JP2007196249A - 異形板状部材の製造方法 - Google Patents
異形板状部材の製造方法 Download PDFInfo
- Publication number
- JP2007196249A JP2007196249A JP2006015888A JP2006015888A JP2007196249A JP 2007196249 A JP2007196249 A JP 2007196249A JP 2006015888 A JP2006015888 A JP 2006015888A JP 2006015888 A JP2006015888 A JP 2006015888A JP 2007196249 A JP2007196249 A JP 2007196249A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- product
- billet
- manufacturing
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 30
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000005520 cutting process Methods 0.000 claims abstract description 4
- 238000005242 forging Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 abstract description 8
- 239000010959 steel Substances 0.000 abstract description 8
- 239000002994 raw material Substances 0.000 abstract description 5
- 238000004080 punching Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 238000010273 cold forging Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000005219 brazing Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images


Landscapes
- Forging (AREA)
Abstract
塑性加工によって小物部品を支持するブラケット、ローラチェーンのリンク板などのように、輪郭が異形の板状部材を成形するに際して、素材として帯鋼を用いるときの歩留まりの低さを改善することにある。
【解決手段】
線材を切断して素材のビレットを作る準備工程と、ビレットをフォーマーにセットして製品の輪郭と対応する丸い捧状の半成形品を製作する中間工程と、前記半成形品を金型の平坦な面の間で挟圧して板状に押しつぶす圧造工程とを含む異形板状部材の製法である。
【選択図】 図3
Description
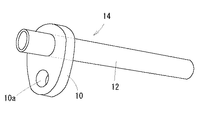
10a ボルト孔
10b 大きい円弧
10c 小さい円弧
10d 直線
10e 大きい透孔
12 鋼管
14 車両用燃料配管部材
20 ビレット
22 半成形品
22a 外形線
22b 端部
23、24 金型の平坦な面
23a ピン
25 圧造品
25a 圧痕
Claims (3)
- 線材を切断して素材のビレットを作る準備工程と、ビレットをフォーマーにセットして製品の輪郭と対応する丸い捧状の半成形品を製作する中間工程と、前記半成形品を金型の平坦な面の間で挟圧して板状に押しつぶす圧造工程とを含む異形板状部材の製造方法。
- 請求項1において、前記中間工程と圧造工程との間に、金型と一体に進退する回りとめピンを半成形品の軸芯方向へ向け押込んで固定する過程を包含する異形板状部材の製造方法。
- 請求項1において、前記半成形品を両端を球面としたテーパー棒とし、略卵形のブラケット素材を成形する異形板状部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006015888A JP2007196249A (ja) | 2006-01-25 | 2006-01-25 | 異形板状部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006015888A JP2007196249A (ja) | 2006-01-25 | 2006-01-25 | 異形板状部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007196249A true JP2007196249A (ja) | 2007-08-09 |
Family
ID=38451360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006015888A Pending JP2007196249A (ja) | 2006-01-25 | 2006-01-25 | 異形板状部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007196249A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111036813A (zh) * | 2019-12-12 | 2020-04-21 | 江苏亚星锚链股份有限公司 | 一种高强度的水下割船环的锻造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60102246A (ja) * | 1983-11-09 | 1985-06-06 | Musashi Seimitsu Kogyo Kk | 内燃機関用コネクテイングロツドの製造方法 |
| JP2001293531A (ja) * | 2000-04-12 | 2001-10-23 | Toyota Motor Corp | ワークの内径精度向上方法、カムシャフトの製造方法 |
| JP2003285138A (ja) * | 2002-01-24 | 2003-10-07 | Nissan Motor Co Ltd | 組立式カムシャフト用カムピースの製造方法 |
| JP2004019494A (ja) * | 2002-06-13 | 2004-01-22 | Nissan Motor Co Ltd | エンジン用組立式カムシャフトおよびその製造方法 |
-
2006
- 2006-01-25 JP JP2006015888A patent/JP2007196249A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60102246A (ja) * | 1983-11-09 | 1985-06-06 | Musashi Seimitsu Kogyo Kk | 内燃機関用コネクテイングロツドの製造方法 |
| JP2001293531A (ja) * | 2000-04-12 | 2001-10-23 | Toyota Motor Corp | ワークの内径精度向上方法、カムシャフトの製造方法 |
| JP2003285138A (ja) * | 2002-01-24 | 2003-10-07 | Nissan Motor Co Ltd | 組立式カムシャフト用カムピースの製造方法 |
| JP2004019494A (ja) * | 2002-06-13 | 2004-01-22 | Nissan Motor Co Ltd | エンジン用組立式カムシャフトおよびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111036813A (zh) * | 2019-12-12 | 2020-04-21 | 江苏亚星锚链股份有限公司 | 一种高强度的水下割船环的锻造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI537075B (zh) | 扳手工具製程方法 | |
| US6842982B2 (en) | Method of producing bushing | |
| JP5446787B2 (ja) | リング素材の製造方法 | |
| JP3787767B2 (ja) | 鍔付き連結シャフトの製造方法 | |
| KR20060116099A (ko) | 자동차용 유니버셜 조인트 및 그 제조방법 | |
| KR101473948B1 (ko) | 플랜지 구조체의 제조 방법 | |
| JP3622062B2 (ja) | ギヤの製造方法 | |
| JP2004330278A (ja) | ピアスナットの製造方法 | |
| CN107848016A (zh) | 利用冷锻的汽车用转向装置的夹紧轭制造方法 | |
| JP3331499B2 (ja) | ブシュの加工方法 | |
| JP2007196249A (ja) | 異形板状部材の製造方法 | |
| CN111842524A (zh) | 带凹槽零部件的挤压成型模具及方法 | |
| CN107008838A (zh) | 一种沉头内六角螺栓成形方法 | |
| KR19990046098A (ko) | 플랜지를갖는볼트의제조방법 | |
| CN215467864U (zh) | 一种锁片六角法兰面锁紧螺母的冷镦成型模具组 | |
| JP4435376B2 (ja) | スチールホイールにおけるボルト穴の成形方法 | |
| JP2010042440A (ja) | 溝付きボルトの製造方法 | |
| JP2009028780A (ja) | 中空成形体の製造方法 | |
| KR100426334B1 (ko) | 휠용 니플의 제조방법 | |
| JPH0658124B2 (ja) | ユニバ−サルジヨイント用ヨ−ク | |
| JP3513818B2 (ja) | 座金付きナットの製造方法 | |
| CN114101562B (zh) | 异形压铆套管的成型方法、异形压铆套管及用于成型异形压铆套管的装置 | |
| JP5008189B2 (ja) | 歯車の成形方法及びその装置 | |
| JP2003343672A (ja) | ベルト式無段変速機用中空シャフトプーリーの成形方法 | |
| JP2008119731A (ja) | 厚肉の大きい中膨れ板部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Effective date: 20070907 Free format text: JAPANESE INTERMEDIATE CODE: A7423 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081031 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100609 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20110712 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20111206 Free format text: JAPANESE INTERMEDIATE CODE: A02 |