JP2005528236A - 光、気体および液体を通さないヒートシール可能なパッケージ用複合材料 - Google Patents
光、気体および液体を通さないヒートシール可能なパッケージ用複合材料 Download PDFInfo
- Publication number
- JP2005528236A JP2005528236A JP2003559765A JP2003559765A JP2005528236A JP 2005528236 A JP2005528236 A JP 2005528236A JP 2003559765 A JP2003559765 A JP 2003559765A JP 2003559765 A JP2003559765 A JP 2003559765A JP 2005528236 A JP2005528236 A JP 2005528236A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- composite material
- material according
- composite
- barrier layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 63
- 239000007788 liquid Substances 0.000 title claims abstract description 4
- 239000007789 gas Substances 0.000 title description 4
- 230000004888 barrier function Effects 0.000 claims abstract description 35
- 238000007789 sealing Methods 0.000 claims abstract description 25
- 239000000463 material Substances 0.000 claims abstract description 22
- 239000011111 cardboard Substances 0.000 claims abstract description 21
- 238000000034 method Methods 0.000 claims abstract description 12
- 229910052751 metal Inorganic materials 0.000 claims abstract description 6
- 239000002184 metal Substances 0.000 claims abstract description 6
- 239000006223 plastic coating Substances 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims abstract description 4
- 239000011087 paperboard Substances 0.000 claims abstract description 4
- 238000004806 packaging method and process Methods 0.000 claims abstract description 3
- 229920001169 thermoplastic Polymers 0.000 claims description 13
- -1 polypropylene Polymers 0.000 claims description 9
- 229920000642 polymer Polymers 0.000 claims description 8
- 229920000106 Liquid crystal polymer Polymers 0.000 claims description 7
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 claims description 7
- 239000011888 foil Substances 0.000 claims description 7
- 239000004952 Polyamide Substances 0.000 claims description 6
- 239000004743 Polypropylene Substances 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 6
- 229920002647 polyamide Polymers 0.000 claims description 6
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 6
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 6
- 229920001155 polypropylene Polymers 0.000 claims description 6
- 239000004698 Polyethylene Substances 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 239000007767 bonding agent Substances 0.000 claims description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 3
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 claims description 3
- 239000005977 Ethylene Substances 0.000 claims description 3
- 239000000853 adhesive Substances 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 230000001954 sterilising effect Effects 0.000 abstract description 7
- 238000004659 sterilization and disinfection Methods 0.000 abstract description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 235000013336 milk Nutrition 0.000 description 2
- 239000008267 milk Substances 0.000 description 2
- 210000004080 milk Anatomy 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003651 drinking water Substances 0.000 description 1
- 235000020188 drinking water Nutrition 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 235000015203 fruit juice Nutrition 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/12—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/55—Liquid crystals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2317/00—Animal or vegetable based
- B32B2317/12—Paper, e.g. cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31692—Next to addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31703—Next to cellulosic
Landscapes
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
パッケージ内に製品を収容した状態でオートクレーブプロセス等により殺菌することを可能にするパッケージの複合材料を提供することにある。
【解決手段】
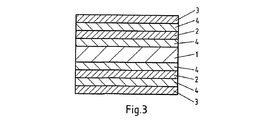
プラスチックコーティングを備えたベース材料として紙または厚紙で作られており、特に光、気体および液体を通さないヒートシール可能なパッケージ用複合材料であって、各場合において、プラスチックコーティングが外側シーリング層を有し、金属のバリヤ層がベース材料層とシーリング層との間に存在する複合材料、および該複合材料の製造方法を図示しかつ説明する。複合材料は、これから製造されるパッケージが、この中に製品が入った状態でオートクレーブ法で殺菌できなくてはならず、これは、ベース材料層(1)の他側に他のバリヤ層(2)が設けられているという事実により達成される。
Description
2 バリヤ層
3 シーリング層
4 連結層
Claims (25)
- プラスチックコーティングを備えたベース材料として紙または厚紙で作られており、特に光、気体および液体を通さないヒートシール可能なパッケージ用複合材料であって、各場合において、プラスチックコーティングが外側シーリング層を有し、金属のバリヤ層がベース材料層とシーリング層との間に存在する複合材料において、
ベース材料層(1)の他側には他のバリヤ層(2)が設けられていることを特徴とする複合材料。 - 各場合において、少なくとも1つの連結層(4)が、ベース材料層(1)とバリヤ層(2)との間に配置されていることを特徴とする請求項1または2記載の複合材料。
- 各場合において、少なくとも1つの他の連結層(4)が、バリヤ層(2)と外側シーリング層(3)との間に配置されていることを特徴とする請求項2記載の複合材料。
- 前記バリヤ層(2)はAl箔からなることを特徴とする請求項1〜3のいずれか1項記載の複合材料。
- 前記連結層(4)として、ポリマーをベースとする接合剤が使用されることを特徴とする請求項1〜4のいずれか1項記載の複合材料。
- 前記連結層(4)として、接着剤をベースとする接合剤が使用されることを特徴とする請求項1〜4のいずれか1項記載の複合材料。
- 前記シーリング層(3)として熱可塑性ポリマーが使用されることを特徴とする請求項1〜6のいずれか1項記載の複合材料。
- 前記熱可塑性ポリマーはポリプロピレン(PP)であることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーはポリエチレンテレフタレート(PET)であることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーはポリエチレン(PE)であることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーは液晶ポリマー(LPC)からなることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーはエチレン/ビニルアルコール(EVOH)であることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーはポリアミド(PA)であることを特徴とする請求項7記載の複合材料。
- 前記熱可塑性ポリマーは、請求項8〜13に記載したポリマーからなる配合物であることを特徴とする請求項7〜13のいずれか1項記載の複合材料。
- 前記外側シーリング層(3)は10〜40g/m2の層厚を有することを特徴とする請求項1〜14のいずれか1項記載の複合材料。
- 前記外側(後で作られる複合体パッケージで見て外側)シーリング層(3)は10〜20g/m2の層厚を有することを特徴とする請求項15記載の複合材料。
- 前記内側(後で作られる複合体パッケージで見て内側)シーリング層(3)は20〜35g/m2の層厚を有することを特徴とする請求項15または16記載の複合材料。
- 前記バリヤ層(2)として、5〜10μmの層厚を有するAl箔が設けられていることを特徴とする請求項1〜17のいずれか1項記載の複合材料。
- 前記Al箔は6〜8μmの層厚を有することを特徴とする請求項18記載の複合材料。
- 前記連結層は4〜20g/m2の層厚を有することを特徴とする請求項2〜19のいずれか1項記載の複合材料。
- 前記連結層(4)は5〜10g/m2の層厚を有することを特徴とする請求項19記載の複合材料。
- 前記ベース材料層(1)とバリヤ層(2)との間に存在する連結層(4)は、バリヤ層(2)と外側シーリング層(3)との間の連結層より厚いことを特徴とする請求項3および19記載の複合材料。
- 複合材料が同時押出し法による単一作業サイクルで作られることを特徴とする請求項1〜22のいずれか1項記載の複合材料の製造方法。
- 請求項1〜22のいずれか1項記載の複合材料のブランク。
- 請求項1〜22のいずれか1項記載の複合材料を製造するための複合箔。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10202072A DE10202072A1 (de) | 2002-01-18 | 2002-01-18 | Verbundmaterial für licht-, gas- und flüssigkeitsdichte, heißsiegelbare Packungen |
| PCT/EP2003/000429 WO2003059622A2 (de) | 2002-01-18 | 2003-01-17 | Verbundmaterial für licht-, gas- und flüssigkeitsdichte heisssiegelbare packungen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005528236A true JP2005528236A (ja) | 2005-09-22 |
Family
ID=7712631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003559765A Pending JP2005528236A (ja) | 2002-01-18 | 2003-01-17 | 光、気体および液体を通さないヒートシール可能なパッケージ用複合材料 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20050158530A1 (ja) |
| EP (1) | EP1465768A2 (ja) |
| JP (1) | JP2005528236A (ja) |
| KR (1) | KR20040096529A (ja) |
| CN (1) | CN1630582A (ja) |
| AU (1) | AU2003235703A1 (ja) |
| BR (1) | BR0307007A (ja) |
| CA (1) | CA2473117A1 (ja) |
| DE (1) | DE10202072A1 (ja) |
| MX (1) | MXPA04006951A (ja) |
| NO (1) | NO20043154L (ja) |
| RU (1) | RU2004125155A (ja) |
| TW (1) | TW592954B (ja) |
| WO (1) | WO2003059622A2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9944051B2 (en) * | 2006-10-02 | 2018-04-17 | Mead Johnson Nutrition Co. | Laminate |
| US8771835B2 (en) | 2007-07-03 | 2014-07-08 | Newpage Wisconsin System, Inc. | Substantially biodegradable and compostable high-barrier packaging material and methods for production |
| US20090210082A1 (en) * | 2008-02-18 | 2009-08-20 | Honeywell International Inc. | Composite material for use in forming a product fixture assembly for reduced weight, improved safety, and ease of manufacture |
| DE102009050418A1 (de) | 2009-10-22 | 2011-04-28 | Sig Technology Ag | Verfahren zum Herstellen autoklavierter Nahrungsmittel in einem aus einem flächenförmigen Verbund gebildeten Behälter mit einer farbigen vernetzten äußeren Polymerschicht erhältlich durch Tiefdruck |
| DE102009050419A1 (de) | 2009-10-22 | 2011-04-28 | Sig Technology Ag | Perforierter Behälter aus einem flächenförmigen Verbund mit mindestens einer außenseitigen Polyamidschicht sowie ein Verfahren zu dessen Herstellung |
| DE102009050420A1 (de) | 2009-10-22 | 2011-05-05 | Sig Technology Ag | Verfahren zum Herstellen autoklavierter Nahrungsmittel in einem aus einem flächenförmigen Verbund gebildeten Behälter mit einer farbigen vernetzten äußeren Polymerschicht erhältlich durch Hochdruck |
| CN102502055B (zh) * | 2011-11-02 | 2014-02-12 | 厦门正兴宏业印刷有限公司 | 一次性水袋及其加工方法 |
| CN103640786A (zh) * | 2013-11-28 | 2014-03-19 | 无锡合众信息科技有限公司 | 一种耐高温的复合包装材料 |
| CN105252867B (zh) * | 2015-10-12 | 2017-12-26 | 宁波华丰包装有限公司 | 一种多层复合膜及其制备方法 |
| CN106113854A (zh) * | 2016-06-28 | 2016-11-16 | 朝阳佛瑞达科技有限公司 | 一种乳制品包装膜及其生产方法 |
| DE102017116170A1 (de) * | 2017-07-18 | 2019-01-24 | Sig Technology Ag | Packungslaminat und Verfahren zur Bildung einer Packung mit einem Funktionselement |
| EP4173817A3 (en) | 2021-10-29 | 2023-07-26 | Green Owl Sp. z o.o. | A multilayer laminate and a method for manufacturing thereof |
| CN114560158A (zh) * | 2022-04-07 | 2022-05-31 | 济南泉华包装制品有限公司 | 一种耐存储的pte光柱镀膜的屋顶包结构 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4224367A (en) * | 1978-05-22 | 1980-09-23 | Scholle Corporation | Multiple ply packaging material comprising outer plies sealed around an inner ply |
| US4355756A (en) * | 1979-10-25 | 1982-10-26 | Mitsubishi Kasei Kogyo Kabushiki Kaisha | Containers adapted to contain foodstuffs |
| IN165840B (ja) * | 1984-12-28 | 1990-01-20 | Colgate Palmolive Co | |
| US4951841A (en) * | 1984-12-28 | 1990-08-28 | Colgate-Palmolive Company | Dispensing container made from an ethylene vinyl alcohol containing laminated material and the material therefor |
| US4753832A (en) * | 1985-09-10 | 1988-06-28 | The Procter & Gamble Company | Barrier laminates for the retention of essential oils, vitamins and flavors in citrus beverages and a method of making said laminate and leak-tight containers therefrom |
| US5407751A (en) * | 1985-11-29 | 1995-04-18 | American National Can Company | Easy peel film structure especially for retortable lidstock |
| US4701360A (en) * | 1986-05-16 | 1987-10-20 | International Paper Company | Heat sealable barrier material for improved juice packaging (EVOH) |
| WO1994023946A1 (en) * | 1993-04-09 | 1994-10-27 | Viskase Corporation | A cheese package, film, bag and process for packaging a co2 respiring foodstuff |
| US5506011A (en) * | 1993-12-01 | 1996-04-09 | Westvaco Corporation | Paperboard packaging containing a PVOH barrier |
| DE4445193C2 (de) * | 1993-12-24 | 1997-01-30 | Renker Gmbh & Co Kg | Beschichtetes(r) Papier/Karton mit geringer Durchlässigkeit für gasförmige Stoffe und dessen Verwendung |
| JP3394596B2 (ja) * | 1994-05-23 | 2003-04-07 | 日本テトラパック株式会社 | 包装容器 |
| JP3624034B2 (ja) * | 1995-09-19 | 2005-02-23 | 大日本印刷株式会社 | ガスバリヤー性容器及びその製造方法 |
| US5993593A (en) * | 1996-12-03 | 1999-11-30 | Heat Sealing Technology, Inc. | High-temperature, heat-sealed products and methods and means for their manufacture |
| SE9902112D0 (sv) * | 1999-06-07 | 1999-06-07 | Tetra Laval Holdings & Finance | Packaging laminate having barrier properties, method of producing the laminate and packaging containers prepared of the packaging laminate |
| JP2001315267A (ja) * | 2000-05-09 | 2001-11-13 | Sumitomo Chem Co Ltd | 積層フィルムおよび容器 |
-
2002
- 2002-01-18 DE DE10202072A patent/DE10202072A1/de not_active Ceased
-
2003
- 2003-01-17 WO PCT/EP2003/000429 patent/WO2003059622A2/de not_active Application Discontinuation
- 2003-01-17 AU AU2003235703A patent/AU2003235703A1/en not_active Abandoned
- 2003-01-17 RU RU2004125155/12A patent/RU2004125155A/ru not_active Application Discontinuation
- 2003-01-17 MX MXPA04006951A patent/MXPA04006951A/es unknown
- 2003-01-17 EP EP03729479A patent/EP1465768A2/de not_active Withdrawn
- 2003-01-17 US US10/501,056 patent/US20050158530A1/en not_active Abandoned
- 2003-01-17 JP JP2003559765A patent/JP2005528236A/ja active Pending
- 2003-01-17 CA CA002473117A patent/CA2473117A1/en not_active Abandoned
- 2003-01-17 TW TW092101016A patent/TW592954B/zh not_active IP Right Cessation
- 2003-01-17 BR BR0307007-7A patent/BR0307007A/pt not_active IP Right Cessation
- 2003-01-17 CN CNA038036215A patent/CN1630582A/zh active Pending
- 2003-01-17 KR KR10-2004-7011147A patent/KR20040096529A/ko not_active Application Discontinuation
-
2004
- 2004-07-23 NO NO20043154A patent/NO20043154L/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1630582A (zh) | 2005-06-22 |
| RU2004125155A (ru) | 2005-05-27 |
| MXPA04006951A (es) | 2005-03-23 |
| KR20040096529A (ko) | 2004-11-16 |
| DE10202072A1 (de) | 2003-08-14 |
| WO2003059622A2 (de) | 2003-07-24 |
| TW592954B (en) | 2004-06-21 |
| US20050158530A1 (en) | 2005-07-21 |
| BR0307007A (pt) | 2004-11-03 |
| AU2003235703A1 (en) | 2003-07-30 |
| TW200302777A (en) | 2003-08-16 |
| NO20043154L (no) | 2004-07-23 |
| WO2003059622A3 (de) | 2004-04-22 |
| EP1465768A2 (de) | 2004-10-13 |
| CA2473117A1 (en) | 2003-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11046060B2 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| JP5156161B2 (ja) | 少なくとも1つのポリマー/ナノクレイ複合層を含む多層樹脂/紙ラミネート構造体およびそれによって製造されたパッケージング材料 | |
| JP4230351B2 (ja) | 包装用材料のための低スカルピング積層物 | |
| EP3526037B1 (en) | Polymer barrier laminate tube for container | |
| WO2001019611A1 (fr) | Materiau lamine pour emballage et son procede de fabrication | |
| JP2008512317A (ja) | ストリップ・テープ、そのようなストリップ・テープを有する包装容器、およびそのようなストリップ・テープの製造方法 | |
| CN102066105A (zh) | 玻璃容器盖的密封 | |
| JP2005528236A (ja) | 光、気体および液体を通さないヒートシール可能なパッケージ用複合材料 | |
| JP2010513086A (ja) | 包装ラミネート材及び包装ラミネート材の製造方法 | |
| WO2014024913A1 (ja) | 多層紙容器 | |
| US20190077132A1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| EP3615707B1 (en) | Laminated packaging material comprising a barrier film | |
| WO2001072515A1 (fr) | Materiau de conditionnement stratifie et procede de production dudit materiau | |
| JP2024501185A (ja) | バリアコートされたセルロース系基材、セルロース系基材を含むラミネート包装材料及び包装容器 | |
| JP5017844B2 (ja) | 紙容器のレトルト殺菌方法 | |
| JP7325338B2 (ja) | ラミネートされた材料を製造するための方法 | |
| EP3368300B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| JP2005289425A (ja) | 密封容器の製造方法 | |
| EP3368302B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| NZ534085A (en) | Composite material for light-, gas- and liquid-tight heat-sealing packages with base material of paper or cardboard, and metal layer and sealing layer | |
| WO2018229146A1 (en) | A packaging laminate and a packaging container produced from the laminate | |
| JP2023553436A (ja) | バリアコーティングされたセルロース系基材、セルロース系基材を含むラミネート包装材料及び包装容器 | |
| JP2004161349A (ja) | 包装充填方法、包装紙容器及び紙容器用積層包材 | |
| JP4904779B2 (ja) | 紙容器のレトルト殺菌方法 | |
| WO2004052626A1 (en) | Improvements in or relating to laminates, methods and packages |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050928 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080708 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090219 |