JP2006253441A - ブレード加工方法 - Google Patents
ブレード加工方法 Download PDFInfo
- Publication number
- JP2006253441A JP2006253441A JP2005068658A JP2005068658A JP2006253441A JP 2006253441 A JP2006253441 A JP 2006253441A JP 2005068658 A JP2005068658 A JP 2005068658A JP 2005068658 A JP2005068658 A JP 2005068658A JP 2006253441 A JP2006253441 A JP 2006253441A
- Authority
- JP
- Japan
- Prior art keywords
- blade
- slurry
- processing method
- semiconductor laser
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Abstract
【課題】 半導体ウェハ等の被加工物を切断形成すると同時に断面を研磨することができるブレード加工方法を提供する。
【解決手段】高速回転するブレード11の砥石11Bおよびその周辺領域12に対してノズル13からスラリー14を吐出しつつ、ダイシング台15上の半導体ウェハ20をスライドさせて、切断すると同時に、その切断面20Aを研磨する。このとき、高速回転しているブレード11に付着して加速された研磨剤14Aが低入射角で切断面20Aに対して衝突することにより高精度の研磨がなされる。ノズル13に対して超音波振動を付与してスラリー14中の研磨剤14Aを分散させることにより、より精度が向上する。
【選択図】 図1
【解決手段】高速回転するブレード11の砥石11Bおよびその周辺領域12に対してノズル13からスラリー14を吐出しつつ、ダイシング台15上の半導体ウェハ20をスライドさせて、切断すると同時に、その切断面20Aを研磨する。このとき、高速回転しているブレード11に付着して加速された研磨剤14Aが低入射角で切断面20Aに対して衝突することにより高精度の研磨がなされる。ノズル13に対して超音波振動を付与してスラリー14中の研磨剤14Aを分散させることにより、より精度が向上する。
【選択図】 図1
Description
本発明は、例えば半導体ウェハを切断(ダイシング)して素子ごとに分離する際に、ダイシングと同時に切断面の研磨を行うブレード加工方法に係り、特にサファイアなどの劈開が困難な基板を用いた半導体レーザ素子の共振器端面を形成する場合に有効なブレード加工方法に関する。
この種の半導体レーザ素子は、共振器端面が発振特性などに大きく影響を及ぼすものであり、それをどのように形成するかが重要である。従来、GaAs(ガリウム・ヒ素)系あるいはInP(インジウム・リン)系の材料からなる半導体レーザ素子の端面形成方法としては、半導体材料の結晶の劈開作用を利用した方法(第1の方法)やイオンビームエッチング(Ion Beam Etching)を用いた方法(第2の方法)などが用いられている。
また、近年、サファイア基板上にGaN(窒化ガリウム)系の半導体材料からなる半導体レーザ共振器を備えた青色発光の半導体レーザ素子が開発され、このような半導体レーザ素子の端面形成においても、例えば第1の方法(劈開)などが用いられている(例えば特許文献1参照)。
しかしながら、第1の方法では、高度の熟練技術を必要とし、安定した高い歩留りを得ることが難しく、青色発光の半導体レーザ素子に対しては、サファイア基板が硬いことから劈開し難く、基板間の劈開面が一致しないなどの問題があり、一方、第2の方法では、上記サファイア基板のエッチングに必ずしも適している訳ではなく、長時間を要する上に、満足のいく精度の端面が得られないなどの問題があった。
本発明はかかる問題点に鑑みてなされたものであり、その目的は、容易に半導体ウェハなどの被加工物を切断し、あるいは被加工物に溝を形成することができ、同時に断面を高精度に平坦化することができ、特に半導体レーザ素子の共振器端面を高精度に形成することのできるブレード加工方法を提供することにある。
本発明のブレード加工方法は、被加工物を回転するブレードに接触させると共に、ノズルからブレードの周辺領域に微粒子状の研磨剤を含むスラリーを吐出することにより、被加工物を切断し、あるいは被加工物に溝を形成すると同時にその切断面を研磨するものである。
本発明のブレード加工方法では、微粒子状の研磨剤を含むスラリーが回転中のブレードの周辺領域に向けて吐出され、ブレードにより被加工物が切断等されると同時に、ブレードの回転により加速された研磨剤が低入射角で衝突することにより、切断面が研磨される。
本方法では、ノズルに超音波振動を付加してスラリー内の研磨剤を分散させるようにしてもよく、この場合、吐出エネルギーおよびスラリー中における研磨剤の分散性が高められ、切断面が均一に研磨される。
スラリーとしては、平均粒径1μm以下の酸化物微粒子の研磨剤を水などの溶媒に懸濁させたものを用いることができる。具体的な酸化物微粒子としては、例えば、二酸化ケイ素(SiO2 )、二酸化ジルコニウム(ZrO2 )、酸化アルミニウム(Al2 O3 )あるいは三酸化二鉄(Fe2 O3 )などが挙げられ、具体的には、平均粒径0.2μmのSiO2 などを用いることができる。また、上記溶媒に代えて、被加工物をエッチング可能な液を用いてもよい。例えば、被加工物をGaN系の半導体レーザ共振器が形成された半導体ウェハとする場合には、pH10以上pH12以下(弱アルカリ性)の液などを用いることができる。ここで、この液は上記スラリーに含まれていてもよい。これにより、GaN系の半導体レーザ共振器の切断面がより高精度に研磨される。なお、半導体レーザ素子は上記GaN系に限らず、GaAs系あるいはInP系のものでもよく、上記液としてはこれら材料系に応じて選択すればよい。
ブレードとしては、ダイヤモンドブレードを用いることが好ましい。
本発明のブレード加工方法によれば、回転するブレードの周辺領域に微粒子状の研磨剤を含むスラリーを吐出させるようにしたので、被加工物の切断等と同時に断面を高精度に平坦化することができる。
従って、例えば、半導体レーザ共振器が形成された半導体ウェハから素子の個別分離を行うと、切断面が平坦化され共振器端面を同時に形成することができ、よって従来のダイシング加工後の研磨工程を除くことが可能となり、また、製造歩留りおよび発振特性を向上させることができる。
以下、本発明の実施の形態について、図面を参照して詳細に説明する。
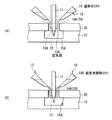
図1は、本発明の一実施の形態に係るブレード加工方法を用いた加工装置10を表すものであり、図1(A)は正面図、図1(B)は図1(A)の右側から見た側面図である。なお、本実施の形態では、被加工物の一例として半導体ウェハ20を用いる。
本実施の形態に係るブレード加工方法は、高速に回転するブレード11にダイシング台15上の半導体ウェハ20を接触させ、半導体ウェハ20をその切断線に沿って、矢印方向Sにスライドさせることにより切断し、素子ごとに分離するものであるが、このときブレード11の周辺領域12にノズル13からスラリー14を吐出させてその切断面20Aを同時に研磨するものである。ここで、ブレード11の周辺領域12とは、少なくともブレード11と切断面20Aとの間の隙間を含む領域を意味するものである。半導体ウェハ20のスライド速度は、例えば0.2mm/minである。なお、ブレード11は、その両面側において回転軸11Aを介して支持部材16により保持されており、図示しない駆動部からの駆動力を受けて例えば、矢印Rで示した方向に回転する。
ブレード11は、ダイシング台15の上面と平行の回転軸11Aを有し、例えば、回転速度42m/s(10000rpm)で高速回転するものである。このようなブレード11としては、例えば、金属製の円盤の外周およびその近傍にダイヤモンドなどからなる砥石11Bを備えた、ダイヤモンドブレードなどが利用可能である。
ノズル13によるスラリー14の吐出速度は、例えば800cm3 /minである。
スラリー14としては、例えば、平均粒径1μm以下の酸化物微粒子の研磨剤14Aを水などの溶媒に懸濁させたものを用いることができる。具体的な酸化物微粒子としては、例えば、SiO2 、ZrO2 、Al2 O3 あるいはFe2 O3 などが挙げられ、具体的には、平均粒径0.2μmのSiO2 などを用いることができる。また、スラリー14に対する研磨剤14Aの濃度は、5重量%以上50重量%以下、更には5重量%以上20重量%以下、更には10重量%とすることが好ましい。後述する超音波振動を付加したノズルから吐出するスラリー(以降、「超音波振動スラリー」という)14Bの吐出エネルギーを高くすることができ、より効果的に研磨することができるからである。
更に、上記溶媒に代えて、半導体レーザ共振器32を構成する半導体材料をエッチング可能な液を用いてもよい。半導体レーザ共振器32の切断面をより高精度に研磨することができるからである。具体的には、例えば、GaN系の半導体材料に対しては、pH10以上pH12以下(弱アルカリ性)の液を用いることができる。ここで、この液は上記スラリーに含まれていてもよい。なお、上記液は半導体材料に応じて選択すればよい。
また、本実施の形態では、超音波発生装置によりノズル13に対して超音波振動を付与することによって、スラリー14中の研磨剤14Aを分散させることが望ましい。以下、このような研磨剤が分散したスラリー、すなわち上記超音波振動スラリー14Bを用いる利点について説明する。
