JP2005297797A - 自動車用フューエルフィラパイプ - Google Patents
自動車用フューエルフィラパイプ Download PDFInfo
- Publication number
- JP2005297797A JP2005297797A JP2004117741A JP2004117741A JP2005297797A JP 2005297797 A JP2005297797 A JP 2005297797A JP 2004117741 A JP2004117741 A JP 2004117741A JP 2004117741 A JP2004117741 A JP 2004117741A JP 2005297797 A JP2005297797 A JP 2005297797A
- Authority
- JP
- Japan
- Prior art keywords
- filler pipe
- fuel filler
- aluminum
- tube
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L58/00—Protection of pipes or pipe fittings against corrosion or incrustation
- F16L58/02—Protection of pipes or pipe fittings against corrosion or incrustation by means of internal or external coatings
- F16L58/04—Coatings characterised by the materials used
- F16L58/08—Coatings characterised by the materials used by metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K15/04—Tank inlets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K15/00—Arrangement in connection with fuel supply of combustion engines or other fuel consuming energy converters, e.g. fuel cells; Mounting or construction of fuel tanks
- B60K15/03—Fuel tanks
- B60K15/035—Fuel tanks characterised by venting means
- B60K2015/03523—Arrangements of the venting tube
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Laminated Bodies (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
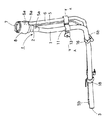
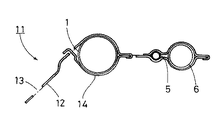
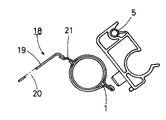
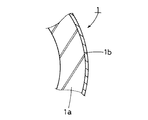
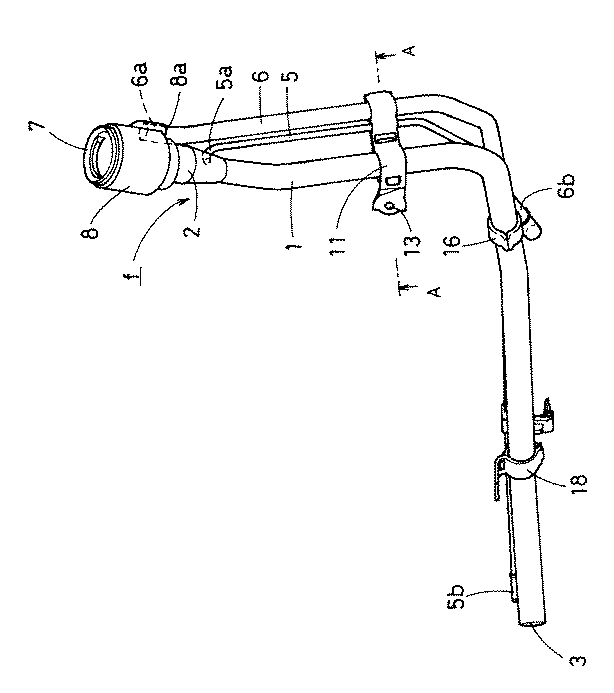
【解決手段】 車両に搭載される燃料タンク及びキャニスタと、車体に設けられる燃料給油口との間に介装される自動車用フューエルフィラパイプであって、フューエルフィラパイプfを構成するフィラパイプ本体部1と、フィラパイプ本体部1の拡径部分2に一端部5aを連通状に設けた循環チューブ5及び大気開放用チューブ6とを、アルミニウム合金の芯材1aと当該芯材に対して犠牲陽極作用を有するアルミニウム合金の外皮1bの二層構造からなるアルミニウム製クラッドチューブにより設けた。
【選択図】 図1
Description
この自動車用フューエルフィラパイプは、アルミニウム製クラッドチューブを採用することにより、従来の鉄製又はステンレス製のフューエルフィラパイプに比べて軽量化を図ることができると共に特にステンレス製のフューエルフィラパイプよりも低コストにて製造可能である。加えて、クラッドチューブの外皮のクラッド層によって芯材の孔食の発生が抑制されるために優れた防錆性能を有する。
この自動車用フューエルフィラパイプは、クラッド率(「クラッドチューブの全体厚さに対する外皮のクラッド層の厚さの割合」をいう)を5〜15%とすることにより、顕著な防錆性能を有する。
この自動車用フューエルフィラパイプは、車体に固定するための取付片をアルミニウム材料としているので、フィラパイプ本体部と取付片との電食を防止することができる。
本発明の第1実施形態例の自動車用フューエルフィラパイプ(以下、「フィラパイプ」という)fは、車両に搭載される燃料タンクと車体に設けられる燃料給油口との間に介装されるものである。
(イ)芯材の化学成分
Mnは、芯材の強度の向上と耐食性を高めるものである。Mnの含有量は、0.6%〜1.5%(質量%、以下同じ)であり、0.6%未満では強度が不足し、1.5%を超えると加工性が低下する。なお、より好ましくは、1.0%〜1.2%である。
Znは、芯材に対する犠牲陽極効果を発揮し芯材の孔食の発生を防止する。Znの含有量は、0.6%〜1.5%であり、0.6%未満では芯材との間の電位差不足により耐食性が低下し、1.5%を超えると外皮の自己腐食速度が増大し耐食性が低下する。なお、より好ましくは、0.8%〜1.2%である。
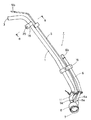
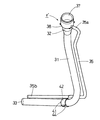
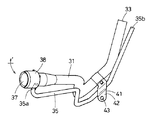
本発明の第2実施形態例のフィラパイプf′は、フィラパイプ本体部31とブリーザチューブ35とから構成されており、第1実施形態例のフィラパイプfと比べると、大気開放用チューブをフィラパイプ本体部31に一体状に設けていない点が相違する。
因みに、このタイプのフィラパイプf′を使用する燃料供給システムでは、大気開放用チューブを燃料タンクとキャニスタとの間に配設する構成とされている。
表1に示す芯材用合金の周囲に表2に示す外皮用合金を配した二層構造のビレットを用いて常法の製造方法により、表3に示すクラッドチューブ(外径:25mm、全体の厚さ1mm)を得た。
(1)腐食試験
上記試験片について、JASO M 610-92(自動車部品外観腐食試験方法)に基づきサイクル試験(180サイクル)を実施し、貫通腐食の有無を調べた。
上記試験片について、拡径加工による割れの有無を調べた。
表1の記号A及び表4に示す芯材用合金のビレットと、表2の記号a及び表5に示す外皮用合金のビレットとを用いて上記実施例と同様の製造方法により、表6に示すクラッドチューブ(外径:25mm、全体の厚さ1mm)を得た。そして、そのクラッドチューブを用いて上記実施例と同様の試験片(表6、記号15〜23)を作製し、それらの試験片について、実施例と同様に、腐食試験と加工性の実験を行った。
1・・・フィラパイプ本体部
1a・・・芯材
1b・・・外皮(クラッド層)
5・・・循環チューブ
6・・・大気開放用チューブ
11,18・・・取付片
f′・・・自動車用フューエルフィラパイプ
31・・・フィラパイプ本体部
35・・・ブリーザチューブ
41・・・取付片
Claims (4)
- 車両に搭載される燃料タンク及びキャニスタと、車体に設けられる燃料給油口との間に介装される自動車用フューエルフィラパイプであって、
前記フューエルフィラパイプを構成するフィラパイプ本体部と、フィラパイプ本体部の上端部に一端部を連通状に設けられた循環チューブ及び大気開放用チューブとが、アルミニウム合金の芯材と当該芯材に対して犠牲陽極作用を有するアルミニウム合金の外皮の二層構造からなるアルミニウム製クラッドチューブにより夫々設けられていることを特徴とする自動車用フューエルフィラパイプ。 - 車両に搭載される燃料タンクと、車体に設けられる燃料給油口との間に介装される自動車用フューエルフィラパイプであって、
前記フューエルフィラパイプを構成するフィラパイプ本体部と、少なくともフィラパイプ本体部の上端部に一端部を連通状に設けられたブリーザチューブとが、アルミニウム合金の芯材と当該芯材に対して犠牲陽極作用を有するアルミニウム合金の外皮の二層構造からなるアルミニウム製クラッドチューブにより夫々設けられていることを特徴とする自動車用フューエルフィラパイプ。 - 前記アルミニウム製クラッドチューブの芯材の化学成分が、Mn:0.6%〜1.5%(質量%、以下同じ)、Cu:0.05%〜0.5%、Si:0.6%以下(0%を含まず、以下同じ)、Fe:0.7%以下を含有し、残部アルミニウム及び不可避的不純物からなり、前記外皮の成分が、Zn:0.6%〜1.5%、Si+Fe≦0.7%を含有し、残部アルミニウム及び不可避的不純物からなり、さらに外皮のクラッド率が5〜15%であることを特徴とする請求項1又は2に記載の自動車用フューエルフィラパイプ。
- 前記フィラパイプ本体部に固定される取付片がアルミニウム材料により設けられていることを特徴とする請求項1から3の何れかに記載の自動車用フューエルフィラパイプ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117741A JP2005297797A (ja) | 2004-04-13 | 2004-04-13 | 自動車用フューエルフィラパイプ |
| US11/104,973 US7021343B2 (en) | 2004-04-13 | 2005-04-13 | Fuel filler pipe for automobile |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117741A JP2005297797A (ja) | 2004-04-13 | 2004-04-13 | 自動車用フューエルフィラパイプ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297797A true JP2005297797A (ja) | 2005-10-27 |
Family
ID=35059338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004117741A Pending JP2005297797A (ja) | 2004-04-13 | 2004-04-13 | 自動車用フューエルフィラパイプ |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7021343B2 (ja) |
| JP (1) | JP2005297797A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008273513A (ja) * | 2007-05-07 | 2008-11-13 | Ho Soon Jung | 自動車のフィラーチューブ組立体 |
| JP2016013827A (ja) * | 2014-06-09 | 2016-01-28 | 豊田合成株式会社 | 燃料供給装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1852297B1 (en) | 2006-05-01 | 2009-01-07 | Ford Global Technologies, LLC | Fuel filler assembly for a motor vehicle |
| US20080271814A1 (en) * | 2007-05-04 | 2008-11-06 | Gm Global Technology Operations, Inc. | Honeycomb Flame Arrester and Flow Straightener for a Fuel System Fuel Fill Pipe |
| US20110114636A1 (en) * | 2009-11-16 | 2011-05-19 | Glenn Erckert | Two-sided automobile fuel filling system |
| EP2923875B1 (de) * | 2014-03-25 | 2016-05-18 | Magna Steyr Fuel Systems GesmbH | Einfüllvorrichtung und Verfahren zur Herstellung einer Einfüllvorrichtung |
| US9776501B2 (en) * | 2015-02-18 | 2017-10-03 | Toyota Motor Engineering & Manufacturing North America, Inc. | Protection of vehicle fluid conduits |
| DOP2015000109A (es) * | 2015-05-13 | 2015-06-30 | Adriam Eduardo Mendez Gomez | Sistema doble de entrada para abastecimiento de tanque de combustible para vehiculo de motor |
| US20250170888A1 (en) * | 2022-03-29 | 2025-05-29 | TopFlo, LLC | Floating suction line |
| US12083878B2 (en) * | 2022-03-29 | 2024-09-10 | Fuel Tank Optics, Llc | Fuel tank floating suction line with level indicator |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01145487A (ja) * | 1987-12-01 | 1989-06-07 | Furukawa Alum Co Ltd | アルミニウム製配管 |
| JPH08158972A (ja) * | 1994-12-12 | 1996-06-18 | Nissan Motor Co Ltd | フューエルタンク装置 |
| JP2000026931A (ja) * | 1998-05-01 | 2000-01-25 | Mitsubishi Alum Co Ltd | ろう付け管形成用アルミニウム合金ブレージングシートおよびろう付け管 |
| JP2000203278A (ja) * | 1999-01-11 | 2000-07-25 | Futaba Industrial Co Ltd | フュ―エルインレット |
| JP2003127676A (ja) * | 2001-10-23 | 2003-05-08 | Horie Metal Co Ltd | フューエルインレットパイプのアース構造 |
| JP2003252071A (ja) * | 2002-03-05 | 2003-09-09 | Toyota Motor Corp | 燃料供給装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1016282B (it) * | 1973-07-17 | 1977-05-30 | Daimler Benz Ag | Perfezionamento nei serbatoi del carburante per autoveicoli |
| US5212864A (en) * | 1991-09-04 | 1993-05-25 | Arvin Industries, Inc. | Nozzle restrictor assembly and method of installing same |
| JP2001353519A (ja) * | 2000-06-14 | 2001-12-25 | Suncall Corp | 二重構造クラッドパイプ及びその製造方法 |
-
2004
- 2004-04-13 JP JP2004117741A patent/JP2005297797A/ja active Pending
-
2005
- 2005-04-13 US US11/104,973 patent/US7021343B2/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01145487A (ja) * | 1987-12-01 | 1989-06-07 | Furukawa Alum Co Ltd | アルミニウム製配管 |
| JPH08158972A (ja) * | 1994-12-12 | 1996-06-18 | Nissan Motor Co Ltd | フューエルタンク装置 |
| JP2000026931A (ja) * | 1998-05-01 | 2000-01-25 | Mitsubishi Alum Co Ltd | ろう付け管形成用アルミニウム合金ブレージングシートおよびろう付け管 |
| JP2000203278A (ja) * | 1999-01-11 | 2000-07-25 | Futaba Industrial Co Ltd | フュ―エルインレット |
| JP2003127676A (ja) * | 2001-10-23 | 2003-05-08 | Horie Metal Co Ltd | フューエルインレットパイプのアース構造 |
| JP2003252071A (ja) * | 2002-03-05 | 2003-09-09 | Toyota Motor Corp | 燃料供給装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008273513A (ja) * | 2007-05-07 | 2008-11-13 | Ho Soon Jung | 自動車のフィラーチューブ組立体 |
| JP2016013827A (ja) * | 2014-06-09 | 2016-01-28 | 豊田合成株式会社 | 燃料供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7021343B2 (en) | 2006-04-04 |
| US20050224135A1 (en) | 2005-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2746422B1 (en) | Aluminum plated steel sheet having excellent corrosion resistance with respect to alcohol or mixed gasoline of same and appearance and method of production of same | |
| CN102015423B (zh) | 金属复合材料在机动车结构中的应用 | |
| JP2005297797A (ja) | 自動車用フューエルフィラパイプ | |
| JP4940229B2 (ja) | ライナ構成部材の製造方法 | |
| JP3497413B2 (ja) | 耐食性、加工性および溶接性に優れた燃料容器用表面処理鋼板 | |
| KR101231949B1 (ko) | 아연 도금 강판 용접용 스테인리스강 플럭스 내장 용접 와이어 및 이것을 사용한 아연 도금 강판의 아크 용접 방법 | |
| DE102009055608A1 (de) | Gelöteter Aluminium-Wärmeübertrager | |
| JP6412596B2 (ja) | 廉価で塩害耐食性に優れた自動車用部材および給油管 | |
| JP2005247295A (ja) | 自動車のための錆つかない骨組構造物 | |
| Franke et al. | Progress in ductile aluminium high pressure die casting alloys for the automotive industry | |
| JP5916314B2 (ja) | 熱交換器用アルミニウム合金製タンク等の押出パイプ部材 | |
| KR20190076129A (ko) | 내식성 및 용접성이 우수한 용융 알루미늄 합금 도금강판 및 그 제조방법 | |
| DE102011112589A1 (de) | Radnabe für ein Kraftfahrzeug | |
| US7935427B2 (en) | Magnesium alloy part and production method thereof | |
| CN106011559A (zh) | 一种汽车发动机衬套内芯 | |
| KR20220113811A (ko) | 압축 가스를 저장 또는 분배하기 위한 부품의 제조 방법 및 압축 가스를 저장 또는 분배하기 위한 부품 | |
| DE102017003234A1 (de) | Karosserieteil für einen Personenkraftwagen, Verfahren zum Beschichten eines solchen Karosserieteils und Verfahren zum zum Herstellen einer Beschichtung für ein solches Karosserieteil | |
| JP2007154927A (ja) | 高圧タンク | |
| JP6541992B2 (ja) | 塗装かつ犠牲防食効果を利用した耐穴あき性に優れた自動車用部材および自動車用給油管 | |
| JPH11152555A (ja) | 耐食性、溶接性に優れた燃料タンク用防錆鋼板 | |
| US11203807B2 (en) | Coating for a carrier material, core part for producing a composite part, composite part, and method for producing a composite part | |
| KR101243006B1 (ko) | Al도금 페라이트계 스테인리스강의 용접방법 | |
| CN106004417B (zh) | 一种具有双面镀锌结构的加油管及其加工方法 | |
| CN107949719A (zh) | 弹性部件以及弹性部件用线材 | |
| DE102005055321A1 (de) | Behälter zur Speicherung von Kraftstoff |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100520 |