JP2006045690A - Method for producing sanitary tissue - Google Patents
Method for producing sanitary tissue Download PDFInfo
- Publication number
- JP2006045690A JP2006045690A JP2004224383A JP2004224383A JP2006045690A JP 2006045690 A JP2006045690 A JP 2006045690A JP 2004224383 A JP2004224383 A JP 2004224383A JP 2004224383 A JP2004224383 A JP 2004224383A JP 2006045690 A JP2006045690 A JP 2006045690A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- embossing
- roll
- sanitary thin
- pulp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Abstract
Description
本発明は、ティッシュペーパー、トイレットペーパー、タオルペーパー、キッチンペーパー、化粧用紙などの衛生薄葉紙の製造方法に関するものである。 The present invention relates to a method for producing sanitary thin paper such as tissue paper, toilet paper, towel paper, kitchen paper, and decorative paper.
この種の衛生薄葉紙は、嵩高性の向上や、吸収性の向上、拭き取り性の向上、肌触り感の改善、見映えの向上などを目的として、エンボスを付与することが、汎用技術となっている。通常、かかるエンボスは、被加工原紙を、表面に雄雌に相当する凹凸が形成された金属ロール間に通して、あるいは、金属ロールとゴムなどからなる弾性ロールとの間に通して付与する。これらの付与方法のうち、前者の方法は、後者の方法に比して、ロールの凹凸形状を被加工原紙に転写し易い、との特性を有する。しかしながら、前者の方法は、長期操業において、ロールのクリアランス調整が難しい、ロールに紙粉等が詰まるなどの、不具合を生じることがある。 This type of sanitary thin paper has become a general-purpose technology to give embossing for the purpose of improving bulkiness, improving absorbency, improving wiping, improving touch feeling, and improving appearance. . Usually, such embossing is applied by passing the base paper to be processed through a metal roll having irregularities corresponding to male and female formed on the surface or between a metal roll and an elastic roll made of rubber or the like. Among these application methods, the former method has a characteristic that the uneven shape of the roll is easily transferred to the processed base paper as compared with the latter method. However, the former method may cause problems such as difficulty in adjusting the clearance of the roll in a long-term operation and clogging of the roll with paper powder or the like.
ところで、衛生薄葉紙に付与するエンボスについては、多くの提案がなされており、本出願人も、いくつかの提案をしている(例えば、特許文献1、特許文献2参照。)。そして、例えば、キッチンペーパーのエンボスに関しては、「Tip to Tip」形態(例えば、特許文献3参照。)や、「ネステッド」形態(例えば、特許文献4参照。)などが、提案されている。
By the way, many proposals have been made for embossing imparted to sanitary thin paper, and the present applicant has also made several proposals (see, for example,
前者の「Tip to Tip」形態は、図1に示すように、一方のシート101のエンボス凸部101Aの天部と、他方のシート102のエンボス凸部102Aの天部とが、接着剤3により接着されるものである。他方、後者の「ネステッド」形態は、図2に示すように、一方のシート101のエンボス凸部101Aが、他方のシート102のエンボス凹部102B内に嵌り込み、その嵌り込み域において、空間Hが形成されるように、エンボス凸部1Aの天部とエンボス凹部2Bの底部とが、接着剤3により接着されるものである。これらのエンボスが付与されたキッチンペーパーは、エンボス空間(H)内に、水分や油分を吸収・保持することによって、吸収性能を発揮する。
As shown in FIG. 1, the former “Tip to Tip” configuration is such that the top of the embossed
しかしながら、現在の技術では、エンボスを鮮明・明瞭に付与することができないため、エンボス空間(H)を正確に形成することができず、吸収性能が効果的に発揮されていないとの問題がある。また、以上の「Tip to Tip」形態や「ネステッド」形態のほかに、厚み感や見映えの向上などを目的として、被加工原紙に、規則性を有しないエンボスを付与した「ランダム」形態もあるが、エンボスを鮮明・明瞭に付与することができないため、厚み感や見映えが十分に向上しないとの問題がある。そして、エンボスを鮮明・明瞭に付与することができないとの問題は、坪量の低くさや、紙厚の薄さなどを大きな要因とするため、かかる問題は、衛生薄葉紙一般に存在する。特に、トイレットパーパー等は、坪量が、12.0〜21.0g/m3と著しく低く、また、その厚さも、80〜160μmと著しく薄いため、大きな問題とされている。
本発明の主たる課題は、エンボスが鮮明・明瞭に付与された衛生薄葉紙の製造方法を、提供することにある。 The main subject of this invention is providing the manufacturing method of the sanitary thin paper to which the emboss was provided clearly and clearly.
この課題を解決した本発明は、次のとおりである。
〔請求項1記載の発明〕
被加工原紙を、エンボスロール間に通して、衛生薄葉紙を得る方法であって、
前記エンボスロールの少なくとも一方が、加熱されている、ことを特徴とする衛生薄葉紙の製造方法。
The present invention that has solved this problem is as follows.
[Invention of Claim 1]
A method of obtaining a sanitary thin paper by passing a processed base paper between embossing rolls,
A method for producing sanitary thin paper, wherein at least one of the embossing rolls is heated.
〔請求項2記載の発明〕
被加工原紙を、エンボスロール間に通して、衛生薄葉紙を得る方法であって、
前記エンボスロールが、弾性ロールと加熱されたエンボス凸部を有する金属ロールとからなる、ことを特徴とする衛生薄葉紙の製造方法。
[Invention of Claim 2]
A method of obtaining a sanitary thin paper by passing a processed base paper between embossing rolls,
The said embossing roll consists of a metal roll which has an elastic roll and a heated embossing convex part, The manufacturing method of the sanitary thin paper characterized by the above-mentioned.
〔請求項3記載の発明〕
弾性ロール表面のショア硬度が、50〜80とされている、請求項2記載の衛生薄葉紙の製造方法。
[Invention of Claim 3]
The manufacturing method of the sanitary thin paper of
〔請求項4記載の発明〕
被加工原紙が、パルプ繊維、再生繊維及びレーヨンの群から選ばれた1種又は2種以上の原料素材からなる、請求項1〜3のいずれか1項に記載の衛生薄葉紙の製造方法。
[Invention of Claim 4]
The manufacturing method of the sanitary thin paper of any one of Claims 1-3 in which a to-be-processed base paper consists of 1 type, or 2 or more types of raw material raw materials chosen from the group of a pulp fiber, a recycled fiber, and rayon.
〔請求項5記載の発明〕
加熱ロールの表面温度が、40〜140℃とされている、請求項1〜4のいずれか1項に記載の衛生薄葉紙の製造方法。
[Invention of Claim 5]
The surface temperature of a heating roll is 40-140 degreeC, The manufacturing method of the sanitary thin paper of any one of Claims 1-4.
〔請求項6記載の発明〕
エンボス圧が、5〜30kg/cmとされている、請求項1〜5のいずれか1項に記載の衛生薄葉紙の製造方法。
[Invention of Claim 6]
The method for producing sanitary thin paper according to any one of
本発明の衛生薄葉紙の製造方法によれば、エンボスが鮮明・明瞭に付与された衛生薄葉紙が製造される。 According to the method for producing sanitary thin paper of the present invention, sanitary thin paper to which embossing is given clearly and clearly is produced.
次に、本発明の実施の形態について、説明する。なお、以下では、まず、衛生薄葉紙一般について説明し、次に、そのより具体的な例として、キッチンペーパー、トイレットペーパー及びティシュペーパーについて、説明する。 Next, an embodiment of the present invention will be described. In the following, sanitary thin paper in general will be described first, and then kitchen paper, toilet paper, and tissue paper will be described as more specific examples.
〔衛生薄葉紙の製造〕
(原料素材)
本製造方法においては、原料パルプを抄紙するなどして、原料素材から被加工原紙を得た後、この被加工原紙にエンボスを付与して、衛生薄葉紙とする。なお、本明細書では、エンボス付与の対象となる原紙を、被加工原紙という。
[Manufacture of sanitary thin paper]
(Raw material)
In this production method, a raw paper is obtained from a raw material by, for example, making a raw pulp, and then embossed to the processed raw paper to obtain a sanitary thin paper. In the present specification, a base paper to be embossed is referred to as a processed base paper.
被加工原紙(衛生薄葉紙)の原料素材は、特に限定されず、キッチンペーパー、トイレットペーパー、ティシュペーパー等の用途に応じて、適宜のものを使用することができる。原料素材として、パルプ繊維を使用する場合、このパルプ繊維(原料パルプ)としては、例えば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプ、などから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
The raw material of the processing base paper (hygienic thin paper) is not particularly limited, and an appropriate one can be used according to the use such as kitchen paper, toilet paper, tissue paper and the like. When pulp fiber is used as the raw material, the pulp fiber (raw pulp) is, for example, wood pulp, non-wood pulp, synthetic pulp, waste paper pulp, or the like, more specifically, groundwood pulp (GP). , Stone Grand Pulp (SGP), Refiner Grand Pulp (RGP), Pressurized Ground Pulp (PGW), Thermomechanical Pulp (TMP), Chemi Thermomechanical Pulp (CTMP), Bleach Chemi Thermomechanical Pulp (BCTMP) (MP), chemical mechanical pulp (CGP), semi-chemical pulp (SCP), hardwood bleached kraft pulp (LBKP), kraft pulp (KP) such as softwood bleached kraft pulp (NBKP), soda pulp (AP), monkey Chemical pulp such as fight pulp (SP), dissolving pulp (DP) CP), nylon, rayon, polyester, synthetic pulp made from polyvinyl alcohol (PVA), deinked pulp (DIP), waste paper pulp such as waist pulp (WP), ground pulp (TP), cotton, flax,
ただし、被加工原紙は、パルプ繊維、再生繊維及びレーヨンの群から選ばれた1種又は2種以上の原料素材からなるのが好ましい。これらを原料素材とすると、加熱されたエンボスロールを使用することによって、エンボスを鮮明・明瞭に付与するという本発明の効果が、効果的に発揮される。 However, the processed base paper is preferably made of one or more raw materials selected from the group of pulp fiber, recycled fiber and rayon. When these are used as raw materials, the effect of the present invention of providing embossing clearly and clearly is effectively exhibited by using a heated embossing roll.
(抄紙)
パルプ繊維等の原料素材は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして、被加工原紙とする。この抄紙に際しては、例えば、分散剤、苛性ソーダ、アンモニア水等のpH調整剤、消泡剤、防腐剤、蛍光染料、離型剤、耐水化剤、流動変性剤、歩留まり向上剤などの適宜の薬品を添加することができる。
(Paper making)
The raw material such as pulp fiber is processed into a raw paper through, for example, a known papermaking process, specifically, a wire part, a press part, a dryer part, a size press, a calendar part, and the like. In this papermaking, for example, suitable chemicals such as a dispersant, caustic soda, aqueous ammonia and other pH adjusters, antifoaming agents, preservatives, fluorescent dyes, mold release agents, water resistance agents, flow modifiers, yield improvers, etc. Can be added.
(エンボスの付与)
原料素材を加工して得た被加工原紙は、加熱された一対のエンボスロール間に通して、エンボスを付与することにより、衛生薄葉紙とする。このエンボスの付与は、一対のエンボスロールが両方とも加熱されていても、一方のエンボスロールのみが加熱されていても行うことができる。エンボスロールが加熱されていると、エンボスが鮮明・明瞭に付与されるようになる。
(Give emboss)
The processed base paper obtained by processing the raw material is passed through a pair of heated embossing rolls, and embossed to give sanitary thin paper. The embossing can be performed even if both of the pair of embossing rolls are heated or only one embossing roll is heated. When the embossing roll is heated, the embossing is given clearly and clearly.
一対のエンボスロールは、両方とも金属ロールとすることもできるが、一方をゴムなどからなる弾性ロールとし、他方を加熱されたエンボス凸部を有する金属ロールとするのが、好ましい。弾性ロール及び金属ロールの組み合わせが好ましいのは、ロールのクリアランス調整の問題や、ロールに紙粉等が詰まるなどの不具合が生じないためである。 Both of the pair of embossing rolls may be metal rolls, but it is preferable that one is an elastic roll made of rubber or the like and the other is a metal roll having a heated embossed protrusion. The combination of the elastic roll and the metal roll is preferable because there is no problem of adjustment of the clearance of the roll or problems such as clogging of paper dust or the like in the roll.
加熱されているエンボスロールは、弾性ロールであってもよいが、金属ロールである方が、好ましい。これは、金属ロールの方が、熱伝導率がよく効果的に加熱による効果が発揮されるということのほか、金属ロールが加熱されていると、エンボスの形状に対応したかたちで、被加工原紙に熱が与えられることになり、付与されるエンボスが、より鮮明・明瞭になるためである。 The heated embossing roll may be an elastic roll, but is preferably a metal roll. In addition to the fact that the metal roll has better thermal conductivity and exhibits the effect of heating effectively, when the metal roll is heated, it corresponds to the shape of the embossed base paper. This is because heat is applied to the surface and the embossing applied becomes clearer and clearer.
加熱ロールの表面温度は、一対のエンボスロールが、両方とも金属ロールであるか、弾性ロールと金属ロールとの組み合わせであるか、弾性ロール及び金属ロールのいずれが加熱されているか、などに関わらず、40〜140℃、好ましくは60〜120℃、より好ましくは80〜100℃とされる。加熱温度が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、加熱温度が高すぎると、エネルギーロスとなるほか、被加工原紙が焼き付くおそれや、製造される衛生薄葉紙が固くなるおそれがある。 The surface temperature of the heating roll is independent of whether the pair of embossing rolls are both metal rolls, a combination of an elastic roll and a metal roll, or which one of the elastic roll and the metal roll is heated. 40-140 ° C., preferably 60-120 ° C., more preferably 80-100 ° C. If the heating temperature is too low, the effect that the embossing becomes clear may not be sufficiently exhibited. On the other hand, if the heating temperature is too high, energy loss occurs, the processed base paper may be burned, and the manufactured sanitary thin paper may be hardened.
エンボスの付与は、一対のエンボスロール間のエンボス圧が、5〜30kg/cm、好ましくは10〜25kg/cm、より好ましくは15〜20kg/cmとなるように行う。エンボス圧が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、エンボス圧が高すぎると、被加工原紙がちぎれてしまうおそれがある。 The embossing is performed so that the embossing pressure between the pair of embossing rolls is 5 to 30 kg / cm, preferably 10 to 25 kg / cm, more preferably 15 to 20 kg / cm. If the embossing pressure is too low, the effect that the embossing becomes clear may not be sufficiently exhibited. On the other hand, if the embossing pressure is too high, the processed base paper may be torn.
一対のエンボスロールを、弾性ロールと金属ロールとの組み合せとする場合、弾性ロールは、その表面のショア硬度(Shore hardness)が、50〜80であるのが好ましい。ショア硬度が低すぎると、つまり弾性ロール表面がやわらかすぎると、被加工原紙が破断するおそれがある。他方、ショア硬度が高すぎると、つまり弾性ロール表面が硬すぎると、エンボスが入らなくなるおそれがある。 When the pair of embossing rolls is a combination of an elastic roll and a metal roll, the elastic roll preferably has a Shore hardness of 50 to 80 on the surface thereof. If the Shore hardness is too low, that is, if the elastic roll surface is too soft, the processed base paper may be broken. On the other hand, if the Shore hardness is too high, that is, if the surface of the elastic roll is too hard, there is a possibility that embossing does not enter.
以上のようにして付与するエンボスの形状は、特に限定されない。例えば、キッチンペーパー、トイレットペーパー、ティシュペーパー等の用途や見映えなどをファクターとして、適宜設計することができる。エンボスの具体的な形状については、以下において、詳しく説明する。 The shape of the emboss provided as described above is not particularly limited. For example, it is possible to design appropriately using factors such as the use and appearance of kitchen paper, toilet paper, tissue paper, and the like. The specific shape of the emboss will be described in detail below.
〔キッチンペーパーの製造〕
次に、家庭用衛生薄葉紙が、キッチンペーパーである場合を例に、図3及び図4を参照しながら、説明する。
本形態の製造方法においては、図4に示すように、シート1とシート2とを2枚重ね状態で接着するもので、その坪量が、10〜50g/m2となるようにしている。坪量が小さすぎると、シートに皺が入り易くなり、また、エンボスを鮮明・明瞭に付与したとしても崩れやすいため、本発明の効果が減殺される。他方、坪量が大きすぎると、柔軟性が低下する。
[Manufacture of kitchen paper]
Next, an example in which the household sanitary thin paper is kitchen paper will be described with reference to FIGS. 3 and 4.
In the manufacturing method of this embodiment, as shown in FIG. 4, two
シート1とシート2との接着態様は、「Tip to Tip」形態としており、一方のシート1のエンボス凸部1Aの天部と、他方のシート2のエンボス凸部2Aの天部とを、PVA、CMC、MC、デンプン等からなる接着剤3により接着している。なお、エンボス付与の方法は、前述した「衛生薄葉紙の製造」の場合と同様であり、加熱されたエンボスロールを使用している。
The bonding mode between the
本形態の製造方法では、エンボスの形状を、裁切四角錐形としているが、これに限定されるものではない。例えば、裁切円錐形や、天部が平面形状の楕円形、三角形、その他の多角形などとすることができる。シート相互の接着のためには、天部を平坦とするのが好ましい。天部の面積は、0.1〜40mm2、より好ましくは0.25〜4.0mm2、特に好ましくは0.5〜2.0mm2である。天部の面積が狭すぎる、シート相互の十分な接着強度を得ることができなくなる。他方、天部の面積が広すぎると、エンボスによる吸収空間の容積が小さくなるため、十分な吸収能力を得ることができなくなる。なお、本発明よると、鮮明・明瞭にエンボスを付与することができるため、以上のような細かなエンボス形状の設計も、十分可能である。 In the manufacturing method of this embodiment, the embossed shape is a cut quadrangular pyramid, but is not limited thereto. For example, it can be a cut-off cone, an ellipse whose top is planar, a triangle, or another polygon. In order to bond the sheets to each other, it is preferable to make the top portion flat. Area of the top portion, 0.1~40mm 2, more preferably 0.25~4.0mm 2, particularly preferably 0.5 to 2.0 mm 2. It becomes impossible to obtain sufficient adhesive strength between sheets, where the top area is too narrow. On the other hand, if the area of the top is too large, the volume of the absorption space due to embossing becomes small, so that sufficient absorption capacity cannot be obtained. In addition, according to this invention, since embossing can be provided clearly and clearly, the above fine emboss shape design is also possible sufficiently.
以上の山形のエンボスは、図3に示すように、規則的に多数形成し、エンボスセクションX,X…を形成している。このエンボスセクションX,X…間には、エンボスが形成されておらず、かつ、シート1とシート2とを接着していない、例えば、正四角形、長方形、菱形等の格子状の抜き柄セクションYを形成している。この抜き柄セクションYによって、水分や油分を吸収する際に、かかる水分や油分が、セクションYに沿って拡散することになる。したがって、水分や油分は、セクションYに沿って速やかに拡散されつつ、各エンボスによる吸収空間に吸収・保持されることになるので、一部に留まって過飽和状態になり、エンボスが崩れとの問題が生じない。また、セクションYは、例えば、六角形状とすることもできるが、この形状では、拡散性効果をほとんど期待することができない。これに対して、セクションYを、格子状とすると、水分や油分を、格子の直線に沿って遠くまで拡散させることができるため、拡散性に優れるものとなる。
As shown in FIG. 3, a large number of the above-mentioned chevron-shaped embosses are regularly formed to form embossed sections X, X. No embossing is formed between the embossed sections X, X... And the
セクションYの格子の一辺の長さは、1.731mm〜50mm、好ましくは15mm〜50mm、幅は0.824mm〜20mm、好ましくは1.2mm〜5.0mmである。格子の一辺の長さが短すぎると、エンボスセクションX,X…による十分な吸収力が得られなくなる。他方、格子の一辺の長さが長すぎると、セクションYによる平面方向への拡散を十分に図ることができなくなる。 The length of one side of the grid of section Y is 1.731 mm to 50 mm, preferably 15 mm to 50 mm, and the width is 0.824 mm to 20 mm, preferably 1.2 mm to 5.0 mm. If the length of one side of the grating is too short, sufficient absorption by the embossed sections X, X... Cannot be obtained. On the other hand, if the length of one side of the grating is too long, the section Y cannot sufficiently diffuse in the plane direction.
本セクションYの面積は、エンボスセクションXの面積の10〜50%とするのが好ましく、20〜30%とするのがより好ましい。 The area of the section Y is preferably 10 to 50% of the area of the embossed section X, and more preferably 20 to 30%.
エンボスセクションX内の接着剤3による接着部分の総面積は、対応するエンボスセクションXの面積に対して、5〜30%、好ましくは9〜25%、特に好ましくは10〜14.5%である。接着部分の総面積が狭すぎると、吸収空間の容積は増えるものの、シート相互の十分な接着強度を得ることができなくなる。他方、接着部分の総面積が広すぎると、エンボスによる吸収空間の容積が減り、十分な吸収力を得ることができなくなる。 The total area of the part bonded by the adhesive 3 in the embossed section X is 5 to 30%, preferably 9 to 25%, particularly preferably 10 to 14.5% with respect to the area of the corresponding embossed section X. . If the total area of the bonded portions is too small, the volume of the absorption space increases, but sufficient adhesive strength between the sheets cannot be obtained. On the other hand, if the total area of the bonded portions is too large, the volume of the absorption space due to embossing is reduced, and sufficient absorption power cannot be obtained.
エンボスを有するシートを2枚重ねとし、かつその坪量が10〜50g/m2となるようにする場合は、「Tip to Tip」形態とするか、「ネステッド」形態とするか等に関わらず、また、エンボスの形状をいかなるものとするか等にも関わらず、2枚重ねのシートの横方向の湿潤強度を、縦方向(マシン方向)の湿潤強度以下とし、かつその横方向の湿潤強度を120CN以上とするのが好ましく、150CN以上とするのがより好ましい。一般に、現在市販されている坪量10〜50g/m2のキッチンペーパーは、横方向の湿潤強度が、100CN程度であるものが多い。しかるに、本形態では、横方向の湿潤強度を高めることによって、天ぷらや揚げ物等に含まれる水分や油分を吸収した際においても、鮮明・明瞭に付与したエンボスが崩れことがなく、天ぷらや揚げ物等がべたついたり、貼り付いたりすることがない。横方向の湿潤強度を高めることによって、汚れを拭き取る際に、シートが破れることがほとんどなくなるとの利点もある。 When two sheets of embossed sheets are stacked and the basis weight is 10 to 50 g / m 2 , regardless of whether it is a “Tip to Tip” form or a “nested” form, etc. Regardless of the shape of the emboss, etc., the wet strength in the transverse direction of the two-ply sheets is set to be equal to or less than the wet strength in the longitudinal direction (machine direction) and the wet strength in the transverse direction. Is preferably 120 CN or more, and more preferably 150 CN or more. In general, many kitchen papers having a basis weight of 10 to 50 g / m 2 that are currently marketed have a transverse wet strength of about 100 CN. However, in this embodiment, when the moisture and oil contained in tempura and deep-fried food are absorbed by increasing the wet strength in the lateral direction, the embossed that is clearly and clearly imparted does not collapse, and tempura and deep-fried food etc. There is no stickiness or sticking. By increasing the lateral wet strength, there is also an advantage that the sheet is hardly broken when the dirt is wiped off.
キッチンペーパーの横方向の湿潤強度を高めるためには、例えば、原料パルプにカイメン等の湿潤紙力増強剤を添加することや、原料パルプの種類を選択し、あるいは原料パルプの叩解を強めるなどして、湿潤紙力増強剤の定着を高めること、などによることができる。ただし、過度に横方向の湿潤強度を高めると、シートの柔軟性などの阻害要因となるため、横方向の湿潤強度は、500CN以下とするのが好ましく、350CN以下とするのがより好ましい。一方、縦方向の湿潤強度は、適宜選定できるが、通常は横の湿潤強度の1倍以上である。 In order to increase the wet strength in the horizontal direction of the kitchen paper, for example, a wet paper strength enhancer such as sponge is added to the raw pulp, the type of raw pulp is selected, or the beating of the raw pulp is strengthened. For example, the fixing of the wet paper strength enhancer can be enhanced. However, if the lateral wet strength is excessively increased, it becomes an impediment to sheet flexibility and the like, and therefore the lateral wet strength is preferably 500 CN or less, and more preferably 350 CN or less. On the other hand, the wet strength in the vertical direction can be selected as appropriate, but it is usually 1 or more times the horizontal wet strength.
〔トイレットペーパーの製造〕
次に、衛生薄葉紙が、トイレットペーパーである場合を例に、説明する。
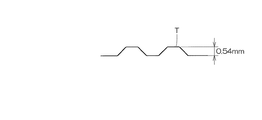
図5は、トイレットペーパーWの一部拡大平面図であり、図6は、そのI−I線断面図である。なお、図1及び図2中には、各部分の寸法を示している。
[Manufacture of toilet paper]
Next, the case where the sanitary thin paper is toilet paper will be described as an example.
FIG. 5 is a partially enlarged plan view of the toilet paper W, and FIG. 6 is a cross-sectional view taken along the line I-I. In addition, in FIG.1 and FIG.2, the dimension of each part is shown.
本トイレットペーパーWの製造においては、実質的に平坦な頂面(天部)Tを有する菱形のエンボスを付与している。頂面Tの形状は、菱形のほか、例えば、円形、楕円形、多角形などとすることができる。また、頂面Tの形状は、例えば、星型とすることもできるが、頂面Tに細長い形状の部分があると、その部分が破損しやすいため実用的ではない。 In the production of the toilet paper W, diamond-shaped embossing having a substantially flat top surface (top) T is provided. The shape of the top surface T can be, for example, a circle, an ellipse, or a polygon other than a rhombus. Further, the shape of the top surface T may be a star shape, for example, but if the top surface T has an elongated portion, it is not practical because the portion is easily damaged.
本エンボスは、最大径aが0.8mm、最小径bが0.4mmとなっており、また、長ピッチAが3.0mm、短ピッチBが1.4mmとなっている。さらに、本エンボスは、深さが0.54mmとなっている。そして、頂面T,T…間の凹部の形状は、図6に示すように、断面が曲線部を持たない形状となっており、全体としていわゆる台形型のエンボスとなっている。エンボスの断面形状は、台形型のほか、富士山型などの適宜の形状とすることができる。ただし、富士山型は、凹部の形状が不明瞭となるため、本発明の効果(鮮明・明瞭なエンボスの付与)は、台形型の場合の方が、いかんなく発揮される。また、台形型の方が、見映えの点でも好ましいものとなる。 The emboss has a maximum diameter a of 0.8 mm, a minimum diameter b of 0.4 mm, a long pitch A of 3.0 mm, and a short pitch B of 1.4 mm. Further, the embossing has a depth of 0.54 mm. And as shown in FIG. 6, the shape of the recessed part between top surface T, T ... is a shape in which a cross section does not have a curved part, and is a so-called trapezoidal embossing as a whole. The cross-sectional shape of the emboss may be an appropriate shape such as a trapezoidal type or a Mt. Fuji type. However, since the shape of the concave portion is unclear in the Mt. Fuji type, the effect of the present invention (appearance of clear and clear embossing) is more fully exhibited in the case of the trapezoid type. In addition, the trapezoidal shape is preferable in terms of appearance.
本形態によると、トイレットペーパーWが、滑らかで、ざらつき感が少なくなる。これは、本形態が、従来の形態に比して、小さい面積のエンボス(従来の約1/3)が、単位面積あたりにより多く(従来の約6倍)形成されていることによるものである。また、本トイレットペーパーWは、しなやかさにも優れている。これは、滑らかさと同様、細かいエンボスが多数形成されているため、トイレットペーパーWの各シートのコシがくだかれていることによる。さらに、本トイレットペーパーWは、沈み深さが、9.68mm(従来は7.48mm)と深いため、ふんわり感にも優れている。この点、エンボスを深く付与しようとしてもできなければこの効果は得られないが、本発明によると、鮮明・明瞭にエンボスを付与することができるため、確実にかかる深さとすることができる。 According to this embodiment, the toilet paper W is smooth and less rough. This is because the emboss of a small area (about 1/3 of the conventional) is formed more per unit area (about 6 times the conventional) than the conventional form. . In addition, the toilet paper W is excellent in flexibility. This is because a lot of fine embosses are formed as in the case of smoothness, and each sheet of the toilet paper W is stiff. Further, the toilet paper W has a deep sinking depth of 9.68 mm (previously 7.48 mm), and thus has a soft feeling. In this respect, this effect cannot be obtained if embossing cannot be applied deeply. However, according to the present invention, embossing can be applied clearly and clearly, so that the depth can be ensured.
本トイレットペーパーWの坪量は、特に限定されず、例えば、12.0〜17.0g/m2とすることができる。このように坪量が小さいと、一般にエンボスを鮮明・明瞭に付与することができないとされるが、本発明よると、エンボスを鮮明・明瞭に付与することができるため、以上のような細かなエンボス形状の設計も、十分可能である。なお、本トイレットペーパーWには、頂面T,T・を、10mm2当たりに約47個分形成している。 The basic weight of this toilet paper W is not specifically limited, For example, it can be set as 12.0-17.0 g / m < 2 >. In this way, when the basis weight is small, it is generally said that embossing cannot be imparted clearly and clearly. However, according to the present invention, embossing can be imparted clearly and clearly. An embossed shape design is also possible. In this toilet paper W, about 47 top surfaces T, T · are formed per 10 mm 2 .
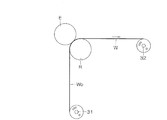
エンボスの付与は、具体的には、例えば、図7に示すように、加熱された金属ロールEによって行うことができる。金属ロールEには、その表面に複数の突起(凸部)が設けられており、この突起は、トイレットペーパーWに形成するエンボスと同様の形状となっている。 Specifically, the embossing can be performed by a heated metal roll E as shown in FIG. The metal roll E is provided with a plurality of protrusions (convex portions) on the surface, and the protrusions have the same shape as the emboss formed on the toilet paper W.
本方法では、金属ロールEを使用して、対となる表面がゴムなどからなる弾性可撓性ロールとの間に、あるいは金属ロールEの凹部に各突起(凸部)が嵌る金属雌ロールRとの間に、図7に示すように、被加工原紙Woをニップしながら通すことによって、エンボスを付与する。なお、図7中の符号31は、繰り出しロール、符号32は、巻取ロールである。
In this method, the metal roll E is used, and the metal female roll R in which each protrusion (projection) fits between the elastic flexible roll whose surface to be paired is made of rubber or the like or in the recess of the metal roll E. As shown in FIG. 7, embossing is imparted by passing the processed raw paper Wo while niping it. In addition, the code |
エンボスの付与方法は、以上の方法に限定されない。例えば、トイレットペーパーを2プライとする場合であれば、図8に示すように、弾性ロールR2、金属ロールE、金属ロールE、弾性ロールR2の順に積み重なるエンボス付与装置を用いることができる。この装置においては、1枚の被加工原紙Woが、下側の弾性ロールR2と金属ロールEとの間を通されるとともに、もう一枚の被加工原紙Woが、上側の弾性ロールR2と金属ロールEとの間を通され、これらの通紙によりそれぞれエンボスを付与された両シートが、下側の金属ロールEと上側の金属ロールEとの間を通されて、2枚のシートが重なった2プライのトイレットペーパーWとされる。 The embossing method is not limited to the above method. For example, when the toilet paper has two plies, as shown in FIG. 8, an embossing device in which the elastic roll R2, the metal roll E, the metal roll E, and the elastic roll R2 are stacked in this order can be used. In this apparatus, one processed base paper Wo is passed between the lower elastic roll R2 and the metal roll E, and another processed base paper Wo is connected to the upper elastic roll R2 and the metal roll E. Both sheets passed between the rolls E and embossed by these sheets are passed between the lower metal roll E and the upper metal roll E, and the two sheets overlap. 2 ply toilet paper W.
〔ティシュペーパーの製造〕
次に、衛生薄葉紙が、ティシュペーパーである場合を例に、説明する。
本形態の製造方法においては、2枚重ねで一組(2プライ)のティシュペーパーとする。本ティシュペーパーの各シート(1枚)のJIS P 8124に基づく米坪(坪量)は、10〜13g/m2とするのが好ましく、11.9〜12.7g/m2とするのがより好ましい。坪量が、10g/m2未満であると、エンボス付与は可能であるものの、抄造が困難となる。他方、坪量が、13g/m2を超えると、柔らかさが低下し、使用感や収納箱からの引き出し性が低下する。
[Manufacture of tissue paper]
Next, the case where the sanitary thin paper is tissue paper will be described as an example.
In the manufacturing method of the present embodiment, a pair (two plies) of tissue paper is formed by overlapping two sheets. Beitsubo based on JIS P 8124 of each sheet of the present tissue paper (one) (basis weight) is preferably set to 10~13g / m 2, that the 11.9~12.7g / m 2 More preferred. When the basis weight is less than 10 g / m 2 , embossing is possible, but papermaking becomes difficult. On the other hand, when the basis weight exceeds 13 g / m 2 , the softness is lowered, and the feeling of use and the drawability from the storage box are lowered.
本ティッシュペーパーは、2枚重ね一組での紙厚が、90〜120μmであるのが好ましく、94〜112μmであるのがより好ましい。紙厚が薄すぎると、使用者が感じる紙薄感が顕著になり、また、吸水性に劣りティシュペーパーとしての機能が低下する。他方、紙厚が厚すぎると、所定枚数を収納箱に収めて製品としたときの引き出し性に劣るようになる。また、本ティシュペーパーは、JIS S 3104に規定される、引張り強さ、吸水度、白色度の範囲とするのが好ましい。 In the tissue paper, the paper thickness of a set of two stacked paper sheets is preferably 90 to 120 μm, and more preferably 94 to 112 μm. If the paper thickness is too thin, the feeling of paper thinness felt by the user becomes remarkable, and the water-absorbing property is poor and the function as tissue paper is lowered. On the other hand, if the paper thickness is too thick, the drawability when a predetermined number of sheets are stored in a storage box to produce a product is deteriorated. The tissue paper is preferably in the range of tensile strength, water absorption, and whiteness as defined in JIS S3104.
本ティシュペーパーには、前述した加熱されたエンボスロールによって、エンボスを付与する。付与するエンボスの形状は、例えば、図9に示すように、四隅の丸まった長方形状のエンボスF,F…などを例示することができる。本エンボスF,F…は、相互に隣接するエンボスF,F間の離間距離が、1.1mmとされている。また、エンボスFの一端から、これに隣接するエンボスFの一端までの距離が、5.0mmとされている。このような離間距離の短いエンボスパターンは、従来の製造方法によると付与困難であるが、本形態の製造方法によると、鮮明・明瞭にエンボスF,F…を付与することができるので、付与可能である。もちろん、このエンボスパターンは、先に説明したキッチンペーパーやトイレットペーパー等にも利用することができる。 The tissue paper is embossed by the heated embossing roll described above. As the shape of the emboss to be applied, for example, as shown in FIG. 9, rectangular embosses F, F... With rounded four corners can be exemplified. In the present embosses F, F..., The separation distance between the adjacent embosses F, F is 1.1 mm. The distance from one end of the emboss F to one end of the emboss F adjacent to the emboss F is 5.0 mm. Such an embossed pattern with a short separation distance is difficult to apply according to the conventional manufacturing method, but according to the manufacturing method of this embodiment, embossing F, F... It is. Of course, this embossed pattern can also be used for the kitchen paper and toilet paper described above.
本形態の製造方法によると、鮮明・明瞭にエンボスを付与することができるので、例えば、特開2004―130053号公報などの意匠性を重視したエンボスパターンも好適に付与することができる。 According to the manufacturing method of this embodiment, embossing can be imparted clearly and clearly. For example, an embossing pattern emphasizing design characteristics such as Japanese Patent Application Laid-Open No. 2004-130053 can be suitably imparted.
次に、本発明の実施例について、説明する。
トイレットペーパー用の被加工原紙及びキッチンペーパー用の被加工原紙について、それぞれ弾性ロールとエンボス凸部を有する金属ロールとの間を通して、エンボスを付与した。このエンボスの付与は、金属ロールを、加熱しない場合(従来例)、60℃に加熱した場合(実施例)、140℃に加熱した場合(実施例)の3通り行った。なお、トイレットペーパー用の被加工原紙は、パルプを主原料とし、坪量を、17.0g/m2とした。また、キッチンペーパー用の被加工原紙は、パルプを主原料とし、湿潤紙力剤として、ポリアミドポリアミンエピクロロヒドリン樹脂を用い、坪量を、22.0g/m2とした。
Next, examples of the present invention will be described.
Embossing was given to each of the processing base paper for toilet paper and the processing base paper for kitchen paper through an elastic roll and a metal roll having an embossed protrusion. The embossing was performed in three ways: when the metal roll was not heated (conventional example), when heated to 60 ° C. (Example), and when heated to 140 ° C. (Example). In addition, the processed base paper for toilet paper made pulp the main raw material, and set the basic weight to 17.0 g / m < 2 >. Moreover, the processed paper for kitchen paper was made of pulp as a main raw material, and a polyamide polyamine epichlorohydrin resin was used as a wet paper strength agent, with a basis weight of 22.0 g / m 2 .
〔試験例1〕
エンボスを付与した後のトイレットペーパー及びキッチンペーパーについて、紙厚(μm)を測定した。この紙厚の測定は、尾崎製作所製のピーコックG型の測定子径10mmφを用いて行った。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、ゲージのメモリを移動させてゼロ点に合わせ、次いで、プランジャーを上げて試料(トイレットペーパー又はキッチンペーパー)を測定台の上におき、プランジャーを下ろして、そのときのゲージを読み取った。このとき、プランジャーは、試料の上にのせるだけとした。なお、測定は、1枚で行い、10回の平均値とした。結果を、表1に示した。
[Test Example 1]
The paper thickness (μm) of the toilet paper and kitchen paper after embossing was measured. The measurement of the paper thickness was performed using a Peacock G type probe diameter of 10 mmφ manufactured by Ozaki Seisakusho. Specifically, confirm that there is no dust, dust, etc. between the plunger and the measuring table, lower the plunger on the measuring table, move the gauge memory to the zero point, and then move the plunger The sample (toilet paper or kitchen paper) was placed on the measuring table, the plunger was lowered, and the gauge at that time was read. At this time, the plunger was only placed on the sample. In addition, the measurement was performed by 1 sheet and it was set as the average value of 10 times. The results are shown in Table 1.

〔試験例2〕
エンボスを付与した後のトイレットペーパー及びキッチンペーパーについて、試験例1と同様の方法で、紙厚(μm)を測定した。ただし、本試験においては、プランジャーを、700μmの高さから、試料の上に、落とすこととした。結果を、表2に示した。
[Test Example 2]
About the toilet paper and kitchen paper after providing embossing, the paper thickness (micrometer) was measured by the method similar to Test Example 1. However, in this test, the plunger was dropped onto the sample from a height of 700 μm. The results are shown in Table 2.
〔試験例3〕
エンボスを付与した後のトイレットペーパー及びキッチンペーパーについて、試験例1と同様の方法で、嵩(μm)を測定した。ただし、本試験においては、測定子径30mmφとした。結果を、表3に示した。
[Test Example 3]
About the toilet paper and kitchen paper after providing embossing, the volume (micrometer) was measured by the method similar to Test Example 1. However, in this test, the probe diameter was 30 mmφ. The results are shown in Table 3.
〔試験例4〕
エンボスを付与した後のトイレットペーパー及びキッチンペーパーについて、試験例2と同様の方法で、嵩(μm)を測定した。ただし、本試験においては、測定子径30mmφとした。結果を、表4に示した。
[Test Example 4]
About the toilet paper and kitchen paper after providing embossing, the volume (micrometer) was measured by the method similar to Test Example 2. However, in this test, the probe diameter was 30 mmφ. The results are shown in Table 4.
〔試験例5〜8〕
エンボスを付与した後のトイレットペーパー及びキッチンペーパーについて、曲げ剛性(B)及び曲げヒステリシス (2HB)を測定した。この曲げ特性の試験は、カトーテック株式会社製の自動化純曲げ試験機「KESFB2−AUTO−A」を用いて行った。この測定の具体的な方法は、図10に示すように、幅20cmの試料を、チャック間隔を1cmとし、一方を常に円弧を保つ純曲げにより最大曲率2.5cm-1まで表側に曲げた後に元に戻し、次に最大曲率−2.5cm-1まで裏側に曲げた後に元に戻したときにおける、曲率と曲げモーメントとの関係を評価するものである。この関係は、図11に示すヒステリシス曲線上の値として得られ、試料の曲げ剛性(B)は、曲率0.5〜1.5cm-1の間における平均傾斜であらわされる。なお、曲げ剛性(B)が大きいほど曲げ難く固いということになる。また、試料の曲げヒステリシス (2HB)は、曲率0.5〜1.5cm-1の間における曲げモーメントの平均ヒステリシス幅であらわされる。曲げヒステリシス (2HB)が大きいほど、曲げ回復性が悪い(低い)ことを意味する。曲げ剛性(B)縦(MD:Machine Direction)の結果を表5に、横(CD:Cross Direction)の結果を表6に、曲げヒステリシス (2HB)縦の結果を表7に、横の結果を表8に示した。
[Test Examples 5 to 8]
The bending rigidity (B) and bending hysteresis (2HB) of the toilet paper and kitchen paper after embossing were measured. This bending property test was performed using an automated pure bending tester “KESFB2-AUTO-A” manufactured by Kato Tech Co., Ltd. As shown in FIG. 10, a specific method for this measurement is as follows. After a sample having a width of 20 cm is bent to the front side to a maximum curvature of 2.5 cm −1 by pure bending with a chuck interval of 1 cm and always maintaining an arc. This evaluates the relationship between the curvature and the bending moment when returning to the original and then bending back to the maximum curvature of -2.5 cm -1 and then returning to the original. This relationship is obtained as a value on the hysteresis curve shown in FIG. 11, and the bending rigidity (B) of the sample is expressed as an average inclination between curvatures of 0.5 to 1.5 cm −1 . In addition, it is hard to bend and it is so hard that bending rigidity (B) is large. The bending hysteresis (2HB) of the sample is expressed by the average hysteresis width of the bending moment between the curvatures of 0.5 to 1.5 cm −1 . A larger bending hysteresis (2HB) means that the bending recovery is worse (lower). Bending rigidity (B) longitudinal (MD: Machine Direction) results are shown in Table 5, lateral (CD: Cross Direction) results are shown in Table 6, bending hysteresis (2HB) longitudinal results are shown in Table 7, and horizontal results are shown in Table 7. Table 8 shows.
本発明の製造方法は、ティッシュペーパー、トイレットペーパー、タオルペーパー、キッチンペーパー、化粧用紙などの家庭などにおいて使用される衛生薄葉紙の製造に、適用可能である。 The production method of the present invention can be applied to the production of sanitary thin paper used in homes such as tissue paper, toilet paper, towel paper, kitchen paper, and decorative paper.
1,2…シート、3…接着剤、E…金属ロール、R1,R2…弾性ロール。 1, 2 ... sheet, 3 ... adhesive, E ... metal roll, R1, R2 ... elastic roll.
Claims (6)
前記エンボスロールの少なくとも一方が、加熱されている、ことを特徴とする衛生薄葉紙の製造方法。 A method of obtaining a sanitary thin paper by passing a processed base paper between embossing rolls,
A method for producing sanitary thin paper, wherein at least one of the embossing rolls is heated.
前記エンボスロールが、弾性ロールと加熱されたエンボス凸部を有する金属ロールとからなる、ことを特徴とする衛生薄葉紙の製造方法。 A method of obtaining a sanitary thin paper by passing a processed base paper between embossing rolls,
The said embossing roll consists of a metal roll which has an elastic roll and a heated embossing convex part, The manufacturing method of the sanitary thin paper characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004224383A JP2006045690A (en) | 2004-07-30 | 2004-07-30 | Method for producing sanitary tissue |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004224383A JP2006045690A (en) | 2004-07-30 | 2004-07-30 | Method for producing sanitary tissue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006045690A true JP2006045690A (en) | 2006-02-16 |
| JP2006045690A5 JP2006045690A5 (en) | 2007-02-15 |
Family
ID=36024598
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004224383A Pending JP2006045690A (en) | 2004-07-30 | 2004-07-30 | Method for producing sanitary tissue |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006045690A (en) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002088694A (en) * | 2000-09-19 | 2002-03-27 | Daio Paper Corp | Absorptive sheet |
| JP2007015379A (en) * | 2005-06-09 | 2007-01-25 | Kochi Prefecture | Embossed crepe paper and its manufacturing method |
| JP2007260768A (en) * | 2006-03-30 | 2007-10-11 | Dainippon Printing Co Ltd | Embossing equipment |
| WO2008072661A1 (en) * | 2006-12-13 | 2008-06-19 | Daio Paper Corporation | Kitchen paper |
| JP2009136365A (en) * | 2007-12-04 | 2009-06-25 | Daio Paper Corp | Base material sheet for wet wiper and wet wiper |
| JP2009528928A (en) * | 2006-03-08 | 2009-08-13 | メツエ・ティッスエ・オーワイジェー | Embossing device for at least two layers of planar products such as toilet paper, tissue paper or the like |
| JP2009226144A (en) * | 2008-03-25 | 2009-10-08 | Daio Paper Corp | Sanitary paper |
| JP2009297552A (en) * | 2009-09-29 | 2009-12-24 | Daio Paper Corp | Kitchen paper |
| US7799167B2 (en) | 2005-06-09 | 2010-09-21 | Kawano Paper Co., Ltd. | Embossed crepe paper and its manufacturing method |
| WO2012043378A1 (en) * | 2010-09-30 | 2012-04-05 | 大王製紙株式会社 | Water-disintegrable sanitary tissue paper and process for producing water-disintegrable sanitary tissue paper |
| JP2017170699A (en) * | 2016-03-22 | 2017-09-28 | 大王製紙株式会社 | Paper towel |
| WO2019093179A1 (en) * | 2017-11-09 | 2019-05-16 | 大王製紙株式会社 | Tissue paper and tissue paper evaluation method |
| JPWO2019004225A1 (en) * | 2017-06-30 | 2019-06-27 | 大王製紙株式会社 | Toilet Paper |
| JP2019157319A (en) * | 2018-03-16 | 2019-09-19 | 王子ホールディングス株式会社 | Sanitary paper |
| JP2019208846A (en) * | 2018-06-04 | 2019-12-12 | 大王製紙株式会社 | Tissue paper |
| WO2020162319A1 (en) * | 2019-02-04 | 2020-08-13 | 大王製紙株式会社 | Tissue paper |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57195430A (en) * | 1981-05-27 | 1982-12-01 | Shiyunka Ko | Paper towel |
| JPS6133628A (en) * | 1984-04-16 | 1986-02-17 | キンバリ− クラ−ク コ−ポレ−シヨン | Production of nestled paper towel |
| JPH0770995A (en) * | 1994-08-29 | 1995-03-14 | Nakatsuka Kogyo Kk | Production of mat pattern foil paper |
| JPH1033406A (en) * | 1996-07-29 | 1998-02-10 | Takeshi Ichihara | Absorbent paper and manufacture |
| JP2000073299A (en) * | 1998-08-21 | 2000-03-07 | Nisshinbo Ind Inc | Production of pattern paper |
| JP2001522322A (en) * | 1997-04-23 | 2001-11-13 | ザ・プロクター・エンド・ギャンブル・カンパニー | High pressure embossing method and processed paper processed thereby |
| JP2002088694A (en) * | 2000-09-19 | 2002-03-27 | Daio Paper Corp | Absorptive sheet |
| JP2003171825A (en) * | 2001-12-07 | 2003-06-20 | Daiwabo Co Ltd | Heat-adhesive conjugated fiber, and nonwoven fabric and synthetic fiber paper using the same |
| JP2004011150A (en) * | 2002-06-04 | 2004-01-15 | Kanto Leather Co Ltd | Wall covering material and method of manufacture the same |
| JP2004130053A (en) * | 2002-08-09 | 2004-04-30 | Daio Paper Corp | Tissue paper containing figure and laminated paper using the same |
| JP2004518562A (en) * | 2001-02-16 | 2004-06-24 | ザ、プロクター、エンド、ギャンブル、カンパニー | Method for producing thick and smooth embossed tissue |
| JP2008500909A (en) * | 2004-04-29 | 2008-01-17 | ア チエリ パペル ソチエタ ペル アチオーニ | Tissue paper production method and apparatus |
-
2004
- 2004-07-30 JP JP2004224383A patent/JP2006045690A/en active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57195430A (en) * | 1981-05-27 | 1982-12-01 | Shiyunka Ko | Paper towel |
| JPS6133628A (en) * | 1984-04-16 | 1986-02-17 | キンバリ− クラ−ク コ−ポレ−シヨン | Production of nestled paper towel |
| JPH0770995A (en) * | 1994-08-29 | 1995-03-14 | Nakatsuka Kogyo Kk | Production of mat pattern foil paper |
| JPH1033406A (en) * | 1996-07-29 | 1998-02-10 | Takeshi Ichihara | Absorbent paper and manufacture |
| JP2001522322A (en) * | 1997-04-23 | 2001-11-13 | ザ・プロクター・エンド・ギャンブル・カンパニー | High pressure embossing method and processed paper processed thereby |
| JP2000073299A (en) * | 1998-08-21 | 2000-03-07 | Nisshinbo Ind Inc | Production of pattern paper |
| JP2002088694A (en) * | 2000-09-19 | 2002-03-27 | Daio Paper Corp | Absorptive sheet |
| JP2004518562A (en) * | 2001-02-16 | 2004-06-24 | ザ、プロクター、エンド、ギャンブル、カンパニー | Method for producing thick and smooth embossed tissue |
| JP2003171825A (en) * | 2001-12-07 | 2003-06-20 | Daiwabo Co Ltd | Heat-adhesive conjugated fiber, and nonwoven fabric and synthetic fiber paper using the same |
| JP2004011150A (en) * | 2002-06-04 | 2004-01-15 | Kanto Leather Co Ltd | Wall covering material and method of manufacture the same |
| JP2004130053A (en) * | 2002-08-09 | 2004-04-30 | Daio Paper Corp | Tissue paper containing figure and laminated paper using the same |
| JP2008500909A (en) * | 2004-04-29 | 2008-01-17 | ア チエリ パペル ソチエタ ペル アチオーニ | Tissue paper production method and apparatus |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002088694A (en) * | 2000-09-19 | 2002-03-27 | Daio Paper Corp | Absorptive sheet |
| JP4713718B2 (en) * | 2000-09-19 | 2011-06-29 | 大王製紙株式会社 | Absorbent sheet |
| JP2007015379A (en) * | 2005-06-09 | 2007-01-25 | Kochi Prefecture | Embossed crepe paper and its manufacturing method |
| US7799167B2 (en) | 2005-06-09 | 2010-09-21 | Kawano Paper Co., Ltd. | Embossed crepe paper and its manufacturing method |
| US7967951B2 (en) | 2005-06-09 | 2011-06-28 | Kawano Paper Co., Ltd. | Embossed crepe paper and its manufacturing method |
| JP2009528928A (en) * | 2006-03-08 | 2009-08-13 | メツエ・ティッスエ・オーワイジェー | Embossing device for at least two layers of planar products such as toilet paper, tissue paper or the like |
| JP2007260768A (en) * | 2006-03-30 | 2007-10-11 | Dainippon Printing Co Ltd | Embossing equipment |
| WO2008072661A1 (en) * | 2006-12-13 | 2008-06-19 | Daio Paper Corporation | Kitchen paper |
| JP2009136365A (en) * | 2007-12-04 | 2009-06-25 | Daio Paper Corp | Base material sheet for wet wiper and wet wiper |
| JP2009226144A (en) * | 2008-03-25 | 2009-10-08 | Daio Paper Corp | Sanitary paper |
| JP2009297552A (en) * | 2009-09-29 | 2009-12-24 | Daio Paper Corp | Kitchen paper |
| TWI559882B (en) * | 2010-09-30 | 2016-12-01 | Daio Seishi Kk | |
| JPWO2012043378A1 (en) * | 2010-09-30 | 2014-02-06 | 大王製紙株式会社 | Water-degradable sanitary thin paper and method for producing water-degradable sanitary thin paper |
| JP5931734B2 (en) * | 2010-09-30 | 2016-06-08 | 大王製紙株式会社 | Water-degradable sanitary thin paper and method for producing water-degradable sanitary thin paper |
| WO2012043378A1 (en) * | 2010-09-30 | 2012-04-05 | 大王製紙株式会社 | Water-disintegrable sanitary tissue paper and process for producing water-disintegrable sanitary tissue paper |
| JP2017170699A (en) * | 2016-03-22 | 2017-09-28 | 大王製紙株式会社 | Paper towel |
| JPWO2019004225A1 (en) * | 2017-06-30 | 2019-06-27 | 大王製紙株式会社 | Toilet Paper |
| US11363917B2 (en) | 2017-06-30 | 2022-06-21 | Daio Paper Corporation | Toilet paper |
| WO2019093179A1 (en) * | 2017-11-09 | 2019-05-16 | 大王製紙株式会社 | Tissue paper and tissue paper evaluation method |
| JP2019084259A (en) * | 2017-11-09 | 2019-06-06 | 大王製紙株式会社 | Tissue paper and evaluation method of the same |
| JP7181515B2 (en) | 2017-11-09 | 2022-12-01 | 大王製紙株式会社 | Tissue paper and evaluation method of tissue paper |
| JP7056265B2 (en) | 2018-03-16 | 2022-04-19 | 王子ホールディングス株式会社 | Sanitary paper |
| JP2019157319A (en) * | 2018-03-16 | 2019-09-19 | 王子ホールディングス株式会社 | Sanitary paper |
| WO2019235416A1 (en) * | 2018-06-04 | 2019-12-12 | 大王製紙株式会社 | Tissue paper |
| JP2019208846A (en) * | 2018-06-04 | 2019-12-12 | 大王製紙株式会社 | Tissue paper |
| US11384483B2 (en) | 2018-06-04 | 2022-07-12 | Daio Paper Corporation | Tissue paper |
| JP7121947B2 (en) | 2018-06-04 | 2022-08-19 | 大王製紙株式会社 | tissue paper |
| WO2020162319A1 (en) * | 2019-02-04 | 2020-08-13 | 大王製紙株式会社 | Tissue paper |
| JP2020124339A (en) * | 2019-02-04 | 2020-08-20 | 大王製紙株式会社 | Tissue paper |
| JP7123321B2 (en) | 2019-02-04 | 2022-08-23 | 大王製紙株式会社 | tissue paper |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006045690A (en) | Method for producing sanitary tissue | |
| JP2006045690A5 (en) | ||
| JP4585551B2 (en) | Sanitary thin paper and method for producing the same | |
| JP2021045552A (en) | Method for reducing bulk and increasing density of tissue product | |
| CA2948665C (en) | High bulk tissue product | |
| JP5497310B2 (en) | Water-degradable sanitary thin paper and toilet paper roll | |
| JP5572300B2 (en) | Paper towel roll body | |
| JP4545767B2 (en) | Kitchen paper | |
| JP5931734B2 (en) | Water-degradable sanitary thin paper and method for producing water-degradable sanitary thin paper | |
| JP2010202986A5 (en) | ||
| JP5479835B2 (en) | Water-degradable sanitary thin paper and toilet paper roll | |
| JP2007068577A (en) | Sanitary tissue paper | |
| JP5485520B2 (en) | Sanitary thin paper and method for producing the same | |
| JP4708451B2 (en) | Sanitary thin paper roll and method for applying edge embossing to continuous sheet used in sanitary thin paper roll | |
| JP4302727B2 (en) | Kitchen paper | |
| JP2009028457A (en) | Sanitary tissue and its manufacturing method | |
| JP2009240721A5 (en) | ||
| JP4448509B2 (en) | Kitchen paper | |
| JP4852136B2 (en) | Kitchen paper | |
| JP4714290B2 (en) | Kitchen paper | |
| JP6701499B2 (en) | Rolled paper towel | |
| JP2008155003A (en) | Kitchen paper | |
| CN109965759B (en) | Toilet paper | |
| JP4545735B2 (en) | Kitchen paper | |
| JP4949622B2 (en) | Embossed sheet manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090619 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100730 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101217 |