図2(A)に示したように、ブレード11が高速回転する際には、ブレード11と切断面20Aとの隙間(周辺領域)12に空気膜12Aが形成される。このような空気膜12Aが存在すると、ノズル13から吐出されたスラリー14が弾き返されて隙間12に侵入し難くなり、スラリー14の研磨作用が得られ難くなる場合が想定される。このような場合、上述のような超音波振動スラリー14Bであると、吐出エネルギーおよびスラリー14B中における研磨剤14Aの分散性が高いので、図2(B)に示したように、超音波振動スラリー14Bが空気膜12Aを破壊して隙間12に侵入する。これによって切断面20Aは全体にわたって均一に研磨される。
ダイシング台15にはブレード11の下端部が通過可能なように溝15Aが設けられている。
図3はブレード11による半導体ウェハ20の切断状況を示したものであり、図4は分離された半導体レーザ素子30の概略構成を表したものである。この半導体レーザ素子30は、例えば、厚さ300μmのサファイア基板31上に厚さ2μm〜3μmのGaN系薄膜を形成し、これをレーザ共振器(GaN薄膜)32としたものであり、このGaN薄膜32のストライプ状の電極33の延在方向の端面が出射面34となっている。電極33の長さ(すなわち共振器長)は例えば300μmである。なお、レーザ共振器32は、GaN系の他、GaAs系あるいはInP系の半導体材料で構成されるものでもよい。
このブレード加工方法では、半導体ウェハ20が切断されると同時に、その切断面20Aに対して高速回転中のブレード11に付着して加速された研磨剤14Aが低入射角で衝突することにより、切断面20Aが高精度に研磨される。
また、吐出エネルギー、およびスラリー中における研磨剤14Aの分散性が高められた超音波振動スラリー14Bにより、ブレード11が高速回転することにより生じる空気膜12Aが破壊され、研磨剤14Aが周辺領域12に容易に侵入し、切断面20Aがより均一に研磨される。
このように本実施の形態のブレード加工方法によれば、高速回転するブレードの周辺領域に微粒子状の研磨剤を含むスラリーを吐出させるようにしたので、被加工物を切断(あるいは被加工物に溝を形成)すると同時に断面を研磨し平坦化することができる。
従って、半導体レーザ素子の個別分離および切断面の平坦化(端面形成)が容易であり、よってダイシング加工後の研磨工程を除くことが可能となり、得られた半導体レーザ素子をそのまま使用することができ、更に、素子の歩留りおよび発振特性を向上させることができるようになる。
以下、本発明の具体的な実施例について、詳細に説明する。
(実施例1)
実施例1では、厚さ300μmのサファイア基板31上に厚さ3μmのGaN薄膜32が形成された半導体ウェハ20に対して、以下の条件でダイシングおよび研磨を行うことにより、半導体レーザ素子30の端面の評価を行った。
実施例1では、厚さ300μmのサファイア基板31上に厚さ3μmのGaN薄膜32が形成された半導体ウェハ20に対して、以下の条件でダイシングおよび研磨を行うことにより、半導体レーザ素子30の端面の評価を行った。
実施例1では、ブレード11として直径80mmで厚さ0.15mmのダイヤモンドブレードを、スラリー14として水に粒径0.24μmのSiO2 研磨剤を添加して20重量%に調製したスラリーをそれぞれ用い、スラリー14の吐出速度を800cm3 /min、ブレード11の回転速度を42m/s(10000rpm)、半導体ウェハ20のスライド速度を0.2mm/minとした。また、比較例1では、スラリー14に代えて水を用いたことを除き、他は実施例1と同様の条件でダイシングおよび研磨を行った。
図5は、それらの端面の光学顕微鏡写真である。実施例1では、算術平均粗さ(Ra)が0.3nmであり、図5(A)に示したように、極めて平坦性のよい端面が形成されていることが明らかとなった。一方、比較例1では、Raが35.3nmであり、図5(B)に示したように、端面全体にわたりマイクロクラックが集積した研削面となっていることが分かった。なお、いずれの算術平均粗さも、端面の5μm×5μmの範囲の部分を測定して得られたものである。
(実施例2)
実施例2では、実施例1のスラリーに超音波を重畳させた「超音波振動スラリー」を用いてダイシングおよび研磨を行ったときの半導体ウェハ20の端面の評価を行った。
実施例2では、実施例1のスラリーに超音波を重畳させた「超音波振動スラリー」を用いてダイシングおよび研磨を行ったときの半導体ウェハ20の端面の評価を行った。
その前段階として、超音波振動スラリー14Bの吐出挙動について検討を行った。
まず、実施例1と同様のSiO2 からなる研磨剤14Aを水に懸濁させることによりスラリー14を調製した。その際、スラリー14に対する研磨剤14Aの濃度(スラリー濃度)を検討例2−1では5重量%、検討例2−2では10重量%、検討例2−3では20重量%、検討例2−4では30重量%および検討例2−5では50重量%とした。
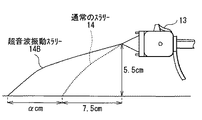
次に、図6に示したように、ダイシング台15からの高さが5.5cmの位置に設置したノズル13から超音波振動スラリー14Bおよび超音波を付加しないスラリー(通常のスラリー)を吐出させ、各スラリー濃度における飛距離の差を比較した。ここで、通常のスラリーの飛距離はスラリー濃度に関係なく、一律に7.5cmであったことから、検討例2−1〜2−5の各飛距離から7.5cmを引いた相対飛距離αを比較することにより吐出特性を評価した。なお、付加する超音波の周波数を2.4MHz〜3MHzとした。
図7はその吐出特性を表すものである。この結果から、相対飛距離αは、5重量%から10重量%までのスラリー濃度の範囲において増加し、10重量%から50重量%までのスラリー濃度の範囲においては減少する傾向が見られ、特に、検討例2−2(10重量%)の超音波振動スラリーは、通常のスラリーと比べて3倍近い飛距離を有することから、最も高い吐出エネルギーを有していることが明らかとなった。
更に、図8(A)には検討例2−2の噴出時の写真を、図8(B)には超音波を付加した水を吐出させたときの写真をそれぞれ示した。これらの写真を比較すると、超音波振動スラリーは霧状に吐出することから、スラリー14中における研磨剤14Aの分散性を高めることができることが明らかとなった。
以上の検討結果を踏まえ、実施例2では、検討例2−2(スラリー濃度10重量%)の超音波振動スラリーを用いてダイシングおよび研磨を行ったときの半導体ウェハ20の端面の評価を行った。その際、半導体ウェハ20としては実施例1と同様のものを用い、ダイシングおよび研磨の条件は超音波振動スラリーを用いたことを除き実施例1と同一にした。また、半導体ウェハ20の端面の評価は、光学顕微鏡写真による観察と共に、GaN薄膜32の表面から深さ方向に対する端面の傾斜角を測定することにより行った。
図9(A)は超音波振動スラリーを用いたときの半導体ウェハ20の端面の光学顕微鏡写真であり、図9(B)は、図9(A)のGaN薄膜32の端面を拡大して示した光学顕微鏡写真である。これらの結果から切断面が平坦化されていることが確認された。
更に、図10(A)に示したように、超音波振動スラリーを用いたときのGaN薄膜32の端面の傾斜角は、GaN薄膜32表面から0.8μmまでの傾斜角は23°であるが、0.8μmから3μmまでの傾斜角は6°程度と極めて小さな傾斜角となっており、共振端面としては長い垂直面部が形成されていることが分かった。一方、通常のスラリーを用いたときの端面の傾斜角は、図10(B)に示したように、GaN薄膜32表面から2μmまで傾斜角が23°となっており、緩やかに傾斜していることが分かった。これにより、超音波振動スラリーを用いた方がより長い垂直面部を有する端面を形成することができることが分かった。
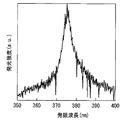
更に、実施例2の端面を有する半導体レーザ素子30のについて、半導体レーザ素子30に印加した印加電力密度に対する発光強度の関係(発振特性1)および発振波長と発光強度との関係(発振特性2)についてそれぞれ評価を行った。これらの結果を図11,図12に示す。
図11は発振特性1を表すものであり、半導体レーザ素子30は低い閾値と共に閾値以上の駆動電流に対する発光強度の関係において優れた直線性を有していることが明らかとなった。また、図12は発振特性2を表すものであり、半導体レーザ素子30は、所望の発振波長領域(青色)の光を高い発光強度で発振することができることが明らかとなった。以上の結果から、本発明のブレード加工方法は半導体レーザ素子自体の発振特性を向上させることができることが明らかとなった。
半導体レーザの製造工程における共振器端面の形成の他、赤色系レーザ用のGaAs系およびInP系、あるいはSiなどの結晶、セラミックスおよびガラスなどのチッピングを嫌う超精密溝入れ工程あるいは切断工程などに利用可能である。
10…加工装置、11…ブレード、11A…回転軸、11B…砥石、12…周辺領域、12A…空気膜、13…ノズル、14…スラリー、14A…研磨剤、14B…超音波振動スラリー、15…ダイシング台、15A…溝、16…支持部材、20…半導体ウェハ、20A…切断面、30…半導体レーザ素子、31…サファイア基板、32…GaN薄膜(レーザ共振器)、33…電極、34…出射面
Claims (8)
- 被加工物を回転するブレードに接触させると共に、ノズルから前記ブレードの周辺領域に微粒子状の研磨剤を含むスラリーを吐出することにより、前記被加工物を切断し、あるいは前記被加工物に溝を形成すると同時にその切断面を研磨する
ことを特徴とするブレード加工方法。 - 前記ノズルに超音波振動を付加して前記スラリー内の研磨剤を分散させる
ことを特徴とする請求項1に記載のブレード加工方法。 - 前記スラリーとして、平均粒径1μm以下の酸化物微粒子の研磨剤を溶媒に懸濁させたものを用いる
ことを特徴とする請求項1または2に記載のブレード加工方法。 - 前記スラリーに対する研磨剤の濃度を5重量%以上50重量%以下とする
ことを特徴とする請求項1ないし3のいずれか1項に記載のブレード加工方法。 - 前記被加工物は複数の半導体レーザ素子が形成された半導体ウェハであり、前記半導体レーザ素子を分離すると共に、前記半導体レーザ素子の共振器端面を研磨しつつ形成する ことを特徴とする請求項1ないし4のいずれか1項に記載のブレード加工方法。
- 前記スラリーとして、前記半導体レーザ素子の共振器端面を構成する材料をエッチング可能な液を含むものを用いる
ことを特徴とする請求項5に記載のブレード加工方法。 - 前記半導体レーザ素子は、サファイア基板上に窒化ガリウム(GaN),ガリウムヒ素(GaAs),またはインジウムリン(InP)からなる半導体層を形成したものである ことを特徴とする請求項5または6に記載のブレード加工方法。
- 前記ブレードとして、ダイヤモンドブレードを用いる
ことを特徴とする請求項1ないし7のいずれか1項に記載のブレード加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005068658A JP2006253441A (ja) | 2005-03-11 | 2005-03-11 | ブレード加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005068658A JP2006253441A (ja) | 2005-03-11 | 2005-03-11 | ブレード加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006253441A true JP2006253441A (ja) | 2006-09-21 |
Family
ID=37093594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005068658A Pending JP2006253441A (ja) | 2005-03-11 | 2005-03-11 | ブレード加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006253441A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008152945A1 (ja) * | 2007-06-15 | 2008-12-18 | Rohm Co., Ltd. | 半導体発光装置及びその製造方法 |
| JP2011249393A (ja) * | 2010-05-24 | 2011-12-08 | Disco Abrasive Syst Ltd | 硬質基板の切削方法および切削装置 |
| WO2013187510A1 (ja) * | 2012-06-15 | 2013-12-19 | 株式会社東京精密 | ダイシング装置及びダイシング方法 |
| JP2016062941A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社ディスコ | 板状被加工物の分割方法 |
| JP2016219764A (ja) * | 2015-05-22 | 2016-12-22 | 久元電子股▲ふん▼有限公司 | 円形分割方法 |
| JP2017022425A (ja) * | 2013-08-26 | 2017-01-26 | 株式会社東京精密 | ダイシング装置 |
| US9701043B2 (en) | 2012-04-24 | 2017-07-11 | Tokyo Seimitsu Co., Ltd. | Dicing blade |
| JP7436165B2 (ja) | 2019-08-26 | 2024-02-21 | 株式会社ディスコ | ダイシングユニットの診断方法、及び、ダイシングシステム |
| CN110911309B (zh) * | 2018-09-14 | 2024-03-29 | 株式会社迪思科 | 压电振动板、超声波水喷射装置和超声波变幅器 |
-
2005
- 2005-03-11 JP JP2005068658A patent/JP2006253441A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008152945A1 (ja) * | 2007-06-15 | 2008-12-18 | Rohm Co., Ltd. | 半導体発光装置及びその製造方法 |
| JPWO2008152945A1 (ja) * | 2007-06-15 | 2010-08-26 | ローム株式会社 | 半導体発光装置及びその製造方法 |
| JP2011249393A (ja) * | 2010-05-24 | 2011-12-08 | Disco Abrasive Syst Ltd | 硬質基板の切削方法および切削装置 |
| US9701043B2 (en) | 2012-04-24 | 2017-07-11 | Tokyo Seimitsu Co., Ltd. | Dicing blade |
| CN104364884B (zh) * | 2012-06-15 | 2017-06-23 | 株式会社东京精密 | 切割装置以及切割方法 |
| US20150099428A1 (en) * | 2012-06-15 | 2015-04-09 | Tokyo Seimitsu Co., Ltd. | Dicing Device and Dicing Method |
| CN104364884A (zh) * | 2012-06-15 | 2015-02-18 | 株式会社东京精密 | 切割装置以及切割方法 |
| WO2013187510A1 (ja) * | 2012-06-15 | 2013-12-19 | 株式会社東京精密 | ダイシング装置及びダイシング方法 |
| JP2017022425A (ja) * | 2013-08-26 | 2017-01-26 | 株式会社東京精密 | ダイシング装置 |
| JP2016062941A (ja) * | 2014-09-16 | 2016-04-25 | 株式会社ディスコ | 板状被加工物の分割方法 |
| JP2016219764A (ja) * | 2015-05-22 | 2016-12-22 | 久元電子股▲ふん▼有限公司 | 円形分割方法 |
| CN110911309B (zh) * | 2018-09-14 | 2024-03-29 | 株式会社迪思科 | 压电振动板、超声波水喷射装置和超声波变幅器 |
| JP7436165B2 (ja) | 2019-08-26 | 2024-02-21 | 株式会社ディスコ | ダイシングユニットの診断方法、及び、ダイシングシステム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006253441A (ja) | ブレード加工方法 | |
| US8673695B2 (en) | Sapphire wafer dividing method | |
| JP4142699B2 (ja) | 発光素子の製造方法 | |
| JP4667263B2 (ja) | シリコンウエハの製造方法 | |
| JP2008103736A (ja) | 基板を再生する方法 | |
| JP2004111606A (ja) | ウェーハの加工方法 | |
| US7416962B2 (en) | Method for processing a semiconductor wafer including back side grinding | |
| TWI605911B (zh) | 用於晶圓邊緣修整之硏磨輪及晶圓邊緣修整之方法 | |
| JP6327329B1 (ja) | シリコンウェーハの研磨方法およびシリコンウェーハの製造方法 | |
| JP2001284293A (ja) | 半導体ウエハーのチップ分割方法 | |
| JP2012109357A (ja) | 半導体基板の切断方法及び半導体基板の切断装置 | |
| JP2004111428A (ja) | チップ製造方法 | |
| CN108074805A (zh) | 晶片的加工方法 | |
| JP2017175116A (ja) | 基板処理の方法 | |
| US10043946B2 (en) | Methods and devices for light extraction from a group III-nitride volumetric LED using surface and sidewall roughening | |
| JP2004296912A (ja) | ウェハ支持基板 | |
| JP4133935B2 (ja) | シリコンウエハの加工方法 | |
| JP2002329684A (ja) | 窒化物半導体チップ及びその製造方法 | |
| JP2007109822A (ja) | 半導体素子の製造方法、及びそれにより得られる半導体素子 | |
| JP2019012849A (ja) | ウェハ加工方法及びウェハ加工システム | |
| JP6081006B2 (ja) | ウェハ割断方法及びウェハ割断装置 | |
| JP2019012848A (ja) | ウェハ加工方法及びウェハ加工システム | |
| JP3490229B2 (ja) | 窒化物半導体レーザ素子の製造方法 | |
| US6077720A (en) | Method for fabricating semiconductor laser facets using combined cleave and polish technique | |
| JP6353666B2 (ja) | 加工装置 |