JP2007190871A - 射出成形体の成形方法、並びに射出成形装置 - Google Patents
射出成形体の成形方法、並びに射出成形装置 Download PDFInfo
- Publication number
- JP2007190871A JP2007190871A JP2006013211A JP2006013211A JP2007190871A JP 2007190871 A JP2007190871 A JP 2007190871A JP 2006013211 A JP2006013211 A JP 2006013211A JP 2006013211 A JP2006013211 A JP 2006013211A JP 2007190871 A JP2007190871 A JP 2007190871A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- injection
- molding
- wall body
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 52
- 238000001746 injection moulding Methods 0.000 title claims abstract description 27
- 238000000034 method Methods 0.000 title claims description 21
- 238000002347 injection Methods 0.000 claims abstract description 49
- 239000007924 injection Substances 0.000 claims abstract description 49
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 25
- 239000000057 synthetic resin Substances 0.000 claims abstract description 25
- 239000002184 metal Substances 0.000 claims description 9
- 239000000243 solution Substances 0.000 abstract 1
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 239000000463 material Substances 0.000 description 13
- 239000004743 Polypropylene Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 208000015943 Coeliac disease Diseases 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images

Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
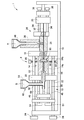
【解決手段】第一成形面を有する第一金型14aと、第二形成面を有する第二金型14bと、壁体9とを備え、さらに、第一金型14aを壁体9に圧接した状態で、第一成形面及び壁体9の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形するための第一射出ユニット42と、第一金型14aと壁体9との圧接を解除した状態で、第一金型14a側に第一部材を残しつつ、壁体9を退避させるための壁体進退手段と、第一金型14aと第二金型14bとを型締めした状態で、第一成形面及び第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材をキャビティ内の第一部材と一体的に成形するための第二射出ユニット26と、を備える。
【選択図】図1
Description
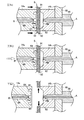
まず、図2の工程1に示すように、第一金型14aの第一成形面81を有する側を壁体9に圧接し、第一成形面81及び壁体9の壁面によってキャビティC1を形成する。かかる第一金型14aの壁体9への圧接は、当該壁体9を挟むように第一金型14aと第二金型14bとを型締めすることにより行われる。詳しくは、図1に示す型締ユニット12の駆動制御により、型締プレート20と第一金型14aとをプラテン18に向かって移動させ、壁体9を第二金型14b側に押し付けることにより圧接を行う。なお、この型締プレート20とともに第一射出ユニット42も移動する。
次に、所定の冷却工程を経た後、図2の工程3に示すように第一金型14aと壁体9との圧接を解除する。圧接の解除は、第一金型14aを型開きの方向に一定量移動、すなわち第一金型14aを型締プレート20とともにプラテン18から離れる方向に一定量移動させることによって行うことができる。また、型締ユニット12により印加されている型締め力を単に抜くだけでもよい。なお、かかる圧接の解除に際しては、第一部材64は、第一金型14a側に保持されて、壁体9から剥離する。
次に、図3の工程4に示すように、第一金型14aを移動させて第二金型14bと直接型締めさせる。これも上記と同様に、図1に示す型締ユニット12の駆動制御により、型締プレート20と第一金型14aとをプラテン18に向かって移動させることで行う。第一金型14aと第二金型14bとが型締めされることで、第一成形面81及び第二金型14bによりキャビティC2が構成される。なお、このキャビティC2内には、工程2にて成形された第一部材64が第一金型14a側に保持されている。
14 金型
14a 第一金型(可動型)
14b 第二金型(固定型)
81 第一成形面
82 第二成形面
42 第一射出ユニット
26 第二射出ユニット
9 壁体
12 型締ユニット
Claims (9)
- 異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体の成形方法であって、
第一成形面を有する第一金型を壁体に圧接し、該第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形する第一射出工程と、
前記第一金型と前記壁体との圧接を解除し、該第一金型側に前記第一部材を残しつつ、該壁体を退避させる壁体退避工程と、
前記第一金型と第二成形面を有する第二金型とを型締めし、前記第一成形面及び該第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形する第二射出工程と、
をこの順に行うことを特徴とする射出成形体の成形方法。 - 前記第一射出工程において、前記第一金型の前記壁体への圧接は、当該壁体を挟むように前記第一金型と前記第二金型とを型締めすることにより行われることを特徴とする請求項1に記載の射出成形体の成形方法。
- 異なる種類の合成樹脂からなる部材同士が一体的に成形された射出成形体を得ることが可能な射出成形装置であって、
第一成形面を有する第一金型と、第二形成面を有する第二金型と、壁体とを備え、さらに、
前記第一金型を前記壁体に圧接した状態で、前記第一成形面及び該壁体の壁面により構成されるキャビティ内に第一の合成樹脂を射出して第一部材を成形するための第一射出ユニットと、
前記第一金型と前記壁体との圧接を解除した状態で、該第一金型側に前記第一部材を残しつつ、該壁体を退避させるための壁体進退手段と、
前記第一金型と前記第二金型とを型締めした状態で、前記第一成形面及び前記第二成形面により構成されるキャビティ内に第二の合成樹脂を射出して、第二部材を該キャビティ内の前記第一部材と一体的に成形するための第二射出ユニットと、
