JP2005298094A - 粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 - Google Patents
粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 Download PDFInfo
- Publication number
- JP2005298094A JP2005298094A JP2004114003A JP2004114003A JP2005298094A JP 2005298094 A JP2005298094 A JP 2005298094A JP 2004114003 A JP2004114003 A JP 2004114003A JP 2004114003 A JP2004114003 A JP 2004114003A JP 2005298094 A JP2005298094 A JP 2005298094A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- winding
- core
- pressure
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
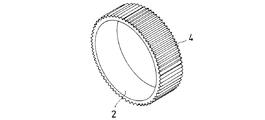
【解決手段】円筒状の巻芯2に粘着テープ3を巻回した粘着テープ巻回体1において、巻芯2の外周面に凹凸形状が連続して形成するとともに、粘着テープ3はヤング率が5GPa以下で、且つ、基材の厚みが3〜15μmである。
【選択図】図1
Description
前述の実施形態では、巻芯2、5が円筒状を呈する例を示したが、本発明では、巻芯2、5が円柱状を呈するものであってもよい。
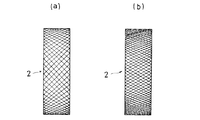
ヤング率が4GPa、且つ、基材の厚みが12μmである500mm幅のPET(#12)の粘着テープを、スリッター切断機にて切断し、巻芯に巻回して粘着テープ巻回体を製造した。巻芯は、内径76mm、外径83mm、幅13mmの円筒状であり、素材はABS樹脂とした。また、巻芯は、その外周面に平目状の凹凸形状が形成されたものを使用した。当該平目状の凹凸は、巻芯を射出成形により成形する際に、その凹凸形状に対応した金型を用いて形成したものであり、周方向ピッチを1.0mm、高低差を1.0mmとした。
巻芯の外周面に形成された平目状の凹凸をローレット加工により形成したこと以外は、実施例1と同じとした。
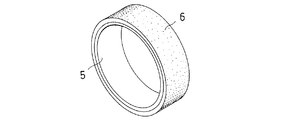
ヤング率が4GPa、且つ、基材の厚みが12μmである500mm幅のPET(#12)の粘着テープを、スリッター切断機にて切断し、巻芯に巻回して粘着テープ巻回体を製造した。巻芯は、内径76mm、外径83mm、幅13mmの円筒状であり、素材はABS樹脂とした。また、巻芯は、その外周側に弾性体層が形成されたものを使用した。当該弾性体層は、密度が0.033g/cm3であるポリオレフィン発泡体(東レ社製トーレペフ(登録商標)HR)を5mmの厚みに貼り付けることで形成した。
ヤング率が4GPa、且つ、基材の厚みが12μmである500mm幅のPET(#12)の粘着テープを、スリッター切断機にて切断し、巻芯に巻回して粘着テープ巻回体を製造した。巻芯は、内径76mm、外径83mm、幅13mmの円筒状であり、素材はABS樹脂とした。また、巻芯は、その外周面が平滑に形成されたものを使用した。
スリッター切断機のカッターと巻芯との間に張力調整機構を設けたこと以外は、比較例1と同じとした。張力調整機構は、ダンサーロールから構成される公知の装置であり、粘着テープの幅方向にわたって一様に一定の設定張力を保持可能に構成されている。
2 巻芯
3 粘着テープ
4 細溝
5 巻芯
6 弾性体層
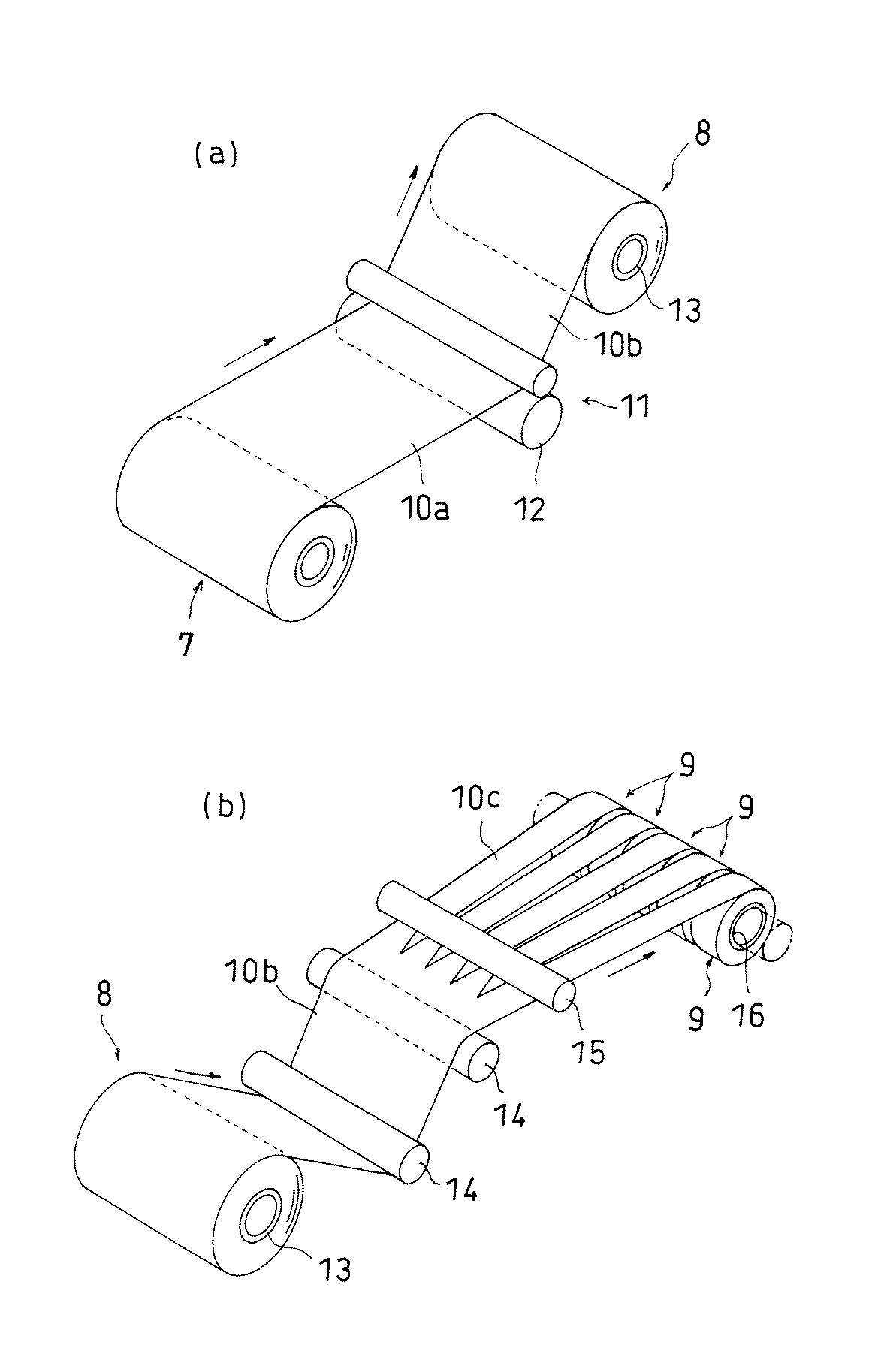
8 粘着テープ巻回体
9 粘着テープ巻回体
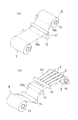
10a 基材
10b 粘着テープ
10c 粘着テープ
12 塗布ローラ
13 巻芯
16 巻芯
Claims (6)
- 円筒状または円柱状の巻芯に粘着テープが巻回された粘着テープ巻回体であって、前記巻芯の外周面に凹凸形状が連続して形成されるとともに、前記粘着テープはヤング率が5GPa以下で、且つ、基材の厚みが3〜15μmであることを特徴とする粘着テープ巻回体。
- 前記凹凸形状が、前記巻芯の周方向に0.1〜5.0mmのピッチで形成された請求項1記載の粘着テープ巻回体。
- 円筒状または円柱状の巻芯に粘着テープが巻回された粘着テープ巻回体であって、前記巻芯の外周側に弾性体層が形成されているとともに、前記粘着テープはヤング率が5GPa以下で、且つ、基材の厚みが3〜15μmであることを特徴とする粘着テープ巻回体。
- 前記弾性体層が、密度が0.001〜0.1g/cm3の発泡体からなる請求項3記載の粘着テープ巻回体。
- 請求項1〜4のいずれかに記載の粘着テープ巻回体が備える巻芯。
- 請求項5記載の巻芯に粘着テープを巻回する工程を備える粘着テープ巻回体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004114003A JP2005298094A (ja) | 2004-04-08 | 2004-04-08 | 粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004114003A JP2005298094A (ja) | 2004-04-08 | 2004-04-08 | 粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298094A true JP2005298094A (ja) | 2005-10-27 |
Family
ID=35330112
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004114003A Pending JP2005298094A (ja) | 2004-04-08 | 2004-04-08 | 粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298094A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5033260B1 (ja) * | 2011-12-26 | 2012-09-26 | エーアールシー株式会社 | ラベルロール体 |
| USD668131S1 (en) | 2010-08-27 | 2012-10-02 | Nitto Denko Corporation | Winding core |
| USD668527S1 (en) | 2010-08-27 | 2012-10-09 | Nitto Denko Corporation | Winding core |
| EP2832810A1 (en) | 2013-08-02 | 2015-02-04 | Nitto Denko Corporation | Pressure-sensitive adhesive tape or sheet |
| CN104891273A (zh) * | 2015-04-06 | 2015-09-09 | 陈超 | 一种胶带卷 |
| WO2018151145A1 (ja) * | 2017-02-15 | 2018-08-23 | リンテック株式会社 | ロールおよびロールの製造方法 |
-
2004
- 2004-04-08 JP JP2004114003A patent/JP2005298094A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD668131S1 (en) | 2010-08-27 | 2012-10-02 | Nitto Denko Corporation | Winding core |
| USD668527S1 (en) | 2010-08-27 | 2012-10-09 | Nitto Denko Corporation | Winding core |
| USD683615S1 (en) | 2010-08-27 | 2013-06-04 | Nitto Denko Corporation | Winding core |
| USD683616S1 (en) | 2010-08-27 | 2013-06-04 | Nitto Denko Corporation | Winding core |
| JP5033260B1 (ja) * | 2011-12-26 | 2012-09-26 | エーアールシー株式会社 | ラベルロール体 |
| EP2832810A1 (en) | 2013-08-02 | 2015-02-04 | Nitto Denko Corporation | Pressure-sensitive adhesive tape or sheet |
| CN104891273A (zh) * | 2015-04-06 | 2015-09-09 | 陈超 | 一种胶带卷 |
| WO2018151145A1 (ja) * | 2017-02-15 | 2018-08-23 | リンテック株式会社 | ロールおよびロールの製造方法 |
| CN110325609A (zh) * | 2017-02-15 | 2019-10-11 | 琳得科株式会社 | 辊及辊的制造方法 |
| JPWO2018151145A1 (ja) * | 2017-02-15 | 2019-12-12 | リンテック株式会社 | ロールおよびロールの製造方法 |
| CN110325609B (zh) * | 2017-02-15 | 2021-08-17 | 琳得科株式会社 | 辊及辊的制造方法 |
| US11220091B2 (en) | 2017-02-15 | 2022-01-11 | Lintec Corporation | Roll and method for producing roll |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2007148593A1 (ja) | リール | |
| EP2684829A1 (en) | Film winding core, and wound film body using same | |
| JP2011251797A (ja) | 巻取りロール | |
| US20160107858A1 (en) | Sheet winding structure | |
| JP5632154B2 (ja) | 巻き芯 | |
| WO2018221285A1 (ja) | ウェブの固定方法、ウェブの巻取方法、及び巻取ロール体 | |
| JP2002068540A (ja) | 巻取り部材 | |
| JP2005298094A (ja) | 粘着テープ巻回体、それに用いられる巻芯、およびその巻芯を用いた粘着テープ巻回体の製造方法 | |
| JPH03243570A (ja) | 半リジッド中空円筒状コア及び粘着テープロール並びにその製造方法 | |
| JP2002265889A (ja) | 粘着テープ用支持体及び粘着テープ | |
| JPH0673140U (ja) | ロール状粘着テープ | |
| JP3142132U (ja) | 片面粘着テープ巻物製品 | |
| JP5292234B2 (ja) | 細幅ウェブの巻き取り方法及び同巻き取り製品 | |
| JP2008156041A (ja) | 塗膜転写具用パンケーキ | |
| JP5584635B2 (ja) | シート、ロール状シート及び巻付方法 | |
| JP5398137B2 (ja) | シート状物の巻取用巻芯体 | |
| KR101752030B1 (ko) | 필름 권취용 코어 | |
| JP6377224B1 (ja) | ウェブ材固定用両面粘着テープ及び両面セパレータ付き粘着テープ | |
| TWI877441B (zh) | 捲取輥以及捲取於該捲取輥的光學薄膜捲 | |
| JP2015006934A (ja) | フィルム巻取用巻芯及びその製造方法 | |
| JP2008260601A (ja) | 巻回体、その製造方法、及び積層部含有長尺シート | |
| JP2002173649A (ja) | 巻回テープ | |
| KR20220114928A (ko) | 롤 형태의 점착필름 제조방법 | |
| JP5202273B2 (ja) | 粘着テープロール | |
| KR101940835B1 (ko) | 권취코어를 이용한 필름시트 권취방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050921 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071120 |
|
| A521 | Written amendment |
Effective date: 20080117 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| RD03 | Notification of appointment of power of attorney |
Effective date: 20080117 Free format text: JAPANESE INTERMEDIATE CODE: A7423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080818 |
|
| A02 | Decision of refusal |
Effective date: 20090123 Free format text: JAPANESE INTERMEDIATE CODE: A02 |