WO2012043378A1 - Water-disintegrable sanitary tissue paper and process for producing water-disintegrable sanitary tissue paper - Google Patents
Water-disintegrable sanitary tissue paper and process for producing water-disintegrable sanitary tissue paper Download PDFInfo
- Publication number
- WO2012043378A1 WO2012043378A1 PCT/JP2011/071613 JP2011071613W WO2012043378A1 WO 2012043378 A1 WO2012043378 A1 WO 2012043378A1 JP 2011071613 W JP2011071613 W JP 2011071613W WO 2012043378 A1 WO2012043378 A1 WO 2012043378A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- sanitary thin
- thin paper
- concave
- embossing
- Prior art date
Links
Images









Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
Definitions
- the present invention relates to a water-decomposable sanitary thin paper represented by toilet paper.
- Toilet paper a water-degradable sanitary thin paper
- This type of water-decomposable sanitary thin paper may be embossed to improve wiping performance and to express bulkiness, flexibility and surface smoothness.
- embossing is a metal embossing roll formed with a plurality of embossed protrusions and elastic surfaces that receive these embossed protrusions from the characteristics of water-degradable sanitary thin paper that is stretchable, low basis weight and composed of thin crepe paper It is common to use a steel rubber system that combines a pair of elastic rolls with
- the crepe paper is laminated after embossing between steel roll and rubber roll, and the surface of the sheet between steel roll and steel roll.
- the type of embossing on the back side is called double embossing, and the form of embossing after laminating multiple crepe papers is called single embossing and distinguished (however, single embossing is not limited to laminated crepe papers) ).
- the above-mentioned double embossing has the advantage of making a water-degradable sanitary thin paper that is bulky and thick by bringing the tops of the given convex unit embosses into contact with each other, while reducing the difference in smoothness on both sides.
- a corresponding embossing roll is required.
- the contact area of the crepe paper to be laminated becomes small, there is a drawback that water disintegration is deteriorated when glue is used for lamination integration.
- single embossing requires only one embossing roll to give embossing to laminated crepe paper at a time, and since the embossing contributes to the lamination integration of crepe papers, no glue is required.
- the embossed convex part is pushed into the elastic roll to give embossing. Therefore, in order to give a bulky and deep embossed form in a single embossed form, the embossed convex part with a height is embossed.
- the surface to be embossed that is, the paper surface in contact with the metal roll is rough.
- the smoothness is deteriorated
- the fiber is tightened, the water disintegrating property, which is the advantage of single embossing, is deteriorated, and the paper itself is thinned and the stiffness is lost.
- the fibers are tightened particularly at the bottom of the recess formed by being pressed by the embossed protrusion, and an unnecessary gloss is developed, resulting in poor design.
- the main problem of the present invention is to improve the bulkiness and the smoothness of the paper surface of a single embossed water-decomposable sanitary thin paper using a steel rubber system.
- the present invention that has solved the above problems and the effects thereof are as follows.
- ⁇ Invention of Claim 1> In the water-degradable sanitary thin paper that is embossed by the steel rubber method and the emboss is a single emboss, The recesses on the regularly arranged dome, A strong pressing portion that is convex from the bottom of the recess formed between the recesses, A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions, A water-decomposable sanitary thin paper that is embossed by a convex embossing roll formed on a peripheral surface.
- planar view shape of the recess is a rounded square
- the small convex portion group is configured by regularly arranging 1 to 6 small convex portions, and the small convex portion group is regularly arranged on the peripheral surface of the convex embossing roll.
- FIG. 3 is a cross-sectional view taken along line AA in FIG. 2.
- FIG. 3 is a sectional view taken along line BB in FIG. It is a figure for demonstrating the measuring method of MMD of the water-decomposable sanitary thin paper of this invention. It is a top view for demonstrating the embossing provision pattern of the convex embossing roll concerning a comparative example. It is a perspective view for demonstrating the embossing provision pattern of the convex embossing roll concerning a comparative example. It is a figure of the water-decomposable sanitary thin paper concerning the Example of this invention. It is a figure of the water-decomposable sanitary thin paper concerning a comparative example.
- the water-decomposable sanitary thin paper X1 of the present invention has embossing, and preferably has a two-ply or more ply structure (laminated structure) in which crepe paper is laminated, and is provided with embossing. .
- the number of plies is not particularly limited. However, if too many plies are used, problems such as poor water disintegration, a large difference in smoothness between the front and back surfaces, and easy ply separation may occur. It is.
- the crepe paper for constituting the ply of the water-decomposable sanitary thin paper X1 of the present invention preferably has a thickness of 100 to 200 ⁇ m. If the thickness is less than 100 ⁇ m, the emboss may be broken at the time of embossing. If the thickness is 200 ⁇ m, the emboss may not be firmly formed, and the effect of the emboss shape and emboss pattern of the present invention may not be sufficiently exhibited.
- the embossing applied to the water disintegratable sanitary thin paper X1 of the present invention is a single embossing provided by a steel rubber method. That is, the embossing applied to the water-decomposable sanitary thin paper X1 of the present invention passes the crepe paper S1 or the laminated crepe paper S1 between the convex embossing roll and the circumferential elastic roll arranged parallel to the rotation axis and circumferentially butted, It is an emboss formed by transferring an emboss pattern arranged on the peripheral surface 1 of the convex embossing roll 60 to the crepe paper S1, and a concave portion on one surface of the paper surface corresponds to the concave portion on the other surface. It is a part of the embossed form in which both are exposed on the paper surface.
- the present invention is different from that provided by a pair of convex embossing rolls such as a so-called steel match embossing system.
- Steel match embossing can provide embossing with no difference between the front and back sides, but a crepe paper having a low basis weight made of pulp fibers such as crepe paper tends to break during embossing.
- the present invention since the present invention has a characteristic small convex portion group, it is difficult to adopt a steel match embossing method. Further, in the present invention, it is not a double embossing in which embossing is separately applied to each crepe paper such as a so-called tip-to-tip type.
- the water-decomposable sanitary thin paper X1 of the present invention can be embossed very easily by using a single emboss applied by a steel rubber method, and crepe papers can be laminated and integrated without using glue. High water disintegration property can be exhibited. Moreover, since it is a single emboss, since it is not necessary to give emboss to each crepe paper separately, manufacture is also easy. And the desired effect of the water-degradable sanitary thin paper X1 of this invention is achieved by the structure of the surrounding surface 1 of the convex embossing roll 60. FIG.
- an elastic nip roll having a circumferential surface made of an elastic member such as rubber is suitable.
- the surface has a Shore hardness of 40 to 60 degrees. If the Shore hardness is too low, that is, if the surface elastic roll surface is too soft, the crepe paper S1 may be broken during embossing. On the other hand, if the Shore hardness is too high, that is, if the surface of the peripheral elastic roll is too hard, the pattern of the peripheral surface 1 of the convex embossing roll 60 may not be transferred.
- the nip pressure (also referred to as embossing pressure or linear pressure) for embossing is 5 to 30 kgf / cm, preferably 10 to 25 kgf / cm. If the nip pressure is too low, the effect that the emboss becomes clear may not be sufficiently exhibited. On the other hand, if the embossing pressure is too high, there is a risk that the crepe paper S1 will break.
- embossing is given to the crepe paper S1 so that the unevenness of the peripheral surface 1 of the convex embossing roll 60 formed of a hard material such as hard resin or metal bites into the surface of the peripheral elastic roll 61. Therefore, not only the convex part formed on the peripheral surface 1 of the convex embossing roll 60 but also the shape of the concave part is an important factor. And in this invention, the uneven
- the concave portions 10 on the dome regularly arranged, the strong pressing portion 11 that is convex between the concave portions formed between the concave portions 10, and the concave portions 10 are provided.
- a small convex portion group 12 including a plurality of small convex portions 12t protruding from the concave surface is formed.
- the crepe paper S1 passed between the peripheral elastic roll 61 is gently pressed and held at the part of the dome on the dome 10 where it enters the concave part 10, and the strong pressing part 11 is also held.
- a concave emboss is firmly formed on the paper surface. Accordingly, the concave portion 10 can be deepened without breaking the crepe paper S1, and the concave embossing and the convexity of the opposite surface corresponding to the concave embossing by the strong pressing portion 11 having a relatively high relative height.
- Embossing can be formed firmly (Note that in the present invention, a convex embossed part is formed on the opposite surface when forming a concave embossed part. There is). Therefore, the bulkiness is obtained, and the concave embossing is firmly provided, so that the design property is also high. Further, when the ply structure is adopted, the ply bonding by the concave embossing becomes firm.
- the crepe paper S1 is placed in the recess 10 by a high local pressure when embossing is applied to the crepe paper S1 that has entered the recess 10 by the characteristic small protrusion group 12 by the small protrusion 12t. Therefore, the ridge line between the adjacent concave embosses formed by the strong pressing portion 11 becomes ambiguous and exhibits a soft design.
- an embossed small convex portion corresponding to the small convex portion 12t is formed, and therefore, combined with the convex embossing corresponding to the strong pressing portion 11 (the portion corresponding to the concave embossed), the entire paper surface The density of the convex embossing increases, and the surface becomes smooth and bulky.
- the irregularities cause irregular reflection of light in the portion, and it becomes a calm and high-quality design without being shone. That is, the design is improved by the small convex portions 12t.
- the plan view shape of the recess 10 is a rounded rectangle, and adjacent to each side of the rounded rectangle of the recess 10.
- a pattern in which one side of the rounded quadrangular shape of the concave portion to be arranged is close or in contact is desirable.
- the shape of the concave portion in plan view is preferably a rounded square as shown in the illustrated example. If the shape of the concave portion 10 is a rounded square, the smoothness of the paper surface is further improved.
- the said recessed part 10 since the said recessed part 10 is regularly arranged in this invention, it becomes the water-decomposable sanitary thin paper X1 which exhibits the outstanding design property by synergy with this.
- the plan view means a state in which the peripheral surface 1 of the convex embossing roll 60 is developed in a plane and the surface is viewed in plan.
- the strong pressing portion 11 is a strong pressing portion 11A (mountain strong pressing) composed of mountain-shaped portions surrounded by the four concave portions 10.
- a strong pressing portion 11B (hereinafter also referred to as a linear strong pressing portion) configured by a line-shaped portion located between the sides of adjacent concave portions.
- the line-shaped portion 11B is positioned so as to connect the mountain-shaped strong pressing portions.
- the sides of the concave portion 10 are in contact with each other, and the line-shaped strong pressing portion 11B is a straight line.
- the distance between the sides of the adjacent recesses 10 is preferably less than 2.0 mm. The transfer of the shape by the mountain-shaped strong pressing portion 11A is ensured.
- a substantially rectangular solid emboss is formed on the crepe paper surface by the mountain-shaped strong pressing portion 11A, and a linear concave emboss is formed so as to connect them, and the design is excellent.
- the smoothness and softness of the surface are effectively expressed.
- the linear strong pressing part 11B draws an arc toward the axial center side of the convex embossing roll 60 with the peak pressing part 11A and the peak pressing part 11 being made. It is desirable to be tied.
- the linear concave embossing connecting the concave embosses formed by the mountain-shaped strong pressing portions 11A is thinned, and the linear concave embossing only near the four ends of the concave embossing formed by the mountain-shaped strong pressing portions 11A. Embossing is formed and the design is excellent.
- the top surface 11a comes into contact with and presses the paper surface. It is often transferred to the surface of the paper and becomes a water-degradable sanitary thin paper with excellent design.
- the top surface is circular, since there are no corners, tearing of the paper during transfer to the paper surface during manufacture (when pressing the paper surface) is prevented.
- the obtained water-decomposable sanitary thin paper has a smooth surface.
- the edge 11e is chamfered. There is no risk of tearing as the starting point of the edge portion during production, and the water-decomposable sanitary thin paper has a smooth surface and exhibits a design that gives a soft impression.
- the area of the concave portion 10 in a plan view is 8 to 12 mm 2 . If it is less than 8 mm 2 , it becomes difficult to form the small convex portion group 12, and the small convex portion group 12 is less likely to exhibit effects such as improvement in the smoothness of the surface, bulkiness, and softness. , 12 mm 2 , the portion other than the concave embossed portion on the paper surface becomes wide, and the design property, bulkiness, softness and the like are not sufficiently exhibited.
- the recess 10 has a center interval of 3.0 to 5.5 mm. The center interval means the center and the center of gravity of the planar view shape.
- the water-degradable sanitary thin paper has a high design property. Become.
- the small convex portion group 12 is configured by regularly arranging 1 to 6 small convex portions 12t (five in the illustrated example), and the small convex portion group 12 is formed in the concave portion 10.
- a portion where a small concave emboss pushed by the small convex portion 12t is formed also in a portion other than the concave emboss pushed by the strong pressing portion 11A on the paper surface. Since the small concave emboss is formed between the depressed concave embosses, the surface smoothness is improved and the bulk is increased.
- the protruding direction of the small convex portion 12t is a direction connecting the center of the convex embossing roll 60 and the peripheral surface, that is, a direction perpendicular to the contact surface with respect to the peripheral surface, and the convex direction of the strong pressing portion 11A. Is in the same direction.
- the height position of the top portion of the small convex portion 12 is a position that is equal to or slightly lower than the height position of the strong pressing portion. This height position means the distance from the axial center of the convex embossing roll 60.
- the top part of the small convex part 12t is also preferably a plane like the top part of the strong pressing part 11A surrounded by the four concave parts 10, and the area of the top face is particularly 0.2 to 0.5 mm 2 . It is desirable.
- the planar view shape is preferably an ellipse. If it is this range, the expression of bulkiness and the expression of smoothness by the small convex part group 12 will be exhibited effectively. If the number of the small convex portions 12t constituting the small convex portion group 12 exceeds 6, the concave emboss on the paper surface formed by the strong pressing portion 11A tends to become unclear.
- the number of small convex portions 12t in the preferred small convex portion group 12 is five as in the illustrated example, and the arrangement is also as in the illustrated example. That is, it is desirable that four of the five have a relationship in which a line connecting the centers or vertices of the top surface draws a square or a square, and the other one is arranged at the center of the drawn square diameter. In this arrangement, the smoothness and bulkiness of the portions corresponding to the recesses 10 are remarkable when transferred to the crepe paper S1.
- the small convex portion groups 12 are arranged every other length and width as in the illustrated example.
- the square has an angle of 45 ° with respect to the rounded square of the concave portion 10
- the small convex portion group 12 is formed at the center of the concave portion 10 in plan view. It is desirable to arrange so that one of the small convex portions to be positioned is located.
- the design is excellent, and the concave embossing of the paper surface formed by the strong pressing portion 11A of the paper surface becomes firm, and the unevenness due to the small convex portion group 12 is formed on the portion pressed by the concave portion 10. Since it is formed, it is bulky and has a smooth paper surface.
- the depth of the concave embossing is preferably 300 to 400 ⁇ m. More preferably, it is 350 to 375 ⁇ m. If it is less than 300 ⁇ m, it is difficult to improve the bulkiness, and there is a risk of paper breakage exceeding 400 ⁇ m.
- the depth of the concave embossing here is measured with a microscope. The numerical value is an average value of the portions passing through two randomly selected embossed portions. In addition, this measurement can be measured, for example, with a KEYENCE microscope.
- the water-decomposable sanitary thin paper X1 of the present invention is one ply, there is also an effect that there is little difference in the smoothness of each surface of the paper.
- the water-decomposable sanitary thin paper of the present invention is provided with the characteristic convex embossing roll 6 so that the MMD on the paper surface can be in the range of 0.060 to 0.010.
- the MMD on at least one surface can be set to 0.080 or less, and it is desirable that it be so.
- the MMD value exceeds 0.010, the surface is inferior in smoothness. Even if it is less than 0.06, it feels rough.
- MMD here is the average deviation MMD of the friction coefficient of the 10-mm square piano wire terminal and sanitary thin paper measured on the conditions prescribed
- the average deviation MMD of the friction coefficient can be measured by using “Friction Tester KES SE” manufactured by Kato Tech Co., Ltd.
- a larger MMD value means less smoothness.
- the slipperiness is strong and appropriate wiping properties cannot be obtained.
- the water-decomposable sanitary thin paper X1 in the present invention preferably has a water-decomposability value of 5 to 20 seconds.
- the water disintegration here is represented by the number of seconds in the ease test for loosening (based on the test method for ease of loosening defined in JIS P4501).
- the water disintegration value is less than 5 seconds, when used in a shower toilet or the like, the risk of the loose crepe paper adhering to the skin increases when a wiping operation is performed.
- the numerical value of 5 to 20 seconds of water disintegration is extremely high water disintegration.
- the dome shape and arrangement of the recesses 10, the arrangement and shape of the strong pressing portions 11A, and the configuration of the small convex portion group 12 are as follows. This makes it possible to achieve such high water disintegration property even though a solid concave emboss is formed on the paper surface. That is, the achievement of such water disintegration is due to the characteristic embossing of the present invention.
- the raw material pulp of the water-degradable sanitary thin paper (crepe paper) in the present invention known pulp can be used, for example, wood pulp, waste paper pulp and the like.
- the raw material pulp is preferably a blend of NBKP (conifer kraft pulp) and LBKP (hardwood kraft pulp).
- Waste paper pulp may be blended as appropriate, but it is preferably composed of only NBKP and LBKP in terms of texture and the like.
- NBKP: LBKP 40: 60 is particularly desirable.
- Papermaking raw materials such as raw material pulp are made into crepe paper through, for example, a known papermaking process, specifically, a wire part, a press part, a dryer part, a size press, a calendar part, and the like.
- a dispersant such as caustic soda, an antifoaming agent, an antiseptic, a slime control agent, a release agent, a softening agent, a soft moisturizing agent, a bulking agent, a dry paper strength agent, a wet strength paper strength agent, Appropriate chemicals such as a yield improver, a dye, and a fixing agent can be added.
- the convexity having an embossing pattern (patterns shown in FIGS. 7 and 8) that has conventionally been excellent in surface smoothness and little difference between the front and back surfaces and has been suitably used in the field of water-degradable sanitary thin paper.
- Examples of water-decomposable sanitary thin paper embossed with embossing rolls and water-degradable sanitary thin paper embossed with convex embossing rolls having an embossing pattern according to the present invention (patterns shown in FIGS. 2 to 5)
- the back surface smoothness and the like were measured and compared.
- the front and back photograph of each obtained hydrolyzable sanitary thin paper is shown to FIG.
- FIG. 9 shows an embodiment of the present invention.
- FIG. 10 is a water-decomposable sanitary thin paper according to a comparative example. 7 and 8, the concave portion is denoted by reference numeral 110, and the portion that is relatively convex with respect to the concave portion is denoted by reference numeral 111.
- the embossing conditions and the crepe paper used in the examples and comparative examples are the same.
- smoothness decided to measure MMD according to the above-mentioned measuring method. Details such as the emboss depth are shown in Table 1 below together with the MMD results.
- MMD in the table is represented by 100 times the measured value.
- the MMD difference between the front and back surfaces is 5 (0.05) in the conventional one, whereas the MMD difference between the front and back surfaces is 3.6 (0.036) in the present invention. There was no difference and good results were obtained.
- the present invention having a small convex portion group is obscure and blurry of the rectangular concave embossing and the linear concave embossing connecting the concave embossing, the rectangular embossing is solid, It can be visually recognized that each concave embossed portion as in the comparative example exhibits a unique design that is soft and calm, which is very different from those having clear edges. Moreover, the unevenness
- the water-decomposable sanitary thin paper provided with the embossing of the present invention is excellent in smoothness, particularly excellent in the smoothness of the back surface, and the difference in smoothness between the front and back surfaces is small. Moreover, it is excellent also in design property.
- X1 water-degradable sanitary thin paper, 60 ... convex embossing roll, 61 ... peripheral elastic roll, R1 ... raw fabric roll, S1 ... crepe paper (laminated crepe paper), 1 ... peripheral surface of convex embossing roll, 10 ... concave, 11 DESCRIPTION OF SYMBOLS Strong pressing part, 11A ... Mountain-shaped strong pressing part, 11a ... Top surface of mountain-shaped strong pressing part, 11e ... Top surface edge of mountain-shaped strong pressing part, 11B ... Linear strong pressing part, 12 ... Small convex part group , 12t ... small convex part,
Landscapes
- Paper (AREA)
- Sanitary Thin Papers (AREA)
Abstract
[Problem] To provide water-disintegrable sanitary tissue paper which is bulky and excellent in terms of smoothness and appearance and which has a small difference in smoothness between the front and back surfaces. [Solution] The water-disintegrable sanitary tissue paper is tissue paper that has been embossed by single steel-to-rubber embossing using an embossing roll which has raised portions and in which the peripheral surface has inverted-dome-shaped recesses that have been regularly arranged, parts for strong pressing that have been formed among the recesses and that protrude from the bottoms of the recesses, and a plurality of small protrusions that protrude from the recessed surfaces of some or all of the recesses.
Description
本発明は、トイレットペーパーに代表される水解性衛生薄葉紙に関する。
The present invention relates to a water-decomposable sanitary thin paper represented by toilet paper.
水解性衛生薄葉紙であるトイレットペーパーはよく知られるところである。この種の水解性衛生薄葉紙においては、拭き取り性能を向上させるとともに嵩高さ、柔軟性、表面の滑らかさを発現させるためにエンボス加工が施されることがある。
かかるエンボス加工は、伸縮性があり低坪量で薄いクレープ紙で構成される水解性衛生薄葉紙の特徴から、複数のエンボス凸部が形成された金属製エンボスロールとそれらエンボス凸部を受ける弾性表面を有する弾性ロールとを組み合わせて一対とした、スチールラバー方式で行なうのが一般的である。 Toilet paper, a water-degradable sanitary thin paper, is well known. This type of water-decomposable sanitary thin paper may be embossed to improve wiping performance and to express bulkiness, flexibility and surface smoothness.
Such embossing is a metal embossing roll formed with a plurality of embossed protrusions and elastic surfaces that receive these embossed protrusions from the characteristics of water-degradable sanitary thin paper that is stretchable, low basis weight and composed of thin crepe paper It is common to use a steel rubber system that combines a pair of elastic rolls with
かかるエンボス加工は、伸縮性があり低坪量で薄いクレープ紙で構成される水解性衛生薄葉紙の特徴から、複数のエンボス凸部が形成された金属製エンボスロールとそれらエンボス凸部を受ける弾性表面を有する弾性ロールとを組み合わせて一対とした、スチールラバー方式で行なうのが一般的である。 Toilet paper, a water-degradable sanitary thin paper, is well known. This type of water-decomposable sanitary thin paper may be embossed to improve wiping performance and to express bulkiness, flexibility and surface smoothness.
Such embossing is a metal embossing roll formed with a plurality of embossed protrusions and elastic surfaces that receive these embossed protrusions from the characteristics of water-degradable sanitary thin paper that is stretchable, low basis weight and composed of thin crepe paper It is common to use a steel rubber system that combines a pair of elastic rolls with
他方、クレープ紙が積層された水解性衛生薄葉紙に付与されたエンボスについては、クレープ紙にスチールロールとラバーロール間でエンボスを付与した後に積層する形態や、スチールロールとスチールロール間でシートの表面と裏面にエンボスを施すタイプをダブルエンボスと称し、複数のクレープ紙を積層した後にエンボスを付与する形態をシングルエンボスと称され区別される(但し、シングルエンボスは、積層されたクレープ紙に限らない)。
On the other hand, for embossing applied to water-degradable sanitary thin paper with crepe paper laminated, the crepe paper is laminated after embossing between steel roll and rubber roll, and the surface of the sheet between steel roll and steel roll. The type of embossing on the back side is called double embossing, and the form of embossing after laminating multiple crepe papers is called single embossing and distinguished (however, single embossing is not limited to laminated crepe papers) ).
上記ダブルエンボスは、付与された凸単位エンボスの頂部同士を接触させることで嵩高で厚みがあり、両面の滑らかさの差が少ない水解性衛生薄葉紙ができる利点がある一方、積層するクレープ紙数に応じたエンボスロールが必要になる欠点がある。また、積層されるクレープ紙の接触面積が小さくなることから積層一体化に糊を用いる場合には、水解性が悪化するという欠点もある。
The above-mentioned double embossing has the advantage of making a water-degradable sanitary thin paper that is bulky and thick by bringing the tops of the given convex unit embosses into contact with each other, while reducing the difference in smoothness on both sides. There is a disadvantage that a corresponding embossing roll is required. In addition, since the contact area of the crepe paper to be laminated becomes small, there is a drawback that water disintegration is deteriorated when glue is used for lamination integration.
これに対して、シングルエンボスは、積層されたクレープ紙に一度にエンボスを付与するため一つのエンボスロールで済むとともに、当該エンボスがクレープ紙同士の積層一体化にも寄与することから糊は不要で水解性に優れる水解性衛生薄葉紙とすることができる利点がある一方、金属製エンボスロールのエンボス凸部の高さ以上に見かけの紙厚を増加させることができないため嵩高さの発現が難しいという欠点がある。
In contrast, single embossing requires only one embossing roll to give embossing to laminated crepe paper at a time, and since the embossing contributes to the lamination integration of crepe papers, no glue is required. On the other hand, there is an advantage that it can be made into a water-decomposable sanitary thin paper with excellent water-decomposability, but the apparent paper thickness cannot be increased beyond the height of the embossed convex part of the metal embossing roll, so that it is difficult to express bulkiness There is.
ここで、スチールラバー方式では、エンボス凸部が弾性ロールに押し込まれることでエンボスが付与されるので、シングルエンボス形態で嵩高く深いエンボスを付与するには、高さのあるエンボス付与凸部でエンボスを付与するか、或いは、エンボス圧を高めるなどすることにより、嵩高さを発現させることは可能であるが、かかる策では、型押しされる面、すなわち、金属ロールに接する紙面がざらついたようになり滑らかさが悪化したり、繊維が締まりシングルエンボスの利点である水解性が悪化したり、紙自体が薄くなりコシがなくなるという弊害が生じてしまう。また、エンボス凸部により押されて形成される凹部の特に底部において繊維が締まり、不要な光沢が発現して意匠性も劣るようになる。
Here, in the steel rubber method, the embossed convex part is pushed into the elastic roll to give embossing. Therefore, in order to give a bulky and deep embossed form in a single embossed form, the embossed convex part with a height is embossed. However, it is possible to express the bulk by increasing the embossing pressure. However, in such a measure, the surface to be embossed, that is, the paper surface in contact with the metal roll is rough. As a result, the smoothness is deteriorated, the fiber is tightened, the water disintegrating property, which is the advantage of single embossing, is deteriorated, and the paper itself is thinned and the stiffness is lost. In addition, the fibers are tightened particularly at the bottom of the recess formed by being pressed by the embossed protrusion, and an unnecessary gloss is developed, resulting in poor design.
そこで、本発明の主たる課題は、スチールラバー方式を用いたシングルエンボスの水解性衛生薄葉紙における嵩高さの向上と紙面の滑らかさの向上を図ることにある。
Therefore, the main problem of the present invention is to improve the bulkiness and the smoothness of the paper surface of a single embossed water-decomposable sanitary thin paper using a steel rubber system.
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
スチールラバー方式によりエンボスが付与され、そのエンボスがシングルエンボスである水解性衛生薄葉紙において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスが付与されたことを特徴とする水解性衛生薄葉紙。 The present invention that has solved the above problems and the effects thereof are as follows.
<Invention ofClaim 1>
In the water-degradable sanitary thin paper that is embossed by the steel rubber method and the emboss is a single emboss,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions,
A water-decomposable sanitary thin paper that is embossed by a convex embossing roll formed on a peripheral surface.
<請求項1記載の発明>
スチールラバー方式によりエンボスが付与され、そのエンボスがシングルエンボスである水解性衛生薄葉紙において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスが付与されたことを特徴とする水解性衛生薄葉紙。 The present invention that has solved the above problems and the effects thereof are as follows.
<Invention of
In the water-degradable sanitary thin paper that is embossed by the steel rubber method and the emboss is a single emboss,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions,
A water-decomposable sanitary thin paper that is embossed by a convex embossing roll formed on a peripheral surface.
<請求項2記載の発明>
前記凹部の平面視形状が角丸四角形であり、
前記凸エンボスロール周面に形成される凹部の平面視パターンが、
凹部の角丸四角形の各一辺に隣接する凹部の角丸四角形の一辺が近接又は接して配置されるパターンである請求項1記載の水解性衛生薄葉紙。 <Invention of Claim 2>
The planar view shape of the recess is a rounded square,
A plan view pattern of the concave portion formed on the peripheral surface of the convex embossing roll,
The water-degradable sanitary thin paper according toclaim 1, which is a pattern in which one side of the rounded quadrangle of the concave portion adjacent to each side of the rounded quadrangular shape of the concave portion is disposed close to or in contact with the side.
前記凹部の平面視形状が角丸四角形であり、
前記凸エンボスロール周面に形成される凹部の平面視パターンが、
凹部の角丸四角形の各一辺に隣接する凹部の角丸四角形の一辺が近接又は接して配置されるパターンである請求項1記載の水解性衛生薄葉紙。 <Invention of Claim 2>
The planar view shape of the recess is a rounded square,
A plan view pattern of the concave portion formed on the peripheral surface of the convex embossing roll,
The water-degradable sanitary thin paper according to
<請求項3記載の発明>
4つの凹部により囲まれる部分に形成される強押部の頂面が円形である請求項1又は2記載の水解性衛生薄葉紙。 <Invention of Claim 3>
The water-decomposable sanitary thin paper according to claim 1 or 2, wherein the top surface of the strong pressing portion formed in the portion surrounded by the four concave portions is circular.
4つの凹部により囲まれる部分に形成される強押部の頂面が円形である請求項1又は2記載の水解性衛生薄葉紙。 <Invention of Claim 3>
The water-decomposable sanitary thin paper according to claim 1 or 2, wherein the top surface of the strong pressing portion formed in the portion surrounded by the four concave portions is circular.
<請求項4記載の発明>
頂面のエッジが面取りされている請求項3記載の水解性衛生薄葉紙。 <Invention of Claim 4>
The water-decomposable sanitary thin paper according to claim 3, wherein the top edge is chamfered.
頂面のエッジが面取りされている請求項3記載の水解性衛生薄葉紙。 <Invention of Claim 4>
The water-decomposable sanitary thin paper according to claim 3, wherein the top edge is chamfered.
<請求項5記載の発明>
前記凹部の平面視形状の面積が8~12mm2である請求項1~4の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 5>
The water-decomposable sanitary thin paper according to any one ofclaims 1 to 4, wherein an area of the concave portion in a plan view is 8 to 12 mm 2 .
前記凹部の平面視形状の面積が8~12mm2である請求項1~4の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 5>
The water-decomposable sanitary thin paper according to any one of
<請求項6記載の発明>
凹部の中心間隔が3.0~5.5mmである請求項1~5の何れか1項に記載の水解性衛生薄葉紙。 <Invention ofClaim 6>
The water-decomposable sanitary thin paper according to any one ofclaims 1 to 5, wherein the center interval of the recesses is 3.0 to 5.5 mm.
凹部の中心間隔が3.0~5.5mmである請求項1~5の何れか1項に記載の水解性衛生薄葉紙。 <Invention of
The water-decomposable sanitary thin paper according to any one of
<請求項7記載の発明>
小凸部群は、1~6の小凸部が規則正しく配列されて構成され、かつ、この小凸部群が、凸エンボスロールの周面に規則正しく配列されている請求項1~6の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 7>
The small convex portion group is configured by regularly arranging 1 to 6 small convex portions, and the small convex portion group is regularly arranged on the peripheral surface of the convex embossing roll. The water-decomposable sanitary thin paper according toitem 1.
小凸部群は、1~6の小凸部が規則正しく配列されて構成され、かつ、この小凸部群が、凸エンボスロールの周面に規則正しく配列されている請求項1~6の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 7>
The small convex portion group is configured by regularly arranging 1 to 6 small convex portions, and the small convex portion group is regularly arranged on the peripheral surface of the convex embossing roll. The water-decomposable sanitary thin paper according to
<請求項8記載の発明>
小凸部の頂部が平面であり、その頂面の面積が0.2~0.5mm2である請求項1~7の何れか1記載の水解性衛生薄葉紙。 <Invention of Claim 8>
The water-degradable sanitary thin paper according to any one ofclaims 1 to 7, wherein the top of the small convex portion is a flat surface, and the area of the top surface is 0.2 to 0.5 mm 2 .
小凸部の頂部が平面であり、その頂面の面積が0.2~0.5mm2である請求項1~7の何れか1記載の水解性衛生薄葉紙。 <Invention of Claim 8>
The water-degradable sanitary thin paper according to any one of
<請求項9記載の発明>
前記小凸部と強押部の頂部の高さ位置が同一である請求項1~8の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 9>
The water-decomposable sanitary thin paper according to any one ofclaims 1 to 8, wherein the height positions of the top portions of the small convex portion and the strong pressing portion are the same.
前記小凸部と強押部の頂部の高さ位置が同一である請求項1~8の何れか1項に記載の水解性衛生薄葉紙。 <Invention of Claim 9>
The water-decomposable sanitary thin paper according to any one of
<請求項10記載の発明>
スチールラバー方式によりクレープ紙にエンボスを付与して、シングルエンボスの水解性衛生薄葉紙を製造する方法において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスを付与することとした、
ことを特徴とする水解性衛生薄葉紙の製造方法。 <Invention ofClaim 10>
In the method of producing single-embossed water-degradable sanitary thin paper by embossing crepe paper by a steel rubber method,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions,
It was decided to give emboss by the convex embossing roll formed on the peripheral surface,
A method for producing a water-degradable sanitary thin paper.
スチールラバー方式によりクレープ紙にエンボスを付与して、シングルエンボスの水解性衛生薄葉紙を製造する方法において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスを付与することとした、
ことを特徴とする水解性衛生薄葉紙の製造方法。 <Invention of
In the method of producing single-embossed water-degradable sanitary thin paper by embossing crepe paper by a steel rubber method,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions,
It was decided to give emboss by the convex embossing roll formed on the peripheral surface,
A method for producing a water-degradable sanitary thin paper.
以上の本発明によれば、スチールラバー方式を用いたシングルエンボスの水解性衛生薄葉紙における嵩高さの向上と紙面の滑らかさの向上を図ることができる。
According to the present invention as described above, it is possible to improve the bulkiness and the smoothness of the paper surface of a single embossed water-decomposable sanitary thin paper using a steel rubber system.
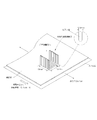
次いで、本発明の実施の形態を、最も好ましい例を図1~6に示し、これを参照しながら以下に詳述する。
本発明の水解性衛生薄葉紙X1は、エンボスを有するものであり、好ましくは、クレープ紙が積層された2プライ以上のプライ構造(積層構造)を有し、かつエンボスが付与されているものである。 Next, the most preferred example of the embodiment of the present invention is shown in FIGS. 1 to 6, and will be described in detail below with reference to this.
The water-decomposable sanitary thin paper X1 of the present invention has embossing, and preferably has a two-ply or more ply structure (laminated structure) in which crepe paper is laminated, and is provided with embossing. .
本発明の水解性衛生薄葉紙X1は、エンボスを有するものであり、好ましくは、クレープ紙が積層された2プライ以上のプライ構造(積層構造)を有し、かつエンボスが付与されているものである。 Next, the most preferred example of the embodiment of the present invention is shown in FIGS. 1 to 6, and will be described in detail below with reference to this.
The water-decomposable sanitary thin paper X1 of the present invention has embossing, and preferably has a two-ply or more ply structure (laminated structure) in which crepe paper is laminated, and is provided with embossing. .
前記プライ数は特に限定はされないが、過度に多プライとすると水解性の悪化、表裏面の滑らかさの差が大きくなる、プライ離れが起きやすいなどの問題が生ずるため、好ましくは2~3プライである。
The number of plies is not particularly limited. However, if too many plies are used, problems such as poor water disintegration, a large difference in smoothness between the front and back surfaces, and easy ply separation may occur. It is.
なお、本発明の水解性衛生薄葉紙X1のプライを構成するためのクレープ紙は、その厚さが100~200μmであるのが望ましい。100μm未満であるとエンボス付与時に破れるおそれがあり、200μmではエンボスがしっかりと入らないおそれがあり、本願発明のエンボス形状、エンボスパターンによる効果が十分に発揮されないおそれがある。
The crepe paper for constituting the ply of the water-decomposable sanitary thin paper X1 of the present invention preferably has a thickness of 100 to 200 μm. If the thickness is less than 100 μm, the emboss may be broken at the time of embossing. If the thickness is 200 μm, the emboss may not be firmly formed, and the effect of the emboss shape and emboss pattern of the present invention may not be sufficiently exhibited.
他方、本発明の水解性衛生薄葉紙X1にかかるエンボスは、スチールラバー方式により付与されたシングルエンボスである。すなわち、本発明の水解性衛生薄葉紙X1にかかるエンボスは、回転軸平行かつ周面突き合わせに配置された凸エンボスロールと周面弾性ロールとの間にクレープ紙S1或いは積層クレープ紙S1を通し、前記凸エンボスロール60の周面1に配されたエンボスのパターンをクレープ紙S1に転写して形成されたエンボスであり、また、紙面の一方面の凹部分が他方面の前記凹部分に対応する凸部分となり、紙面に双方が露出しているエンボス態様のものである。
On the other hand, the embossing applied to the water disintegratable sanitary thin paper X1 of the present invention is a single embossing provided by a steel rubber method. That is, the embossing applied to the water-decomposable sanitary thin paper X1 of the present invention passes the crepe paper S1 or the laminated crepe paper S1 between the convex embossing roll and the circumferential elastic roll arranged parallel to the rotation axis and circumferentially butted, It is an emboss formed by transferring an emboss pattern arranged on the peripheral surface 1 of the convex embossing roll 60 to the crepe paper S1, and a concave portion on one surface of the paper surface corresponds to the concave portion on the other surface. It is a part of the embossed form in which both are exposed on the paper surface.
このことから、本発明はいわゆるスチールマッチエンボス方式のような一対の凸エンボスロールにより付与されるものとは異なるものである。スチールマッチエンボスは、表裏差のないエンボスを付与することが可能であるが、クレープ紙のようなパルプ繊維を原料とした低坪量のクレープ紙では、エンボス付与中に断紙しやすい。また、本発明では特徴的な小凸部群を有することから、スチールマッチエンボス方式とすることは難しい。
また、本発明では所謂ティップトゥティップ形式のような各クレープ紙に別途にエンボスを付与して貼り合せるダブルエンボスでもない。 Therefore, the present invention is different from that provided by a pair of convex embossing rolls such as a so-called steel match embossing system. Steel match embossing can provide embossing with no difference between the front and back sides, but a crepe paper having a low basis weight made of pulp fibers such as crepe paper tends to break during embossing. In addition, since the present invention has a characteristic small convex portion group, it is difficult to adopt a steel match embossing method.
Further, in the present invention, it is not a double embossing in which embossing is separately applied to each crepe paper such as a so-called tip-to-tip type.
また、本発明では所謂ティップトゥティップ形式のような各クレープ紙に別途にエンボスを付与して貼り合せるダブルエンボスでもない。 Therefore, the present invention is different from that provided by a pair of convex embossing rolls such as a so-called steel match embossing system. Steel match embossing can provide embossing with no difference between the front and back sides, but a crepe paper having a low basis weight made of pulp fibers such as crepe paper tends to break during embossing. In addition, since the present invention has a characteristic small convex portion group, it is difficult to adopt a steel match embossing method.
Further, in the present invention, it is not a double embossing in which embossing is separately applied to each crepe paper such as a so-called tip-to-tip type.
本発明の水解性衛生薄葉紙X1は、スチールラバー方式で付与されたシングルエンボスとすることで、極めて簡易にエンボスを付与できるとともに、糊を使わずにクレープ紙同士を積層一体化することができ、高い水解性を発揮させることができる。また、シングルエンボスであるため各クレープ紙に別途にエンボスを付与する必要はないので製造も容易である。そして、凸エンボスロール60の周面1の構成によって、本発明の水解性衛生薄葉紙X1の所望の効果が達成されるのである。
The water-decomposable sanitary thin paper X1 of the present invention can be embossed very easily by using a single emboss applied by a steel rubber method, and crepe papers can be laminated and integrated without using glue. High water disintegration property can be exhibited. Moreover, since it is a single emboss, since it is not necessary to give emboss to each crepe paper separately, manufacture is also easy. And the desired effect of the water-degradable sanitary thin paper X1 of this invention is achieved by the structure of the surrounding surface 1 of the convex embossing roll 60. FIG.
前記周面弾性ロール61の構成について例示すれば、周面がゴム等の弾性部材で構成される弾性ニップロールが適する。その表面のショア硬度(Shore hardness)は、40~60度であるのが望ましい。ショア硬度が低すぎると、つまり周面弾性ロール表面がやわらかすぎると、エンボス付与時にクレープ紙S1が破断するおそれが高まる。他方、ショア硬度が高すぎると、つまり周面弾性ロールの表面が硬すぎると、凸エンボスロール60の周面1のパターンが転写されなくなるおそれがある。
As an example of the configuration of the circumferential elastic roll 61, an elastic nip roll having a circumferential surface made of an elastic member such as rubber is suitable. The surface has a Shore hardness of 40 to 60 degrees. If the Shore hardness is too low, that is, if the surface elastic roll surface is too soft, the crepe paper S1 may be broken during embossing. On the other hand, if the Shore hardness is too high, that is, if the surface of the peripheral elastic roll is too hard, the pattern of the peripheral surface 1 of the convex embossing roll 60 may not be transferred.
エンボス付与するにあたってのニップ圧(エンボス圧、線圧とも言われる)は、5~30kgf/cm、好ましくは10~25kgf/cmとするのが望ましい。ニップ圧が低すぎると、エンボスが鮮明になるとの効果が、十分に発揮されないおそれがある。他方、エンボス圧が高すぎると、クレープ紙S1が断紙するおそれがたかまる。
The nip pressure (also referred to as embossing pressure or linear pressure) for embossing is 5 to 30 kgf / cm, preferably 10 to 25 kgf / cm. If the nip pressure is too low, the effect that the emboss becomes clear may not be sufficiently exhibited. On the other hand, if the embossing pressure is too high, there is a risk that the crepe paper S1 will break.
ここで、スチールラバー方式では硬質樹脂、金属等の硬質素材で形成された凸エンボスロール60の周面1の凹凸が周面弾性ロール61の表面に食い込むようにしてクレープ紙S1にエンボスが付与されることから、凸エンボスロール60の周面1に形成されている凸部のみならず凹部の形状も重要な要素となる。そして、本発明では、それら凸エンボスロール60の周面1の凹凸のパターンに特徴がある。
Here, in the steel rubber system, embossing is given to the crepe paper S1 so that the unevenness of the peripheral surface 1 of the convex embossing roll 60 formed of a hard material such as hard resin or metal bites into the surface of the peripheral elastic roll 61. Therefore, not only the convex part formed on the peripheral surface 1 of the convex embossing roll 60 but also the shape of the concave part is an important factor. And in this invention, the uneven | corrugated pattern of the surrounding surface 1 of these convex embossing rolls 60 has the characteristics.
まず、凸エンボスロール60の周面1には、規則正しく配列されたドーム上の凹部10と、前記凹部10の間に形成される当該凹部底から凸となる強押部11と、前記凹部10の凹面から突出する複数の小凸部12tからなる小凸部群12とが形成されている。
First, on the peripheral surface 1 of the convex embossing roll 60, the concave portions 10 on the dome regularly arranged, the strong pressing portion 11 that is convex between the concave portions formed between the concave portions 10, and the concave portions 10 are provided. A small convex portion group 12 including a plurality of small convex portions 12t protruding from the concave surface is formed.
この凸エンボスロール60では、周面弾性ロール61との間に通されたクレープ紙S1は、ドーム上の凹部10に入り込んだ部分が、緩やかに押されて保持されるとともに、前記強押部11によってしっかりと紙面に凹エンボスが形成されるようになる。これにより、クレープ紙S1が破れることなく、凹部10を深くすることができるようになり、それに応じて相対的な高さが高くなる強押部11により凹エンボス及びこれに対応する反対面の凸エンボスがしっかり形成されることができるようになる(なお、以下、本発明では凹エンボス部の形成時に反対面に凸エンボス部が形成されるがいずれか一方の形形成については記載を省略することがある)。したがって、嵩高さが得られるとともに、凹エンボスがしっかりと付与されることから意匠性についても高いものとなる。さらに、プライ構造とする場合には凹エンボスによるプライ接合がしっかりとしたものになる。
In this convex embossing roll 60, the crepe paper S1 passed between the peripheral elastic roll 61 is gently pressed and held at the part of the dome on the dome 10 where it enters the concave part 10, and the strong pressing part 11 is also held. As a result, a concave emboss is firmly formed on the paper surface. Accordingly, the concave portion 10 can be deepened without breaking the crepe paper S1, and the concave embossing and the convexity of the opposite surface corresponding to the concave embossing by the strong pressing portion 11 having a relatively high relative height. Embossing can be formed firmly (Note that in the present invention, a convex embossed part is formed on the opposite surface when forming a concave embossed part. There is). Therefore, the bulkiness is obtained, and the concave embossing is firmly provided, so that the design property is also high. Further, when the ply structure is adopted, the ply bonding by the concave embossing becomes firm.
さらに、本発明では、特徴的な小凸部群12によって、前記凹部10に入り込んだクレープ紙S1に対して小凸部12tによって、エンボス付与時に局所的に高い押圧でクレープ紙S1が凹部10内で保持されるため、前記強押部11によって形成される隣接する凹エンボス間の稜線が曖昧になり、柔らかさのある意匠性を呈する。さらに紙面の凸部分形成面においては、小凸部12tに対応するエンボス小凸部が形成されるため、強押部11に対応する凸エンボス(凹エンボスに対応する部分)と相まって、紙面全体としての凸エンボスの密度が高まり、滑らかさのあるものとなるとともに、嵩高なものとなる。
Further, according to the present invention, the crepe paper S1 is placed in the recess 10 by a high local pressure when embossing is applied to the crepe paper S1 that has entered the recess 10 by the characteristic small protrusion group 12 by the small protrusion 12t. Therefore, the ridge line between the adjacent concave embosses formed by the strong pressing portion 11 becomes ambiguous and exhibits a soft design. Further, on the convex portion forming surface of the paper surface, an embossed small convex portion corresponding to the small convex portion 12t is formed, and therefore, combined with the convex embossing corresponding to the strong pressing portion 11 (the portion corresponding to the concave embossed), the entire paper surface The density of the convex embossing increases, and the surface becomes smooth and bulky.
また、凹部10で押される部分に小凸部12tにより細かな凹凸が形成されるため、この凹凸によって、当該部分に光の乱反射が生じ、もって照りのない落ち着いた高級感のある意匠となる。すなわち、小凸部12tによって意匠性が向上される。
In addition, since fine irregularities are formed by the small convex portions 12t in the portion pressed by the concave portion 10, the irregularities cause irregular reflection of light in the portion, and it becomes a calm and high-quality design without being shone. That is, the design is improved by the small convex portions 12t.
ここで、前記凸エンボスロール60の周面1に形成される凹部10の平面視パターンは、凹部10の平面視形状が角丸四角形であり、その凹部10の角丸四角形の各一辺に、隣接する凹部の角丸四角形の一辺が近接又は接して配置されるパターンが望ましい。特に、凹部の平面視形状は、図示例の如く、角丸正方形であるのが望ましい。凹部10の平面視形状がかかる角丸正方形であると、紙面の滑らかさが一層向上する。また、本発明では当該凹部10が、規則正しく並ぶので、これとの相乗により優れた意匠性を呈する水解性衛生薄葉紙X1となる。
なお、平面視とは、凸エンボスロール60の周面1を平面に展開し、その面を平面視したものを意味する。 Here, in the plan view pattern of therecess 10 formed on the peripheral surface 1 of the convex embossing roll 60, the plan view shape of the recess 10 is a rounded rectangle, and adjacent to each side of the rounded rectangle of the recess 10. A pattern in which one side of the rounded quadrangular shape of the concave portion to be arranged is close or in contact is desirable. In particular, the shape of the concave portion in plan view is preferably a rounded square as shown in the illustrated example. If the shape of the concave portion 10 is a rounded square, the smoothness of the paper surface is further improved. Moreover, since the said recessed part 10 is regularly arranged in this invention, it becomes the water-decomposable sanitary thin paper X1 which exhibits the outstanding design property by synergy with this.
In addition, the plan view means a state in which theperipheral surface 1 of the convex embossing roll 60 is developed in a plane and the surface is viewed in plan.
なお、平面視とは、凸エンボスロール60の周面1を平面に展開し、その面を平面視したものを意味する。 Here, in the plan view pattern of the
In addition, the plan view means a state in which the
上記例示のように角丸四角形の凹部10を並べた凸エンボスロール60のパターンでは、強押部11は4つの凹部10により囲まれる山状部分で構成される強押部11A(山状強押部ともいう)と、隣接する凹部の辺間に位置されるライン状部分で構成される強押部11B(以下、線状強押部ともいう)との組み合わせとなる。前記ライン状部分11Bは、前記山状強押部同士を結ぶようにして位置される。なお、図示例では、好ましい例として、凹部10の辺が接するようになっており、ライン状強押部11Bは一筋の線のようになっている。この隣接する凹部10の辺同士の距離は2.0mm未満とするのが望ましい。山状強押部11Aによる形状の転写が確実なものとなる。
In the pattern of the convex embossing roll 60 in which the rounded quadrangular concave portions 10 are arranged as shown in the above example, the strong pressing portion 11 is a strong pressing portion 11A (mountain strong pressing) composed of mountain-shaped portions surrounded by the four concave portions 10. And a strong pressing portion 11B (hereinafter also referred to as a linear strong pressing portion) configured by a line-shaped portion located between the sides of adjacent concave portions. The line-shaped portion 11B is positioned so as to connect the mountain-shaped strong pressing portions. In the illustrated example, as a preferable example, the sides of the concave portion 10 are in contact with each other, and the line-shaped strong pressing portion 11B is a straight line. The distance between the sides of the adjacent recesses 10 is preferably less than 2.0 mm. The transfer of the shape by the mountain-shaped strong pressing portion 11A is ensured.
さらに、この形態においては、上記山状強押部11Aによってクレープ紙面に略矩形のしっかりとした凹エンボスが形成されるとともに、それらを結ぶように線状の凹エンボスが形成され、意匠性に優れるとともに、表面の滑らかさと柔らかさが効果的に発現する。かかる効果をより発現させるにあたっては、前記線状強押圧部11Bが、山部状押圧部11Aと山状押圧部11とを、凸エンボスロール60の軸心側に向かって円弧を描くようにして結ばれているのが望ましい。このようにすると、山状強押部11Aにより形成される凹エンボス間を結ぶ線状の凹エンボスが薄くなり、山状強押部11Aによって形成される凹エンボスの四方端近傍のみ線状の凹エンボスが形成され、意匠性に優れるものとなる。
Furthermore, in this embodiment, a substantially rectangular solid emboss is formed on the crepe paper surface by the mountain-shaped strong pressing portion 11A, and a linear concave emboss is formed so as to connect them, and the design is excellent. At the same time, the smoothness and softness of the surface are effectively expressed. In order to express such an effect more, the linear strong pressing part 11B draws an arc toward the axial center side of the convex embossing roll 60 with the peak pressing part 11A and the peak pressing part 11 being made. It is desirable to be tied. In this way, the linear concave embossing connecting the concave embosses formed by the mountain-shaped strong pressing portions 11A is thinned, and the linear concave embossing only near the four ends of the concave embossing formed by the mountain-shaped strong pressing portions 11A. Embossing is formed and the design is excellent.
さらに、上記4つの凹部10により囲まれる部分に形成される強押部11Aが頂面11aを有するものとすると、紙面を当該頂面11aが面接して押すようになるので、その形状が視認性よく紙面に転写され、意匠性に優れた水解性衛生薄葉紙となる。特に、その頂面が円形であると、角部がないために、製造時における紙面への転写時(紙面を押す際)の紙の破れが防止される。さらに、得られた水解性衛生薄葉紙は、紙面が滑らかさのあるものとなる。
Furthermore, if the strong pressing portion 11A formed in the portion surrounded by the four concave portions 10 has the top surface 11a, the top surface 11a comes into contact with and presses the paper surface. It is often transferred to the surface of the paper and becomes a water-degradable sanitary thin paper with excellent design. In particular, when the top surface is circular, since there are no corners, tearing of the paper during transfer to the paper surface during manufacture (when pressing the paper surface) is prevented. Furthermore, the obtained water-decomposable sanitary thin paper has a smooth surface.
また、このように山状強押部11Aに頂面11aを設ける場合、そのエッジ11eが面取りされているのが望ましい。製造時にエッジの部分の起点として破れるおそれがなくなり、また、水解性衛生薄葉紙は、表面が滑らかであり、柔らかな印象を与える意匠性を呈するようになる。
Further, when the top surface 11a is provided in the mountain-shaped strong pressing portion 11A in this way, it is desirable that the edge 11e is chamfered. There is no risk of tearing as the starting point of the edge portion during production, and the water-decomposable sanitary thin paper has a smooth surface and exhibits a design that gives a soft impression.
ここで、前記凹部10の平面視形状の面積が8~12mm2であるのが望ましい。8mm2未満では、前記小凸部群12を形成することが困難となるとともに、小凸部群12による上記表面の滑らかさ感の向上、嵩高さ、柔らかさといった効果が発現し難くなり、また、12mm2では、紙面の凹エンボス部分以外の部分が広くなり、意匠性や嵩高さ、柔らかさ等が十分に発現しない。ここで、かかる凹部10は、凹部10の中心間隔が3.0~5.5mmであるのが望ましい。なお、中心間隔とは平面視形状の中心、重心を意味する。従って、規則正しくならぶ本発明では、この凹部10の中心間を結ぶと、格子状、網目状となり、強押部11Aも規則正しくならぶことになり、もって、水解性衛生薄葉紙は、意匠性の高いものとなる。
Here, it is desirable that the area of the concave portion 10 in a plan view is 8 to 12 mm 2 . If it is less than 8 mm 2 , it becomes difficult to form the small convex portion group 12, and the small convex portion group 12 is less likely to exhibit effects such as improvement in the smoothness of the surface, bulkiness, and softness. , 12 mm 2 , the portion other than the concave embossed portion on the paper surface becomes wide, and the design property, bulkiness, softness and the like are not sufficiently exhibited. Here, it is desirable that the recess 10 has a center interval of 3.0 to 5.5 mm. The center interval means the center and the center of gravity of the planar view shape. Therefore, in the present invention, which is regularly arranged, when the centers of the recesses 10 are connected, a lattice shape and a mesh shape are formed, and the strong pressing portions 11A are also regularly arranged. Therefore, the water-degradable sanitary thin paper has a high design property. Become.
他方、前記小凸部群12は、1~6の小凸部12tが規則正しく配列されて構成されており(図示例では5個)、この小凸部群12が、前記凹部10内に形成されていることで、紙面の強押部11Aによって押される凹エンボス以外の部分においても小凸部12tによって押される小凹エンボスが形成される部分ができ、これによって、紙面の前記強押部11Aで押された凹エンボス間に小凹エンボスが形成されるので、もって、表面の滑らかさが向上するとともに、嵩高さのあるものとなる。特に、規則正しい配列とすることで、各強押部11Aにおける押圧差を与えることをなくすことができ、表面の滑らかさ等に優れるものとなるとともに、強押圧部11Aによって形成される凹エンボスが不鮮明にならず意匠性にも優れたものとなる。ここで、小凸部12tの突出方向は、凸エンボスロール60の中心と周面とを結ぶ方向、すなわち周面に対する接面に対して垂直となる方向であり、前記強押部11Aの凸方向と同方向である。
また、小凸部12の頂部の高さ位置は、強押部の高さ位置と同等又は若干低い位置とするのが望ましい。この高さ位置は、凸エンボスロール60の軸心からの距離を意味する。 On the other hand, the smallconvex portion group 12 is configured by regularly arranging 1 to 6 small convex portions 12t (five in the illustrated example), and the small convex portion group 12 is formed in the concave portion 10. As a result, a portion where a small concave emboss pushed by the small convex portion 12t is formed also in a portion other than the concave emboss pushed by the strong pressing portion 11A on the paper surface. Since the small concave emboss is formed between the depressed concave embosses, the surface smoothness is improved and the bulk is increased. In particular, by providing a regular arrangement, it is possible to eliminate a pressing difference in each of the strong pressing portions 11A, and it is excellent in surface smoothness and the like, and the concave emboss formed by the strong pressing portion 11A is unclear. It will be excellent in design as well. Here, the protruding direction of the small convex portion 12t is a direction connecting the center of the convex embossing roll 60 and the peripheral surface, that is, a direction perpendicular to the contact surface with respect to the peripheral surface, and the convex direction of the strong pressing portion 11A. Is in the same direction.
Moreover, it is desirable that the height position of the top portion of the smallconvex portion 12 is a position that is equal to or slightly lower than the height position of the strong pressing portion. This height position means the distance from the axial center of the convex embossing roll 60.
また、小凸部12の頂部の高さ位置は、強押部の高さ位置と同等又は若干低い位置とするのが望ましい。この高さ位置は、凸エンボスロール60の軸心からの距離を意味する。 On the other hand, the small
Moreover, it is desirable that the height position of the top portion of the small
小凸部12tの頂部についても、前記四つの凹部10で囲まれる強押部11Aの頂部と同様に、平面であるのが望ましく、特にその頂面の面積が0.2~0.5mm2であるのが望ましい。その平面視形状は、楕円であるのが望ましい。この範囲とすると、小凸部群12による、嵩高さの発現、滑らかさの発現が効果的に発揮される。
なお、小凸部群12を構成する小凸部12tの数が6個を超えると、前記強押部11Aによって形成される紙面の凹エンボスが不鮮明となりやすくなる。 The top part of the smallconvex part 12t is also preferably a plane like the top part of the strong pressing part 11A surrounded by the four concave parts 10, and the area of the top face is particularly 0.2 to 0.5 mm 2 . It is desirable. The planar view shape is preferably an ellipse. If it is this range, the expression of bulkiness and the expression of smoothness by the small convex part group 12 will be exhibited effectively.
If the number of the smallconvex portions 12t constituting the small convex portion group 12 exceeds 6, the concave emboss on the paper surface formed by the strong pressing portion 11A tends to become unclear.
なお、小凸部群12を構成する小凸部12tの数が6個を超えると、前記強押部11Aによって形成される紙面の凹エンボスが不鮮明となりやすくなる。 The top part of the small
If the number of the small
好ましい小凸部群12における小凸部12tの数は、図示例のように5つであり、配列についても図示例のようである。すなわち、5つのうちの4つが、その頂面の中心又は頂点を結んだ線が四角形又は正方形を描く関係にあり、残りの1つが、その描かれる四角径の中心に配置される配列が望ましい。この配列では、クレープ紙S1に転写されたときに凹部10に対応する部分についての滑らかさ、嵩高さの発現が顕著となる。
The number of small convex portions 12t in the preferred small convex portion group 12 is five as in the illustrated example, and the arrangement is also as in the illustrated example. That is, it is desirable that four of the five have a relationship in which a line connecting the centers or vertices of the top surface draws a square or a square, and the other one is arranged at the center of the drawn square diameter. In this arrangement, the smoothness and bulkiness of the portions corresponding to the recesses 10 are remarkable when transferred to the crepe paper S1.
ここで、小凸部群12の好ましい規則正しい配列について述べると、図示例の如く、小凸部群12が、縦横一つおきに配列されるのが望ましい。凹部10との関係でいえば、上記四角形が凹部10の丸角四角形に対して45°の角度を有しているのが望ましく、さらに、凹部10の平面視中心に小凸部群12を構成する小凸部の一つが位置するように配列されているのが望ましい。かかる、配列であると意匠性に優れ、しかも紙面の強押部11Aで形成される紙面の凹エンボスがしっかりとしたものとなるとともに、凹部10で押される部分ついて小凸部群12による凹凸が形成されるので嵩高く、滑らかな紙面を有するものとなる。
Here, a preferable regular arrangement of the small convex portion groups 12 will be described. It is desirable that the small convex portion groups 12 are arranged every other length and width as in the illustrated example. In terms of the relationship with the concave portion 10, it is desirable that the square has an angle of 45 ° with respect to the rounded square of the concave portion 10, and the small convex portion group 12 is formed at the center of the concave portion 10 in plan view. It is desirable to arrange so that one of the small convex portions to be positioned is located. With such an arrangement, the design is excellent, and the concave embossing of the paper surface formed by the strong pressing portion 11A of the paper surface becomes firm, and the unevenness due to the small convex portion group 12 is formed on the portion pressed by the concave portion 10. Since it is formed, it is bulky and has a smooth paper surface.
他方、上記凸エンボスロール60によって形成される水解性衛生薄葉紙X1の凹エンボスについて述べると、凹エンボスの深さは、300~400μmであるのが望ましい。より好ましくは350~375μmである。300μm未満では、嵩高さを向上させ難く、400μmを超える断紙のおそれがある。なお、ここでの凹エンボスの深さは、マイクロスコープにより測定したものである。数値は、ランダムに選択した2個のエンボス部を通る部位の平均値とする。なおこの測定は、例えば、キーエンス社製、マイクロスコープにより測定することができる。
なお、本発明の水解性衛生薄葉紙X1は、特に1プライのものとした場合には、紙面の各面の滑らかさの差が少ないという効果をも奏する。 On the other hand, when describing the concave embossing of the water-degradable sanitary thin paper X1 formed by theconvex embossing roll 60, the depth of the concave embossing is preferably 300 to 400 μm. More preferably, it is 350 to 375 μm. If it is less than 300 μm, it is difficult to improve the bulkiness, and there is a risk of paper breakage exceeding 400 μm. In addition, the depth of the concave embossing here is measured with a microscope. The numerical value is an average value of the portions passing through two randomly selected embossed portions. In addition, this measurement can be measured, for example, with a KEYENCE microscope.
In addition, especially when the water-decomposable sanitary thin paper X1 of the present invention is one ply, there is also an effect that there is little difference in the smoothness of each surface of the paper.
なお、本発明の水解性衛生薄葉紙X1は、特に1プライのものとした場合には、紙面の各面の滑らかさの差が少ないという効果をも奏する。 On the other hand, when describing the concave embossing of the water-degradable sanitary thin paper X1 formed by the
In addition, especially when the water-decomposable sanitary thin paper X1 of the present invention is one ply, there is also an effect that there is little difference in the smoothness of each surface of the paper.
他方、本発明の水解性衛生薄葉紙は、上記特徴的な凸エンボスロール6により付与されたものとすることで、紙面表面のMMDを0.060~0.010の範囲にすることができる。特に、本発明では、少なくとも一方の面のMMDについて0.080以下とすることができ、そのようになっているのが望ましい。なお、MMDの値が0.010を超過すると表面の滑らかさに劣る。0.06未満であってもとざらつきを感じるようになる。
On the other hand, the water-decomposable sanitary thin paper of the present invention is provided with the characteristic convex embossing roll 6 so that the MMD on the paper surface can be in the range of 0.060 to 0.010. In particular, in the present invention, the MMD on at least one surface can be set to 0.080 or less, and it is desirable that it be so. When the MMD value exceeds 0.010, the surface is inferior in smoothness. Even if it is less than 0.06, it feels rough.
なお、ここでのMMDは、図6に示すように、JIS P 8111に規定される条件下で測定した10mm角のピアノ線端子と衛生薄葉紙との摩擦係数の平均偏差MMDである。摩擦係数の平均偏差MMDは、カトーテック株式会社製「摩擦感テスター KES SE」を用いて測定することができる。MMD値が大きいほど滑らかさに劣ることを意味する。なお、MMDの値が0.060未満であると、滑り感が強く適度な拭き取り性が得られない。
In addition, MMD here is the average deviation MMD of the friction coefficient of the 10-mm square piano wire terminal and sanitary thin paper measured on the conditions prescribed | regulated to JISP8111 as shown in FIG. The average deviation MMD of the friction coefficient can be measured by using “Friction Tester KES SE” manufactured by Kato Tech Co., Ltd. A larger MMD value means less smoothness. In addition, when the value of MMD is less than 0.060, the slipperiness is strong and appropriate wiping properties cannot be obtained.
また、本発明における水解性衛生薄葉紙X1は、水解性の値が5~20秒であるのが望ましい。なお、ここでの水解性とは、ほぐれやすさ試験(JIS P 4501で規定される、ほぐれやすさの試験方法に基づく)における秒数で表したものである。水解性の値が5秒未満であると、シャワートイレ等で使用した際に、拭き取り操作をするとほぐれたクレープ紙が皮膚に付着するおそれが高まる。なお、この水解性5~20秒という数値は、極めて高い水解性であり、本発明では、凹部10のドーム形状、配列、それによる強押部11Aの配列、形状、小凸部群12の構成により、しっかりとした凹エンボスが紙面に形成されているにもかかわらず、かかる高い水解性を達成可能としている。すなわち、かかる水解性の達成は、本発明の特徴的なエンボスによるところがある。
Further, the water-decomposable sanitary thin paper X1 in the present invention preferably has a water-decomposability value of 5 to 20 seconds. In addition, the water disintegration here is represented by the number of seconds in the ease test for loosening (based on the test method for ease of loosening defined in JIS P4501). When the water disintegration value is less than 5 seconds, when used in a shower toilet or the like, the risk of the loose crepe paper adhering to the skin increases when a wiping operation is performed. The numerical value of 5 to 20 seconds of water disintegration is extremely high water disintegration. In the present invention, the dome shape and arrangement of the recesses 10, the arrangement and shape of the strong pressing portions 11A, and the configuration of the small convex portion group 12 are as follows. This makes it possible to achieve such high water disintegration property even though a solid concave emboss is formed on the paper surface. That is, the achievement of such water disintegration is due to the characteristic embossing of the present invention.
他方、本発明における水解性衛生薄葉紙(クレープ紙)の原料パルプは、既知のものが使用できる、例えば、木材パルプ、古紙パルプなどが挙げられる。
特には、原料パルプは、NBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)とを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90~50:50がよく、特に、NBKP:LBKP=40:60が望ましい。 On the other hand, as the raw material pulp of the water-degradable sanitary thin paper (crepe paper) in the present invention, known pulp can be used, for example, wood pulp, waste paper pulp and the like.
In particular, the raw material pulp is preferably a blend of NBKP (conifer kraft pulp) and LBKP (hardwood kraft pulp). Waste paper pulp may be blended as appropriate, but it is preferably composed of only NBKP and LBKP in terms of texture and the like. In this case, the blending ratio is NBKP: LBKP = 10: 90 to 50:50. In particular, NBKP: LBKP = 40: 60 is particularly desirable.
特には、原料パルプは、NBKP(針葉樹クラフトパルプ)とLBKP(広葉樹クラフトパルプ)とを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90~50:50がよく、特に、NBKP:LBKP=40:60が望ましい。 On the other hand, as the raw material pulp of the water-degradable sanitary thin paper (crepe paper) in the present invention, known pulp can be used, for example, wood pulp, waste paper pulp and the like.
In particular, the raw material pulp is preferably a blend of NBKP (conifer kraft pulp) and LBKP (hardwood kraft pulp). Waste paper pulp may be blended as appropriate, but it is preferably composed of only NBKP and LBKP in terms of texture and the like. In this case, the blending ratio is NBKP: LBKP = 10: 90 to 50:50. In particular, NBKP: LBKP = 40: 60 is particularly desirable.
原料パルプ等の抄紙原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどしてクレープ紙とする。抄紙に際しては、例えば、分散剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤、剥離剤、柔軟剤、柔軟保湿剤、嵩高剤、乾燥紙力剤、湿潤紙力剤、歩留向上剤、染料、定着剤などの適宜の薬品を添加することができる。
Papermaking raw materials such as raw material pulp are made into crepe paper through, for example, a known papermaking process, specifically, a wire part, a press part, a dryer part, a size press, a calendar part, and the like. In papermaking, for example, a dispersant, a pH adjuster such as caustic soda, an antifoaming agent, an antiseptic, a slime control agent, a release agent, a softening agent, a soft moisturizing agent, a bulking agent, a dry paper strength agent, a wet strength paper strength agent, Appropriate chemicals such as a yield improver, a dye, and a fixing agent can be added.
〔試験例〕
ここで、従来、表面の滑らかさに優れ、表裏面の差も少ないとされ、水解性衛生薄葉紙の分野で好適に採用されてきたエンボス付与パターン(図7及び図8に示すパターン)を有する凸エンボスロールによってエンボスを形成した水解性衛生薄葉紙の例と、本願発明にかかるエンボス付与パターン(図2~図5に示すパターン)を有する凸エンボスロールによってエンボスを形成した水解性衛生薄葉紙とについて、表裏面の滑らかさ等を測定し、比較した。また、得られた各水解性衛生薄葉紙の表裏写真を図9、10に示す。図9が本発明の実施例。図10が比較例にかかる水解性衛生薄葉紙である。なお、図7、図8において凹となっている部分を符号110、前記凹となっている部分と相対的に凸となる部分を符号111で示した。実施例、比較例におけるエンボス付与の条件、用いたクレープ紙は同様である。
なお、滑らかさは上述の測定方法にしたがってMMDを測定することとした。エンボス深さ等の詳細はMMDの結果とともに下記表1に示す。なお、表中のMMDは、測定値を100倍したもので表している。 [Test example]
Here, the convexity having an embossing pattern (patterns shown in FIGS. 7 and 8) that has conventionally been excellent in surface smoothness and little difference between the front and back surfaces and has been suitably used in the field of water-degradable sanitary thin paper. Examples of water-decomposable sanitary thin paper embossed with embossing rolls and water-degradable sanitary thin paper embossed with convex embossing rolls having an embossing pattern according to the present invention (patterns shown in FIGS. 2 to 5) The back surface smoothness and the like were measured and compared. Moreover, the front and back photograph of each obtained hydrolyzable sanitary thin paper is shown to FIG. FIG. 9 shows an embodiment of the present invention. FIG. 10 is a water-decomposable sanitary thin paper according to a comparative example. 7 and 8, the concave portion is denoted byreference numeral 110, and the portion that is relatively convex with respect to the concave portion is denoted by reference numeral 111. The embossing conditions and the crepe paper used in the examples and comparative examples are the same.
In addition, smoothness decided to measure MMD according to the above-mentioned measuring method. Details such as the emboss depth are shown in Table 1 below together with the MMD results. In addition, MMD in the table is represented by 100 times the measured value.
ここで、従来、表面の滑らかさに優れ、表裏面の差も少ないとされ、水解性衛生薄葉紙の分野で好適に採用されてきたエンボス付与パターン(図7及び図8に示すパターン)を有する凸エンボスロールによってエンボスを形成した水解性衛生薄葉紙の例と、本願発明にかかるエンボス付与パターン(図2~図5に示すパターン)を有する凸エンボスロールによってエンボスを形成した水解性衛生薄葉紙とについて、表裏面の滑らかさ等を測定し、比較した。また、得られた各水解性衛生薄葉紙の表裏写真を図9、10に示す。図9が本発明の実施例。図10が比較例にかかる水解性衛生薄葉紙である。なお、図7、図8において凹となっている部分を符号110、前記凹となっている部分と相対的に凸となる部分を符号111で示した。実施例、比較例におけるエンボス付与の条件、用いたクレープ紙は同様である。
なお、滑らかさは上述の測定方法にしたがってMMDを測定することとした。エンボス深さ等の詳細はMMDの結果とともに下記表1に示す。なお、表中のMMDは、測定値を100倍したもので表している。 [Test example]
Here, the convexity having an embossing pattern (patterns shown in FIGS. 7 and 8) that has conventionally been excellent in surface smoothness and little difference between the front and back surfaces and has been suitably used in the field of water-degradable sanitary thin paper. Examples of water-decomposable sanitary thin paper embossed with embossing rolls and water-degradable sanitary thin paper embossed with convex embossing rolls having an embossing pattern according to the present invention (patterns shown in FIGS. 2 to 5) The back surface smoothness and the like were measured and compared. Moreover, the front and back photograph of each obtained hydrolyzable sanitary thin paper is shown to FIG. FIG. 9 shows an embodiment of the present invention. FIG. 10 is a water-decomposable sanitary thin paper according to a comparative example. 7 and 8, the concave portion is denoted by
In addition, smoothness decided to measure MMD according to the above-mentioned measuring method. Details such as the emboss depth are shown in Table 1 below together with the MMD results. In addition, MMD in the table is represented by 100 times the measured value.

表1の結果から、実施例及び比較例ともに、エンボスの入りについては問題ないが、本発明の実施例については、MMDの値が、従来好ましく採用されてきたエンボスパターンを付与した物と比較して、表面及び裏面ともに低い数値であり滑らかなものとなっている。また、意匠性についても優れたものとなっている。
とりわけ、一方面においては従来のものは10.4(0.104)であるのに対して、本願発明のエンボスパターンでは、6.9(0.069)と極めて低い値となっている。 From the results in Table 1, there is no problem with embossing in both of the examples and comparative examples, but in the examples of the present invention, the value of MMD is compared with that provided with an embossing pattern that has been preferably used conventionally. Both the front and back surfaces are low and smooth. In addition, the design is excellent.
In particular, on the one side, the conventional one is 10.4 (0.104), whereas the embossed pattern of the present invention has an extremely low value of 6.9 (0.069).
とりわけ、一方面においては従来のものは10.4(0.104)であるのに対して、本願発明のエンボスパターンでは、6.9(0.069)と極めて低い値となっている。 From the results in Table 1, there is no problem with embossing in both of the examples and comparative examples, but in the examples of the present invention, the value of MMD is compared with that provided with an embossing pattern that has been preferably used conventionally. Both the front and back surfaces are low and smooth. In addition, the design is excellent.
In particular, on the one side, the conventional one is 10.4 (0.104), whereas the embossed pattern of the present invention has an extremely low value of 6.9 (0.069).
さらに、従来のものは表裏面のMMDの差が5(0.05)であるの対して、本願発明は表裏面のMMDの差が3.6(0.036)であり、従来のものと比較して差がなく良好な結果がえられた。
Furthermore, the MMD difference between the front and back surfaces is 5 (0.05) in the conventional one, whereas the MMD difference between the front and back surfaces is 3.6 (0.036) in the present invention. There was no difference and good results were obtained.
そして、図8、9より小凸部群のある本願発明は、矩形の凹エンボス及び凹エンボス間を結ぶ線状の凹エンボスが曖昧でぼやけており、にもかかわらず矩形エンボスはしっかりとしており、比較例のような各凹エンボス部分が鮮明でエッジのあるものとは極めて異なる、柔らかなで落ちついた独特の意匠性を呈していることが視認できる。また、凹エンボス以外の部分に小凸部による凹凸が確認でき、嵩高さと滑らかさのある印象がある。また、上述のとおり、滑らかさに優れる。
8 and 9, the present invention having a small convex portion group is obscure and blurry of the rectangular concave embossing and the linear concave embossing connecting the concave embossing, the rectangular embossing is solid, It can be visually recognized that each concave embossed portion as in the comparative example exhibits a unique design that is soft and calm, which is very different from those having clear edges. Moreover, the unevenness | corrugation by a small convex part can be confirmed in parts other than a concave embossing, and there exists an impression with bulkiness and smoothness. Moreover, as above-mentioned, it is excellent in smoothness.
以上より、本願発明のエンボスが付与された水解性衛生薄葉紙は、滑らかさに優れ、特に裏面の滑らかさに優れ、表裏の滑らかさの差も小さい。また、意匠性にも優れる。
From the above, the water-decomposable sanitary thin paper provided with the embossing of the present invention is excellent in smoothness, particularly excellent in the smoothness of the back surface, and the difference in smoothness between the front and back surfaces is small. Moreover, it is excellent also in design property.
X1…水解性衛生薄葉紙、60…凸エンボスロール、61…周面弾性ロール、R1…原反ロール、S1…クレープ紙(積層クレープ紙)、1…凸エンボスロールの周面、10…凹部、11…強押部、11A…山状強押部、11a…山状強押部の頂面、11e…山状強押部の頂面エッジ、11B…線状強押部、12…小凸部群、12t…小凸部、
X1 ... water-degradable sanitary thin paper, 60 ... convex embossing roll, 61 ... peripheral elastic roll, R1 ... raw fabric roll, S1 ... crepe paper (laminated crepe paper), 1 ... peripheral surface of convex embossing roll, 10 ... concave, 11 DESCRIPTION OF SYMBOLS Strong pressing part, 11A ... Mountain-shaped strong pressing part, 11a ... Top surface of mountain-shaped strong pressing part, 11e ... Top surface edge of mountain-shaped strong pressing part, 11B ... Linear strong pressing part, 12 ... Small convex part group , 12t ... small convex part,
Claims (10)
- スチールラバー方式によりエンボスが付与され、そのエンボスがシングルエンボスである水解性衛生薄葉紙において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスが付与されたことを特徴とする水解性衛生薄葉紙。 In the water-degradable sanitary thin paper that is embossed by the steel rubber method and the emboss is a single emboss,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions,
A water-decomposable sanitary thin paper that is embossed by a convex embossing roll formed on a peripheral surface. - 前記凹部の平面視形状が角丸四角形であり、
前記凸エンボスロール周面に形成される凹部の平面視パターンが、
凹部の角丸四角形の各一辺に隣接する凹部の角丸四角形の一辺が近接又は接して配置されるパターンである請求項1記載の水解性衛生薄葉紙。 The planar view shape of the recess is a rounded square,
A plan view pattern of the concave portion formed on the peripheral surface of the convex embossing roll,
The water-degradable sanitary thin paper according to claim 1, which is a pattern in which one side of the rounded quadrangle of the concave portion adjacent to each side of the rounded quadrangular shape of the concave portion is disposed close to or in contact with the side. - 4つの凹部により囲まれる部分に形成される強押部の頂面が円形である請求項1又は2記載の水解性衛生薄葉紙。 The water-decomposable sanitary thin paper according to claim 1 or 2, wherein the top surface of the strong pressing portion formed in a portion surrounded by the four concave portions is circular.
- 頂面のエッジが面取りされている請求項3記載の水解性衛生薄葉紙。 The water-decomposable sanitary thin paper according to claim 3, wherein the top edge is chamfered.
- 前記凹部の平面視形状の面積が8~12mm2である請求項1~4の何れか1項に記載の水解性衛生薄葉紙。 The water-decomposable sanitary thin paper according to any one of claims 1 to 4, wherein an area of the concave portion in a plan view is 8 to 12 mm 2 .
- 凹部の中心間隔が3.0~5.5mmである請求項1~5の何れか1項に記載の水解性衛生薄葉紙。 The water-decomposable sanitary thin paper according to any one of claims 1 to 5, wherein the center interval of the recesses is 3.0 to 5.5 mm.
- 小凸部群は、1~6の小凸部が規則正しく配列されて構成され、かつ、この小凸部群が、凸エンボスロールの周面に規則正しく配列されている請求項1~6の何れか1項に記載の水解性衛生薄葉紙。 The small convex portion group is configured by regularly arranging 1 to 6 small convex portions, and the small convex portion group is regularly arranged on the peripheral surface of the convex embossing roll. The water-decomposable sanitary thin paper according to item 1.
- 小凸部の頂部が平面であり、その頂面の面積が0.2~0.5mm2である請求項1~7の何れか1記載の水解性衛生薄葉紙。 The water-degradable sanitary thin paper according to any one of claims 1 to 7, wherein the top of the small convex portion is a flat surface, and the area of the top surface is 0.2 to 0.5 mm 2 .
- 前記小凸部と強押部の頂部の高さ位置が同一である請求項1~8の何れか1項に記載の水解性衛生薄葉紙。 The water-decomposable sanitary thin paper according to any one of claims 1 to 8, wherein the height positions of the top portions of the small convex portion and the strong pressing portion are the same.
- スチールラバー方式によりクレープ紙にエンボスを付与して、シングルエンボスの水解性衛生薄葉紙を製造する方法において、
規則正しく配列されたドーム上の凹部と、
前記凹部の間に形成される当該凹部底から凸となる強押部と、
一部又は全部の凹部の凹面から突出する複数の小凸部からなる小凸部群とが、
周面に形成された、凸エンボスロールによりエンボスを付与することとした、
ことを特徴とする水解性衛生薄葉紙の製造方法。 In the method of producing single-embossed water-degradable sanitary thin paper by embossing crepe paper by a steel rubber method,
The recesses on the regularly arranged dome,
A strong pressing portion that is convex from the bottom of the recess formed between the recesses,
A small convex portion group consisting of a plurality of small convex portions protruding from the concave surface of some or all of the concave portions
It was decided to give emboss by the convex embossing roll formed on the peripheral surface,
A method for producing a water-degradable sanitary thin paper.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012536391A JP5931734B2 (en) | 2010-09-30 | 2011-09-22 | Water-degradable sanitary thin paper and method for producing water-degradable sanitary thin paper |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010221770 | 2010-09-30 | ||
| JP2010-221770 | 2010-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012043378A1 true WO2012043378A1 (en) | 2012-04-05 |
Family
ID=45892829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/071613 WO2012043378A1 (en) | 2010-09-30 | 2011-09-22 | Water-disintegrable sanitary tissue paper and process for producing water-disintegrable sanitary tissue paper |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5931734B2 (en) |
| TW (1) | TW201221100A (en) |
| WO (1) | WO2012043378A1 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150090414A1 (en) * | 2012-05-02 | 2015-04-02 | Kikuo Yamada | Method for producing water-disintegrable paper |
| JP6186482B1 (en) * | 2016-09-23 | 2017-08-23 | 日本製紙クレシア株式会社 | Toilet roll |
| JP2018047221A (en) * | 2017-06-01 | 2018-03-29 | 日本製紙クレシア株式会社 | Toilet roll |
| JP2018108434A (en) * | 2018-03-01 | 2018-07-12 | 日本製紙クレシア株式会社 | Sanitary thin paper roll |
| JP2018108436A (en) * | 2018-03-01 | 2018-07-12 | 日本製紙クレシア株式会社 | Sanitary thin paper roll |
| JP2020175212A (en) * | 2020-07-09 | 2020-10-29 | 王子ホールディングス株式会社 | Toilet roll |
| JP2020175239A (en) * | 2020-07-09 | 2020-10-29 | 王子ホールディングス株式会社 | Toilet roll |
| JP2020179259A (en) * | 2020-08-04 | 2020-11-05 | 王子ホールディングス株式会社 | Toilet roll |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6150838B2 (en) * | 2015-04-14 | 2017-06-21 | 日本製紙クレシア株式会社 | Toilet roll |
| JP6150843B2 (en) * | 2015-04-21 | 2017-06-21 | 日本製紙クレシア株式会社 | Toilet roll |
| CN107811547A (en) * | 2016-09-13 | 2018-03-20 | 云扬有限公司 | Environmentally-friendly sanitary paper |
| EP3646765B1 (en) * | 2017-06-30 | 2024-07-31 | Daio Paper Corporation | Toilet paper |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005168582A (en) * | 2003-12-08 | 2005-06-30 | Daio Paper Corp | Water soluble sanitary paper |
| JP2006045690A (en) * | 2004-07-30 | 2006-02-16 | Daio Paper Corp | Method for producing sanitary tissue |
| JP2006183216A (en) * | 2004-12-28 | 2006-07-13 | Daio Paper Corp | Embossed sheet and method for producing the same |
| JP2008113695A (en) * | 2006-10-31 | 2008-05-22 | Nippon Paper Crecia Co Ltd | Embossed sheet and method for manufacturing the same |
| JP2009028457A (en) * | 2007-07-30 | 2009-02-12 | Daio Paper Corp | Sanitary tissue and its manufacturing method |
| JP2010188690A (en) * | 2009-02-20 | 2010-09-02 | Oji Nepia Co Ltd | Rolled sanitary paper and method of manufacturing the same |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005054577A1 (en) * | 2003-12-02 | 2005-06-16 | Daio Paper Corporation | Colored sanitary tissue paper and process for producing the same |
-
2011
- 2011-09-22 WO PCT/JP2011/071613 patent/WO2012043378A1/en active Application Filing
- 2011-09-22 JP JP2012536391A patent/JP5931734B2/en active Active
- 2011-09-28 TW TW100134977A patent/TW201221100A/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005168582A (en) * | 2003-12-08 | 2005-06-30 | Daio Paper Corp | Water soluble sanitary paper |
| JP2006045690A (en) * | 2004-07-30 | 2006-02-16 | Daio Paper Corp | Method for producing sanitary tissue |
| JP2006183216A (en) * | 2004-12-28 | 2006-07-13 | Daio Paper Corp | Embossed sheet and method for producing the same |
| JP2008113695A (en) * | 2006-10-31 | 2008-05-22 | Nippon Paper Crecia Co Ltd | Embossed sheet and method for manufacturing the same |
| JP2009028457A (en) * | 2007-07-30 | 2009-02-12 | Daio Paper Corp | Sanitary tissue and its manufacturing method |
| JP2010188690A (en) * | 2009-02-20 | 2010-09-02 | Oji Nepia Co Ltd | Rolled sanitary paper and method of manufacturing the same |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150090414A1 (en) * | 2012-05-02 | 2015-04-02 | Kikuo Yamada | Method for producing water-disintegrable paper |
| US9399841B2 (en) * | 2012-05-02 | 2016-07-26 | Kikuo Yamada | Method for producing water-disintegrable paper |
| JP6186482B1 (en) * | 2016-09-23 | 2017-08-23 | 日本製紙クレシア株式会社 | Toilet roll |
| WO2018055785A1 (en) * | 2016-09-23 | 2018-03-29 | 日本製紙クレシア株式会社 | Toilet roll |
| JP2018047133A (en) * | 2016-09-23 | 2018-03-29 | 日本製紙クレシア株式会社 | Toilet roll |
| JP2018047221A (en) * | 2017-06-01 | 2018-03-29 | 日本製紙クレシア株式会社 | Toilet roll |
| JP2018108434A (en) * | 2018-03-01 | 2018-07-12 | 日本製紙クレシア株式会社 | Sanitary thin paper roll |
| JP2018108436A (en) * | 2018-03-01 | 2018-07-12 | 日本製紙クレシア株式会社 | Sanitary thin paper roll |
| JP2020175212A (en) * | 2020-07-09 | 2020-10-29 | 王子ホールディングス株式会社 | Toilet roll |
| JP2020175239A (en) * | 2020-07-09 | 2020-10-29 | 王子ホールディングス株式会社 | Toilet roll |
| JP7205521B2 (en) | 2020-07-09 | 2023-01-17 | 王子ホールディングス株式会社 | toilet roll |
| JP2023022306A (en) * | 2020-07-09 | 2023-02-14 | 王子ホールディングス株式会社 | toilet roll |
| JP7416184B2 (en) | 2020-07-09 | 2024-01-17 | 王子ホールディングス株式会社 | toilet roll |
| JP2020179259A (en) * | 2020-08-04 | 2020-11-05 | 王子ホールディングス株式会社 | Toilet roll |
| JP7060045B2 (en) | 2020-08-04 | 2022-04-26 | 王子ホールディングス株式会社 | Toilet roll |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012043378A1 (en) | 2014-02-06 |
| TW201221100A (en) | 2012-06-01 |
| TWI559882B (en) | 2016-12-01 |
| JP5931734B2 (en) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5931734B2 (en) | Water-degradable sanitary thin paper and method for producing water-degradable sanitary thin paper | |
| JP4585551B2 (en) | Sanitary thin paper and method for producing the same | |
| EP1907199B1 (en) | Tissue product with mixed inclination embosses | |
| US7524404B2 (en) | Embossing process including discrete and linear embossing elements | |
| US7435316B2 (en) | Embossing process including discrete and linear embossing elements | |
| US7785696B2 (en) | Embossed product including discrete and linear embossments | |
| JP4420872B2 (en) | Sheet products | |
| CN110359319B (en) | Paper towel and manufacturing method | |
| JP6972467B2 (en) | Toilet roll for shower toilet | |
| JP5485520B2 (en) | Sanitary thin paper and method for producing the same | |
| CN113165303A (en) | Embossed multi-ply tissue paper product | |
| US20240229362A1 (en) | Tissue product and method and apparatus for producing same | |
| JP2009240721A5 (en) | ||
| JP2020137868A (en) | Toilet roll | |
| CA2611326C (en) | Embossed product including discrete and linear embossments, method and apparatus for making the same | |
| JP4594291B2 (en) | Thin paper product and embossing method of thin paper | |
| WO2022039037A1 (en) | Home tissue paper and method for manufacturing home tissue paper | |
| WO2024203733A1 (en) | Toilet paper roll | |
| JP7206458B2 (en) | toilet roll | |
| JP2021053249A (en) | Toilet roll |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11828935 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012536391 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11828935 Country of ref document: EP Kind code of ref document: A1 |