を備えることを特徴とする射出成形装置。 - 前記第一金型の前記壁体への圧接は、当該壁体を挟むように前記第一金型と前記第二金型とを型締めすることにより行われることを特徴とする請求項3に記載の射出成形装置。
- 前記第一金型及び前記第二金型の少なくとも一方が可動型とされ、且つ、型締め及び型開きを行う一軸方向にのみ可動であることを特徴とする請求項3または4に記載の射出成形装置。
- 前記第一金型が可動型であり、前記第二金型が固定型であることを特徴とする請求項5に記載の射出成形装置。
- 前記壁体は、前記第一金型の該壁体への圧接方向と直交する方向に退避することを特徴とする請求項3ないし6のいずれか1項に記載の射出成形装置。
- 前記壁体は、前記第一金型と前記第二金型との型締め方向と直交する方向に退避することを特徴とする請求項3ないし7のいずれか1項に記載の射出成形装置。
- 前記壁体は、複数の壁部からなり、それぞれの壁部が前記第一金型と前記第二金型との間から離隔する向きに退避することを特徴とする請求項7または8に記載の射出成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006013211A JP4771812B2 (ja) | 2006-01-20 | 2006-01-20 | 射出成形体の成形方法、並びに射出成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006013211A JP4771812B2 (ja) | 2006-01-20 | 2006-01-20 | 射出成形体の成形方法、並びに射出成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007190871A true JP2007190871A (ja) | 2007-08-02 |
| JP4771812B2 JP4771812B2 (ja) | 2011-09-14 |
Family
ID=38446919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006013211A Expired - Fee Related JP4771812B2 (ja) | 2006-01-20 | 2006-01-20 | 射出成形体の成形方法、並びに射出成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4771812B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009143015A (ja) * | 2007-12-11 | 2009-07-02 | Denso Corp | 金型装置 |
| JP2013086369A (ja) * | 2011-10-18 | 2013-05-13 | Inoac Corp | 樹脂成形品およびその製造方法 |
| CN105729727A (zh) * | 2016-04-22 | 2016-07-06 | 佛山伊之密精密橡胶机械有限公司 | 双物料立式注射成型设备 |
| CN117774243A (zh) * | 2024-02-28 | 2024-03-29 | 杭州中好电子有限公司 | 一种汽车充电枪壳体注塑成型后自动取出设备 |
-
2006
- 2006-01-20 JP JP2006013211A patent/JP4771812B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009143015A (ja) * | 2007-12-11 | 2009-07-02 | Denso Corp | 金型装置 |
| JP2013086369A (ja) * | 2011-10-18 | 2013-05-13 | Inoac Corp | 樹脂成形品およびその製造方法 |
| CN105729727A (zh) * | 2016-04-22 | 2016-07-06 | 佛山伊之密精密橡胶机械有限公司 | 双物料立式注射成型设备 |
| CN117774243A (zh) * | 2024-02-28 | 2024-03-29 | 杭州中好电子有限公司 | 一种汽车充电枪壳体注塑成型后自动取出设备 |
| CN117774243B (zh) * | 2024-02-28 | 2024-05-07 | 杭州中好电子有限公司 | 一种汽车充电枪壳体注塑成型后自动取出设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4771812B2 (ja) | 2011-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006289466A (ja) | 射出成形装置およびその成形制御方法 | |
| JP3185197B2 (ja) | 射出成形方法 | |
| JP4771812B2 (ja) | 射出成形体の成形方法、並びに射出成形装置 | |
| CN110385828B (zh) | 模具装置 | |
| CN100509346C (zh) | 树脂模制机 | |
| JP2002337183A (ja) | 3層積層体の成形方法および成形用金型 | |
| JP2010105168A (ja) | 多材射出成形装置および多材射出成形方法ならびに多材射出成形金型 | |
| JP4261473B2 (ja) | 成形方法及び成形機 | |
| JP2014097591A (ja) | インサート成形装置 | |
| EP1768166A2 (en) | Method of resin-seal molding electronic component and apparatus therefor | |
| US7998395B2 (en) | Method for injection molding of hollow articles of plastic material | |
| JP2004243534A (ja) | 複数材成形機及び複数材成形方法 | |
| JP4827946B2 (ja) | 多材質射出成形機および多材質射出成形機の制御方法 | |
| JP3615650B2 (ja) | ガスアシスト射出成形法及びガスアシスト射出成形装置 | |
| JP2001334559A (ja) | アンダーカット部を有する椀状物品の射出成形方法 | |
| JP3755399B2 (ja) | 型内被覆成形用金型 | |
| US20010045688A1 (en) | Motor controlled mold pin actuator | |
| JP2008221656A (ja) | 樹脂成形品の製造方法及び樹脂成形装置 | |
| KR100545756B1 (ko) | 사출 성형기의 성형품 취출장치 | |
| JP3908593B2 (ja) | 射出圧縮成形用金型 | |
| US20060240142A1 (en) | Clamping apparatus for injection molding machine | |
| JP3258196B2 (ja) | 射出成形機の制御装置 | |
| JP3785000B2 (ja) | 熱硬化性樹脂の射出成形方法及び金型ユニット | |
| JP3701229B2 (ja) | 射出成形装置 | |
| JP3007851B2 (ja) | 樹脂成形方法及び樹脂成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110621 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140701 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |