JP2007176151A - 組子シート及びその製作方法 - Google Patents
組子シート及びその製作方法 Download PDFInfo
- Publication number
- JP2007176151A JP2007176151A JP2006292626A JP2006292626A JP2007176151A JP 2007176151 A JP2007176151 A JP 2007176151A JP 2006292626 A JP2006292626 A JP 2006292626A JP 2006292626 A JP2006292626 A JP 2006292626A JP 2007176151 A JP2007176151 A JP 2007176151A
- Authority
- JP
- Japan
- Prior art keywords
- assembly
- sheet
- reinforcing layer
- braided
- kumiko
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 41
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 66
- 239000000463 material Substances 0.000 claims abstract description 25
- 238000001035 drying Methods 0.000 claims abstract description 7
- 230000002787 reinforcement Effects 0.000 claims description 15
- 239000000853 adhesive Substances 0.000 claims description 9
- 230000001070 adhesive effect Effects 0.000 claims description 9
- 239000003973 paint Substances 0.000 claims description 8
- 239000002023 wood Substances 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 abstract description 34
- 238000000034 method Methods 0.000 abstract description 34
- 239000011248 coating agent Substances 0.000 abstract description 2
- 238000000576 coating method Methods 0.000 abstract description 2
- 238000009954 braiding Methods 0.000 description 9
- 239000000123 paper Substances 0.000 description 9
- 230000003796 beauty Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000005034 decoration Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 241000736892 Thujopsis dolabrata Species 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images














Landscapes
- Finished Plywoods (AREA)
- Grates (AREA)
Abstract
【解決手段】多数の組子片3a,3bを組み合わせることにより任意な組子模様が形成された組子本体1を製作する工程と、組子本体1の上面に強化層形成材料を塗布して強化層5を形成する工程と、強化層5を乾燥させる工程と、組子本体1の上面を強化層5とともに薄くスライスして組子シート4を形成する工程とからなり、組子本体1を薄くスライスする際の切削反力が、組子片3a,3bを被覆するように形成された強化層5に分散されて、切削反力のほとんどを強化層5が担持するため、切削反力により各組子片3a,3bがバラバラに分散することなく薄くスライスすることが可能になる。
【選択図】図5
Description
一方木目が美しい装飾品として、寄木細工がある(例えば特許文献2)。
寄木細工は、組子と違って、長尺な単板を隙間なく接着して集成ブロックを形成し、これを木口と直角な方向に切断することにより製作したもので、切断面に表れる木目模様が美しいことから、得られた集成木片により化粧合板等の建材を製作したり、家具や工芸品等の装飾に使用されている。
また寄木細工の代表的なものとして、箱根寄木細工が知られている。
箱根寄木細工は、単板を集成して形成した集成ブロックを、薄くスライスして寄木シートを作成し、この寄木シートを木箱等の表面に貼り付けたもので、木目の美しさが工芸品として高く評価されている。
また組子が薄くスライスできない原因はその構造にある。
すなわち組子は、板状の組子片の交差個所に嵌合溝を形成して、嵌合溝を互に嵌合させることにより組子片を格子状に組み合わせたり、組子片の端部を互に付き合わせることにより幾何学模様を形成しており、各組子片の間には、透かしとなる隙間が形成されている。
このため板状に形成された組子片をカンナ等の切削手段で薄くスライスすると、切削反力が嵌合溝の組み合わせ部や、組子片の端部が集合する集合部に集中的に加わり、その結果スライスされる前に組子片がバラバラになったり、むしれやめくれ等の破損が発生するため、寄木細工のように薄くスライスすることが困難となる。
またシリコンコークやホットボンド等の充填剤を使用して同様な方法を試みたが、薄くスライスする際、充填層が上手くスライスできず、装飾品として十分に価値の高い組子シートが得られない等の問題があった。
本発明はかかる事情に鑑みなされたもので、組子を薄くスライスすることにより製作した組子シート及びその製作方法を提供して、装飾効果の高い組子シートが安価に得られるようにすることを目的とするものである。
また強化層に透明な強化層形成材料を使用することにより、組子本来の美しさである木目が組子シートの表裏面に表れるため、装飾効果の高い組子シートが安価に量産できると共に、得られた組子シートは弾性変形自在なことから、装飾素材として高い汎用性を有する。
またスライスされた組子シートを互いに貼り付けることにより、組子片と組子片の継ぎ目部分が強化されて、組子片と組子片の継ぎ目部分が分離するの防止するため、強度の高い組子シートが得られるようになり、これによって組子シートのみで十分な強度が得られることから、組子シートを透明板等により補強せずに装飾等の用途に使用することができるようになり、汎用性が一段と向上する。
またスライスされた組子シートを互いに貼り付けることにより、組子片と組子片の継ぎ目部分が強化されて、組子片と組子片の継ぎ目部分が分離するの防止するため、強度の高い組子シートが得られるようになり、これによって組子シートのみで十分な強度が得られることから、組子シートを透明板等により補強せずに装飾等の用途に使用することができるようになり、汎用性が一段と向上する。
図1は組子本体の斜視図、図2は強化層を形成する工程を示す説明図、図3は組子の上面に強化層が形成された状態の拡大断面図、図4は組子本体を薄くスライスする工程を示す説明図、図5は製作された組子シートの拡大平面図、図6は図5のA−A線に沿う断面図、図7は組子シートを透明フィルムで補強した状態の側面図、図8は組子シートを装飾品として使用した例を示す説明図である。
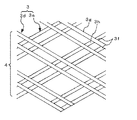
図1に示す組子本体1は、木目のきれいな例えば檜や杉、ヒバ等の木材を板状に製材し、さらに適当な大きさに裁断することにより形成された板体により枠体2と板状体3が形成されている。
枠体2内に組み込まれた板状体3は、斜め方法に組み合された棧状の組子片3aと、組子片3aの間に形成された隙間3c内に設けられた組子片3bとからなる。
斜め方向に組み合わされた組子片3aには、交差部に嵌合溝(図示せず)が形成されていて、各組子片3aの嵌合溝を互に嵌合することにより、各組子片3aが格子状に組み合わされている。
また組子片3a間の隙間3c内に設けられた組子片3bは、隙間3cを形成する例えば菱形の対角に組子片3bを直線状やY字状に嵌合したもので、組子片3a、3bが分離しないように、嵌合溝の嵌合部や組子片3bの集合部が接着剤により接着されている。
なお枠体2を設けなくとも組子片3a,3bを組み立てることができる場合は、枠体2を省略してもよい。
組子本体1より組子シート4を製作するに当って、組子本体1に強化層5を形成する。
強化層5を形成する材料としては、木工用ボンドや、油性または水性塗料、ウルシ等の粘性を有し、かつ硬化した際適度の強度を有するものを使用する。
また組子は幾何学模様の美しさと同時に、木目の美しさも重要なことから、乾燥すると透明となる木工用ボンドが適している。
塗料としては、透明または半透明のニスや和ニス等が適しているが、塗料を施した組子模様が得たい場合は、着色された塗料やウルシ等も適している。
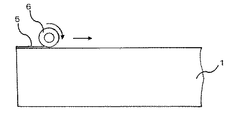
その後硬化層5を自然乾燥させるか、ヒータ等の乾燥手段を使用して強制乾燥させて、組子本体1の上面に十分な強度を有する強化層5を形成するが、ローラ刷毛6により組子本体1の上面に強化層形成材料を塗布した際、強化層形成材料の一部が隙間3cにはみだして組子片3a,3bの互に交差する部分や、集合する部分の側面に1.5mm程度塗布されるようになり、これが硬化することにより、組子片3a,3bの交差部や集合部にも強化層5aが図3に示すように形成されるようになる。
なお組子本体1の上面に強化層5を形成するだけでも十分な強度が得られる場合は、組子片3a,3bの交差部や集合部に形成する強化層5aを省略してもよい。
切削工程では、組子本体1の上面に形成された硬化層5とともに組子本体1の上面を10μm〜50μm程度の厚さで薄くスライスすることにより、組子シート4を形成するもので、組子シート4全体の厚さがほぼ均一となるように切削手段7として、組子本体1の幅より大きい刃幅の手動カンナや超仕上げカンナ盤等を使用する。
切削工程に手動カンナを使用する場合は図4に示すように、固定した組子本体1の上面に沿って切削手段7をほぼ一定の速度で水平方向へ移動させて、組子本体1の上面を強化層5とともに薄くスライスする。
