JP2005297097A - オフラインプログラミング装置 - Google Patents
オフラインプログラミング装置 Download PDFInfo
- Publication number
- JP2005297097A JP2005297097A JP2004113544A JP2004113544A JP2005297097A JP 2005297097 A JP2005297097 A JP 2005297097A JP 2004113544 A JP2004113544 A JP 2004113544A JP 2004113544 A JP2004113544 A JP 2004113544A JP 2005297097 A JP2005297097 A JP 2005297097A
- Authority
- JP
- Japan
- Prior art keywords
- interference
- path
- welding
- avoidance path
- robot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 claims abstract description 61
- 238000012937 correction Methods 0.000 claims abstract description 8
- 230000008859 change Effects 0.000 claims description 5
- 238000012986 modification Methods 0.000 claims description 2
- 230000004048 modification Effects 0.000 claims description 2
- 238000004088 simulation Methods 0.000 abstract description 5
- 230000036544 posture Effects 0.000 description 20
- 238000003780 insertion Methods 0.000 description 13
- 230000037431 insertion Effects 0.000 description 13
- 238000000034 method Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4061—Avoiding collision or forbidden zones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1656—Programme controls characterised by programming, planning systems for manipulators
- B25J9/1664—Programme controls characterised by programming, planning systems for manipulators characterised by motion, path, trajectory planning
- B25J9/1666—Avoiding collision or forbidden zones
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40317—For collision avoidance and detection
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40515—Integration of simulation and planning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
- Manipulator (AREA)
Abstract
【解決手段】 ディスプレイ上にロボット、ワーク、クランプ用の治具をレイアウトし、溶接経路Q1→Q2を指定する。シミュレーションを行ない、治具31、32との干渉の有無を判定する。干渉有の場合、治具の形状に対応させて登録された干渉回避パスのライブラリから、治具31、32をくぐる直線経路に適合したデータを呼出し、ホームベース形状の干渉回避パスg1、g2を挿入する。干渉回避パスg1、g2のデータには、干渉回避パスg1、g2の各教示点の3次元位置データが各干渉回避パスg1、g2の基準点に対するインクリメンタル量で登録されている。また、各教示点のトーチ姿勢も登録されている。修正後のプログラムをロボット実機にダウンロードし、実機でのチェック結果をアップロード後のオフラインプログラムに反映させても良い。
【選択図】 図7
Description
各ステップについて概略を説明すれば次のようになる。
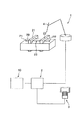
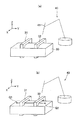
ディスプレイ13(図2参照)の画面上にロボット、ワーク、クランプ用の治具(いずれも3次元モデルに基づく画像)をレイアウトする。ここでは図4(a)に示したようにレイアウトする。このレイアウトは、図1に示した実際の溶接作業における配置を可能なな限りオフラインシステム上で再現したものとなっている。図4(a)に示したレイアウトにおいて、図1中に示した各実物(ロボット1、トーチ4、ワーク20、クランプ用治具21、22)は、それぞれ符号40、41、30、31、32で指示された画像に対応している。また、レイアウト空間(ワークセル)には座標系XYZが定義されており、その+Y軸方向が図1における溶接予定線23の方向(P1→P2の方向)に対応しているものとする。
オフラインプログラミング装置としての通常の機能を使って、クランプ用の治具31、32の存在を無視して溶接プログラムを作成する。ここでは、同溶接プログラムにおける溶接経路として、図4(b)に示した直線経路Q1→Q2を指定するものとする。ここで、Q1→Q2は図1に示したP1→P2に対応して指定されたものである。なお、この際に治具31、32の表示が邪魔になる場合等には、治具31、32を表示しないような設定(例えばマニュアル操作手段12の操作で設定)も可能とする。
上記ステップS2で作成した溶接プログラムで指定されている溶接経路Q1→Q2が、治具31、32と干渉するかどうか確認するために、同溶接プログラムのシミュレーションを行ない(S3)、溶接経路Q1→Q2上で治具31あるいは32との干渉が起ると判定された場合はステップS5に進み、干渉が起らないと判定された場合には処理を終了する。また、治具との干渉が起ると判定された場合、その治具(3次元モデル)を特定する。本例では、治具31及び32でそれぞれ干渉が起ると判定されることになる。
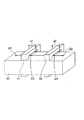
ステップS4で、干渉が起ると指定された治具(ここでは治具31、32)について、溶接プログラムに干渉回避経路(回避パス)を挿入する。回避パスは、干渉回避経路ライブラリに登録されており、図5に、登録されている回避パスの3次元モデルのアイテム例を示した。即ち、(a)は直線ブリッジ形状W1/直線経路対応用の干渉回避経路f1、(b)はアーチブリッジ形状W2/直線経路対応用の干渉回避経路f2、(c)は直線ブリッジ形状W3/コーナ部対応用の干渉回避経路f3、(d)は直線ブリッジ形状W4/円弧経路対応用の干渉回避経路f4を示している。
ステップT4:点A1が線分Q1Q3上に乗る条件で点A1の3次元位置データを付与し、また、点A8が線分Q3Q4上に乗る条件で点A8の3次元位置データを付与する。他の点A3〜A7については、それらがYZ面上に乗る条件で各点の3次元位置データを付与する。これにより、治具31との干渉回避用のパスが挿入位置が一意的に定まる。
また、指令速度については、A1→A2及びA7→A8においては挿入前のプログラムで指定された速度と同じとするのが好ましい。A2→A3→A4→A5→A6→A7については、なるべく大きな速度(例えば最高速度)を指定して、作業の効率化を図ることができる。
(1)全体の溶接線の最低限何%溶接する必要があるか。これは、例えばクランプ治具ブリッジ形状の下の部分などで、溶接トーチの姿勢を変更してまで溶接する必要があるかどうかを見極める目安となる。もし、この条件をクリアできていなければ、クランプ治具の改造等を検討する必要があることになる。
(2)トーチの姿勢(溶接経路に対する前進角、ねらい角)の変動角度範囲の制限条件。これに違反していれば、ライブラリデータ中のトーチ姿勢の修正などが必要となる。
(3)干渉回避後に、回避前のトーチの姿勢に戻るまでの時間または距離の条件。これに違反していれば、ライブラリデータ中の回避経路の修正などが必要となる。
円弧経路での干渉時についても同様である。即ち、点D2=D7を挿入前のプログラムで指定されている経路中の円弧経路(ここでは90度の方向転回を行なう円弧経路とする)の中点Q6に一致させ、点D1、D8が、挿入前の円弧経路の始点、終点に一致するように回避パスを挿入してやれば良い。そのための計算は前述の例と同様の簡単なものであるから詳細は省略する。
2 ロボット制御装置
3 教示操作盤
4 溶接トーチ(実物)
10 パーソナルコンピュータ(オフラインプログラミング装置)
20 ワーク(実物)
21、22 治具クランプ(実物)
23 溶接線(実物ワーク上予定線)
30 ワーク(3次元モデル)
31、32 治具(3次元モデル)
40 ロボット(3次元モデル)
41 溶接トーチ(3次元モデル)
Claims (10)
- ロボットにより溶接対象ワークに対する溶接を実行するための教示プログラムを作成するオフラインプログラミング装置において、
溶接ロボット、溶接対象ワーク、及び該溶接対象ワークを固定するクランプ治具に対応する夫々の3次元モデルを表示画面上に配置する手段と、
該クランプ治具との干渉を回避する干渉回避経路を前記クランプ治具に対応した3次元モデルに関連付けて記憶する手段と、
前記表示画面上で前記溶接対象ワークの3次元モデルに対して溶接経路を指定する手段と、
該指定された溶接経路に沿ってロボットが溶接を実行するプログラムを作成する手段と、
該作成したプログラムをシミュレートし、前記ロボットが前記クランプ治具に干渉するか否かをチェックする干渉チェック手段と、
該干渉チェック手段によるチェック結果が前記クランプ治具と干渉すると判断されたとき、干渉するクランプ治具モデルに対応して記憶されている回避経路に基づいて前記クランプ治具との干渉を回避する干渉回避経路を前記プログラムに挿入する手段とを備えたことを特徴とする、オフラインプログラミング装置。 - クランプ治具の3次元モデルは、各3次元モデルが表わす治具との干渉を回避する干渉回避経路と対応付けられて複数記憶されている、請求項1に記載のオフラインプログラミング装置。
- 前記干渉チェック手段によるチェック結果が直線経路部での干渉が起ると判断されたときのために、前記記憶されている干渉回避経路には直線経路部用の干渉回避経路が含まれている、請求項1または請求項2に記載のオフラインプログラミング装置。
- 前記干渉チェック手段によるチェック結果がコーナ部での干渉が起ると判断されたときのために、前記記憶されている干渉回避経路にはコーナ部用の干渉回避経路が含まれている、請求項1〜請求項3の内、いずれか1項に記載のオフラインプログラミング装置。
