JP2005299850A - 一体型複管 - Google Patents
一体型複管 Download PDFInfo
- Publication number
- JP2005299850A JP2005299850A JP2004119204A JP2004119204A JP2005299850A JP 2005299850 A JP2005299850 A JP 2005299850A JP 2004119204 A JP2004119204 A JP 2004119204A JP 2004119204 A JP2004119204 A JP 2004119204A JP 2005299850 A JP2005299850 A JP 2005299850A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- double
- tube
- integrated
- bodies
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/02—Making uncoated products
- B21C23/04—Making uncoated products by direct extrusion
- B21C23/08—Making wire, rods or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C35/00—Removing work or waste from extruding presses; Drawing-off extruded work; Cleaning dies, ducts, containers, or mandrels for metal extruding
- B21C35/02—Removing or drawing-off work
- B21C35/023—Work treatment directly following extrusion, e.g. further deformation or surface treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C35/00—Removing work or waste from extruding presses; Drawing-off extruded work; Cleaning dies, ducts, containers, or mandrels for metal extruding
- B21C35/02—Removing or drawing-off work
- B21C35/023—Work treatment directly following extrusion, e.g. further deformation or surface treatment
- B21C35/026—Removing sections from the extruded work, e.g. removing a strip to create an open profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/28—Making tube fittings for connecting pipes, e.g. U-pieces
- B21C37/29—Making branched pieces, e.g. T-pieces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Of Metal (AREA)
- Branch Pipes, Bends, And The Like (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
【課題】並列に配された複数の管体を備えながらも、配管端末部を接続する際の分岐加工コストを低く抑えることができる一体型複管の提供を図る。
【解決手段】一体型複管10は、各々が管壁を独立させ且つ互いに他の管壁の外側に位置するように並列に配された管体11,12と、隣接する管体を連結するリブ18と、を備え、押出加工または引抜加工により一様な断面の一体成形品として形成されている。
【選択図】図1
【解決手段】一体型複管10は、各々が管壁を独立させ且つ互いに他の管壁の外側に位置するように並列に配された管体11,12と、隣接する管体を連結するリブ18と、を備え、押出加工または引抜加工により一様な断面の一体成形品として形成されている。
【選択図】図1
Description
本発明は、複数の管体を集合させてリブで一体化した一体型複管に関するものである。
例えば、車両用空調装置では、冷媒や温媒などの供給配管・帰還配管を並列に配置することがよくある(例えば、特許文献1参照)。このような並列に複数の配管を配置する場合、例えば、特許文献2に開示されるような二重管を用いると、配管レイアウトを簡素化できるので、好ましいとされている。
特開平7−101222
米国特許6009908号明細書
しかしながら、このような外管内に内管を貫通させた二重管では、端末部において内側流路と外側流路とを分岐するために、分岐用のコネクタ部材(特許文献2中符号24で示す部材)を二重管の端末部に接続する必要があり、どうしても分岐部の加工コストが高くなりがちであった。
本発明は、上記事情を考慮し、並列に配された複数の管体を備えながらも、配管端末部を接続する際の分岐加工コストがかからない一体型複管を提供することを目的とする。
請求項1の発明は、各々が管壁を独立させ且つ互いに他の管壁の外側に位置するように並列に配置された管体と、隣接する管体を連結するリブとを備え、押出加工または引抜加工により一様な断面の一体成形品として形成されてなることを特徴とする。
請求項2の発明は、請求項1に記載の一体型複管であって、前記各管体の断面が、円を複数に分割した際の各扇形(半円も含む)となるように形成されており、全管体を、隣接するもの同士の平面壁の間に隙間をあけた状態で前記円内に集合させてなることを特徴とする。
請求項1の発明によれば、並列に配置した複数の管体をリブで一体化した押出加工または引抜加工により製造される複管であるので、1本の配管のように取り扱うことができ、配管レイアウトの簡素化が図れる。また、端末加工の際には、リブを切断することによって簡単に管体を分離できるので、分岐コネクタが不要となり分岐加工コストが低減される。
請求項2の発明によれば、各管体の断面を扇形に形成して円内に集合させて外観を円形管の体裁に見せているので、1本の円管のように取り扱うことができる。しかも、外周側の壁が集まることで円筒壁を形成するので、曲げ加工する際に角形管のような特定方向に対する脆弱性が生じることがなく曲げ加工しやすい。また、隣接する管体の平面壁の間に隙間を設けているので、各管体内を流れる流体間の管壁を通しての熱伝導を抑制することができる。
以下、本発明の実施形態を図面を参照して説明する。
図1は第1実施形態の一体型複管10を示す斜視図である。この一体型複管10は、押出加工または引抜加工により一様な断面の一体成形管として形成されおり、各々が管壁を独立させ且つ互いに他の管壁の外側に位置するように並列に配置された2つの管体11、12と、隣接する管体11、12を連結するリブ18と、を備えている。
各管体11、12の断面はそれぞれ半円状に形成されている。また、複管10は、2つの管体11、12を平面壁の間に隙間17をあけた状態で、元の円内に集合させたような形態をなしている。リブ18は、両管体11、12の平面壁の幅方向の両端同士を繋ぐように配置されている。これによりリブ18は両管体11、12の円弧壁に連続した位置にある。
このように並列に配置した2つの管体11、12をリブ18で一体化し、押出加工または引抜加工により製造してあるので、1本の配管のように取り扱うことができ、配管レイアウトの簡素化が図れる。
また、端末加工の際には、図2(a)、(b)に示すように切断治具Kでリブ18を切断することによって簡単に管体11、12を分離することができるので、内管と外管よりなる二重管のように分岐コネクタを使用する必要がなく、分岐加工コストを低減できる。分岐した管体11、12の端末が半円状のままでは不都合の場合は、(c)に示すように端末部を円形管状に成形し直せばよい。
図3は各実施形態の複管の断面の例を示す。
(a)〜(c)は各管体の断面が半円(1/2円)の場合の例、(d)〜(f)は各管体の断面が1/4円の場合の例を示す。
(a)の実施形態の複管10は、上述した例と同じ断面のものである。
(a)の実施形態の複管10は、上述した例と同じ断面のものである。
(b)の実施形態の複管20は、2つの断面半円状の管体21、22の平面壁同士を繋ぐリブ28の位置を、(a)のように外周側ではなく、それより少し中心寄りに設定した断面のものである。これにより2つのリブ28の間の隙間27aと、2つのリブ28の各外側の隙間27bと、ができる。
(c)の実施形態の複管30は、2つの断面半円状の管体31、32の平面壁同士を繋ぐリブ38の位置を、円の中心部に設定した断面のものである。これにより、リブ38の両側に2つの隙間37ができる。
(d)の実施形態の複管40は、各管体41〜44の断面を円を4分割した際の各1/4円の扇形となるように形成し、全管体41〜44を、隣接するもの同士の平面壁の間に隙間47をあけた状態で円内に集合させてなるものである。この場合、隙間47は十字状をなし、リブ48の位置は外周端に設定されている。
(e)の実施形態の複管50は、4つの管体51〜54の平面壁同士を繋ぐリブ58の位置を、(d)のように外周端ではなくそれより少し中心寄りに設定した断面のものである。これにより、各リブ58の内側に十字の隙間57aができ、各リブ58の外側にスリット状の隙間57bができる。
(f)の実施形態の複管60は、4つの管体61〜64の平面壁同士を繋ぐリブ68の位置を、円の中心部に十文字に設定した断面のものである。これにより、リブ68の外側に4つの隙間67ができる。
いずれの実施形態の場合も、リブ18、28、38、48、58、68を切断することにより、容易に管体11,12、21,22、31,32、41〜44、51〜54、61〜64を分離することができる。従って、分岐加工コストがかからない。
図3は上述した複管の使用場所の例を示す図で、車両100の平面レイアウトを概略的に示している。
図において、101はエンジンルーム、102は車室である。エンジンルーム101内にはエンジン105が配置され、エンジン105の前方にラジエータ106が配置されている。エンジン105とラジエータ106は、冷却水配管107、108で繋がれ、エンジン105とラジエータ106間に冷却水が強制循環されるようになっている。
車室102側には、前席用の温風吹出ユニット110と後席用の温風吹出ユニット120とが設けられている。各温風吹出ユニット110、120は、ファン113、123からの風を車室102内に吹き出すダクト111、121内にヒータコア112、122を配設したもので、ヒータコア112、133にエンジンを冷却して得た温水(温媒)を循環させることにより、車室102内に温風を吹き出すことができるようになっている。
従って、各ヒータコア112、122には、エンジンの冷却水配管107、108から分岐した往管131、133と復管132、134が接続されている。
前席用の温風吹出ユニット110の場合は、往管131と復管132の長さが短くて済むが、後席用の温風吹出ユニット120の場合は、往管133と復管134の長さが長くなる。そこで、この長く配管する必要のある部分に、本発明の実施形態の一体型複管150が使われている。このように複管150を利用することにより、配管レイアウトの簡素化が図れる。
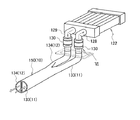
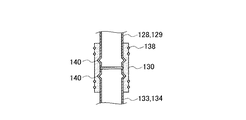
図4は同部分の具体的な配管例を示している。
ヒータコア122の入口管128に、往管133として複管150(10)の中の一方の管体11を接続し、出口管129に、復管134として複管150(10)の中の他方の管体12を接続している。このように管体11、12を別々の配管に接続するために、複管10の端末を上述の手順で分岐加工し、図6に示すようにゴムホース130とクランプ138を用いて入口管128と出口管129に接続している。この際、接続すべき管の端部に抜け止め用の膨出部140を形成するのがよい。
10、20、30、40、50、60、150…一体型複管
11,12、21,22、31,32、41〜44、51〜54、61〜64…管体
17、27a,27b、37、47、57a,57b、67…隙間
18、28、38、48、58、68…リブ
11,12、21,22、31,32、41〜44、51〜54、61〜64…管体
17、27a,27b、37、47、57a,57b、67…隙間
18、28、38、48、58、68…リブ
Claims (2)
- 各々が管壁を独立させ且つ互いに他の管壁の外側に位置するように並列に配置された管体(11,12、21,22、31,32、41〜44、51〜54、61〜64)と、隣接する管体(11,12、21,22、31,32、41〜44、51〜54、61〜64)を連結するリブ(18、28、38、48、58、68)とを備え、押出加工または引抜加工により一様な断面の一体成形品として形成されてなることを特徴とする一体型複管(10、20、30、40、50、60)。
- 請求項1に記載の一体型複管であって、
前記各管体(11,12、21,22、31,32、41〜44、51〜54、61〜64)の断面が、円を複数に分割した際の各扇形となるように形成されており、全管体(11,12、21,22、31,32、41〜44、51〜54、61〜64)を、隣接するもの同士の平面壁の間に隙間(17、27a,27b、37、47、57a,57b、67)をあけた状態で、前記円内に集合させてなることを特徴とする一体型複管(10、20、30、40、50、60)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119204A JP2005299850A (ja) | 2004-04-14 | 2004-04-14 | 一体型複管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119204A JP2005299850A (ja) | 2004-04-14 | 2004-04-14 | 一体型複管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005299850A true JP2005299850A (ja) | 2005-10-27 |
Family
ID=35331618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119204A Pending JP2005299850A (ja) | 2004-04-14 | 2004-04-14 | 一体型複管 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005299850A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102072598A (zh) * | 2011-01-21 | 2011-05-25 | 海尔集团公司 | 回气管组件及其制作方法 |
| CN105127238A (zh) * | 2015-10-19 | 2015-12-09 | 河北欧通有色金属制品有限公司 | 一种d型铜管的加工方法及d型铜管 |
| CN108398024A (zh) * | 2018-05-28 | 2018-08-14 | 安徽诚铭热能技术有限公司 | 一种烧结点火炉用风幕隔离装置 |
| WO2022168534A1 (ja) * | 2021-02-05 | 2022-08-11 | 日本サーモスタット株式会社 | 車両の冷却回路用配管、及びこれを用いた冷却回路 |
-
2004
- 2004-04-14 JP JP2004119204A patent/JP2005299850A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102072598A (zh) * | 2011-01-21 | 2011-05-25 | 海尔集团公司 | 回气管组件及其制作方法 |
| CN102072598B (zh) * | 2011-01-21 | 2016-03-30 | 海尔集团公司 | 回气管组件及其制作方法 |
| CN105127238A (zh) * | 2015-10-19 | 2015-12-09 | 河北欧通有色金属制品有限公司 | 一种d型铜管的加工方法及d型铜管 |
| CN105127238B (zh) * | 2015-10-19 | 2017-07-28 | 河北欧通有色金属制品有限公司 | 一种d型铜管的加工方法 |
| CN108398024A (zh) * | 2018-05-28 | 2018-08-14 | 安徽诚铭热能技术有限公司 | 一种烧结点火炉用风幕隔离装置 |
| WO2022168534A1 (ja) * | 2021-02-05 | 2022-08-11 | 日本サーモスタット株式会社 | 車両の冷却回路用配管、及びこれを用いた冷却回路 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100567875C (zh) | 轴向热交换器 | |
| JP3803282B2 (ja) | 二次冷媒式空気調和機 | |
| CA2954152A1 (en) | Heat exchanger coil for a recreational vehicle | |
| US6957694B2 (en) | Core structure of integral heat-exchanger | |
| WO2013168526A1 (ja) | 熱交換器および車両用空調装置 | |
| JPH04187990A (ja) | 熱交換装置 | |
| CN103119387A (zh) | 包括独立热交换回路的微通道热交换器和方法 | |
| JP5706665B2 (ja) | 熱交換器の補強構造 | |
| CN108700330A (zh) | 用于穿过空气处理单元的板的管的紧固系统,以及包括这种系统的空气处理单元 | |
| JP2011089710A (ja) | 冷媒熱交換器 | |
| JP5709733B2 (ja) | 二重管 | |
| JP2005299850A (ja) | 一体型複管 | |
| JP2005214545A (ja) | 熱交換器 | |
| JP2001133187A (ja) | 複式熱交換器 | |
| JP2006250521A (ja) | 熱交換器用放熱フィン及び熱交換器 | |
| JP3664783B2 (ja) | 凝縮器 | |
| JP5706666B2 (ja) | 熱交換器の補強構造 | |
| JP6111024B2 (ja) | 熱交換器 | |
| JPH06257975A (ja) | 熱交換装置およびその放熱体 | |
| KR101362222B1 (ko) | 열교환기 | |
| JP3658801B2 (ja) | 複式熱交換器 | |
| ATE330197T1 (de) | Kühleranordnung | |
| CN213984664U (zh) | 换热组件 | |
| KR100602438B1 (ko) | 이중관 및 이를 이용한 환기장치 | |
| JP2006189249A (ja) | 二重管熱交換器 |