JP2006064501A - 中空糸膜の断面形状測定方法および装置 - Google Patents
中空糸膜の断面形状測定方法および装置 Download PDFInfo
- Publication number
- JP2006064501A JP2006064501A JP2004246590A JP2004246590A JP2006064501A JP 2006064501 A JP2006064501 A JP 2006064501A JP 2004246590 A JP2004246590 A JP 2004246590A JP 2004246590 A JP2004246590 A JP 2004246590A JP 2006064501 A JP2006064501 A JP 2006064501A
- Authority
- JP
- Japan
- Prior art keywords
- fiber membrane
- hollow fiber
- sectional shape
- cross
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
- Length Measuring Devices By Optical Means (AREA)
- External Artificial Organs (AREA)
Abstract
【解決手段】中空糸膜モジュールの端面に紫外線を照射し、前記端面での散乱光を波長200nmから450nmの光を透過するレンズにより集光して中空糸膜モジュールの端面を撮像し、撮像した画像から中空糸膜を検出し、検出した中空糸膜について断面形状の測定を行うことを特徴とする、中空糸膜の断面形状測定方法および装置。
【選択図】図1
Description
(1)使用するレンズを特に指定していないので、一般的なレンズが用いられていると考えられるが、一般に使用されているレンズは可視光のみを透過し、紫外線領域の光は透過しないように設計されいる(収差による像のボケを改善するため)。
(2)ハロゲンランプ光源を使用し、可視光を照射している。
(3)測定項目は中空糸膜の真円度異常(扁平)のみであり、中空糸膜の内径および外径、偏肉の検査は実施していない。
(4)光を照射するライトガイドに、ハの字型に配置したスリット光による暗視野照明を使用している。
(5)5000画素のラインセンサカメラを使用している。
(6)分解能が15μm/pix程度である。
図1は、本発明の一実施態様に係る中空糸膜の断面形状測定装置の全体を示している。図1に示す装置においては、搬送装置101により中空糸膜モジュールMを搬送する。紫外線照射装置102は、該紫外線照射装置102の光源部102Aより照射した紫外線をグラスファイバーケーブルを介して搬送装置101の前方に配置した紫外線照射装置102のライトガイド部102Bにより照射する。
H=肉厚設計値−Gw
実施例1
紫外線照射装置の光源102Aとして、照射紫外線の中心波長が365nmである水銀キセノンランプを使用し、紫外線照射装置のライトガイド102Bには紫外線の減衰が少ない石英製光ファイバライトガイドを使用し、紫外線照射装置のライトガイド102Bの形状は円形で紫外線照射角度は60度とし、設置位置は中空糸膜モジュールMの端面の中心とライトガイド102Bの中心が合うようにし、中空糸膜モジュールMの端面から20mmの位置にセットした。撮像装置103Bは7450画素のラインセンサカメラを使用し、1画素がモジュール端面において7μmに相当するように、かつ波長200nmから450nmでの光の透過率が70%以上である焦点距離105mmのレンズ103Aを選択し、中空糸膜モジュールMおよびライトガイド102Bの光軸中心と合うように正面に設置した。中空糸膜モジュールMには真円度欠陥を含むものを使用し、搬送装置101によって2.62mm/秒で搬送し撮像装置103により撮像した。撮像した画像は画像処理装置104に送信され、ハイパスフィルタ402によって中空糸膜とそれ以外の部分との輪郭線を強調したのち、2値化処理403によって中空糸膜部分を明輝度に、それ以外の部分が暗輝度となるようにした。次に公知の粒子解析技術によって中空糸膜の内径部分(明輝度領域に囲まれて独立した暗輝度領域)を特定し、真円度測定404、内径測定405を実施した。また、公知の分水嶺検出処理(境界線を検出する処理)によって隣り合う中空糸膜同士の境界線を検出して接合箇所を分割し外径測定408を実施した。また外径および内径の粒子情報をもとに偏肉測定407を実施した。この結果、真円度70%以下の欠陥を精度よく検出できた。
(1)人工腎臓用中空糸膜モジュールの端面の検査方法および装置
(2)浄水用中空糸膜モジュール端面の検査方法および装置
(3)加湿用中空糸膜モジュール端面の検査方法および装置
(4)除湿用中空糸膜モジュール端面の検査方法および装置
(5)人工肺用中空糸膜モジュール端面の検査方法および装置
(6)血液浄化用浄化器に用いる中空糸膜モジュール端面の検査方法および装置
(7)脱臭装置に用いる中空糸膜モジュール端面の検査方法および装置
Gw :中空糸膜の外円と内円の重心位置ずれ幅
H :中空糸膜の肉厚
101 :搬送装置
102 :紫外線照射装置
102A:紫外線照射装置の光源部
102B:紫外線照射装置のライトガイド部
103 :撮像装置
103A:撮像装置のレンズ
103B:撮像装置のラインセンサカメラ
104 :画像処理装置
105 :操作指令装置
106 :表示装置
107 :移載装置
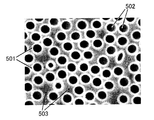
501 :中空糸膜の肉厚部分
502 :中空糸膜の中空部分
503 :中空糸膜間の中空部分
601 :2値化処理結果例
602 :内円領域抽出結果例
603 :外円領域抽出結果例
604 :内円および外円領域抽出結果の合成結果例
701 :真円度が予め定めた設定を下回ったもののみを表示した結果例
702 :予め設定した量以上の偏肉があった部分のみを表示した結果例
703 :各測定項目が予め定めた基準範囲外にある中空糸膜の異常部位のみを強調して表示した結果例
1001:中空糸膜の外円パターン
1002:中空糸膜の内円パターン
1003:中空糸膜外円の重心位置
1004:中空糸膜内円の重心位置
1101:中空糸膜の外円パターン
1102:中空糸膜の内円パターン
Claims (13)
- 中空糸膜モジュールの端面に紫外線を照射し、前記端面での散乱光を波長200nmから450nmの光を透過するレンズにより集光して中空糸膜モジュールの端面を撮像することを特徴とする、中空糸膜の断面形状測定方法。
- 中空糸膜モジュールの端面を撮像し、撮像した画像から中空糸膜を検出し、検出した中空糸膜について断面形状の測定を行うことを特徴とする、中空糸膜の断面形状測定方法。
- 中空糸膜モジュールの端面に紫外線を照射し、前記端面での散乱光を波長200nmから450nmの光を透過するレンズにより集光して中空糸膜モジュールの端面を撮像し、撮像した画像から中空糸膜を検出し、検出した中空糸膜について断面形状の測定を行うことを特徴とする、中空糸膜の断面形状測定方法。
- 検出した中空糸膜が予め定めた設定範囲内にあるか否かを判定することを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜の断面形状の測定において、検出した中空糸膜の内円もしくは外円の面積と同じ近似真円の直径を円の公式によって求めることを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜の断面形状の測定において、検出した中空糸膜の内円もしくは外円について0度から360度の範囲で予め定めた角度Δθ毎に算出したフェレ径の平均値を求めることを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜の断面形状の測定において、中空糸膜の内径の設計値と、0度から360度の範囲で予め定めた角度Δθ毎に算出したフェレ径の最小値との比を求めることを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜の断面形状の測定において、検出した中空糸膜の内円および外円それぞれの重心位置の距離を求めることを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜の断面形状の測定において、検出した中空糸膜の内円および外円それぞれの面積と2次モーメントより前記内円および外円に近似する等価楕円をそれぞれ求め、前記等価楕円それぞれの重心位置および0度から360度の範囲で予め定める角度Δθ毎に算出したフェレ径を求めることを特徴とする、請求項2または3に記載の中空糸膜の断面形状測定方法。
- 中空糸膜モジュールの端面を撮像する撮像手段と、得られた画像から中空糸膜を検出する検出手段と、請求項2〜9いずれかの方法によって中空糸膜の断面形状の測定する測定手段を備えていることを特徴とする中空糸膜の断面形状測定装置。
- 測定結果が予め定めた設定範囲内であるか否かを判定する判定手段を備えていることを特徴とする、請求項10に記載の中空糸膜の断面形状測定装置。
- 前記撮像手段がラインセンサー型のカメラであることを特徴とする、請求項10または11に記載の中空糸膜の断面形状測定装置。
- 請求項1〜9のいずれかに記載の方法もしくは請求項10〜12のいずれかに記載の装置を用いて製造されることを特徴とする中空糸膜モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004246590A JP2006064501A (ja) | 2004-08-26 | 2004-08-26 | 中空糸膜の断面形状測定方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004246590A JP2006064501A (ja) | 2004-08-26 | 2004-08-26 | 中空糸膜の断面形状測定方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006064501A true JP2006064501A (ja) | 2006-03-09 |
| JP2006064501A5 JP2006064501A5 (ja) | 2007-10-04 |
Family
ID=36111117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004246590A Pending JP2006064501A (ja) | 2004-08-26 | 2004-08-26 | 中空糸膜の断面形状測定方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006064501A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011058871A (ja) * | 2009-09-08 | 2011-03-24 | Teijin Fibers Ltd | 紡糸口金の異常検査装置及び異常検査方法 |
| JP6960643B1 (ja) * | 2020-09-24 | 2021-11-05 | 株式会社センシンロボティクス | 点検システム及び管理サーバ、プログラム、ヒビ割れ情報提供方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63180806A (ja) * | 1987-01-22 | 1988-07-25 | Fuji Electric Co Ltd | 対象パタ−ンの回転角検出方法 |
| JPH0362271A (ja) * | 1989-07-31 | 1991-03-18 | Toshiba Corp | 画像計測装置 |
| JP2002267428A (ja) * | 2001-03-14 | 2002-09-18 | Nec Corp | ランド外観検査装置およびランド外観検査方法 |
| JP2004113894A (ja) * | 2002-09-25 | 2004-04-15 | Toray Ind Inc | 中空糸膜モジュールの製造方法および装置 |
-
2004
- 2004-08-26 JP JP2004246590A patent/JP2006064501A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63180806A (ja) * | 1987-01-22 | 1988-07-25 | Fuji Electric Co Ltd | 対象パタ−ンの回転角検出方法 |
| JPH0362271A (ja) * | 1989-07-31 | 1991-03-18 | Toshiba Corp | 画像計測装置 |
| JP2002267428A (ja) * | 2001-03-14 | 2002-09-18 | Nec Corp | ランド外観検査装置およびランド外観検査方法 |
| JP2004113894A (ja) * | 2002-09-25 | 2004-04-15 | Toray Ind Inc | 中空糸膜モジュールの製造方法および装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011058871A (ja) * | 2009-09-08 | 2011-03-24 | Teijin Fibers Ltd | 紡糸口金の異常検査装置及び異常検査方法 |
| JP6960643B1 (ja) * | 2020-09-24 | 2021-11-05 | 株式会社センシンロボティクス | 点検システム及び管理サーバ、プログラム、ヒビ割れ情報提供方法 |
| JP2022052780A (ja) * | 2020-09-24 | 2022-04-05 | 株式会社センシンロボティクス | 点検システム及び管理サーバ、プログラム、ヒビ割れ情報提供方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5583102B2 (ja) | ガラス基板の表面不良検査装置および検査方法 | |
| JP4864504B2 (ja) | シリコンウェーハの結晶欠陥検査方法及び装置 | |
| KR20160090359A (ko) | 표면 결함 검출 방법 및 표면 결함 검출 장치 | |
| JP2007278928A (ja) | 欠陥検査装置 | |
| US6697514B1 (en) | Apparatus for inspecting a fluorescent substance on a plasma display | |
| JP2012002792A (ja) | 透明フィルム検査装置及び欠陥検出方法 | |
| JPH08128959A (ja) | 光学的検査方法および光学的検査装置 | |
| JP2004037248A (ja) | 検査装置および貫通孔の検査方法 | |
| JP2008153119A (ja) | 電池検査システム、及び電池検査方法 | |
| JP2009236760A (ja) | 画像検出装置および検査装置 | |
| JP4254185B2 (ja) | 中空糸膜モジュールの製造方法および装置 | |
| JP2001194322A (ja) | 外観検査装置及び検査方法 | |
| JP2006064501A (ja) | 中空糸膜の断面形状測定方法および装置 | |
| JP2010223598A (ja) | シート状物の欠陥検査装置 | |
| JP2001124538A (ja) | 物体表面の欠陥検査方法および欠陥検査装置 | |
| CN116997927A (zh) | 曲面基板气泡检测方法及检测系统 | |
| JP2003344299A (ja) | カラーフィルターの欠陥検査装置およびカラーフィルターの欠陥検査方法 | |
| JP2004257776A (ja) | 光透過体検査装置 | |
| JP2858194B2 (ja) | Oリング検査方法 | |
| CN110945347B (zh) | 光学显示面板的损伤检查方法 | |
| JP3765767B2 (ja) | ガラス管端の偏心検査装置及びガラス管端の偏心検査方法 | |
| KR20160032576A (ko) | 고속 카메라 및 적외선 광학계를 이용한 이미지 분석 시스템 및 방법 | |
| JP2010038723A (ja) | 欠陥検査方法 | |
| JP2008026254A (ja) | ゴムホースの外観検査装置 | |
| JP2005114645A (ja) | ガラス管の検査装置及び検査システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20070822 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Effective date: 20070822 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100329 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100507 |
|
| A521 | Written amendment |
Effective date: 20100706 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20100727 Free format text: JAPANESE INTERMEDIATE CODE: A02 |