何れの切削方法においても、切削時切削反力が組子本体1を形成する組子片3a,3bを伝播して、組子片3a,3bの交差部や集合部に集中するが、組子片3a,3bを被覆するように形成された強化層5に切削反力が分散されて、切削反力のほとんどを強化層5が担持すると同時に、組子片3a,3bの交差部や集合部の側面に形成された強化層5aが交差部や集合部の強度を向上させていることから、切削反力により各組子片3a,3bがバラバラに分散することなく薄くスライスすることができるようになる。
なお組子片3a,3bが形成する組子模様や木目の方向、スライスする厚さ等によっては、薄くスライスした組子シート4が波状にウエーブすることがない場合もあるので、この場合は展伸工程を省略してもよい。
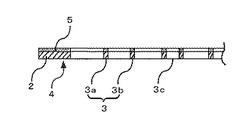
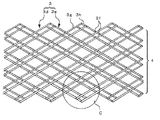
展伸工程には、強化層5の熱的影響を考慮して選択した温度、例えば80℃から200℃の範囲で加熱したアイロンや鏝、ヒートロール等の展伸手段(図示せず)を使用して、平坦面に載置した組子シート4の上面をほぼ均一に加熱しながら加圧して、ウエーブした組子シート4を平面状に展伸するもので、得られた組子シート4は、図6に示すように枠体2や組子片3a,3bの上面が強化層で被覆された2層構造となる。
以下強化層形成工程、強化層乾燥工程、切削工程を組子本体1が切削不能になる厚さまで繰り返すことにより組子シート4を製作するもので、組子シート4が容易かつ安価に量産できるようになる。
また強化層に透明な強化層形成材料とすることにより、組子本来の美しさである木目が組子シートの表裏面に表れるため、装飾効果の高い組子シート4が得られるようになる。
例えば図8に示すように照明器具10のシェード11を製作する場合は、組子シート4とほぼ同じ大きさに裁断したアクリル樹脂板のような2枚の透明板12の間に、図7に示すように組子シート4をサンドイッチにし、透明板12間を接着剤の手段で一体化する。
これによって組子シート4が透明板12により補強されるため、任意な形状に変形できるようになるようになり、これによって図8に示すような円筒状のシェード11が簡単に製作できるようになる。
得られたシェード11は、照明器具10の光が組子シート4を透過する際組子片3a,3bの木目を際立たせるため、装飾効果の高い和風のシェード11が得られるようになる。
例えば住宅等に使用されている障子に使用したり、店舗等のディスプレイ用、ガラス板の間にサンドイッチして、家具例えばテーブルの天板や間仕切り等に使用することができ、厚紙と組み合わせることにより書籍の表紙や色紙、紙箱、紙筒等の紙製品にも使用することもできる。
さらに枠体2のない小型の組子本体1を組子片3a,3bにより形成し、この組子本体1を前記と同様な方法でスライスして組子シート4を製作することにより、コップ等の容器を載せるコースターとしても使用でき、複数の組子シート4を組み合わせることにより、装飾品としても使用できる。
なお組子本体1をスライスするまでの各工程は、前記第1の実施の形態と同様なので、その説明は省略する。
このため組子本体1の表面を薄くスライスした場合、図11に示すように一方の組子片3dの長辺部3g間に、他方の組子片3eの短辺部3h両端が継ぎ目3fを介して互いに突き合わせ状態となっていて、突き合わせ部分が接着剤で接着されているため、強い力が作用すると継ぎ目3f部分から組子片3d,3eが分離することがある。
そこで第2の実施の形態では、表裏を反転した複数枚の組子シート4を重ね合わせて接着することにより、組子シート4の強化対策を施している。
すなわち組子本体1を薄くスライスすることにより形成された組子シート4の各組子片3d,3eは、図11に示すように例えば右下がりに傾斜する一方の組子片3dの長辺部3g間に、左下がりに傾斜する組子片3eの短辺部3hが設けられた構成となっていて、長辺部3gの側面と短辺部3hの端部間に継ぎ目3fが生じている。
従って表裏を反転した2枚の組子シート4を互いに正確に重ねると、図14に示すように組子片3dの長辺部3gと組子片3eの短辺部3hとの継ぎ目3f部分を、組子片3dの長辺部3gが通ることになる。
図14は図9に示す組子シート4の下側に表裏を反転した図12に示す組子シート4を重ね合わせた状態で、木工ボンド等の接着剤により両者を貼り合わせることにより形成した2層構造の組子シート4を示している。
この図14で明らかなように、図11に示す組子シート4の組子片3dと組子片3eの継ぎ目3f部分に、下側から組子片3dの長辺部3gが接着された状態となり、組子片3dの長辺部3gと組子片3eの短辺部3hの継ぎ目3f部分が分離するのを組子片3dの長辺部3gが防止するため、強度の高い組子シート4が得られるようになる。なお図15は図14のD−D線に沿う拡大断面図を示す。
なお前記第2の実施の形態では、組子本体1の上面を薄くスライスした組子シート4の表裏を反転して互いに重ね合わせ、接着剤で接着するようにしたが、組子本体1の上下面は、組子片3dと組子片3eの方向が反転した状態にあるので、組子本体1の上面をスライスして形成した組子シート4と、組子本体1の下面をスライスして形成した組子シート4を貼り合わせるようにすれば、一方の組子シート4を表裏反転しなくとも前記第2の実施の形態と同様な2層構造の組子シート4が得られるようになる。
また前記第2の実施の形態では、2枚の組子シート4の表裏を反転して貼り合わせる場合について説明したが、3枚以上組子シート4を貼り合わせれば、さらに継ぎ目3f部分の強度が増すため、組子シート4を加工したり、装飾等に使用した際に強い力が加わっても、容易に破損することがないより強力な組子シート4が得られるようになる。
図16は第3の実施の形態を示すもので、製作する組子シート4のほぼ2倍の組子本体1を製作して、この組子本体1から組子シート4をスライスし、ほぼ中間部の中心線O−Oから図17に示すように2つ折りしたら、互いに重ね合わせた状態で接着剤により貼り合わせることにより、図18に示す2層構造の組子シート4を製作した状態を示しており、予め2倍の長さにスライスした組子シート4をほぼ中間部から2つ折りすることにより表裏が反転するので、これを貼り合わせることにより、前記第2の実施の形態と同様に強度の高い組子シート4が得られるようになる。
またこの第3の実施の形態によれば、2つ折りした組子シート4を重ねる際の位置合わせが容易なため、生産性が向上する上、位置合わせ精度が向上するため、より品質の良好な組子シート4が得られるようになる。
また強化層5を透明または半透明としたが、着色しても組子の美しい幾何学模様は損なわれることがなく、特にウルシ等を塗布することにより、工芸品や美術品として高い価値が得られるようになる。
さらに強化層形成材料として、木工用ボンドや塗料等を使用したが、組子本体1の上面にあらかじめ樹脂フィルムを接着して強化層5としてもよく、この場合樹脂フィルムとともに組子本体1の上面を薄くスライスして組子シート4を製作することにより、得られた組子シート4はウエーブすることがないため、展伸工程が不要となる。
2 枠体
3a 組子片
3b 組子片
3c 隙間
3d 組子片
3e 組子片
3f 継ぎ目
4 組子シート
5 強化層
7 切削手段
Claims (8)
- 多数の組子片を組み合わせることにより任意な組子模様が形成された組子本体を製作する工程と、前記組子本体の上面に強化層形成材料を塗布して強化層を形成する工程と、前記強化層を乾燥させる工程と、前記組子本体の上面を前記強化層とともに薄くスライスして組子シートを形成する工程とからなることを特徴とする組子シートの製作方法。
- 多数の組子片を組み合わせることにより任意な組子模様が形成された組子本体を製作する工程と、前記組子本体の上面に強化層形成材料を塗布して強化層を形成する工程と、前記強化層を乾燥させる工程と、前記組子本体の上面を前記強化層とともに薄くスライスして組子シートを形成する工程と、前記組子シートを互いに重ね合わせ、接着剤で貼り合わせる工程とからなることを特徴とする組子シートの製作方法。
- 前記組子本体の上面を前記強化層とともに薄くスライスして組子シートを形成する工程の後に、薄くスライスされた前記組子シートを平面状に展伸させる展伸工程を加えてなる請求項1または2に記載の組子シートの製作方法。
- 前記組子本体の上面に強化層形成材料を塗布する際、前記強化層形成材料の一部が前記組子片の交差部や集合部の側面に塗布されるようにしてなる請求項1ないし3の何れかに記載の組子シートの製作方法。
- 前記強化層形成材料に、乾燥すると透明または半透明になる木工用ボンドや塗料等を使用してなる請求項1ないし4の何れかに記載の組子シートの製作方法。
- 薄くスライスした複数枚の前記組子シートの表裏を反転して互いに重ね合わせ、接着剤で貼り合わせることにより、複層構造の組子シートを製作してなる請求項2ないし5の何れかに記載の組子シートの製作方法。
- 製作する組子シートのほぼ2倍の組子本体を製作して、この組子本体から組子シートをスライスした後、ほぼ中間部から前記組子シートを2つ折りして重ね合わせた状態で貼り合わせることにより、複層構造の組子シートを製作してなる請求項2ないし5の何れかに記載の組子シートの製作方法。
- 前記請求項1または2に記載の組子シートの製作方法により製作された組子シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006292626A JP4328346B2 (ja) | 2005-11-29 | 2006-10-27 | 組子シート及びその製作方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005343383 | 2005-11-29 | ||
| JP2006292626A JP4328346B2 (ja) | 2005-11-29 | 2006-10-27 | 組子シート及びその製作方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007176151A true JP2007176151A (ja) | 2007-07-12 |
| JP4328346B2 JP4328346B2 (ja) | 2009-09-09 |
Family
ID=38301784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006292626A Expired - Fee Related JP4328346B2 (ja) | 2005-11-29 | 2006-10-27 | 組子シート及びその製作方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4328346B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010120292A (ja) * | 2008-11-20 | 2010-06-03 | Hidenari Okamoto | 組子板 |
| KR101466822B1 (ko) * | 2013-07-04 | 2014-12-10 | 임종철 | 입체형상의 전통문양 문살 및 그 제조방법 |
| JP2015157414A (ja) * | 2014-02-25 | 2015-09-03 | 朝雄 島崎 | 木質化粧単板の製造方法 |
-
2006
- 2006-10-27 JP JP2006292626A patent/JP4328346B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010120292A (ja) * | 2008-11-20 | 2010-06-03 | Hidenari Okamoto | 組子板 |
| KR101466822B1 (ko) * | 2013-07-04 | 2014-12-10 | 임종철 | 입체형상의 전통문양 문살 및 그 제조방법 |
| JP2015157414A (ja) * | 2014-02-25 | 2015-09-03 | 朝雄 島崎 | 木質化粧単板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4328346B2 (ja) | 2009-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4328346B2 (ja) | 組子シート及びその製作方法 | |
| RU2008137943A (ru) | Способ изготовления трехмерной каркасной структуры и структура, полученная таким способом | |
| JP2009226645A (ja) | 化粧板の製造方法 | |
| JP2006283487A (ja) | 建具 | |
| US11759971B2 (en) | Method for producing a veneer from rattan, veneer sheet, and molded component | |
| JP4279273B2 (ja) | 化粧材とこの化粧材を用いた床材又は上り框の製造方法 | |
| RU2344053C1 (ru) | Способ изготовления декоративно-прикладного изделия (варианты) | |
| TWI756062B (zh) | 實木紋皮膜基材之製備方法 | |
| JP2018012227A (ja) | 寄木材の製造方法、寄木材、及び寄木製品 | |
| JP2009119603A (ja) | 化粧材の製造方法,及び化粧材 | |
| GB2101523A (en) | Laminar objects and method of construction | |
| KR101822791B1 (ko) | 세 조각의 결합으로 이루어지는 육각판체를 이용한 장식판재의 제조방법 | |
| JP2023043464A (ja) | 天然の木目模様の装飾シート | |
| JP4872039B2 (ja) | 化粧板 | |
| JP4372033B2 (ja) | 天然木ツキ板小片を用いた光透過性を有する天然木ツキ板シート | |
| JP3125207U (ja) | 竹集成体でなる製品 | |
| JP4603942B2 (ja) | 表面にモザイク模様を持つ床材とその製造方法 | |
| TWI330133B (ja) | ||
| EP3200989A1 (en) | Semi-finished product for realization of at least a finished product, particularly collapsible rigid material boxes | |
| CN114953061A (zh) | 实木纹皮膜基材的制备方法 | |
| KR100830175B1 (ko) | 목재 슬래트 | |
| JP4958198B2 (ja) | 化粧板 | |
| KR20150001366U (ko) | 자유로운 형태로 만들 수 있는 저렴한 미술용 캔버스와 그 제작방법 | |
| JP2012041796A (ja) | フローリング材 | |
| JPH0938909A (ja) | カラーデザイン集成材の作成方法およびカラーデザイン化粧板の作成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20061128 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090526 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090612 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120619 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |