JP2007317995A - Surface-mounting apparatus - Google Patents
Surface-mounting apparatus Download PDFInfo
- Publication number
- JP2007317995A JP2007317995A JP2006148135A JP2006148135A JP2007317995A JP 2007317995 A JP2007317995 A JP 2007317995A JP 2006148135 A JP2006148135 A JP 2006148135A JP 2006148135 A JP2006148135 A JP 2006148135A JP 2007317995 A JP2007317995 A JP 2007317995A
- Authority
- JP
- Japan
- Prior art keywords
- component transfer
- transfer units
- electronic component
- head unit
- support member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

















Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
本発明は、プリント配線板を搬送する方向とは交差する方向に延びる支持部材にヘッドユニットを移動可能に設け、前記支持部材をプリント配線板の搬送方向に移動させる表面実装機に関するものである。 The present invention relates to a surface mounter in which a head unit is movably provided on a support member that extends in a direction crossing a direction in which a printed wiring board is conveyed, and the support member is moved in the direction in which the printed wiring board is conveyed.
従来のこの種の表面実装機としては、例えば特許文献1に開示されたものがある。この特許文献1に示されている表面実装機は、基台と、この基台の一端部から他端部にプリント配線板を搬送するコンベアと、このコンベアの両側方に位置付けられたパーツフィーダーを有する電子部品供給装置と、電子部品をこの電子部品供給装置からプリント配線板上に移載するための複数の電子部品移載ユニットとを備えている。
As a conventional surface mounter of this type, there is one disclosed in
これらの電子部品移載ユニットは、プリント配線板の搬送方向(以下、この方向を単にX方向という)に延びる2本のX方向ガイドレールに沿って移動する複数の支持部材と、この支持部材に設けられたヘッドユニットとによって構成されている。前記X方向ガイドレールは、プリント配線板の搬送する方向とは交差する方向(以下、この方向を単にY方向という)に互いに離間しており、前記基台から上方に離間した位置に保持されている。 These electronic component transfer units include a plurality of support members that move along two X-direction guide rails that extend in the conveyance direction of the printed wiring board (hereinafter, this direction is simply referred to as the X direction), and the support members And a head unit provided. The X-direction guide rails are separated from each other in a direction intersecting with a direction in which the printed wiring board is conveyed (hereinafter, this direction is simply referred to as a Y direction), and are held at positions spaced upward from the base. Yes.
前記複数の支持部材は、それぞれX方向とは直交する方向に延びるように形成されており、前記X方向ガイドレールに吊り下げられた状態でX方向に移動自在に支持されている。これらの支持部材は、X方向に並べられており、それぞれX方向駆動装置による駆動によって前記X方向ガイドレールに沿って移動する。 Each of the plurality of support members is formed to extend in a direction perpendicular to the X direction, and is supported to be movable in the X direction while being suspended from the X direction guide rail. These support members are arranged in the X direction, and move along the X direction guide rail by driving by the X direction driving device.
このX方向駆動装置は、前記X方向ガイドレールに沿って延びる構造のリニアモータによって構成されている。このリニアモータは、X方向に延びる固定子と、支持部材毎に設けられた可動子とから構成されている。
前記各支持部材には、複数の吸着ヘッドを有する前記ヘッドユニットがそれぞれY方向に移動自在に設けられている。前記吸着ヘッドは、電子部品を吸着する吸着ノズルを備えており、この吸着ノズルを上下方向に移動させるとともに、上下方向の軸線回りに回転させる。
This X-direction drive device is constituted by a linear motor having a structure extending along the X-direction guide rail. This linear motor includes a stator extending in the X direction and a movable element provided for each support member.
Each of the support members is provided with the head unit having a plurality of suction heads so as to be movable in the Y direction. The suction head includes a suction nozzle that sucks an electronic component, and moves the suction nozzle in the vertical direction and rotates it around an axis in the vertical direction.
前記ヘッドユニットは、支持部材にY方向に延びるように設けられたY方向ガイドレールに移動自在に支持されており、Y方向駆動装置による駆動によって前記Y方向ガイドレールに沿って移動する。Y方向駆動装置は、前記Y方向ガイドレールに沿って延びる構造のリニアモータによって構成されている。 The head unit is movably supported by a Y-direction guide rail provided on the support member so as to extend in the Y direction, and moves along the Y-direction guide rail by driving by a Y-direction drive device. The Y-direction drive device is constituted by a linear motor having a structure extending along the Y-direction guide rail.
このリニアモータの固定子はY方向に延びるように形成され、可動子はヘッドユニットに設けられている。また、この従来の表面実装機に装備されている全てのヘッドユニットは、支持部材におけるX方向の一側部(プリント配線板の搬送方向の上流側に位置する一端部)に位置付けられており、支持部材に沿って、この支持部材の一側部を移動する。 The stator of the linear motor is formed so as to extend in the Y direction, and the mover is provided in the head unit. In addition, all the head units equipped in this conventional surface mounter are positioned on one side of the support member in the X direction (one end located on the upstream side in the transport direction of the printed wiring board), A side portion of the support member is moved along the support member.
このように構成された従来の表面実装機においては、Y方向に延びる支持部材と、この支持部材にY方向に移動可能に設けられたヘッドユニットとからなる複数の電子部品移載ユニットによって複数のプリント配線板に電子部品を実装できる。また、この表面実装機では、1枚のプリント配線板に同時に2台の部品移載ユニットによって電子部品を実装することもできる。
上述したように構成された従来の表面実装機は、実装効率の向上を図るために1枚のプリント配線板に2台の電子部品移載ユニットによって電子部品を実装するときに問題が生じる。これは、2台の電子部品移載ユニットによって同時に電子部品を実装することは干渉がありできない一方、効率を上げるべく一方の電子部品移載ユニットによる電子部品の実装中、パーツフィーダーの電子部品を他方の電子部品移載ユニットの吸着ノズルで吸着しようとするとき、制約があるからである。 The conventional surface mounter configured as described above has a problem when electronic components are mounted on one printed wiring board by two electronic component transfer units in order to improve mounting efficiency. This is because there is no interference when two electronic component transfer units mount the electronic component at the same time. On the other hand, during the mounting of the electronic component by one electronic component transfer unit, the electronic component of the parts feeder is not mounted. This is because there is a restriction when trying to suck with the suction nozzle of the other electronic component transfer unit.
すなわち、他方の電子部品移載ユニットが一方の電子部品移載ユニットのX方向上流側となる場合、他方の電子部品移載ユニットのヘッドユニットの吸着ノズルは、プリント配線板位置よりX方向上流側となる一方の電子部品移載ユニットの支持部材より、さらにX方向上流側のパーツフィーダーからしか電子部品を吸着できない。同様、他方の電子部品移載ユニットが一方の電子部品移載ユニットのX方向下流側となる場合、他方の電子部品移載ユニットのヘッドユニットの吸着ノズルは、プリント配線板位置よりX方向下流側となる自身の支持部材より、さらにX方向下流側のパーツフィーダーからしか電子部品を吸着できない。 That is, when the other electronic component transfer unit is upstream in the X direction of one electronic component transfer unit, the suction nozzle of the head unit of the other electronic component transfer unit is upstream in the X direction from the printed wiring board position. The electronic component can be adsorbed only from the part feeder further upstream in the X direction than the support member of the one electronic component transfer unit. Similarly, when the other electronic component transfer unit is downstream in the X direction of the one electronic component transfer unit, the suction nozzle of the head unit of the other electronic component transfer unit is downstream in the X direction from the printed wiring board position. An electronic component can be adsorbed only from a part feeder further downstream in the X direction than the supporting member.
このため、プリント配線板位置からX方向上流側へ一方の電子部品移載ユニットの保持部材の下方となる位置から、プリント配線板位置からX方向下流側へ別の保持部材の下方となる位置までの間のパーツフィーダーの電子部品を吸着するためには、一方の電子部品移載ユニットが実装を終え、プリント配線板上方位置から退避するまで、他方の電子部品移載ユニットは待機する必要があった。
この結果、従来の表面実装機では、1枚のプリント配線板に2台の電子部品移載ユニットによって電子部品を実装したとしても、実装効率は期待したほど高くはならないという問題があった。
For this reason, from the position below the holding member of one electronic component transfer unit from the printed wiring board position to the upstream side in the X direction, to the position below the other holding member from the printed wiring board position to the downstream side in the X direction. In order to adsorb the electronic components of the parts feeder between the two electronic component transfer units, it is necessary to wait until the other electronic component transfer unit finishes mounting and retracts from the upper position of the printed wiring board. It was.
As a result, the conventional surface mounter has a problem that even if electronic components are mounted on a single printed wiring board by two electronic component transfer units, the mounting efficiency is not as high as expected.
本発明はこのような問題を解消するためになされたもので、少なくとも2組の電子部品移載ユニットがプリント配線板の搬送方向に移動する表面実装機において、ヘッドユニットを移動自在に支持する支持部材に他方の電子部品移載ユニットが干渉することがなく、実装効率を向上させた表面実装機を提供することを目的とする。 The present invention has been made to solve such a problem, and in a surface mounter in which at least two sets of electronic component transfer units move in the transport direction of the printed wiring board, a support for supporting the head unit movably is provided. It is an object of the present invention to provide a surface mounting machine in which mounting efficiency is improved without causing the other electronic component transfer unit to interfere with a member.
この目的を達成するために、本発明に係る表面実装機は、プリント配線板を基台上で第1の方向に搬送する搬送装置と、この搬送装置に対して第1の方向とは交差する第2の方向に離間する部位であって、搬送装置の少なくとも一方の側方に設けられた電子部品供給装置と、前記搬送装置の上方で第2の方向に延びる支持部材を有し、前記基台上で第1の方向に移動する第1方向移動部材と、実装用ヘッドを有し前記支持部材に支持された状態で第2の方向に移動することにより電子部品を電子部品供給装置から搬送装置上のプリント配線板に移載するヘッドユニットとを備えた表面実装機であって、前記第1方向移動部材とヘッドユニットとからなる部品移載ユニットを少なくとも2組備え、これらの部品移載ユニットのヘッドユニットを、支持部材における隣接する他の部品移載ユニットと対向する側部に設けたものである。 In order to achieve this object, a surface mounter according to the present invention includes a transport device that transports a printed wiring board in a first direction on a base, and the first direction intersects the transport device. An electronic component supply device provided at a side of at least one side of the transfer device, and a support member extending in the second direction above the transfer device; A first direction moving member that moves in the first direction on the table and a mounting head, and the electronic component is transported from the electronic component supply device by moving in the second direction while being supported by the support member. A surface mounter including a head unit to be transferred to a printed wiring board on the apparatus, comprising at least two sets of component transfer units each including the first direction moving member and the head unit. Unit head unit But on the other component transfer unit and the opposite sides adjacent the support member.
ここでいう実装用ヘッドとは、電子部品を吸着するための吸着用ヘッドの他に、クリームはんだや接着剤を塗布するためのディスペンス用ヘッドや、プリント配線板側を撮像する撮像装置を有する検査ヘッドなどを含むものである。 The mounting head here refers to an inspection having a dispensing head for applying cream solder or adhesive, and an imaging device for imaging the printed wiring board side, in addition to a suction head for sucking electronic components. It includes a head.
請求項2に記載した発明に係る表面実装機は、請求項1に記載した表面実装機において、2組の部品移載ユニットに対して第1の方向に隣接する位置に他の1組の部品移載ユニットをさらに備え、この他の部品移載ユニットのヘッドユニットを支持部材における前記2組の部品移載ユニットと近接する側部に第2の方向へ移動可能に設けたものである。 A surface mounter according to a second aspect of the present invention is the surface mounter according to the first aspect, wherein another set of components is positioned adjacent to the two sets of component transfer units in the first direction. A transfer unit is further provided, and the head unit of the other component transfer unit is provided on the side of the support member adjacent to the two sets of component transfer units so as to be movable in the second direction.
請求項3に記載した発明に係る表面実装機は、請求項1に記載した表面実装機において、2組の部品移載ユニットに対して第1の方向に隣接する位置に他の1組の部品移載ユニットをさらに備え、前記他の部品移載ユニットのヘッドユニットを支持部材における前記2組の部品移載ユニットとは反対側の側部に第2の方向へ移動可能に設けたものである。 A surface mounter according to a third aspect of the present invention is the surface mounter according to the first aspect, wherein another set of components is located adjacent to the two sets of component transfer units in the first direction. A transfer unit is further provided, and the head unit of the other component transfer unit is provided on the side of the support member opposite to the two sets of component transfer units so as to be movable in the second direction. .
請求項4に記載した発明に係る表面実装機は、請求項1に記載した表面実装機において、2組の部品移載ユニットに対して第1の方向に隣接する位置に他の2組以上の部品移載ユニットをさらに備え、前記他の2組以上の部品移載ユニットのうち互いに隣り合う2組の部品移載ユニットのヘッドユニットを、支持部材における他方の部品移載ユニットと対向する位置に設けたものである。 A surface mounter according to a fourth aspect of the present invention is the surface mounter according to the first aspect of the present invention, in which two or more other sets are mounted at positions adjacent to the two parts transfer units in the first direction. A component transfer unit is further provided, and the head units of two sets of the component transfer units adjacent to each other among the other two or more sets of component transfer units are placed at positions facing the other component transfer unit on the support member. It is provided.
請求項5に記載した発明に係る表面実装機は、請求項1に記載した表面実装機において、2組の部品移載ユニットに対して第1の方向に隣接する位置に他の4組以上の部品移載ユニットをさらに備え、前記他の4組以上の部品移載ユニットは、互いに隣接する2組の部品移載ユニットからなる部品移載ユニット群が2つ設けられる構成とされ、各部品移載ユニット群の2組の部品移載ユニットのヘッドユニットを、支持部材における他方の部品移載ユニットと対向する位置に設けたものである。
The surface mounter according to the invention described in
請求項6に記載した発明に係る表面実装機は、請求項1記載の表面実装機において、2組の部品移載ユニットに対して第1の方向に隣接する位置に他の2組以上の部品移載ユニットをさらに備え、前記他の2組以上の部品移載ユニットのヘッドユニットは、隣接する部品移載ユニットのヘッドユニットとの間に支持部材が位置するように設けられているものである。
The surface mounter according to the invention described in claim 6 is the surface mounter according to
請求項7に記載した発明に係る表面実装機は、請求項1ないし請求項6のうち何れか一つに記載した表面実装機において、ヘッドユニットが互いに対向する位置に設けられた2組の部品移載ユニットのうち、少なくとも一方の部品移載ユニットは、支持部材におけるヘッドユニットを支持する側部にさらに別のヘッドユニットを備えているものである。 A surface mounter according to a seventh aspect of the present invention is the surface mounter according to any one of the first to sixth aspects, wherein two sets of components are provided at positions where the head units face each other. Among the transfer units, at least one of the component transfer units includes another head unit on the side portion of the support member that supports the head unit.
請求項8に記載した発明に係る表面実装機は、請求項1ないし請求項7のうち何れか一つに記載した表面実装機において、ヘッドユニットにおける支持部材とは反対側に位置する第1の方向の端面を、第1方向移動部材における第1の方向の端面より支持部材とは反対側に突出させたものである。 The surface mounter according to an eighth aspect of the present invention is the surface mounter according to any one of the first to seventh aspects, wherein the first unit located on the side opposite to the support member in the head unit. The end face in the direction is projected from the end face in the first direction of the first direction moving member to the side opposite to the support member.
請求項9に記載した発明に係る表面実装機は、請求項1ないし請求項8のうち何れか一つに記載した表面実装機において、第1方向移動部材を駆動する駆動装置を、基台上で第1の方向に延びて第1方向移動部材を移動自在に支持する第1方向ガイドレールと、基台における前記第1方向ガイドレールと隣接する位置に固定され、基台における第1の方向の一端部から他端部に延びる第1方向ボールねじ軸と、このボールねじ軸に螺合し、かつ第1方向移動部材に第1の方向への移動が規制された状態で回転自在に支持されたボールナットと、前記ボールねじ軸が貫通する状態で第1方向移動部材に支持され、前記ボールナットを回転させる中空モータとから構成したものである。 A surface mounter according to a ninth aspect of the present invention is the surface mounter according to any one of the first to eighth aspects, wherein the driving device for driving the first direction moving member is mounted on the base. The first direction guide rail extending in the first direction and movably supporting the first direction moving member, and fixed at a position adjacent to the first direction guide rail in the base, and the first direction in the base A first direction ball screw shaft extending from one end of the shaft to the other end, and screwed to the ball screw shaft and supported rotatably by the first direction moving member in a state in which movement in the first direction is restricted And a hollow motor that is supported by the first direction moving member in a state in which the ball screw shaft penetrates and rotates the ball nut.
請求項10に記載した発明に係る表面実装機は、請求項1ないし請求項9のうち何れか一つに記載した表面実装機において、ヘッドユニットを駆動する駆動装置を、支持部材に沿って第2の方向に延びてヘッドユニットを移動自在に支持する第2方向ガイドレールと、支持部材における前記第2方向ガイドレールと隣接する位置に固定され、支持部材における第2の方向の一端部から他端部に延びる第2方向ボールねじ軸と、このボールねじ軸に螺合し、かつヘッドユニットに第2の方向への移動が規制された状態で回転自在に支持されたボールナットと、前記ボールねじ軸が貫通する状態でヘッドユニットに支持され、前記ボールナットを回転させる中空モータとから構成したものである。 A surface mounter according to a tenth aspect of the present invention is the surface mounter according to any one of the first to ninth aspects, wherein the driving device for driving the head unit is arranged along the support member. A second direction guide rail that extends in the direction of 2 to support the head unit movably, and is fixed to a position adjacent to the second direction guide rail in the support member, and the other from one end of the support member in the second direction A second direction ball screw shaft extending to the end, a ball nut screwed to the ball screw shaft and rotatably supported by the head unit in a state in which movement in the second direction is restricted, and the ball A hollow motor is supported by the head unit in a state where the screw shaft passes therethrough and rotates the ball nut.
本発明によれば、一対の電子部品移載ユニットを互いに接近させた場合、これらの電子部品移載ユニットのヘッドユニットどうしが第1の方向に隣接して位置するようになる。この場合、これらのヘッドユニットを移動可能に支持する2つの支持部材は、両方のヘッドユニットに対して第1の方向の両側に位置するようになる。 According to the present invention, when the pair of electronic component transfer units are brought close to each other, the head units of these electronic component transfer units are positioned adjacent to each other in the first direction. In this case, the two support members that movably support these head units are positioned on both sides in the first direction with respect to both head units.
このため、本発明に係る表面実装機によれば、例えば1枚のプリント配線板に2台の電子部品移載ユニットによって電子部品を実装する場合のように2つのヘッドユニットが互いに接近して動作するような場合、これら2つのヘッドユニットどうしの間には支持部材が位置していないために、支持部材によって他方の電子部品移載ユニットの実装可能な範囲が狭められることはない。 For this reason, according to the surface mounter according to the present invention, the two head units operate close to each other, for example, when electronic components are mounted on one printed wiring board by two electronic component transfer units. In such a case, since the support member is not positioned between the two head units, the supportable member does not narrow the range in which the other electronic component transfer unit can be mounted.
また、本発明に係る表面実装機の第1方向移動部材は、基台上で第1の方向に移動するものであるから、支持が安定した状態で移動する。このため、この第1方向移動部材は、従来の表面実装機の支持部材のように吊り下げられた状態で移動するものとは異なり、高速で移動しても吸着ノズルが振動することはなく、高い精度で実装を行うことができる。 Moreover, since the 1st direction moving member of the surface mounting machine which concerns on this invention moves to a 1st direction on a base, it moves in the state where support was stabilized. For this reason, the first direction moving member does not vibrate even if it moves at a high speed, unlike the one that moves in a suspended state like the support member of the conventional surface mounter, Mounting can be performed with high accuracy.
したがって、本発明によれば、1枚のプリント配線板に2台の電子部品移載ユニットによって電子部品を実装する場合にこれら2台の電子部品移載ユニットが常に動作することができ、しかも、第1方向移動部材を高速で移動させることができるから、実装効率が高い表面実装機を提供することができる。 Therefore, according to the present invention, when electronic components are mounted on one printed wiring board by two electronic component transfer units, these two electronic component transfer units can always operate, Since the first direction moving member can be moved at high speed, a surface mounting machine with high mounting efficiency can be provided.
請求項2記載の発明によれば、ヘッドユニットどうしが互いに隣り合う一対の部品移載ユニットが電子部品をプリント配線板に実装しているときにこれらの部品移載ユニットに他の部品移載ユニットのヘッドユニットを接近させることができる。このため、前記他の部品移載ユニットが電子部品を電子部品供給装置から取出すことができる範囲を、第1の方向において、前記一対の部品移載ユニットの部品取出領域と重なるように拡げることができる。したがって、前記他の部品移載ユニットにおいて、より多くのパーツフィーダーを使用して実装を行うことができる。 According to the second aspect of the present invention, when the pair of component transfer units adjacent to each other in the head unit mount the electronic component on the printed wiring board, these component transfer units are replaced with other component transfer units. The head unit can be approached. For this reason, the range in which the other component transfer unit can take out the electronic component from the electronic component supply device can be expanded in the first direction so as to overlap with the component pickup region of the pair of component transfer units. it can. Therefore, in the other component transfer unit, mounting can be performed using more parts feeders.
請求項3記載の発明によれば、ヘッドユニットどうしが互いに隣り合う一対の部品移載ユニットとは異なる他の部品移載ユニットのヘッドユニットは、第1の方向において装置外側に位置するようになる。このため、電子部品供給装置を設けることができる範囲を第1の方向において装置外側に拡げることができるから、多くの種類の電子部品を実装可能な表面実装機を提供することができる。また、例えば使用頻度が高い電子部品を供給するパーツフィーダーを多く装備することにより、電子部品の不足によるパーツフィーダーの交換頻度を少なくすることができる。さらに、パーツフィーダーを交換するときに停止させる必要がある表面実装機においては、停止回数が低減し、実装効率を向上させることができる。 According to the third aspect of the present invention, the head unit of another component transfer unit that is different from the pair of component transfer units adjacent to each other is positioned outside the apparatus in the first direction. . For this reason, since the range in which the electronic component supply device can be provided can be expanded to the outside of the device in the first direction, a surface mounter capable of mounting many types of electronic components can be provided. In addition, for example, by providing a large number of parts feeders that supply electronic components that are frequently used, it is possible to reduce the frequency of replacement of the parts feeder due to a shortage of electronic components. Furthermore, in a surface mounter that needs to be stopped when the parts feeder is replaced, the number of stops can be reduced and mounting efficiency can be improved.
請求項4および請求項5記載の発明によれば、ヘッドユニットどうしが互いに隣り合う一対の部品移載ユニットが複数組装備されるから、実装効率をより一層向上させることができる。 According to the fourth and fifth aspects of the present invention, a plurality of pairs of component transfer units in which the head units are adjacent to each other are installed, so that the mounting efficiency can be further improved.
請求項6記載の発明によれば、部品移載ユニットの数が増えるから、実装効率をより一層向上させることができ、請求項7記載の発明によれば、ヘッドユニットの数が増えるから、実装効率をより一層向上させることができる。
According to the invention described in claim 6, since the number of component transfer units increases, the mounting efficiency can be further improved. According to the invention described in
請求項8記載の発明によれば、ヘッドユニットをより一層他の部品移載ユニットに接近させることができるから、このヘッドユニットによって電子部品を取出すことができる範囲をX方向により一層拡げることができる。 According to the eighth aspect of the present invention, the head unit can be made closer to another component transfer unit, so that the range in which the electronic component can be taken out by this head unit can be further expanded in the X direction. .
請求項9載の発明によれば、第1方向移動部材に設けられた中空モータがボールナットを回転させることにより第1方向移動部材が第1方向ガイドレールに沿って移動する。 このため、簡単な構造で複数の部品移載ユニットを駆動することができる。また、この発明による表面実装機は、磁石が軸方向に配置されることはないから、鉄粉の雰囲気中で使用する場合であっても移動の信頼性が高くなる。 According to the ninth aspect of the invention, the hollow motor provided in the first direction moving member rotates the ball nut, so that the first direction moving member moves along the first direction guide rail. For this reason, a plurality of component transfer units can be driven with a simple structure. In the surface mounter according to the present invention, since the magnet is not arranged in the axial direction, the reliability of movement is high even when used in an atmosphere of iron powder.
請求項10記載の発明によれば、ボールねじ軸が長くなっても重量の増加はなく、慣性重量が増加しないので、加速性に優れる表面実装機を提供することができる。 According to the tenth aspect of the present invention, there is no increase in weight even when the ball screw shaft becomes long, and the inertia weight does not increase. Therefore, it is possible to provide a surface mounter excellent in acceleration.
(第1の実施の形態)
以下、本発明に係る表面実装機の一実施の形態を図1ないし図12によって詳細に説明する。
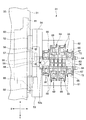
図1は本発明に係る表面実装機の平面図、図2は同じく正面図、図3は図1におけるIII−III線断面図、図4はヘッドユニットの平面図、図5はヘッドユニットを分割した状態を示す平面図、図6はヘッドユニットの正面図、図7はヘッドユニットの側面図である。
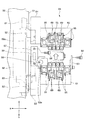
図8は中空モータの断面図、図9は小型のプリント配線板を使用する場合の状態を示す平面図、図10は大型のプリント配線板を使用する場合の状態を示す平面図、図11は本発明に係る表面実装機の概略構成を示す斜視図、図12はメンテナンス時の状態を示す図である。
(First embodiment)
Hereinafter, an embodiment of a surface mounter according to the present invention will be described in detail with reference to FIGS.
1 is a plan view of a surface mounter according to the present invention, FIG. 2 is a front view of the same, FIG. 3 is a sectional view taken along line III-III in FIG. 1, FIG. 4 is a plan view of the head unit, and FIG. FIG. 6 is a front view of the head unit, and FIG. 7 is a side view of the head unit.
8 is a cross-sectional view of a hollow motor, FIG. 9 is a plan view showing a state when a small printed wiring board is used, FIG. 10 is a plan view showing a state when a large printed wiring board is used, and FIG. FIG. 12 is a perspective view showing a schematic configuration of a surface mounter according to the present invention, and FIG. 12 is a view showing a state during maintenance.
これらの図において、符号1で示すものは、この実施の形態による表面実装機を示す。この表面実装機1は、基台2の上に後述する各装置を搭載することによって構成されている。基台2上には、図1において左右方向に延びる搬送装置3が設けられている。この搬送装置3は、基台2の一端部(図1においては右側の端部)から他端部にプリント配線板4を搬送するもので、一対のコンベア5,6を備えている。
In these drawings, the
この搬送装置3がプリント配線板4を搬送する方向が本発明でいう第1の方向になり、この第1の方向とは直交する方向が第2の方向になる。以下においては、前記第1の方向を単にX方向といい、前記第2の方向を単にY方向という。また、図1において下側を装置前側といい、上側を装置後側という。
The direction in which the
搬送装置3は、基台2におけるY方向の中央部に位置付けられている。また、この搬送装置3を構成する一対のコンベア5,6のうち、装置前側のコンベア5は基台2にY方向へは移動することがないように固定されており、装置後側のコンベア6は、幅変更装置7(図3参照)によってY方向に平行移動可能に構成されている。この実施の形態による搬送装置3は、3枚のプリント配線板4をX方向下流部のものから順次搬送し、あるいは複数あるいは全てを同時に搬送し、3箇所の実装位置に位置決めして保持することができるように構成されている。
The
基台2における前記搬送装置3の両側方であって装置前側の端部と装置後側の端部とには多数のパーツフィーダー8,8…からなる電子部品供給装置9が設けられている。これらのパーツフィーダー8の電子部品供給部8aの高さは、図3に示すように、搬送装置3上のプリント配線板4と略同じ高さに位置付けられている。図3において、装置前側(同図において左側)に位置する電子部品供給装置9の上方に位置する符号10で示すものは、基台2に支持されるとともに、表示装置および操作入力装置を備え、この表面実装機1を操作するための操作装置である。
On both sides of the
前記基台2の上には、図1〜図3に示すように、電子部品11(図6、図7参照)を電子部品供給装置9からプリント配線板4に移載するための第1〜第3の電子部品移載ユニット21〜23が設けられている。これら第1〜第3の電子部品移載ユニット21〜23は、第3の電子部品移載ユニット23のものが他のものに対しY方向の垂直面を境として対称構造とされるが、基本的な構成は同一のものである。
As shown in FIGS. 1 to 3, on the
これら第1〜第3の電子部品移載ユニット21〜23のうち、プリント配線板4の搬送方向(以下、基板搬送方向という)の上流側から数えて1番目と2番目に位置する第1の電子部品移載ユニット21と第2の電子部品移載ユニット22とは、図1および図2に示すように、後述するヘッドユニット24が支持部材32に対し基板搬送方向下流側の側方に位置するようにされている。一方、第3の電子部品移載ユニット23は、ヘッドユニット24が支持部材32に対し基板搬送方向上流側の側方に位置するようにされている。
Among these first to third electronic
第1〜第3の電子部品移載ユニット21〜23は、図3および図11に示すように、基台2から上方に延びるように形成されたX方向移動部材25と、このX方向移動部材25の下部に設けられたX方向駆動装置26と、前記X方向移動部材25の上部に設けられたヘッドユニット24およびY方向駆動装置27などによって構成されている。前記X方向移動部材25によって、本発明でいう第1方向移動部材が構成されている。
As shown in FIGS. 3 and 11, the first to third electronic
X方向移動部材25は、図3および図11に示すように、上下方向に延びる一対の脚部材31と、これらの脚部材31の上端部どうしを接続するようにY方向に延びる支持部材32とから構成されている。
脚部材31は、基台2上に設けられた一対のX方向ガイドレール33に移動自在に支持されている。X方向ガイドレール33は、それぞれ図1および図2に示すように、基台2のX方向の一端部から他端部に延びるように基台2上に固定されている。この一対のX方向ガイドレール33によって本発明でいう第1方向ガイドレールが構成されている。
As shown in FIGS. 3 and 11, the
The
脚部材31の下端部31aは、図2に示すように、上端部31bに較べてX方向の一方に突出し、X方向の長さが長くなるように形成されている。この下端部31aは、前記上端部31bに対してヘッドユニット24が位置するX方向の一方に突出している。この実施の形態においては、前記下端部31aのX方向の長さは、下端部31aのX方向の先端面がヘッドユニット24の端面と同一平面上に位置するように形成されている。
As shown in FIG. 2, the
前記脚部材31の下端部31aには、後述するX方向駆動装置26の中空モータ34が設けられ、脚部材31の上下方向の中央部には部品認識装置35が設けられている。この部品認識装置35は、ヘッドユニット24の後述する吸着ノズル36に吸着された電子部品11を下方から撮像するためのものである。この部品認識装置35は、X方向を指向するカメラ37(図1参照)と、このカメラ37に上方からの光を導くための反射鏡38とを備えている。ヘッドユニット24が反射鏡38上方を、電子部品供給装置9上方からY方向に移動する際、カメラ37は、CCDエリアセンサにより、複数の吸着ノズルの先端部の画像を同時に瞬間的に取り込む。なお、部品認識装置35のカメラ部をラインセンサで構成しても良い。この場合、ヘッドユニット24がラインセンサの受光スリットの上方を通過する際、速度を落とす必要がない。
この部品認識装置35は、このように脚部材31に設ける他に、基台2の上部に取付けることができる。この構成を採る場合、部品認識装置35は、X方向において実装部(プリント配線板4に電子部品11を実装する実装部の近傍に設ける。また、この場合においても、部品認識装置35の高さは、電子部品供給部8aや搬送装置3上のプリント配線板4より低い位置に位置付ける。
A
In addition to being provided on the
前記支持部材32は、図2および図3に示すように、前記脚部材31の上端部の上に載せられた状態で脚部材31に固定されている。また、この支持部材32のY方向の両端部は、前記脚部材31より装置前側と装置後側とに突出するように形成されている。支持部材32のY方向の両端の位置は、図1および図3に示すように、前記パーツフィーダー8の上方に臨むように位置付けられている。
As shown in FIGS. 2 and 3, the
前記X方向移動部材25を駆動するX方向駆動装置26は、図1〜図3に示すように、基台2上にY方向に対をなすように設けられて前記脚部材31を移動自在に支持する前記X方向ガイドレール33と、これらのX方向ガイドレール33と隣接する部位に位置付けられたX方向ボールねじ軸41と、このX方向ボールねじ軸41に螺合するボールナット42(図8参照)と、前記脚部材31の下端部に取付けられた中空モータ34とから構成されている。前記X方向ボールねじ軸41によって本発明でいう第1方向ボールねじ軸が構成されている。
As shown in FIGS. 1 to 3, the
前記X方向ボールねじ軸41は、図1および図2に示すように、基台2のX方向の一端部から他端部に延びるように形成されており、両端部に設けられた取付部材44によって基台2の上面近傍に固定されている。このX方向ボールねじ軸41は、一対のX方向ガイドレール33の内側近傍にY方向に対をなすように設けられている。なお、X方向ガイドレール33とX方向ボールねじ軸41は、第1〜第3の電子部品移載ユニット21〜23に共有されており、第1〜第3の電子部品移載ユニット21〜23をX方向に移動させるために用いられる。
As shown in FIGS. 1 and 2, the X-direction ball screw
前記ボールナット42は、一般的なボールねじ機構に装備されているものと同じ構造のものが用いられ、図8に示すように、後述する中空モータ34のロータ45に取付けられている。
中空モータ34は、ブラシレスサーボモータであって、図8に示すように、X方向ボールねじ軸41が遊嵌状態で貫通するロータ45と、このロータ45を軸受46,47によって回転自在に支持するステータ48などによって構成されている。
The
The
前記ロータ45は、筒状に形成された回転軸45aと、この回転軸45aの外周部に固着した永久磁石45bなどによって構成されている。前記回転軸45aの軸線方向の一端部(図8においては上端部)には、他の部位より外径が大きくなるように大径部45cが形成されている。この大径部45cには、前記ボールナット42が嵌合した状態で固定用ボルト49によって固定されている。
The
前記ステータ48は、前記永久磁石45bと対向するコイル48aと、回転検出用のエンコーダ(図示せず)などを備え、前記脚部材31に突設されたモータ支持用ブラケット50に取付けられている。
このように中空モータ34が取付けられた脚部材31は、中空モータ34のロータ45が回転し、ボールナット42がロータ45と一体に回転してX方向ボールねじ軸41に対してX方向に移動することによって、ステータ48と一体となってX方向ガイドレール33に沿ってX方向に移動する。
The
In the
前記ヘッドユニット24は、図2および図3に示すように、前記支持部材32の一側面(X方向の一端面)に設けられたY方向ガイドレール51によって支持部材32にY方向に移動自在に支持されている。Y方向ガイドレール51は、支持部材32のY方向の一端部から他端部に延びるように形成されており、支持部材32の前記一側面に上下方向に対をなすように取付けられている。このY方向ガイドレール51によって本発明でいう第2方向ガイドレールが構成されている。
2 and 3, the
ヘッドユニット24は、図4に示すように、前記Y方向ガイドレール51にスライダ52を介して移動自在に支持された第1および第2の支持用プレート53,54と、これらの支持用プレート53,54に支持された複数の吸着ヘッド55および1台の下方撮像用カメラ56などによって構成されている。この実施の形態においては、前記吸着ヘッド55によって本発明でいう実装用ヘッドが構成されている。
As shown in FIG. 4, the
前記第1の支持用プレート53と第2の支持用プレート54とは、図4に示すように、支持部材32の側面(X方向の一端面)と平行に上下方向に延びるように形成されており、前記スライダ52によってY方向ガイドレール51を介して支持部材32にそれぞれY方向に移動可能に支持されている。また、これら第1、第2の支持用プレート53,54どうしは、Y方向に並ぶ状態で互いに接続されており、上端部に設けられた連結部材57によって離れることがないように結合されている。
As shown in FIG. 4, the
連結部材57は、ボルト58によって第1の支持用プレート53と第2の支持用プレート54とに固定されている。この実施の形態においては、第1の支持用プレート53に対して第2の支持用プレート54をX方向と上下方向とに位置決めするために、これら両プレート53,54の結合部分に位置決め用ピン59が設けられている。この位置決め用ピン59は、第1の支持用プレート53における第2の支持用プレート54に接続される端部に立設されており、第2の支持用プレート54に穿設されたピン孔59a(図5参照)に嵌合する。
The connecting
前記第1、第2の支持用プレート53,54のうち、図4において下側に位置する第1の支持用プレート53には、前記下方撮像用カメラ56が取付けられている。このカメラ56は、パーツフィーダー8の電子部品供給部8aにある電子部品11と、プリント配線板4のフィデューシャルマーク位置を検出し、電子部品11を吸着するときやプリント配線板4上の所定位置に電子部品11を実装するときに、ヘッドユニット24の位置を補正するためのものである。
Of the first and
この実施の形態においては、このカメラ56は、第1の支持用プレート53のY方向第2の支持用プレート54側の端部であって、X方向、支持部材32とは反対側の側部に取付けられている。この実施の形態によるカメラ56は、第1の支持用プレート53に第2の支持用プレート54を取付けることによって形成された組立体のY方向の中央部に位置付けられている。第1の支持用プレート53には、カメラ56が支持部材32とは反対側に大きく突出するのを防ぐためにカメラ収納用凹部53aが形成されている。カメラ56は、この凹部53a内に一部が臨む状態で第1の支持用プレート53に取付けられている。
In this embodiment, the
前記吸着ヘッド55は、この実施の形態では8台装備されており、図4に示すように、前記第1の支持用プレート53に設けられた第1のフレーム61と、第2の支持用プレート54に設けられた第2のフレーム62とにそれぞれ支持されている。8台の吸着ヘッド55は、第1、第2のフレーム61,62への取付位置が互いに異なることによる形状の相違はあるものの、全て同じ構造のものが使用されている。
In this embodiment, eight suction heads 55 are provided. As shown in FIG. 4, a
前記第1のフレーム61と第2のフレーム62とは、第1、第2の支持用プレート53,54からX方向、支持部材32とは反対側に延びるように形成されている。これらの第1、第2のフレーム61,62のX方向の先端部どうしは、連結部材63を介して互いに連結されている。この連結部材63は、ボルト64によって第1、第2のフレーム61,62に取付けられている。これらの第1のフレーム61と第2のフレーム62とには、4台の吸着ヘッド55がそれぞれX方向に並ぶように設けられている。
The
第1のフレーム61側の4台の吸着ヘッド55は、第1のフレーム61における第2のフレーム62に対向する側部に設けられている。第2のフレーム62側の4台の吸着ヘッド55は、第2のフレーム62における第1のフレーム61に対向する側部に設けられている。X方向に並ぶ4台の吸着ヘッド55のうち、中央部に位置する2台の吸着ヘッド55,55は、両側の2台の吸着ヘッド55,55に較べてY方向の外側に偏る位置に設けられている。
The four suction heads 55 on the
各吸着ヘッド55は、図6および図7に示すように、第1、第2のフレーム61,62に上下方向に延びるガイドレール65およびスライダ66を介して昇降自在に支持された昇降部材67と、この昇降部材67を昇降させるための上下方向駆動装置68と、前記昇降部材67の下端部に設けられた回転駆動装置69とから構成されている。この回転駆動装置69の下端部(吸着ノズル保持部材)に、吸着ノズル36が脱着可能に取付けられ、回転駆動装置69は吸着ノズル36を上下方向の軸線回りに回動させる。
前記回転駆動装置69は、吸着ノズル36と同一軸線上に位置するモータによって構成されている。このモータの回転軸は、図示してはいないが、吸着ノズル36を支持する軸部材に連結されている。70は回転駆動装置69を介して吸着ノズル36へ負圧を導く負圧供給管である。
As shown in FIGS. 6 and 7, each
The
前記上下方向駆動装置68は、前記昇降部材67を上下方向に貫通する状態で第1、第2のフレーム61,62に回転自在に支持されたボールねじ軸71と、このボールねじ軸71の上端部に接続されてボールねじ軸71を回転させる昇降用モータ72と、前記ボールねじ軸71に螺合するとともに、前記昇降部材67に固定されたボールナット73とから構成されている。
The
この実施の形態による吸着ヘッド55においては、上下方向駆動装置68による駆動によって吸着ノズル36が上下方向に移動し、回転駆動装置69による駆動によって吸着ノズル36が上下方向の軸線回りに回動する。
前記回転駆動装置69と吸着ノズル36とは、図4に示すように、平面視においてヘッドユニット24の中央部に位置付けられている。詳述すると、第1のフレーム61に装着された4台の吸着ヘッド55の吸着ノズル36は、下方撮像用カメラ56と隣接する位置においてX方向に一列に並べられている。また、第2のフレーム62に装着された4台の吸着ヘッド55の吸着ノズル36は、第1のフレーム61側の4つの吸着ノズル36に対してY方向に隣接する位置においてX方向に一列に並べられている。
In the
As shown in FIG. 4, the
すなわち、この実施の形態によるヘッドユニット24には、X方向に並ぶ4本の吸着ノズル36がY方向に2列となるように設けられている。下方撮像用カメラ56は、Y方向においては、この2列の吸着ノズル36の中間部に位置する。これらの吸着ノズル36のX方向の間隔(ノズルピッチ)は、パーツフィーダー8どうしの間隔(フィーダピッチ)と一致するように設定されている。
That is, the
上述したヘッドユニット24を支持部材32に対してY方向に移動させるY方向駆動装置27は、図1〜図4に示すように、支持部材32に設けられてヘッドユニット24をY方向に移動自在に支持する前記一対のY方向ガイドレール51,51と、これらのY方向ガイドレール51,51どうしの間に位置付けられたY方向ボールねじ軸81と、このY方向ボールねじ軸81に螺合するボールナット(図示せず)と、前記ヘッドユニット24の第1の支持用プレート53に支持された中空モータ82(図4参照)と、前記Y方向ボールねじ軸81の一端部に接続された副駆動用モータ83とから構成されている。この副駆動用モータ83の不図示のステータを支持するケースは、軸受部材85のケースを介して支持部材32に固着されている。
The Y-
前記Y方向ボールねじ軸81によって本発明でいう第2方向ボールねじ軸が構成されている。このY方向ボールねじ軸81は、図3に示すように、支持部材32のY方向の一端部から他端部に延びるように形成されており、両端部に設けられた軸受部材84によって支持部材32に回転自在、かつY方向に移動が規制された状態で支持されている。
The Y direction ball screw
Y方向駆動装置27のボールナットと中空モータ82とは、上述したX方向駆動装置26に使用した中空モータ34と同様の構造のものが用いられている。この中空モータ34は、図4および図5に示すように、前記第1の支持用プレート53に突設されたブラケット85に取付けられている。
The ball nut and the
前記副駆動用モータ83は、前記中空モータ82の駆動によりボールナットが回転するときの反力を受けてY方向ボールねじ軸81を支持部材32に対して固定する第1の運転状態と、前記中空モータ82の駆動によりボールナットが回転する方向とは逆方向にY方向ボールねじ軸81を回転させる第2の運転状態とを切り換えることができるように構成されている。
The
この副駆動用モータ83が第1の運転状態にあるときは、ヘッドユニット24は中空モータ82による駆動のみによって支持部材32に対してY方向に移動する。また、中空モータ82による駆動によってヘッドユニット24が移動するときに副駆動用モータ83が第2の運転状態とすると、ヘッドユニット24は、中空モータ82のみの駆動により移動する場合に較べて速い速度で移動することになる。
When the
上述したように構成された表面実装機1においては、プリント配線板4の大きさに対応した実装形態を採ることによって、常に実装効率が高くなるようにプリント配線板4に電子部品11を実装する。例えば、図9に示すように、プリント配線板4が相対的に小型である場合は、コンベア5,6上3箇所において、プリント配線板4を固定できるようにし、第1〜第3の電子部品移載ユニット21〜23によりそれぞれの実装位置に固定されたプリント配線板4に、分担して電子部品11を実装する。プリント配線板4は、3箇所の実装位置で順次電子部品11が実装されることで、部品実装が完了となる。
In the
この電子部品11の実装は、第1〜第3の電子部品移載ユニット21〜23において同時並行的に行われる。各電子部品移載ユニット21〜23においては、X方向駆動装置26による駆動によってX方向移動部材25がX方向に移動し、Y方向駆動装置27による駆動によってヘッドユニット24がY方向に移動する。また、各ヘッドユニット24の上下方向駆動装置68による駆動によって吸着ノズル36が昇降し、回転駆動装置69による駆動によって吸着ノズル36が回動する。
The
各電子部品移載ユニット21〜23の吸着ノズル36によって電子部品11を吸着するときには、基台2のY方向の一端部に設けられている電子部品供給装置9と、他端部に設けられている電子部品供給装置9との両方を使用することができる。
When the
この実施の形態による表面実装機1においては、ノズルピッチとフィーダピッチとが一致しているために、電子部品供給装置9で電子部品11を吸着するときにX方向に並ぶ4本の吸着ノズル36によって最大4個の電子部品11を一度に吸着することができる。
ヘッドユニット24は、8本の吸着ノズル36が電子部品11を吸着した後、電子部品供給装置9の上方からX方向ガイドレール33を越えて搬送装置3側に移動する。
In the
After the eight
このとき、ヘッドユニット24が部品認識装置35の上方を横切ることになり、部品認識装置35が8個の電子部品11を下方から一度に撮像する。この撮像結果に基づいて各電子部品11の吸着ノズル36に対する吸着位置が検出され、この検出された吸着位置ずれ量に基づいたヘッドユニット24位置の補正がされつつ、各電子部品11がプリント配線板4の所定の実装位置に実装される。ヘッドユニット24が長い距離にわたってY方向に移動するときは、Y方向駆動装置27の中空モータ82による駆動と副駆動用モータ83による駆動とによってヘッドユニット24を高速で移動させる。
At this time, the
図9により、第2及び第3の電子部品移載ユニット22、23において、ヘッドユニット24、24を対向して移動可能にしていることの特徴を説明する。
第3の電子部品移載ユニット23により最下流位置にあるプリント配線板4に電子部品11を実装中、第2の電子部品移載ユニット22は、電子部品供給部8aの電子部品11を吸着ノズル36で吸着している。第2の電子部品移載ユニット22は、部品認識装置35どうしが衝突し合わない位置まで、第3の電子部品移載ユニット23に近づけることができる。
The characteristics of the second and third electronic
While the
この結果、第3の電子部品移載ユニット23のヘッドユニット24の真下となる、最下流位置のプリント配線板4の実装位置に対して、第2の電子部品移載ユニット22のヘッドユニット24をX方向でより近づけることができる。すなわち、一対の電子部品移載ユニットの内一方が実装中に、他方の電子部品移載ユニットは、自身の実装対象のプリント配線板4中央部からX方向広い範囲(L)にある電子部品を吸着することができ、他方の電子部品移載ユニットのX方向広い範囲(L)にある電子部品を吸着のため、一方の電子部品移載ユニットの実装を中止する必要がなく、実装効率を向上できる。
As a result, the
一方、プリント配線板4が大型である場合は、図10に示すように、1枚のプリント配線板4に第2、第3の電子部品移載ユニット22,23によって同時に電子部品11を実装する。この場合、搬送装置3上に2枚の大型のプリント配線板4を保持させ、第1の電子部品移載ユニット21によって他方のプリント配線板4に電子部品を実装する。この実装形態を採る場合には、第2の電子部品移載ユニット22によって両方のプリント配線板4に電子部品11を実装することもできる。
On the other hand, when the printed
前記第2の電子部品移載ユニット22のヘッドユニット24は、支持部材32における第3の電子部品移載ユニット23と対向する位置に設けられている。また、第3の電子部品移載ユニット23のヘッドユニット24は、支持部材32における第2の電子部品移載ユニット22と対向する位置に設けられている。
The
すなわち、1枚のプリント配線板4に第2、第3の電子部品移載ユニット22,23によって電子部品11を実装するために、これらの電子部品移載ユニット22,23を互いに接近させた場合、図10に示すように、これら第2、第3の電子部品移載ユニット22,23のヘッドユニット24どうしがX方向に隣接して位置するようになる。
That is, when the
この場合、これらのヘッドユニット24をY方向に移動可能に支持する2つの支持部材32,32は、両方のヘッドユニット24を挟むように両ヘッドユニット24,24に対してX方向の両側に位置するようになる。
In this case, the two
このため、これら2つのヘッドユニット24どうしの間には支持部材32が位置していないために、支持部材32によって他方の電子部品移載ユニットの実装可能な範囲が狭められることはない。この結果、この実施の形態による表面実装機1によれば、一方の電子部品移載ユニットが他方の電子部品移載ユニットの移動を待つようなことはなく、実装効率を向上させることができる。
For this reason, since the
また、第2及び第3の電子部品移載ユニット22、23により、一枚のプリント配線板4に電子部品11を実装する場合においても、一方の電子部品移載ユニットで電子部品11を実装中、他方の電子部品移載ユニットで電子部品11を吸着し、これを交互に実施するようにしても実装効率を向上できる。この場合、実装中の相手のヘッドユニット24に対し、X方向に近い位置にある電子部品を吸着することができ、結果としてX方向広い範囲の電子部品供給部8aの電子部品11をプリント配線板4上に実装することができる。
Further, even when the
また、第1〜第3の電子部品移載ユニット21〜23の各X方向移動部材25は、基台2上でX方向に移動するものであるから、支持が安定した状態で移動する。このため、このX方向移動部材25は、従来の表面実装機の支持部材のようにガイドレールに吊り下げられた状態で移動するものとは異なり、高速で移動しても吸着ノズル36が振動するようなことはない。
Moreover, since each X
この実施の形態による表面実装機1は、ヘッドユニット24が互いに対向する第2、第3の電子部品移載ユニット22,23に対してX方向に隣接する位置に第1の電子部品移載ユニット21を備えている。この第1の電子部品移載ユニット21のヘッドユニット24は支持部材32における前記第2、第3の電子部品移載ユニット22,23と近接する側部にY方向へ移動可能に設けられている。
The
このため、第2、第3の電子部品移載ユニット22,23が電子部品11をプリント配線板7に実装しているときにこれらの電子部品移載ユニット22,23に第1の電子部品移載ユニット21のヘッドユニット24を接近させることができる。このため、第1の電子部品移載ユニット21が電子部品11を電子部品供給装置9から取出すことができる範囲を、X方向において、第2、第3の電子部品移載ユニット22,23の部品取出領域と重なるように拡げることができる。したがって、前記第1の電子部品移載ユニット21において、より多くのパーツフィーダー8を使用して実装を行うことができる。
Therefore, when the second and third electronic
また、この実施の形態によれば、第2、第3の電子部品移載ユニット22,23と第1の電子部品移載ユニット21とが別のプリント配線板4に電子部品11をそれぞれ実装する構成を採る場合、これら2枚のプリント配線板4,4の間隔を狭くすることができる。この結果、小型化された表面実装機1を製造することができた。
Further, according to this embodiment, the second and third electronic
この実施の形態による表面実装機1においては、X方向移動部材25に設けられた中空モータ34がボールナット42を回転させることによって、X方向移動部材25がX方向ガイドレール33に沿って移動する。前記中空モータ34を有するX方向駆動装置26は、X方向ボールねじ軸を回転させてボールナットを移動させる一般的なボールねじ機構に較べて、中空モータ34の回転速度を高くすることができる。
In the
これは、ボールねじ軸を高速で回転させる場合、いわゆる「回転振動力による軸の共振現象」の発生を防ぐために回転速度が規制されるが、ボールナット42を回転させることによりこの規制を解除することができるからである。この回転振動力による軸の共振現象とは、高速で回転するボールねじ軸が例えば中央部で最も振幅が大きくなるように撓みながら回転する現象である。
This is because when the ball screw shaft is rotated at a high speed, the rotation speed is restricted in order to prevent the occurrence of the so-called “resonance phenomenon of the shaft due to rotational vibration force”, but this restriction is released by rotating the
また、一般に、ボールねじ軸は、停止させるときにボールナットに較べて大きな慣性が作用するために、高い精度でボールナットを停止させるためには回転速度を高めるにも限界があり、この点からも回転速度の制約を受けるものである。
したがって、この実施の形態によれば、X方向移動部材25をボールねじ軸が回転する構成のボールねじ機構によって駆動する場合に較べて高速で移動させることができ、実装効率をより一層向上させることができる。
In general, since the ball screw shaft has a larger inertia than the ball nut when it is stopped, there is a limit to increasing the rotation speed in order to stop the ball nut with high accuracy. Are also subject to rotational speed constraints.
Therefore, according to this embodiment, the
この実施の形態による表面実装機1においては、ヘッドユニット24も中空モータ34を有するY方向駆動装置27によって駆動することができる。このY方向駆動装置27は、上述したように、ボールねじ軸を回転させる構成の駆動装置に較べてモータの回転速度を高めることができる。
このため、この実施の形態によれば、ヘッドユニット24を高速で移動させることができ、さらに実装効率を向上させることができる。
In the
Therefore, according to this embodiment, the
この実施の形態による表面実装機1において、ヘッドユニット24に装備されている吸着ヘッド55のメンテナンスは、図5に示すように、ヘッドユニット24を分解した状態で行う。このときは、連結部材57,63のボルト58,64を取外して第2の支持用プレート54を第1の支持用プレート53から離すとともに、第2のフレーム62を第1のフレーム61から離す。
In the
第1の支持用プレート53と第2の支持用プレート54とは、それぞれスライダ52を介してY方向ガイドレール51に移動自在に支持されている。このため、第2の支持用プレート54を第1の支持用プレート53から離間するように移動させることによって、第1のフレーム61側の4台のヘッドユニット24と、第2のフレーム62側の4台のヘッドユニット24との間を広く開放することができる。
The
各吸着ヘッド55のメンテナンスは、この広い空間に例えば図12に示すように装置前側または装置後側から作業者Mが手をのばすことによって行うことができる。このとき、作業者Mとヘッドユニット24との間には基台2上のX方向ガイドレール33とX方向ボールねじ軸41しかないため、他の部品が邪魔になることはない。
Maintenance of each
(第2の実施の形態)
X方向移動部材は図13および図14に示すように構成することができる。
図13はX方向移動部材の他の実施の形態を示す平面図、図14はX方向移動部材を拡大して示す側面図である。これらの図において、前記図1〜図12によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明を適宜省略する。
(Second Embodiment)
The X-direction moving member can be configured as shown in FIGS.
FIG. 13 is a plan view showing another embodiment of the X-direction moving member, and FIG. 14 is an enlarged side view showing the X-direction moving member. In these drawings, members that are the same as or equivalent to those described with reference to FIGS. 1 to 12 are given the same reference numerals, and detailed descriptions thereof are omitted as appropriate.
この実施の形態によるX方向移動部材25の一対の部品認識装置35,35は、Y方向に移動することができるように構成されている。これらの部品認識装置35は、脚部材31の側面にY方向に延びる状態で固定された上下一対の第2のY方向ガイドレール101に移動可能に支持されている。第2のY方向ガイドレール101は、支持部材32に設けられているY方向ガイドレール51と略同じ長さとなるように形成されている。すなわち、部品認識装置35のY方向の移動範囲は、ヘッドユニット24と同等の範囲になる。
The pair of
前記部品認識装置35は、前記一対の第2のY方向ガイドレール101,101の間に位置する駆動装置102の駆動によりY方向に移動する。この駆動装置102は、ボールねじ式のもので、図示してはいないが、前記第2のY方向ガイドレール101と平行に延びるボールねじ軸と、このボールねじ軸を回転させるモータと、前記ボールねじ軸に螺合したボールナットなどによって構成されている。
The
この実施の形態による脚部材31の下端部31aは、上端部31bの真下となる部位からヘッドユニット24とは反対側に延びるように形成されている。この実施の形態において、ヘッドユニット24における支持部材32とは反対側に位置する端面A(図14参照)は、脚部材31のX方向の端面BよりX方向に突出することになる。この構成を採ることにより、ヘッドユニット24を他の部品移載ユニットにより一層接近させることができるから、このヘッドユニット24によって電子部品11を取出すことができる範囲をX方向により一層拡げることができる。
The
この実施の形態において、吸着ノズル36に吸着された電子部品11を撮像するためには、Y方向において最も近い位置にある部品認識装置35を移動させて行う。すなわち、ヘッドユニット24が互いに対向するように構成された第2、第3の電子部品移載ユニット22,23において、実装中の電子部品移載ユニットの一対の部品認識装置35,35のうち、少なくとも、吸着動作中の電子部品移載ユニットのヘッドユニットにY方向近い側の部品認識装置35を移動させるか、吸着動作中の電子部品移載ユニットの一対の部品認識装置35,35のうち、吸着動作中のヘッドユニットからY方向遠い側の部品認識装置35を移動させる。
In this embodiment, in order to take an image of the
この実施の形態においては、部品認識装置35の上面と、パーツフィーダー8の電子部品供給部8aの上面と、プリント配線板4の上面とが略同じ高さに位置付けられている。このため、パーツフィーダー8上方から部品認識装置35の上方を通してプリント配線板4上方へあるいはプリント配線板4上方から部品認識装置35の上方を通してパーツフィーダー8上方に吸着ヘッド55を移動するに際し、吸着ヘッド55の昇降距離を小さくすることができ、実装効率を向上できる。なお、部品認識装置35としては、反射鏡38を用いることなく、カメラ37を上方を指向する状態で基台2上に取付けることによって構成することもできる。この構成を採ることにより、脚部材31の上下方向長さを短くできるので、X方向移動部材25を軽量化でき、X方向の電子部品11の移載速度を向上することができる。
In this embodiment, the upper surface of the
これにより、吸着動作中の電子部品移載ユニットは、自身の実装対象のプリント配線板4中央部からX方向より広い範囲(L)にある電子部品を吸着することができ、結果として、他方の電子部品移載ユニットの実装を中止する必要がなく、実装効率を向上できる。
Thereby, the electronic component transfer unit in the suction operation can suck an electronic component in a range (L) wider than the X direction from the central portion of the printed
また、この実施の形態による表面実装機1においては、脚部材31の下端部31aをヘッドユニット24とは反対側に延びるように形成しているから、第1の実施の形態による表面実装機1に較べて、ヘッドユニット24、支持部材32および部品認識装置35の位置を下げることができた。
Further, in the
(第3の実施の形態)
本発明に係る表面実装機は図15〜図19に示すように構成することができる。
図15〜図19は他の実施の形態を示す平面図である。これらの図において、前記図1〜図12によって説明したものと同一もしくは同等の部材については、同一符号を付し詳細な説明を適宜省略する。
(Third embodiment)
The surface mounter according to the present invention can be configured as shown in FIGS.
15 to 19 are plan views showing other embodiments. In these drawings, members that are the same as or equivalent to those described with reference to FIGS. 1 to 12 are given the same reference numerals, and detailed descriptions thereof are omitted as appropriate.
図15に示す表面実装機1の第1の電子部品移載ユニット21は、ヘッドユニット24が装置外側(搬送方向の上流側)に位置するように構成されている。言い換えれば、第1の電子部品移載ユニット21のヘッドユニット24は、支持部材32における第2、第3の電子部品移載ユニット22,23とは反対側の側部にY方向に移動可能に設けられている。図15に示す表面実装機1によって、請求項3に記載した発明に係る表面実装機が構成されている。
The first electronic
この構成を採ることにより、電子部品供給装置9を設けることができる範囲をX方向において装置外側に拡げることができるから、パーツフィーダー8の搭載数を増やすことができ、多くの種類の電子部品11を実装可能な表面実装機を提供することができる。また、例えば使用頻度が高い電子部品11を供給するパーツフィーダー8を多く装備することにより、電子部品11の不足によるパーツフィーダー8の交換頻度を少なくすることができる。さらに、パーツフィーダー8の交換回数を低減することができるから、パーツフィーダー8の交換時に装置を停止させる場合は停止回数が低減し、実装効率を向上させることができる。
By adopting this configuration, the range in which the electronic
図16に示す表面実装機1は、合計5組の電子部品移載ユニットを装備している。この表面実装機1においては、ヘッドユニット24が互いに対向する2組の電子部品移載ユニット(第2、第3の電子部品移載ユニット22,23)に対して、X方向に隣接する位置に他の2組以上の電子部品移載ユニット(第1の電子部品移載ユニット21と他の電子部品移載ユニット201)をさらに備えている。これらの他の2組以上の電子部品移載ユニットのうち互いに隣り合う2組の部品移載ユニット(第1の電子部品移載ユニット21と他の電子部品移載ユニット201)のヘッドユニット24,24は、支持部材32における他方の部品移載ユニットと対向する位置に設けられている。
図16に示す表面実装機1によって、請求項4に記載した発明に係る表面実装機が構成されている。
The
The
図17に示す表面実装機1は、合計7台の電子部品移載ユニットを装備している。この表面実装機1においては、ヘッドユニット24が互いに対向する2組の電子部品移載ユニット(第2、第3の電子部品移載ユニット22,23)に対してX方向に隣接する位置に他の4組以上の部品移載ユニット(第1の電子部品移載ユニット21と他の電子部品移載ユニット201,202)をさらに備えている。これらの他の4組以上の電子部品移載ユニットは、互いに隣接する2組の電子部品移載ユニットからなる部品移載ユニット群203が2つ設けられる構成とされている。各部品移載ユニット群203の2組の電子部品移載ユニットのヘッドユニット24,24は、支持部材32における他方の電子部品移載ユニットと対向する位置に設けられている。
図17に示す表面実装機1によって、請求項5に記載した発明に係る表面実装機が構成されている。
The
The
図16および図17に示す表面実装機1によれば、ヘッドユニット24,24どうしが互いに隣り合う一対の電子部品移載ユニットが複数組装備されるから、実装効率をより一層向上させることができる。
According to the
図18に示す表面実装機1は、合計5台の電子部品移載ユニットを装備している。この表面実装機1においては、ヘッドユニット24が互いに対向する2組の電子部品移載ユニット(第2、第3の電子部品移載ユニット22,23)に対してX方向に隣接する位置に他の2組以上の電子部品移載ユニット(第1の電子部品移載ユニット21と他の電子部品移載ユニット201)をさらに備えている。
The
これらの他の2組以上の電子部品移載ユニットのヘッドユニット24は、隣接する電子部品移載ユニットのヘッドユニット24との間に支持部材32が位置するように設けられている。すなわち、他の2組以上の電子部品移載ユニットのヘッドユニット24は、支持部材32に対して基板搬送方向の下流側に位置付けられている。図18に示す表面実装機1によって、請求項6に記載した発明に係る表面実装機が構成されている。
図18に示した表面実装機1によれば、多くの電子部品移載ユニットを装備しているから実装効率をより一層向上させることができる。
The
Since the
図19に示す表面実装機1は、ヘッドユニット24が互いに対向する位置に設けられた第2、第3の電子部品移載ユニット22,23のうち、第2の電子部品移載ユニット22は、2台のヘッドユニット24,24を装備している。これらのヘッドユニット24は、支持部材32における同一の側部にY方向に移動可能に支持されている。図19に示す表面実装機1によって、請求項7に記載した発明に係る表面実装機が構成されている。
この構成を採ることにより、一つの電子部品移載ユニット当たりのヘッドユニット24の数が増えるから、実装効率をより一層向上させることができる。
In the
By adopting this configuration, the number of
1…表面実装機、2…基台、3…搬送装置、9…電子部品供給装置、21〜23…第1〜第3の電子部品移載ユニット、24…ヘッドユニット、25…X方向移動部材、26…X方向駆動装置、32…支持部材、33…X方向ガイドレール、34…中空モータ、36…吸着ノズル、41…X方向ボールねじ軸、51…Y方向ガイドレール、55…吸着ヘッド、201,202…他の電子部品移載ユニット、203…部品移載ユニット群。
DESCRIPTION OF
Claims (10)
この搬送装置に対して第1の方向とは交差する第2の方向に離間する部位であって、搬送装置の少なくとも一方の側方に設けられた電子部品供給装置と、
前記搬送装置の上方で第2の方向に延びる支持部材を有し、前記基台上で第1の方向に移動する第1方向移動部材と、
実装用ヘッドを有し、前記支持部材の側部に支持された状態で第2の方向に移動することにより電子部品を電子部品供給装置から搬送装置上のプリント配線板に移載するヘッドユニットとを備えた表面実装機であって、
前記第1方向移動部材とヘッドユニットとからなる部品移載ユニットを少なくとも2組備え、
これらの部品移載ユニットのヘッドユニットを、支持部材における隣接する他の部品移載ユニットと対向する側部に設けたことを特徴とする表面実装機。 A transport device for transporting a printed wiring board in a first direction on a base;
An electronic component supply device provided at a side of at least one side of the transfer device, which is a part spaced apart in a second direction intersecting the first direction with respect to the transfer device;
A first direction moving member having a support member extending in a second direction above the conveying device and moving in the first direction on the base;
A head unit having a mounting head and moving the electronic component from the electronic component supply device to the printed wiring board on the transport device by moving in the second direction while being supported by the side portion of the support member; A surface mount machine equipped with
Comprising at least two sets of component transfer units each including the first direction moving member and the head unit;
A surface mounting machine characterized in that the head unit of these component transfer units is provided on a side portion of the support member facing another adjacent component transfer unit.
2組の部品移載ユニットに対して第1の方向に隣接する位置に他の1組の部品移載ユニットをさらに備え、
前記他の部品移載ユニットのヘッドユニットを支持部材における前記2組の部品移載ユニットと近接する側部に第2の方向へ移動可能に設けたことを特徴とする表面実装機。 The surface mounter according to claim 1,
And further comprising another set of component transfer units at positions adjacent to the two sets of component transfer units in the first direction,
A surface mounter, wherein a head unit of the other component transfer unit is provided on a side portion of the support member adjacent to the two sets of component transfer units so as to be movable in a second direction.
2組の部品移載ユニットに対して第1の方向に隣接する位置に他の1組の部品移載ユニットをさらに備え、
前記他の部品移載ユニットのヘッドユニットを支持部材における前記2組の部品移載ユニットとは反対側の側部に第2の方向へ移動可能に設けたことを特徴とする表面実装機。 The surface mounter according to claim 1,
And further comprising another set of component transfer units at positions adjacent to the two sets of component transfer units in the first direction,
A surface mounter, wherein a head unit of the other component transfer unit is provided on a side of the support member opposite to the two sets of component transfer units so as to be movable in a second direction.
2組の部品移載ユニットに対して第1の方向に隣接する位置に他の2組以上の部品移載ユニットをさらに備え、
前記他の2組以上の部品移載ユニットのうち互いに隣り合う2組の部品移載ユニットのヘッドユニットを、支持部材における他方の部品移載ユニットと対向する位置に設けたことを特徴とする表面実装機。 The surface mounter according to claim 1,
Two or more other component transfer units are further provided at positions adjacent to the two sets of component transfer units in the first direction,
A surface in which the head unit of two sets of component transfer units adjacent to each other among the two or more sets of component transfer units is provided at a position facing the other component transfer unit in the support member. Mounting machine.
2組の部品移載ユニットに対して第1の方向に隣接する位置に他の4組以上の部品移載ユニットをさらに備え、
前記他の4組以上の部品移載ユニットは、互いに隣接する2組の部品移載ユニットからなる部品移載ユニット群が2つ設けられる構成とされ、
各部品移載ユニット群の2組の部品移載ユニットのヘッドユニットを、支持部材における他方の部品移載ユニットと対向する位置に設けたことを特徴とする表面実装機。 The surface mounter according to claim 1,
It further includes four or more sets of component transfer units at positions adjacent to the two sets of component transfer units in the first direction,
The other four or more sets of component transfer units are configured to include two component transfer unit groups each including two sets of component transfer units adjacent to each other.
A surface mounter, wherein the head units of two sets of component transfer units of each component transfer unit group are provided at positions facing the other component transfer units in the support member.
2組の部品移載ユニットに対して第1の方向に隣接する位置に他の2組以上の部品移載ユニットをさらに備え、
前記他の2組以上の部品移載ユニットのヘッドユニットは、隣接する部品移載ユニットのヘッドユニットとの間に支持部材が位置するように設けられていることを特徴とする表面実装機。 The surface mounter according to claim 1,
Two or more other component transfer units are further provided at positions adjacent to the two sets of component transfer units in the first direction,
2. The surface mounter according to claim 1, wherein the head units of the other two or more sets of component transfer units are provided such that a support member is positioned between the head units of the adjacent component transfer units.
ヘッドユニットが互いに対向する位置に設けられた2組の部品移載ユニットのうち、少なくとも一方の部品移載ユニットは、支持部材におけるヘッドユニットを支持する側部にさらに別のヘッドユニットを備えていることを特徴とする表面実装機。 In the surface mounter according to any one of claims 1 to 6,
Of the two sets of component transfer units provided at positions where the head units face each other, at least one of the component transfer units includes another head unit on a side portion of the support member that supports the head unit. A surface mounting machine characterized by that.
ヘッドユニットにおける支持部材とは反対側に位置する第1の方向の端面は、第1方向移動部材における第1の方向の端面より支持部材とは反対側に突出していることを特徴とする表面実装機。 In the surface mounter according to any one of claims 1 to 7,
The surface mounting in which the end surface in the first direction located on the side opposite to the support member in the head unit protrudes on the side opposite to the support member from the end surface in the first direction on the first direction moving member. Machine.
第1方向移動部材を駆動する駆動装置を、基台上で第1の方向に延びて第1方向移動部材を移動自在に支持する第1方向ガイドレールと、
基台における前記第1方向ガイドレールと隣接する位置に固定され、基台における第1の方向の一端部から他端部に延びる第1方向ボールねじ軸と、
このボールねじ軸に螺合し、かつ第1方向移動部材に第1の方向への移動が規制された状態で回転自在に支持されたボールナットと、
前記ボールねじ軸が貫通する状態で第1方向移動部材に支持され、前記ボールナットを回転させる中空モータとから構成したことを特徴とする表面実装機。 In the surface mounter according to any one of claims 1 to 8,
A first direction guide rail that drives the first direction moving member in a first direction on the base and movably supports the first direction moving member;
A first direction ball screw shaft that is fixed at a position adjacent to the first direction guide rail in the base and extends from one end of the base in the first direction to the other end;
A ball nut screwed to the ball screw shaft and rotatably supported in a state in which movement in the first direction is restricted by the first direction moving member;
A surface mounting machine comprising a hollow motor that is supported by a first direction moving member in a state in which the ball screw shaft penetrates and rotates the ball nut.
ヘッドユニットを駆動する駆動装置を、支持部材に沿って第2の方向に延びてヘッドユニットを移動自在に支持する第2方向ガイドレールと、
支持部材における前記第2方向ガイドレールと隣接する位置に固定され、支持部材における第2の方向の一端部から他端部に延びる第2方向ボールねじ軸と、
このボールねじ軸に螺合し、かつヘッドユニットに第2の方向への移動が規制された状態で回転自在に支持されたボールナットと、
前記ボールねじ軸が貫通する状態でヘッドユニットに支持され、前記ボールナットを回転させる中空モータとから構成したことを特徴とする表面実装機。 In the surface mounter according to any one of claims 1 to 9,
A driving device for driving the head unit, a second direction guide rail that extends in the second direction along the support member and movably supports the head unit;
A second direction ball screw shaft that is fixed at a position adjacent to the second direction guide rail in the support member and extends from one end portion in the second direction to the other end portion of the support member;
A ball nut screwed to the ball screw shaft and rotatably supported by the head unit in a state where movement in the second direction is restricted;
A surface mounter comprising: a hollow motor that is supported by a head unit in a state in which the ball screw shaft passes therethrough and that rotates the ball nut.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006148135A JP2007317995A (en) | 2006-05-29 | 2006-05-29 | Surface-mounting apparatus |
| CN 200710106449 CN101083902A (en) | 2006-05-29 | 2007-05-29 | Surface mounting machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006148135A JP2007317995A (en) | 2006-05-29 | 2006-05-29 | Surface-mounting apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007317995A true JP2007317995A (en) | 2007-12-06 |
Family
ID=38851575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006148135A Withdrawn JP2007317995A (en) | 2006-05-29 | 2006-05-29 | Surface-mounting apparatus |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2007317995A (en) |
| CN (1) | CN101083902A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008035425B3 (en) * | 2008-07-30 | 2010-04-15 | Siemens Aktiengesellschaft | Automatic element assembling machine for basal plate, has basal plate whose element is assembled by assembling end of arm when element of another basal plate is assembled by another assembling end of arm, where elements are same type |
| JP2012004606A (en) * | 2011-10-06 | 2012-01-05 | Panasonic Corp | Component mounting method |
| FR3025398A1 (en) * | 2014-08-28 | 2016-03-04 | Europlacer Ind | ELECTRONIC COMPONENT RETURN MACHINE ON ELECTRONIC CARDS WITH MULTIPLE HEADS OF REPORT |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011011748A (en) * | 2009-06-30 | 2011-01-20 | Tesetsuku:Kk | Taping apparatus |
| CA2799379A1 (en) * | 2010-05-21 | 2011-11-24 | Harmonic Drive Systems Inc. | Sealed rotational output unit and sealed motor assembly |
| JP5252516B2 (en) * | 2010-11-30 | 2013-07-31 | 上野精機株式会社 | Electronic component holding device, electronic component inspection device including the same, and electronic component classification device |
| JP2014038946A (en) * | 2012-08-16 | 2014-02-27 | Sony Corp | Mounting device, component arranging method and board manufacturing method |
| CN103906369B (en) * | 2014-04-11 | 2017-06-06 | 山东日发纺织机械有限公司 | The electronic component mounting apparatus of circuit substrate production line |
| JP6415864B2 (en) * | 2014-06-06 | 2018-10-31 | Juki株式会社 | Electronic component mounting apparatus and electronic component mounting method |
| JP6737961B2 (en) * | 2017-08-09 | 2020-08-12 | 株式会社Fuji | Parts mounting machine |
| CN108513532B (en) * | 2018-05-22 | 2020-06-02 | 江苏腾世机电有限公司 | Clamping mechanism of chip mounter special for bidirectional control LED display screen |
| CN111219464A (en) * | 2019-11-18 | 2020-06-02 | 歌尔股份有限公司 | Axial drive mechanism and electromechanical device |
| CN113631026B (en) * | 2021-08-09 | 2023-01-06 | 恩纳基智能科技无锡有限公司 | Circulated type chip mounter that simplies |
-
2006
- 2006-05-29 JP JP2006148135A patent/JP2007317995A/en not_active Withdrawn
-
2007
- 2007-05-29 CN CN 200710106449 patent/CN101083902A/en active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008035425B3 (en) * | 2008-07-30 | 2010-04-15 | Siemens Aktiengesellschaft | Automatic element assembling machine for basal plate, has basal plate whose element is assembled by assembling end of arm when element of another basal plate is assembled by another assembling end of arm, where elements are same type |
| JP2012004606A (en) * | 2011-10-06 | 2012-01-05 | Panasonic Corp | Component mounting method |
| FR3025398A1 (en) * | 2014-08-28 | 2016-03-04 | Europlacer Ind | ELECTRONIC COMPONENT RETURN MACHINE ON ELECTRONIC CARDS WITH MULTIPLE HEADS OF REPORT |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101083902A (en) | 2007-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007317995A (en) | Surface-mounting apparatus | |
| KR101126501B1 (en) | Device for mounting electronic parts | |
| JP2007096062A (en) | Electronic component transfer device | |
| JP2011035080A (en) | Electronic component mounting device | |
| JP2007318001A (en) | Surface mounter | |
| JP4203303B2 (en) | Electronic component mounting equipment | |
| JP4358013B2 (en) | Component conveying device, surface mounter and component testing device | |
| JP5000537B2 (en) | Component conveying device, component mounting device, and component inspection device | |
| JP2007318000A (en) | Surface-mounting apparatus | |
| JP5850794B2 (en) | Component conveying device and component mounting machine | |
| JP6166903B2 (en) | Electronic component mounting equipment | |
| JP2008017571A (en) | Linear motor and parts mounter | |
| JP2007194248A (en) | Surface mounter | |
| WO2013105175A1 (en) | Component mounting device | |
| JP4814262B2 (en) | Surface mount machine | |
| JP2007123668A (en) | Surface mounter | |
| JP2007317999A (en) | Surface-mounting apparatus | |
| JP5201483B2 (en) | Electronic component mounting device | |
| JP2007173565A (en) | Electronic component moving device, surface-mounting machine and ic handler | |
| JP2007194246A (en) | Surface mounter | |
| JP2007173567A (en) | Electronic component moving device, surface-mounting machine and ic handler | |
| JP2015156416A (en) | Part mounting device | |
| JP5401249B2 (en) | Component mounting equipment | |
| JP6650253B2 (en) | Electronic component mounting machine | |
| JP2007194578A (en) | Electronic component shifter, surface mounting machine, and ic handler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090403 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100215 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20100302 |