- 前記干渉チェック手段によるチェック結果が円弧経路部での干渉が起ると判断されたときのために、前記記憶されている干渉回避経路には円弧経路部用の干渉回避経路が含まれている、請求項1〜請求項4の内、いずれか1項に記載のオフラインプログラミング装置。
- 干渉回避経路の前記挿入の際に、該回避経路上の第1の位置で溶接を一旦停止させる命令を挿入すると共に該回避経路上の第2の位置で再度溶接を開始する命令を挿入する手段を備えた、請求項1〜請求項5の内、いずれか1項に記載のオフラインプログラミング装置。
- 干渉回避経路上の前記第1の位置と前記第2の位置が3次元空間上の同一の位置である、請求項6に記載のオフラインプログラミング装置。
- クランプ治具モデルの寸法を変更する手段と、
該寸法の変更に応じて、前記クランプ治具モデルに対応する干渉回避経路を変更する手段とを備えた、請求項1〜請求項3の内、いずれか1項に記載のオフラインプログラミング装置。 - 前記表示画面上からクランプ治具の画像を削除する手段を備えた、講求項1〜請求項8の内、いずれか1項に記載のオフラインプログラミング装置。
- 前記作成された教示プログラムを実機ロボットにダウンロードする手段と、
実機ロボットから修正が加えられた教示プログラムをアップロードする手段と、
前記干渉回避経路の部分が前記修正に含まれるか否かを判断する手段と、
前記記憶されている干渉回避経路に前記修正を反映させる手段とを備えた、講求項1〜請求項9の内、いずれか1項に記載のオフラインプログラミング装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113544A JP4168002B2 (ja) | 2004-04-07 | 2004-04-07 | オフラインプログラミング装置 |
| EP05007470A EP1584999A1 (en) | 2004-04-07 | 2005-04-05 | Offline programming device |
| CNB2005100633217A CN100361793C (zh) | 2004-04-07 | 2005-04-06 | 离线编程装置 |
| US11/099,504 US7613545B2 (en) | 2004-04-07 | 2005-04-06 | Offline programming device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113544A JP4168002B2 (ja) | 2004-04-07 | 2004-04-07 | オフラインプログラミング装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297097A true JP2005297097A (ja) | 2005-10-27 |
| JP4168002B2 JP4168002B2 (ja) | 2008-10-22 |
Family
ID=34909514
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004113544A Expired - Fee Related JP4168002B2 (ja) | 2004-04-07 | 2004-04-07 | オフラインプログラミング装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7613545B2 (ja) |
| EP (1) | EP1584999A1 (ja) |
| JP (1) | JP4168002B2 (ja) |
| CN (1) | CN100361793C (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007333741A (ja) * | 2006-06-16 | 2007-12-27 | Areva Np | 原子炉の容器の底部ヘッド貫通部を修理する方法 |
| JP2010042466A (ja) * | 2008-08-11 | 2010-02-25 | Fanuc Ltd | ロボット教示システム及びロボットの動作のシミュレーション結果の表示方法 |
| JP2010094777A (ja) * | 2008-10-16 | 2010-04-30 | Fuji Electric Systems Co Ltd | 遠隔操作支援装置 |
| JP2012181574A (ja) * | 2011-02-28 | 2012-09-20 | Bridgestone Corp | 干渉チェック装置及びプログラム |
| JP2013542087A (ja) * | 2010-11-11 | 2013-11-21 | ヒューエン ジェラード トーマス、 | ロボットアームのリーチを拡張するシステムと方法 |
| JP2014024162A (ja) * | 2012-07-27 | 2014-02-06 | Seiko Epson Corp | ロボットシステム、ロボット制御装置、ロボット制御方法及びロボット制御プログラム |
| JP2015093345A (ja) * | 2013-11-11 | 2015-05-18 | 株式会社安川電機 | ロボットシミュレーション装置、ロボットシミュレーション方法、およびロボットシミュレーションプログラム |
| JP2016049601A (ja) * | 2014-08-29 | 2016-04-11 | 株式会社安川電機 | ティーチングシステム、ロボットシステムおよびティーチング方法 |
| JP2016087736A (ja) * | 2014-11-04 | 2016-05-23 | 本田技研工業株式会社 | ロボットの干渉エリア設定方法及び干渉エリア設定装置 |
| JP2018075709A (ja) * | 2016-11-07 | 2018-05-17 | リンカーン グローバル,インコーポレイテッド | システム並びにシステムを製造及び制御するための方法 |
| JP2018134703A (ja) * | 2017-02-21 | 2018-08-30 | 株式会社安川電機 | ロボットシミュレータ、ロボットシステム及びシミュレーション方法 |
| WO2019082394A1 (ja) * | 2017-10-27 | 2019-05-02 | 三菱電機株式会社 | 数値制御装置 |
| JP2022007291A (ja) * | 2020-06-26 | 2022-01-13 | 川崎重工業株式会社 | ロボットの教示装置およびロボットの教示プログラム |
| JP7245603B2 (ja) | 2017-11-10 | 2023-03-24 | 株式会社安川電機 | 教示装置、ロボットシステムおよび教示方法 |
| US12042940B2 (en) | 2019-11-27 | 2024-07-23 | Kabushiki Kaisha Yaskawa Denki | Interference check for robot operation |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4056542B2 (ja) * | 2005-09-28 | 2008-03-05 | ファナック株式会社 | ロボットのオフライン教示装置 |
| JP4171488B2 (ja) * | 2005-12-16 | 2008-10-22 | ファナック株式会社 | オフラインプログラミング装置 |
| CN100462675C (zh) * | 2005-12-23 | 2009-02-18 | 鸿富锦精密工业(深圳)有限公司 | 三次元离线扫描编程系统及方法 |
| JP4153528B2 (ja) * | 2006-03-10 | 2008-09-24 | ファナック株式会社 | ロボットシミュレーションのための装置、プログラム、記録媒体及び方法 |
| JP4413891B2 (ja) * | 2006-06-27 | 2010-02-10 | 株式会社東芝 | シミュレーション装置およびシミュレーション方法並びにシミュレーションプログラム |
| JP4271232B2 (ja) * | 2006-12-20 | 2009-06-03 | ファナック株式会社 | ロボットのオフラインプログラミングを実行するための装置、方法、プログラム及び記録媒体 |
| DE102007026117B4 (de) * | 2007-06-05 | 2010-10-14 | Siemens Ag | Werkzeugmaschine |
| CN100460159C (zh) * | 2007-07-12 | 2009-02-11 | 上海交通大学 | 工业机器人离线编程系统 |
| JP4256440B2 (ja) | 2007-08-10 | 2009-04-22 | ファナック株式会社 | ロボットプログラム調整装置 |
| US8588958B2 (en) * | 2007-09-04 | 2013-11-19 | Musashi Engineering, Inc. | Moving program making-out program and device |
| JP4951782B2 (ja) * | 2008-01-30 | 2012-06-13 | 株式会社デンソーウェーブ | ロボットシミュレータ及びロボットシミュレータの制御方法 |
| WO2009149740A1 (en) * | 2008-06-09 | 2009-12-17 | Abb Technology Ab | A method and a system for facilitating calibration of an off-line programmed robot cell |
| JP2010052067A (ja) * | 2008-08-27 | 2010-03-11 | Kawasaki Heavy Ind Ltd | 自動仕上げ装置とその制御方法 |
| JP4730440B2 (ja) * | 2009-01-01 | 2011-07-20 | ソニー株式会社 | 軌道計画装置及び軌道計画方法、並びにコンピューター・プログラム |
| CN101570020B (zh) * | 2009-01-21 | 2012-02-08 | 上海广茂达伙伴机器人有限公司 | 机器人运动序列的编程方法及其装置 |
| JP2011048621A (ja) * | 2009-08-27 | 2011-03-10 | Honda Motor Co Ltd | ロボットのオフライン教示方法 |
| US8600552B2 (en) * | 2009-10-30 | 2013-12-03 | Honda Motor Co., Ltd. | Information processing method, apparatus, and computer readable medium |
| JP2013099815A (ja) * | 2011-11-08 | 2013-05-23 | Fanuc Ltd | ロボットプログラミング装置 |
| JP6104623B2 (ja) * | 2012-02-03 | 2017-03-29 | 株式会社ミツトヨ | 形状測定機の移動経路調整支援方法、および、その装置 |
| JP5911565B2 (ja) * | 2012-04-17 | 2016-04-27 | 株式会社牧野フライス製作所 | 工作機械の干渉判定方法および干渉判定装置 |
| DE102012008073A1 (de) * | 2012-04-24 | 2013-10-24 | Kuka Roboter Gmbh | Verfahren und Mittel zum Vorgeben und/oder Steuern eines Manipulatorprozesses |
| JP5426719B2 (ja) * | 2012-05-18 | 2014-02-26 | ファナック株式会社 | ロボットシステムの動作シミュレーション装置 |
| JP6043234B2 (ja) * | 2013-04-15 | 2016-12-14 | オークマ株式会社 | 数値制御装置 |
| US9498882B2 (en) | 2014-06-12 | 2016-11-22 | Play-i, Inc. | System and method for reinforcing programming education through robotic feedback |
| US10279470B2 (en) * | 2014-06-12 | 2019-05-07 | Play-i, Inc. | System and method for facilitating program sharing |
| EP3178618B1 (en) * | 2014-08-05 | 2020-05-06 | Panasonic Intellectual Property Management Co., Ltd. | Offline teaching device |
| JP5980867B2 (ja) * | 2014-10-07 | 2016-08-31 | ファナック株式会社 | ロボットをオフラインで教示するロボット教示装置 |
| CN104361162A (zh) * | 2014-10-30 | 2015-02-18 | 长春轨道客车股份有限公司 | 转向架侧梁外缝智能离线编程工艺方法 |
| CN104750023A (zh) * | 2015-02-13 | 2015-07-01 | 河北联合大学 | 一种基于模型的焊接机器人离线示教数据的获取方法 |
| JP6114361B1 (ja) * | 2015-11-02 | 2017-04-12 | ファナック株式会社 | オフラインのロボットプログラミング装置 |
| JP6285405B2 (ja) * | 2015-12-04 | 2018-02-28 | ファナック株式会社 | 工作機械及びロボットを備えた複合システム |
| CN106003066B (zh) * | 2015-12-23 | 2018-07-03 | 北京聚能鼎力科技股份有限公司 | 一种机器人程序控制系统 |
| CN105415376B (zh) * | 2016-01-10 | 2017-03-29 | 宁波市智能制造产业研究院 | 一种离线编程装置 |
| CN105690395B (zh) * | 2016-04-23 | 2017-09-19 | 宁波市智能制造产业研究院 | 工业机器人及其控制方法 |
| CN105835058B (zh) * | 2016-04-23 | 2017-10-27 | 福州环亚众志计算机有限公司 | 一种程序生成系统 |
| US11945119B2 (en) | 2017-02-07 | 2024-04-02 | Veo Robotics, Inc. | Crosstalk mitigation for multi-cell workspace monitoring |
| US11097422B2 (en) | 2017-02-07 | 2021-08-24 | Veo Robotics, Inc. | Safety-rated multi-cell workspace mapping and monitoring |
| US11679504B2 (en) | 2018-02-06 | 2023-06-20 | Veo Robotics, Inc. | Crosstalk mitigation for multi-cell workspace monitoring |
| JP6469159B2 (ja) * | 2017-04-10 | 2019-02-13 | ファナック株式会社 | 接触センサによるワーク位置検出プログラム生成機能を備えたオフラインプログラミング装置及び方法 |
| CN107972035A (zh) * | 2018-01-02 | 2018-05-01 | 北京翰辰自动化系统有限公司 | 一种工业机器人编程指令集及其图形化处理方法 |
| CN108544508B (zh) * | 2018-05-10 | 2022-08-05 | 深圳市智能机器人研究院 | 基于自主学习的机器人自动编程方法及系统 |
| JP6838028B2 (ja) * | 2018-10-31 | 2021-03-03 | ファナック株式会社 | 自動プログラム修正装置および自動プログラム修正方法 |
| JP7207010B2 (ja) * | 2019-02-27 | 2023-01-18 | セイコーエプソン株式会社 | ロボットシステム及びその制御方法 |
| CN114929421B (zh) * | 2020-01-21 | 2025-01-17 | 本田技研工业株式会社 | 焊接设备的干涉避免方法以及焊接设备的控制装置 |
| US12330311B2 (en) | 2020-02-25 | 2025-06-17 | Symbotic Llc | Intelligent monitoring of entry points in multi-cell workspaces |
| CN111975774A (zh) * | 2020-08-10 | 2020-11-24 | 广州瑞松北斗汽车装备有限公司 | 一种电气设备功能调试方法及系统 |
| CN112453648B (zh) * | 2020-11-17 | 2022-08-09 | 智昌科技集团股份有限公司 | 一种基于3d视觉的离线编程激光焊缝跟踪系统 |
| WO2023058087A1 (ja) * | 2021-10-04 | 2023-04-13 | 株式会社ニコン | データ生成方法、造形方法、加工方法、データ生成装置、コンピュータプログラム、記録媒体及び表示方法 |
| CN119317884A (zh) * | 2022-11-04 | 2025-01-14 | 三菱电机株式会社 | 加工程序生成装置及加工程序生成方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06161532A (ja) | 1992-11-25 | 1994-06-07 | Amada Co Ltd | 干渉防止機能を備えたncデータ生成装置 |
| US5798627A (en) * | 1995-01-04 | 1998-08-25 | Gilliland; Malcolm T. | Method for simultaneous operation of robot welders |
| JPH11165239A (ja) | 1997-12-05 | 1999-06-22 | Canon Inc | 数値制御データ編集装置と数値制御データの編集方法 |
| JP3715537B2 (ja) * | 2001-02-19 | 2005-11-09 | 本田技研工業株式会社 | 多関節ロボットの干渉回避方法およびプログラム |
-
2004
- 2004-04-07 JP JP2004113544A patent/JP4168002B2/ja not_active Expired - Fee Related
-
2005
- 2005-04-05 EP EP05007470A patent/EP1584999A1/en not_active Withdrawn
- 2005-04-06 CN CNB2005100633217A patent/CN100361793C/zh not_active Expired - Fee Related
- 2005-04-06 US US11/099,504 patent/US7613545B2/en not_active Expired - Fee Related
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007333741A (ja) * | 2006-06-16 | 2007-12-27 | Areva Np | 原子炉の容器の底部ヘッド貫通部を修理する方法 |
| JP2010042466A (ja) * | 2008-08-11 | 2010-02-25 | Fanuc Ltd | ロボット教示システム及びロボットの動作のシミュレーション結果の表示方法 |
| JP2010094777A (ja) * | 2008-10-16 | 2010-04-30 | Fuji Electric Systems Co Ltd | 遠隔操作支援装置 |
| JP2013542087A (ja) * | 2010-11-11 | 2013-11-21 | ヒューエン ジェラード トーマス、 | ロボットアームのリーチを拡張するシステムと方法 |
| JP2012181574A (ja) * | 2011-02-28 | 2012-09-20 | Bridgestone Corp | 干渉チェック装置及びプログラム |
| JP2014024162A (ja) * | 2012-07-27 | 2014-02-06 | Seiko Epson Corp | ロボットシステム、ロボット制御装置、ロボット制御方法及びロボット制御プログラム |
| JP2015093345A (ja) * | 2013-11-11 | 2015-05-18 | 株式会社安川電機 | ロボットシミュレーション装置、ロボットシミュレーション方法、およびロボットシミュレーションプログラム |
| JP2016049601A (ja) * | 2014-08-29 | 2016-04-11 | 株式会社安川電機 | ティーチングシステム、ロボットシステムおよびティーチング方法 |
| JP2016087736A (ja) * | 2014-11-04 | 2016-05-23 | 本田技研工業株式会社 | ロボットの干渉エリア設定方法及び干渉エリア設定装置 |
| JP2018075709A (ja) * | 2016-11-07 | 2018-05-17 | リンカーン グローバル,インコーポレイテッド | システム並びにシステムを製造及び制御するための方法 |
| JP2018134703A (ja) * | 2017-02-21 | 2018-08-30 | 株式会社安川電機 | ロボットシミュレータ、ロボットシステム及びシミュレーション方法 |
| US11213945B2 (en) | 2017-02-21 | 2022-01-04 | Kabushiki Kaisha Yaskawa Denki | Robot simulator, robot system and simulation method |
| WO2019082394A1 (ja) * | 2017-10-27 | 2019-05-02 | 三菱電機株式会社 | 数値制御装置 |
| JPWO2019082394A1 (ja) * | 2017-10-27 | 2019-11-14 | 三菱電機株式会社 | 数値制御装置 |
| JP7245603B2 (ja) | 2017-11-10 | 2023-03-24 | 株式会社安川電機 | 教示装置、ロボットシステムおよび教示方法 |
| US12042940B2 (en) | 2019-11-27 | 2024-07-23 | Kabushiki Kaisha Yaskawa Denki | Interference check for robot operation |
| JP2022007291A (ja) * | 2020-06-26 | 2022-01-13 | 川崎重工業株式会社 | ロボットの教示装置およびロボットの教示プログラム |
| JP7621069B2 (ja) | 2020-06-26 | 2025-01-24 | 川崎重工業株式会社 | ロボットの教示装置、ロボットの教示プログラム及びロボットの教示方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050224479A1 (en) | 2005-10-13 |
| US7613545B2 (en) | 2009-11-03 |
| CN1680079A (zh) | 2005-10-12 |
| JP4168002B2 (ja) | 2008-10-22 |
| EP1584999A1 (en) | 2005-10-12 |
| CN100361793C (zh) | 2008-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4168002B2 (ja) | オフラインプログラミング装置 | |
| JP3537362B2 (ja) | ロボットシステム用グラフィック表示装置 | |
| JP3732494B2 (ja) | シミュレーション装置 | |
| CN100537156C (zh) | 机器人的离线示教装置 | |
| US7734358B2 (en) | Data processing apparatus for arc welding | |
| JP2016101644A (ja) | 加工動作をロボットに教示するロボットプログラミング装置 | |
| JP2005066797A (ja) | ロボットプログラム位置修正装置 | |
| JP2015202523A (ja) | ティーチングシステム、ロボットシステムおよびティーチング方法 | |
| JP2003127077A (ja) | 作業ロボットのロボットプログラム修正装置。 | |
| JP2007038366A (ja) | ロボットプログラミング装置 | |
| JP2015098076A (ja) | ロボットプログラム作成方法、ロボットプログラム作成装置、プログラム及び記録媒体 | |
| JPWO2016136209A1 (ja) | オフライン教示装置 | |
| JP4024117B2 (ja) | 測定支援装置 | |
| JP2009119589A (ja) | ロボットシミュレータ | |
| CN100404211C (zh) | 用于多关节型机器人的教导数据准备方法 | |
| WO2019082394A1 (ja) | 数値制御装置 | |
| JP5291482B2 (ja) | ロボット教示プログラム修正装置 | |
| JP2007272309A (ja) | 作業ロボットのオフラインティーチング装置 | |
| JPH08286722A (ja) | Cadデータ利用オフラインティーチング方法及びそのシステム | |
| JPH0991017A (ja) | ロボット動作経路確認装置 | |
| JP4837837B2 (ja) | 作業ロボットシステムにおけるロボットプログラム作成装置並びに自動制御機器システムのプログラム作成装置。 | |
| JP2540326B2 (ja) | 産業用ロボットのティ−チングデ−タ作成方式 | |
| JP2007029995A (ja) | アーク溶接用プログラミング装置 | |
| JPH0659720A (ja) | バリ取りロボットプログラム生成方法 | |
| JPH10207524A (ja) | センシングパターンのオフライン自動ティーチング方法及びセンシング動作シミュレーション方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060815 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070320 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070517 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070523 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20070615 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080613 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080804 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4168002 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110808 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110808 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120808 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120808 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130808 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |