 차체 멤버 구조 |
| KR101655195B1 (ko) * | 2015-02-04 | 2016-09-22 | 현대자동차 주식회사 | 차체 멤버 연결부재 및 이를 이용한 차체 멤버 구조 |
| JP2021506290A (ja) * | 2017-12-18 | 2021-02-22 | エスゼット ディージェイアイ テクノロジー カンパニー リミテッドSz Dji Technology Co.,Ltd | 散布アセンブリ、及び農業植物保護機 |
| JP2019127236A (ja) * | 2018-01-26 | 2019-08-01 | イイダ産業株式会社 | 車両構造 |
| JP7123365B2 (ja) | 2018-01-26 | 2022-08-23 | イイダ産業株式会社 | 車両構造 |
| JP2020159421A (ja) * | 2019-03-26 | 2020-10-01 | 株式会社豊田中央研究所 | フレーム構造物及びフレーム構造物の製造方法 |
| JP7201228B2 (ja) | 2019-03-26 | 2023-01-10 | 株式会社豊田中央研究所 | フレーム構造物及びフレーム構造物の製造方法 |
| JP2021017743A (ja) * | 2019-07-19 | 2021-02-15 | 清水建設株式会社 | 部材の接合構造、接合方法、仮設構造物および仮設構造物の組立解体方法 |
| JP7409796B2 (ja) | 2019-07-19 | 2024-01-09 | 清水建設株式会社 | 部材の接合構造、接合方法、仮設構造物および仮設構造物の組立解体方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120205029A1 (en) | 2012-08-16 |
| JP5273839B2 (ja) | 2013-08-28 |
| EP1854704A1 (en) | 2007-11-14 |
| US20070281523A1 (en) | 2007-12-06 |
| US8163116B2 (en) | 2012-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5273839B2 (ja) | ジョイント、ならびにこのジョイントを形成するシステムおよび方法 | |
| CA2440094C (en) | Structural reinforcement member and method of use therefor | |
| US6502821B2 (en) | Automotive body panel damping system | |
| US7114763B2 (en) | Automotive rail/frame energy management system | |
| US6920693B2 (en) | Dynamic self-adjusting assembly for sealing, baffling or structural reinforcement | |
| US6880657B2 (en) | Adjustable reinforced structural assembly and method of use therefor | |
| EP1354789B1 (en) | Method and assembly for fastening and reinforcing a structural member | |
| US7428774B2 (en) | Baffle for an automotive vehicle and method of use therefor | |
| US6561571B1 (en) | Structurally enhanced attachment of a reinforcing member | |
| US6523884B2 (en) | Hydroform structural reinforcement system | |
| US6474723B2 (en) | Heat activated reinforcing sleeve | |
| US20040034982A1 (en) | System and method for sealing, baffling or reinforcing | |
| US20020024233A1 (en) | Vibrational reduction system for automotive vehicles | |
| US20080202674A1 (en) | Structural reinforcements | |
| JP2005508797A (ja) | 所定の衝撃エネルギー吸収性を有する自動車用コンポジット構造部材 | |
| US8381403B2 (en) | Baffle for an automotive vehicle and method of use therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100507 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130513 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |