JP2005527457A - 垂直ガラス板を分割するための装置及び方法 - Google Patents
垂直ガラス板を分割するための装置及び方法 Download PDFInfo
- Publication number
- JP2005527457A JP2005527457A JP2003582092A JP2003582092A JP2005527457A JP 2005527457 A JP2005527457 A JP 2005527457A JP 2003582092 A JP2003582092 A JP 2003582092A JP 2003582092 A JP2003582092 A JP 2003582092A JP 2005527457 A JP2005527457 A JP 2005527457A
- Authority
- JP
- Japan
- Prior art keywords
- breaking
- glass plate
- station
- line
- along
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/0207—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet being in a substantially vertical plane
Abstract
ガラス板を分割するための装置(30、70)は、ほぼ垂直の状態にガラス板を支持するための支持表面(31、73)を備えており、さらに、ほぼ水平に延びる線に沿ってガラス板を破断するための、少なくとも1つの水平破断装置(39、40、42)を備えている。ほぼ垂直の状態に保持されているガラス板を分割するための方法では、ガラス板は、破断ステーション(30)で破断処理を受けるが、この破断処理の間、ほぼ水平に延びる線に沿って破断される。
Description
本発明は、請求項1の前文(総括部分)に記載の垂直ガラス板を分割する装置に関する。
本発明はさらに、請求項12の前文に記載の方法に関する。
従来技術の切断及び破断設備ではガラス板は、水平位置で処理される。所望の寸法の切断部片に分割される素材ガラス板は、通常は大寸法である。通常、素材ガラス板は長さ600cm、幅321cmである。これに対応して処理ステーションを設計しなければならない。しかしながらこのような設計は、所要スペースが大きく、不都合である。
加えて、ガラス板は通常、垂直位置で保管され、従って、ガラス板を水平位置に回転できる周知の切断及び破断設備を供給するのに、適切な装着装置が必要とされる。従って、切断及び破断設備の迅速な装着は達成困難である。又、ガラス板の回転には、損傷を回避するために慎重な取扱いが必要である。
ヨーロッパ特許EP−B1−第805784号の明細書は、ほぼ垂直に配置されたガラス板に切り目線を付けて破断するための装置を開示している。水平に延びる切断線に沿ってガラス板の一部を破断するために回転ステーションが設けられ、回転ステーションはそのガラス板部片を90度回転して、切断線が破断処理のために垂直に延びるようにすることができる。
ヨーロッパ特許EP−B1−第805784号
しかしながら、回転中の損傷を回避するためにそのガラス板部片を慎重に取扱わなければならず、これは、特にそのガラス板部片が大きい場合には煩わしい。別の欠点は、付加的な操作とひいては付加的な処理時間が必要とされ、そのガラス板部片は回転後に再度位置合せされなければならない。
この従来技術に基づき、本発明の目的は、特に分割操作でガラス板をより簡単に取扱える冒頭に記載の方法及び装置を提供することにある。
本発明によりこれは、請求項1に記載の装置或は独立方法クレームに記載の方法により達成される。
従属クレームは好ましい実施形態を定義する。
本発明の装置及び方法は次の利点を提供する。
(a) 本発明の装置及び方法は、省スペースを可能にし、処理中のガラス板の取扱いが簡単になる。
(b) 切断及び破断設備の装着が容易になる。
(c) ガラス板の正確な位置合せが容易となる。
(a) 本発明の装置及び方法は、省スペースを可能にし、処理中のガラス板の取扱いが簡単になる。
(b) 切断及び破断設備の装着が容易になる。
(c) ガラス板の正確な位置合せが容易となる。
以下の説明及びクレームにおいて「ガラス板」との用語は一般に、例えば単一窓ガラス、被覆窓ガラス、積層窓ガラス(合成箔を内蔵する窓ガラス)、多層積層窓ガラス、積層安全窓ガラス等の、ガラスを含む板を指すものとする。
本発明を、以下、例示的な実施形態を用い図を参照して説明する。
図1に示されたガラス板を処理するための設備は、いくつかのステーションを含む。即ち、フィーダステーション20、切断及び破断ステーション30、別の破断ステーション70及び後処理ステーション90である。
本設備はいわゆるサブプレート(副板)機械として設計されている。即ち、ガラス板はy方向でストリップ毎(サブプレート毎)に処理される。これにより特に、異なる種類のガラス板を非常に柔軟に処理できるようになる。
フィーダステーション20は、処理すべきガラス板10を支持するための第1の支持表面21を備えている。第1の支持表面21はほぼ垂直に配置され、従って第1の支持表面21と垂直線との間の角度(以後αにより示される)は、好ましくは0〜10度の範囲内にある。
ガラス板は通常、例えば倉庫棚上等にほぼ垂直に保管され、傾斜角は約5〜7度である。好ましくは角度αは、保管されたガラス板の傾斜角に類似して選択され、従ってガラス板は、装着フィーダステーション20の処理において並進移動されるのみであり、傾斜させる必要はない。
第1の支持表面21は、処理すべきガラス板10の滑り運動を可能にするエアクッション或はローラ壁の形をとることも可能である。フィーダステーション20の下端に第1のコンベヤベルト22が設けられ、このコンベヤベルト22は、(以下においてy方向とも呼ばれる)水平方向で切断及び破断ステーション30につながる。
ガラス板10の搬送中、ガラス板10の1つの端縁11はコンベヤベルト22上に載っており、ガラス板10の背面は、第1の支持表面21のローラ或はエアクッション上を滑る。ガラス板10の前面は前部で自由に接近可能である。
フィーダステーション20の右端には第1の垂直吸入バー23が設けられている。ほぼ垂直の線に沿って、複数の吸入カップを有する吸入バー23が設けられ、これらの吸入カップは、背後から被処理ガラス板の背面に当てられ、部分真空により被処理ガラス板に着脱可能に吸着できる。
フィーダステーション20に続く切断及び破断ステーション30は第2の支持表面31を備え、この支持表面31は第1の支持表面21と位置合せされている。切断及び破断ステーション30の下端で第1のコンベヤベルト22に第2のコンベヤベルト32が続く。
y方向に移動可能な切断ブリッジ33が、第2の支持表面31の前面に配置されている。切断ブリッジ33は、x方向に移動可能な切断工具(切断ホイール或はレーザ)を備え、切断工具を回転するためのピボットを付加的に備えることもある。切断工具によりガラス板の前面に切り目線を付けることができ、次いで切り目線に沿ってガラス板は、所望の寸法の別々の部片に破断される。方形形状の外にも切断工具は、自由に選択可能な形状に切り目線を付けることが可能である。切断ブリッジ33は、ガラス板を処理するための付加的工具をさらに備えていてもよい。また該工具は好ましくはx方向に移動可能であり、かつピボットを備えていてもよい。このようにして例えば、ある被覆ガラスのある特定の個所の被覆を除去する等のための研磨装置、或はガラス板のある特定の個所に孔を設ける穿孔装置を設けることも考えられる。
図2に概略的に示されているように、切断ブリッジはグリッパ34を備え、グリッパ34は、ガラス板の右側端縁を把持し、y方向に切断ブリッジ33を移動させることによりガラス板を正確に位置決めする。
切断及び破断ステーション30の第2の支持表面31は第1の水平吸入バー39を備え、好ましくは第2の吸入バー40も備える。第1の垂直吸入バー23と同様、2つの吸入バー39及び40も、ガラス板に着脱可能に吸着するための複数の吸入カップを備えている。
第1の垂直破断バー41は、第1の垂直吸入バー23と、2つの水平吸入バー39及び40の左端との間に取付けられている。第1の垂直破断バー41は背後からガラス板の背面に当てて、垂直の切り目線に沿ってガラス板を破断(いわゆる「X切断」)することができる。
2つの水平吸入バー39と40との間に第1の水平破断バー42が設けられ、この破断バー42は、水平の切り目線に沿ってガラス板或はその一部を破断(いわゆる「Y切断」)することができる。
第1の水平破断バー42と2つの水平吸入バー39及び40とはx方向に移動可能であり、これによって、任意の水平に延びる切り目線に沿ってガラス板或はその一部を破断できる。2つの水平吸入バー39及び40は、ガラス板を保持したり或は分割されたガラス板の上部部片を保持して下降させるためにも用いられる。
破線により図2に示されているように、第2の支持表面31は複数のバー45を備え、バー45は第2の支持表面31のほぼ全幅にわたり延びている。第1の水平破断バー42及び2つの水平吸入バー39及び40と一緒にバー45は、垂直に延びるチェーン46及び47により切断及び破断ステーション31の左側境界領域及び右側境界領域内でそれぞれ互いに接続され、これによって、x方向に移動可能な一種の板簾を形成する。
バー45は例えば金属等の剛性材料から成り、これによって第2の支持表面31が剛性壁を形成して、ガラス板を対応して支持するようになっている。このようにして、切断操作の間にガラス板の前面に切断工具が加える圧力が、第2の支持表面31により吸収され、切り目線の周りのガラス領域が過剰の応力により損傷されないことが保証される。
図3は、切断及び破断ステーション30の下部の横断面図を示す。前述のように、ガラス板の背面は第2の支持表面31上に載っている。第2の支持表面31はほぼ垂直に配置され、従って垂直支持表面と第2の支持表面との間の角度αは、好ましくは0〜10度の範囲内にある。
個々のバー45はチェーン46及び47に関節で接続され、チェーン46及び47は2つのローラ49及び50によりそれぞれ切断及び破断ステーションの下部領域内で向きをそらされている。同様に、2つの付加的(図示されていない)ローラが、第2の支持表面31の上部領域内でチェーン46及び47の向きを逸らすために設けられている
更に、バー45は、可撓性支持マット52により整列され、支持マット52は例えば、好ましくはプラスチック材料により被覆された布帯から成る。支持マット52は、バー45のほぼ全幅にわたり延びており、これによって、ガラス板12に切り目線が付けられる間ガラス板12を支持する。
第1の水平破断バー42が、図3で矢印51により示されているように、2つの水平吸入バー39及び40とを一緒に垂直に上方へ移動されると、これらのバーはローラにより連続的に向きをそらされ、前面に現れる。二重矢印54、55及び57により図3に示されているように、第1の水平吸入バー39上のそれぞれの吸入ヘッド53と、第2の水平吸入バー40上の吸入ヘッドと、破断バー42とは、ガラス板12の表面に対して横断方向に移動可能であり、これによって、これらが移動中にガラス板12の背面13に衝突するのを回避できる。
切断及び破断ステーション30の下端において複数のエアノズル56が水平方向に沿って取付けられている。これらのノズルにより空気を支持マット52とガラス板12との間に注入できる。支持マット52は空気密表面を形成するので、空気は底部から上方へ支持マット52とガラス板12との間を流れ、このようにしてエアクッションを形成する。ガラス板12がY破断後に破断ステーション70へ送られる間、ガラス板12の下部部片は、このエアクッション上を滑ることができる。
図2に示されているように、付加的な破断ステーション70が切断及び破断ステーション30に続く。第2のコンベヤベルト32と位置合せされて第3のコンベヤベルト72が、破断ステーション70の下端に配置されている。破断ステーション70は第4のコンベヤベルト73を備え、コンベヤベルト73は、左側線路及び右側線路75及び76によりそれぞれ案内され、x方向に移動可能である。ガラス板の切断部片の幅に依存して第4のコンベヤベルト73は、対応する高さに位置決めされ、従ってガラス板はこのコンベヤベルト73上を滑ることができる。破断ステーション70は第3の水平吸入バー77を備えている。
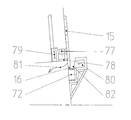
図4に示されているように、吸入バー77の下端は逆圧バー78を備え、吸入バー77は、二重矢印79に示されているように垂直線に沿って移動可能である。第2の水平破断バー80はガラス板15の前面上に取付けられている。
破断装置77、78及び80は、必要な場合、ガラス板15の下部端縁からストリップ(いわゆる「Yトリム」)を破断するために使用される。(素材ガラス板は通常、きれいな端縁を有しないので、端縁トリムを除去する必要がある。)
Yトリムを破断するために第3の水平吸入バー77は、逆圧バー78がYトリムにおける対応する切り目線上に位置決めされるまでx方向に移動される。次いで第2の水平破断バー80が、前部からガラス板15の前面に押圧され、これによってYトリムが最終的に破断し、矢印81により示されているように背後へ落下される。
図4に示されているように、第2の水平破断バー80は楔状横断面を有し、これによって前端82を、ガラス板15の端縁16のできるだけ近くにもってくることが可能となる。これによって、逆圧バー78と第2の水平破断バー80の前端82との間の距離が可及的に最大になり、最大曲げモーメントが破断操作において達成されることが保証される。
Yトリムを破断する間、第3の水平吸入バー77はガラス板15をその位置に維持し、Yトリム除去後、吸入バー77はガラス板15と一緒に下方へ移動され、これによって、ガラス板15の破断直後の端縁が第3のコンベヤベルト72上に載るようにする。
オプションとして、ガラス板15の上端からYトリムを破断するために、破断装置77、78及び80に類似しx方向に移動可能な別の破断装置を第4のコンベヤベルト73に沿って設けることも可能である。
別の垂直切り目線に沿ってガラス板を破断する(いわゆる「Z切断」)ために破断ステーション70は、第3のコンベヤベルト72の端部に位置する第2の垂直吸入バー84と、第3の垂直吸入バー85と、第2の垂直破断バー86とを備えている。Z切断にくわえて、この破断装置84、85及び86は、必要な場合、ガラス板の左側或は右側端縁からストリップを除去する(いわゆる「Xトリム」)ことも可能である。
図1に示されているように破断ステーション70には後処理ステーション90が続くこともある。処理後ステーション90は例えば傾斜テーブルを含むこともあり、この傾斜テーブルは、手作業処理のために水平位置にガラス板を傾斜できる。
次いで、本設備の端部で、分割されたガラス部片は例えば倉庫棚上に置かれるか、或は(手動或は自動で)仕切りキャリッジ内に保管されるか、或は中間倉庫に一時的に保管されるか、或は直接に別の処理ラインへ送られる。
次の方法が、本発明に係る設備で行われることが可能である。
処理すべきガラス板が例えば、装着装置により倉庫棚或はサブプレートローダ(装着機)からフィーダステーション20へ供給される。
第1のコンベヤベルト22によりガラス板は切断及び破断ステーション30へ転送され、そこでガラス板は、グリッパ34により第2の支持表面31上でy方向に位置決めされ、これによって第1の垂直破断バー41と、X切断のために設けられた垂直切り目線とが一致するようにする。
第1の垂直吸入バー23と2つの水平吸入バー39及び40とが、ガラス板に当てられ、真空によりガラス板を固定する。
次いでガラス板或はその一部が切断工具により切断される。破断操作前、任意にガラス板は、例えば穴あけ或は研磨等の更なる操作で処理することも可能である。
図5が示す1例ではガラス板10の右側部片102(いわゆる「サブプレート」)は、切り目線X0、X1、Y0、Y1、Y2、Z1及びZ2が形成されている。後に、簡単のために前記更なる操作は、図5を参照してより詳細に説明される。しかしながら図5は、ガラス板を分割する1つの可能な例を表すにすぎない。当然のことながら、異なる操作は、ガラス板の所望の分割に従って対応して適応される。
切断操作の後、ガラス板10は、第1の垂直破断バー41により線X1に沿って2つの部片101及び102に破断される。
次の処理工程では第1の水平破断バー42が、切り目線Y1の高さに位置決めされるまで前記X方向に移動される。次いで2つの水平吸入バー39及び40が、真空によりサブプレート102にしっかりと吸着され、次いで僅かに上方へ動かされ、これによって小さいスペースが、サブプレート102の下縁103と第2のコンベヤベルト32との間に形成される。このスペースは例えばガラス板10の厚さのオーダである。
破断操作のために第1の水平破断バー42はサブプレート102へ向かって前進され、一方、2つの吸入バー39及び40は、サブプレート102が最終的に2つの部片102a及び102bに破断するまでサブプレート102を支持する。
前述のように、破断操作の前にサブプレート102は僅かに持上げられ、従って下部端縁103はもはやは第2のコンベヤベルト32上に載っておらず、従って比較的に自由に可動である。加えて、上部部片102bからの下部部片102aの分離は重力により支援され、従って線Y1に沿ったきれいな破断が得られる。
破断操作の間、エアクッションがエアノズル56により支持マット52とガラス板12との間に生じる。これによりガラス板の擦り傷が回避される。空気流は、破断操作で生じるガラス破片を吹き飛ばす。破断操作後、第2の水平吸入バー40は部片102aから接続解除され、従って部片102aは第2のコンベヤベルト32上にスライド下降して戻り、一方、ガラス板12上での擦り傷の形成は、エアクッションによって回避される。一方、第1の水平吸入バー39は依然として、上部部片102をその位置に維持する。
箔を含む積層ガラスを破断する場合、2つの部片を完全に分離するには、箔が刃物により機械的に分割されるか、或は加熱により熱的に分割される必要がさらにある。
次いで下部部片102aは次の破断ステーション70に転送され、そこで、図5の例では、前述のようにYトリムが、第2の水平破断バー80により切り目線Y0に沿って破断される。支持マット52とガラス板12との間にエアノズル56により生じるエアクッションは、望ましくない擦り傷が、下部部片102aが取除かれる間に下部部片102a上に形成されるのを回避する。
最終的にXトリムは、第2の垂直破断バー86により切り目線X0に沿って破断され、残りは、後処理ステーション90を介して本設備から払い出される。
下部部片102aを破断ステーション70に転送した後、上部部片102bが第1の水平吸入バー39により第2のコンベヤベルト32上に下降される。線Y1に沿ってサブプレート102を破断するための手順工程と同様、部片102bは、図5に示されているように切り目線Y2に沿って2つの部片102c及び102dに分離される。
次いで図5では部片102cが、破断ステーション70で切り目線X0、Z1及びZ2に沿って更なる部片に分離される。最後に部片102dが破断ステーションに転送され、Xトリムが、図5に示されている切り目線X0に沿って破断することにより除去される。
前述と同様、ガラス板10の残り101がいくつかの部片に分離される。
次いで切断部片は、更なる処理或は中間倉庫へ送られる。
垂直破断装置と一緒に水平破断装置を使用することにより、ガラス板或はそれから切断された部片の元の向きを維持することが可能である。これにより、特に切断部片を回転する必要がなくなり、これによって処理時間を短縮できる。ガラス板部片は、水平方向及び場合に応じて垂直方向に並進移動されるだけであり、これによって、とりわけ、取扱いが簡単化され、端縁を損傷するリスクも減少される。
それぞれの破断装置及び吸入バーは、背後からガラス板の背面に作用し、従ってガラス板の前面は接触されないままである。これによって、例えば被覆ガラス板の被覆等が損傷するリスクが減少する。
更に、本設備は垂直に配置されているのでガラス板は、自重でコンベヤベルト上に載っており、このようにしてコンベヤベルトは、各ステーションでのガラス板の位置合せのための基準平面を提供する。従って、従来技術の水平に配置された設備で使用されるような、ガラス板を位置決めするためのストッパを不要にすることができる。
上記説明から多数の変更が、クレームにより定義された本発明の範囲から逸脱することなしに可能であることは当業者には明らかである。
このようにして、本設備の用途分野に依存して、支持表面と垂直線との間の角度αを0〜10度の範囲内、或は0〜45度の範囲内に選択することが好ましい。小さく角度を選択すると、付加的にガラス板を傾斜させずに倉庫棚或はサブプレートローダから直接にガラス板を受取ることができるという前述の利点が得られる。しかしながら、角度αがより大きい場合でも、本設備の横方向寸法が、ガラス板水平位置で切断される従来技術の設備におけるより小さいという利点は残る。
ガラス板を破断するために、破断バーの代りに、ある特定の圧力で切り目線に沿って案内される一種のローラ或はボールを使用することも可能である。
更に、第1の水平吸入バー39の代りにグリッパ或は適切な把持装置を、破断操作の間サブプレートの上部部片(図5における部片102b)を横方向或は上部端縁領域内に保持するために使用することも可能である。サブプレートを持上げるために或はこのサブプレートを切断した部片を下降させるために、グリッパ或は把持装置をx方向に移動できる。
第2の吸入バー40を不要とすることも考えられる。ガラス板は破断操作のあいだ垂直線に対して僅かに傾斜しているので、ガラス板の自重は破断バーの圧力に抗し、従ってガラスが前方に傾斜するのが回避される。
更に、切断及び破断ステーション30を別個のステーションとして設計し、ガラス板がまず初めに、例えばフィーダステーション20等で切り目線を付けられ、次いで切り目線に沿ってガラス板を破断するためのステーション30に転送されるようにすることも考えられる。このようにして第2の支持表面31はもはや、切断のあいだ剛性壁として機能しなくともよいので、第2の支持表面31は破断ステーション70の支持表面と同様に設計することも可能であり、これによって切り目線付ガラス板は、破断操作のあいだ例えばその端縁のみにより支持されるようになる。
10 ガラス板
11 ガラス板10の下部端縁
12 切断及び破断ステーション30におけるガラス板
13 ガラス板12の背面
15 破断ステーション70におけるガラス板
16 ガラス板15の下部端縁
20 フィーダステーション
21 第1の支持表面
22 第1のコンベヤベルト
23 第1の垂直吸入れバー
30 切断及び破断ステーション
31 第2の支持表面
32 第2のコンベヤベルト
33 切断ブリッジ
34 グリッパ
39 第1の水平吸入バー
40 第2の水平吸入バー
41 第1の垂直破断バー
42 第1の水平破断バー
45 バー
46 左側チェーン
47 右側チェーン
49 ローラ
50 ローラ
51 吸入バー39の上方移動方向
52 支持マット
53 吸入ヘッド
54 吸入ヘッド53が移動可能な方向
55 第1の水平破断バーが移動可能な方向
56 エアノズル
57 吸入バー40上の吸入ヘッドが移動可能な方向
70 破断ステーション
72 第3のコンベヤベルト
73 第4のコンベヤベルト
75 左側線路
76 右側線路
77 第3の水平吸入バー
78 逆圧バー
79 第3の水平吸入バーが移動可能な方向
80 第2の水平破断バー
81 ガラス板15の破断されたトリムが落下する方向
82 第2の水平破断バーの前部端縁
84 第2の垂直吸入バー
85 第3の垂直吸入バー
86 第2の垂直破断バー
90 後処理ステーション
101 ガラス板10の左側部片
102 ガラス板10の右側部片(サブプレート)
102a サブプレート102の下部部片
102b サブプレート102の上部部片
102c 部片102bの下部部片
102d 部片102bの上部部片
103 サブプレート102の下部端縁
104 サブプレート102の上部端縁
α ガラス板支持表面と垂直線との間の角度
x 垂直軸
y 水平軸
X0 Xトリムを破断するための垂直切り目線(X0切断線)
X1 垂直切り目線
Y0 Yトリムを破断するための水平切り目線(Y0切断線)
Y1、Y2 水平切り目線
Z1、Z2 垂直切り目線
11 ガラス板10の下部端縁
12 切断及び破断ステーション30におけるガラス板
13 ガラス板12の背面
15 破断ステーション70におけるガラス板
16 ガラス板15の下部端縁
20 フィーダステーション
21 第1の支持表面
22 第1のコンベヤベルト
23 第1の垂直吸入れバー
30 切断及び破断ステーション
31 第2の支持表面
32 第2のコンベヤベルト
33 切断ブリッジ
34 グリッパ
39 第1の水平吸入バー
40 第2の水平吸入バー
41 第1の垂直破断バー
42 第1の水平破断バー
45 バー
46 左側チェーン
47 右側チェーン
49 ローラ
50 ローラ
51 吸入バー39の上方移動方向
52 支持マット
53 吸入ヘッド
54 吸入ヘッド53が移動可能な方向
55 第1の水平破断バーが移動可能な方向
56 エアノズル
57 吸入バー40上の吸入ヘッドが移動可能な方向
70 破断ステーション
72 第3のコンベヤベルト
73 第4のコンベヤベルト
75 左側線路
76 右側線路
77 第3の水平吸入バー
78 逆圧バー
79 第3の水平吸入バーが移動可能な方向
80 第2の水平破断バー
81 ガラス板15の破断されたトリムが落下する方向
82 第2の水平破断バーの前部端縁
84 第2の垂直吸入バー
85 第3の垂直吸入バー
86 第2の垂直破断バー
90 後処理ステーション
101 ガラス板10の左側部片
102 ガラス板10の右側部片(サブプレート)
102a サブプレート102の下部部片
102b サブプレート102の上部部片
102c 部片102bの下部部片
102d 部片102bの上部部片
103 サブプレート102の下部端縁
104 サブプレート102の上部端縁
α ガラス板支持表面と垂直線との間の角度
x 垂直軸
y 水平軸
X0 Xトリムを破断するための垂直切り目線(X0切断線)
X1 垂直切り目線
Y0 Yトリムを破断するための水平切り目線(Y0切断線)
Y1、Y2 水平切り目線
Z1、Z2 垂直切り目線
Claims (19)
- ほぼ垂直の位置でガラス板を支持するための支持表面(31、52、73)を備える、前記ガラス板を分割するための装置(30、70)において、
ほぼ水平に延びる線(Y1、Y2)に沿って前記ガラス板(102、102b)を破断するための少なくとも1つの水平破断装置(39、40、42)を備えていることを特徴とする装置。 - ほぼ垂直に延びる線(X0、X1、Z1、Z2)に沿って前記ガラス板(10、102、102a〜d)を破断するための少なくとも1つの垂直破断装置(23、41、84、85、86)を更に備えていることを特徴とする請求項1に記載の装置
- 前記水平破断装置(39、40、42)は垂直方向に移動可能であることを特徴とする請求項1又は2に記載の装置。
- 前記水平破断装置(39、40、42)は少なくとも1つの破断バー(42)を含むことを特徴とする請求項1から3のいずれか1項に記載の装置。
- ほぼ水平に延びる線(Y1、Y2)の上方に前記ガラス板(102、102b)を保持することを可能にする保持手段(39)を備えていることを特徴とする請求項1から4のいずれか1項に記載の装置。
- 前記保持手段(39)は前記支持表面(31)に組込まれ、前記支持表面(31)と一緒に垂直方向に移動可能であることを特徴とする請求項5に記載の装置。
- 前記支持表面(31)は関節により取付けられているバー(45)を備えていることを特徴とする請求項1から6のいずれか1項に記載の装置。
- 前記保持手段(39)は、部分真空により前記ガラス板(13)に接続可能な吸入装置(53)を備えていることを特徴とする請求項5から7のいずれか1項に記載の装置。
- 横断面輪郭が楔状である破断バー(80)を備えている別の水平破断装置(77、78、80)を備えていることを特徴とする請求項1から8のいずれか1項に記載の装置。
- 前記支持表面(52)と前記ガラス板(12)との間にエアクッションを生じさせるための複数のエアノズル(56)を備えていることを特徴とする請求項1から9のいずれか1項に記載の装置。
- 前記ガラス板(10)又はそれから分離された部片(102、102a〜d)を水平に移動させるためのコンベヤ手段(22、32、42)を備えていることを特徴とする請求項1から10のいずれか1項に記載の装置。
- 請求項1から11のいずれか1項に記載の装置によりガラス板を処理するための設備(20、30、70、90)。
- ほぼ垂直の位置にあるガラス板(102、102b)を分割するための方法において、前記ガラス板(102、102b)は、破断処理の間ほぼ水平に延びる第1の線(Y1、Y2)に沿って破断ステーション(30)で破断されることを特徴とする方法。
- 前記ガラス板(102、102b)は、前記第1の線(Y1、Y2)に沿って破断される前に垂直方向に持上げられることを特徴とする請求項13に記載の方法。
- 前記ガラス板(102、102b)は、前記破断ステーション(30)で上部部片(102b、102d)と下部部片(102a、102c)とに分割され、次いで前記下部部片(102a、102c)は前記破断ステーション(30)から取除かれ、次いで前記上部部片(102b、102d)は、ほぼ水平に延びる第2の線(Y2)に沿って破断されるか、又は前記破断ステーション(30)から取除かれることを特徴とする請求項13から14のいずれか1項に記載の方法。
- 前記ガラス板(10)はまず初めに、垂直に延びる線(X1)に沿って左側部片(101)と右側部片(102)とに分割され、次いで前記右側部片(102)は前記第1の線(Y1)に沿って破断されることを特徴とする請求項13から15のいずれか1項に記載の方法。
- 前記破断ステーション(30)で破断された部片(102a、102c、102d)は、1つの更なる破断ステーション(70)へ供給され、そこで前記部片(102a、102c、102d)は水平線(Y0)及び/又は垂直線(X0、Z1、Z2)に沿って破断されることを特徴とする請求項13から16のいずれか1項に記載の方法。
- 前記ガラス板(102、102b)は横方向で前記破断ステーション(30)へ供給されることを特徴とする請求項13から17のいずれか1項に記載の方法。
- 前記ガラス板(10)から破断された部片(102、102a、102c、102d)は、前記破断ステーション(30)内で並進的のみに搬送され、前記破断ステーション(30)から並進的に取除かれることを特徴とする請求項13から18のいずれか1項に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02405267A EP1350769A1 (de) | 2002-04-04 | 2002-04-04 | Vorrichtung und Verfahren zum Teilen von vertikalen Glasplatten |
| PCT/CH2003/000218 WO2003084888A1 (de) | 2002-04-04 | 2003-04-02 | Vorrichtung und verfahren zum teilen von vertikalen glasplatten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005527457A true JP2005527457A (ja) | 2005-09-15 |
| JP2005527457A5 JP2005527457A5 (ja) | 2006-05-25 |
Family
ID=27838209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003582092A Withdrawn JP2005527457A (ja) | 2002-04-04 | 2003-04-02 | 垂直ガラス板を分割するための装置及び方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20050103055A1 (ja) |
| EP (2) | EP1350769A1 (ja) |
| JP (1) | JP2005527457A (ja) |
| CN (1) | CN1642868A (ja) |
| AT (1) | ATE329885T1 (ja) |
| AU (1) | AU2003212182A1 (ja) |
| BR (1) | BR0308981A (ja) |
| DE (1) | DE50303834D1 (ja) |
| PL (1) | PL372725A1 (ja) |
| RU (1) | RU2004129322A (ja) |
| WO (1) | WO2003084888A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007037118A1 (ja) * | 2005-09-28 | 2007-04-05 | Shibaura Mechatronics Corporation | 脆性材料のレーザ割断装置、レーザ割断システム及びその方法 |
| KR101278053B1 (ko) * | 2010-08-31 | 2013-06-24 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 기판 브레이크 장치 |
| KR20170078686A (ko) * | 2014-10-09 | 2017-07-07 | 포렐 에스피에이 | 수직으로 배치되는 유리판을 자동적으로 드릴링하고 밀링하기 위한 자동 기계 및 방법 |
| KR20180092928A (ko) * | 2015-12-15 | 2018-08-20 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 및 제조 장치 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2460859A1 (en) * | 2003-03-13 | 2004-09-13 | Bromer Inc. | Storage system for glass offcuts |
| CA2421121A1 (fr) * | 2003-03-13 | 2004-09-13 | Roger Mercure | Dispositif et methode pour la valorisation et l'optimisation de panneaux a decouper |
| US7866185B2 (en) * | 2006-11-15 | 2011-01-11 | Corning Incorporated | Glass handling and processing system |
| CN101269906B (zh) * | 2008-04-09 | 2011-03-30 | 深圳欧菲光科技股份有限公司 | 手工掰片工艺 |
| US7717254B2 (en) * | 2008-05-29 | 2010-05-18 | Corning Incorporated | Glass sheet guidance system and method for guiding glass sheets |
| ES2487616T3 (es) * | 2009-03-10 | 2014-08-22 | Takeda Pharmaceutical Company Limited | Derivados de benzofurano |
| US8245539B2 (en) * | 2010-05-13 | 2012-08-21 | Corning Incorporated | Methods of producing glass sheets |
| US8955668B2 (en) | 2012-08-30 | 2015-02-17 | Corning Incorporated | Glass sheet guidance apparatus and methods of guiding a glass sheet |
| KR102246534B1 (ko) | 2013-06-26 | 2021-04-30 | 코닝 인코포레이티드 | 유리 리본 파단 장치 및 유리 시트의 제조 방법 |
| CN109279768B (zh) * | 2018-08-08 | 2021-09-14 | 东旭光电科技股份有限公司 | 玻璃分片机 |
| CN110510861A (zh) * | 2019-07-24 | 2019-11-29 | 东莞泰升玻璃有限公司 | 一种玻璃板材的钻孔加工装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1905748A (en) * | 1932-03-12 | 1933-04-25 | Pittsburgh Plate Glass Co | Glass drawing apparatus |
| US1996387A (en) * | 1934-06-28 | 1935-04-02 | Pittsburgh Plate Glass Co | Sheet glass apparatus |
| DE1596352C3 (de) * | 1966-10-18 | 1974-07-04 | Asahi Glass Co. Ltd., Tokio | Vorrichtung zum Abbrechen und Abtransportieren einer Glasplatte von einer sich kontinuierlichen nach oben bewegenden bandförmigen Glastafel |
| US3668955A (en) * | 1970-09-08 | 1972-06-13 | Charles F Rupprecht | Glass handling and cutting system |
| CA930301A (en) * | 1971-05-13 | 1973-07-17 | Ppg Industries, Inc. | Manufacture of glass sheets having predetermined outline shapes |
| US3889862A (en) * | 1974-08-22 | 1975-06-17 | Fletcher Terry Co | Apparatus for cutting glass and plastic sheet |
| FR2609016B1 (fr) * | 1986-12-30 | 1989-12-01 | Cassese Antoine | Machine automatique verticale pour la coupe du verre |
| EP0401161B1 (de) * | 1989-06-01 | 1993-07-21 | Bystronic Maschinen AG | Verfahren und Anlage zur Bearbeitung von Glasscheiben |
| AT399865B (de) * | 1990-05-15 | 1995-08-25 | Lisec Peter | Verfahren und vorrichtung zum brechen von glasscheiben |
| US5353910A (en) * | 1992-12-23 | 1994-10-11 | Hem, Inc. | Shuttle vise assembly for a feed table apparatus |
| AT401172B (de) * | 1995-01-24 | 1996-07-25 | Lisec Peter | Verfahren zum teilen von glastafeln in zuschnitte |
| JPH08208257A (ja) * | 1995-01-31 | 1996-08-13 | Bando Kiko Kk | ガラス板の加工装置 |
| US6202524B1 (en) * | 1996-09-24 | 2001-03-20 | Billco Manufacturing, Inc. | Glass workpiece locating system |
| JPH11343132A (ja) * | 1998-05-29 | 1999-12-14 | Sony Corp | 基板の分割方法 |
| US6505483B1 (en) * | 2000-02-25 | 2003-01-14 | Surface Combustion, Inc. | Glass transportation system |
| IT1318169B1 (it) * | 2000-07-14 | 2003-07-23 | Vilio Luppi | Macchina per tagliare materiale in lastre, in particolare lastre divetro, ceramica, marmo, alluminio, acciaio, legno e altri materiali |
| US6616025B1 (en) * | 2000-08-31 | 2003-09-09 | Corning Incorporated | Automated flat glass separator |
-
2002
- 2002-04-04 EP EP02405267A patent/EP1350769A1/de not_active Withdrawn
-
2003
- 2003-04-02 WO PCT/CH2003/000218 patent/WO2003084888A1/de active IP Right Grant
- 2003-04-02 BR BR0308981-9A patent/BR0308981A/pt not_active IP Right Cessation
- 2003-04-02 AT AT03707994T patent/ATE329885T1/de not_active IP Right Cessation
- 2003-04-02 CN CN03806947.4A patent/CN1642868A/zh active Pending
- 2003-04-02 AU AU2003212182A patent/AU2003212182A1/en not_active Abandoned
- 2003-04-02 DE DE50303834T patent/DE50303834D1/de not_active Expired - Fee Related
- 2003-04-02 RU RU2004129322/03A patent/RU2004129322A/ru not_active Application Discontinuation
- 2003-04-02 EP EP03707994A patent/EP1492734B1/de not_active Expired - Lifetime
- 2003-04-02 JP JP2003582092A patent/JP2005527457A/ja not_active Withdrawn
- 2003-04-02 PL PL03372725A patent/PL372725A1/xx not_active Application Discontinuation
- 2003-04-02 US US10/508,338 patent/US20050103055A1/en not_active Abandoned
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007037118A1 (ja) * | 2005-09-28 | 2007-04-05 | Shibaura Mechatronics Corporation | 脆性材料のレーザ割断装置、レーザ割断システム及びその方法 |
| KR101278053B1 (ko) * | 2010-08-31 | 2013-06-24 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 기판 브레이크 장치 |
| KR20170078686A (ko) * | 2014-10-09 | 2017-07-07 | 포렐 에스피에이 | 수직으로 배치되는 유리판을 자동적으로 드릴링하고 밀링하기 위한 자동 기계 및 방법 |
| KR102458884B1 (ko) | 2014-10-09 | 2022-10-24 | 포렐 에스피에이 | 수직으로 배치되는 유리판을 자동적으로 드릴링하고 밀링하기 위한 자동 기계 및 방법 |
| KR20180092928A (ko) * | 2015-12-15 | 2018-08-20 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 및 제조 장치 |
| KR102497949B1 (ko) | 2015-12-15 | 2023-02-09 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 및 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1642868A (zh) | 2005-07-20 |
| ATE329885T1 (de) | 2006-07-15 |
| BR0308981A (pt) | 2005-01-04 |
| EP1492734B1 (de) | 2006-06-14 |
| EP1492734A1 (de) | 2005-01-05 |
| US20050103055A1 (en) | 2005-05-19 |
| AU2003212182A1 (en) | 2003-10-20 |
| EP1350769A1 (de) | 2003-10-08 |
| PL372725A1 (en) | 2005-07-25 |
| DE50303834D1 (de) | 2006-07-27 |
| RU2004129322A (ru) | 2006-05-10 |
| WO2003084888A1 (de) | 2003-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005527457A (ja) | 垂直ガラス板を分割するための装置及び方法 | |
| US6463762B1 (en) | Process and apparatus for breaking and transporting flat glass sheets | |
| JP4464961B2 (ja) | 基板分断システム、基板製造装置、基板スクライブ方法および基板分断方法 | |
| US10633200B2 (en) | Sealing and de-stacking | |
| JP5988163B2 (ja) | 板ガラスの割断離反方法、及び板ガラスの割断離反装置 | |
| EP1886783B1 (en) | Plate material cutting unit, cutting device having the cutting unit, and cutting facility having the cutting device | |
| CN103108841B (zh) | 板状玻璃的切入分割装置 | |
| CN109129670B (zh) | 一种海绵块的切割系统 | |
| WO2004096721A1 (ja) | 脆性基板分断システムおよび脆性基板分断方法 | |
| KR101606024B1 (ko) | 유리판 절단장치 및 유리판 절단방법 | |
| US8794431B2 (en) | Conveyor system | |
| WO2013175535A1 (ja) | 薄板ガラス材の分断装置 | |
| US20040118160A1 (en) | Method and device for loading a glass processing installation | |
| TW201532989A (zh) | 劃線裝置 | |
| KR20190022837A (ko) | 이송 장치 | |
| JP2004167833A (ja) | 板材の分断設備 | |
| JPH08253336A (ja) | 薄板ガラスの折割方法およびその装置 | |
| JP4960405B2 (ja) | 板材の分断ユニット | |
| JP7168198B2 (ja) | 脆性材料基板の傾斜タイプ分断装置 | |
| KR100642902B1 (ko) | 유리기판의 절단장치 | |
| JP2006169045A (ja) | 板ガラス切断機における切線加工済み板ガラスの搬送装置。 | |
| TWM525352U (zh) | 玻璃切割裂片機及玻璃裂片機 | |
| JP2015107850A (ja) | 保護紙剥離分離処理装置 | |
| JP2020075381A (ja) | ブレイク装置 | |
| JP2020001965A (ja) | 基板加工装置における基板位置決め機構及び基板位置決め方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060330 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060330 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20070717 |