JP2005297057A - 鋳物の砂落し装置 - Google Patents
鋳物の砂落し装置 Download PDFInfo
- Publication number
- JP2005297057A JP2005297057A JP2004142911A JP2004142911A JP2005297057A JP 2005297057 A JP2005297057 A JP 2005297057A JP 2004142911 A JP2004142911 A JP 2004142911A JP 2004142911 A JP2004142911 A JP 2004142911A JP 2005297057 A JP2005297057 A JP 2005297057A
- Authority
- JP
- Japan
- Prior art keywords
- leaf spring
- casting
- electromagnet
- transmission member
- striking piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004576 sand Substances 0.000 title claims abstract description 30
- 230000033001 locomotion Effects 0.000 claims abstract description 13
- 238000005266 casting Methods 0.000 claims description 91
- 230000005540 biological transmission Effects 0.000 claims description 63
- 238000000926 separation method Methods 0.000 claims description 18
- 230000005489 elastic deformation Effects 0.000 claims description 9
- 230000009189 diving Effects 0.000 abstract 1
- 230000001846 repelling effect Effects 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 8
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- 238000010079 rubber tapping Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000010687 lubricating oil Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910000639 Spring steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
Images
Landscapes
- Reciprocating, Oscillating Or Vibrating Motors (AREA)
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
Abstract
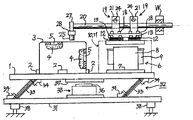
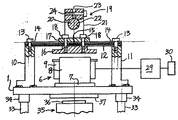
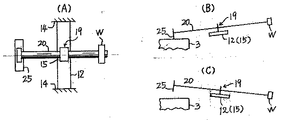
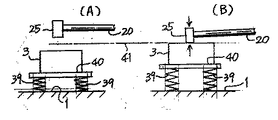
【解決手段】 板ばね12の固定部14と離隔箇所15との間に、板ばね12にねじり方向の撓み変形ができる部分を構成し、この離隔箇所15に伝動部材20が結合されている。そして、電磁石6によって板ばね12に吸引と非吸引を付与することにより、伝動部材20に大きくて速度の速い揺動運動を起こさせて、打撃片25による強力な打撃を鋳物3に与える。こうすることにより、鋳物3の砂が容易に崩壊する。
【選択図】 図1
Description
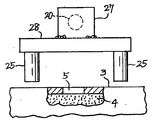
3 鋳物
4 中子
6 電磁石
12 板ばね
14 固定部
15 離隔箇所
19 取り付け部
20 伝動部材
25 打撃片
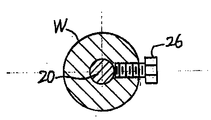
W 制御ウエイト
31 基礎部材
38 傾斜付与手段
Claims (6)
- 板ばねが、装置本体の静止部材に固定部において固定され、前記固定部とこの固定部から所定長さ離隔した板ばねの離隔箇所までの間の板ばねが弾性変形部とされ、長尺な形状の伝動部材が取り付け部を介して前記離隔箇所に取り付けられ、前記伝動部材の先端部に鋳物を打撃する打撃片が設けられ、前記板ばねの弾性変形部に撓み振動を付与する電磁石が設けられ、前記電磁石が板ばねを吸引および非吸引の動作をすることにより、伝動部材が揺動運動をして板ばねの弾性変形部が固定部に対してねじれ変形を行い、前記伝動部材の揺動運動により打撃片が鋳物を打撃するように構成したことを特徴とする鋳物の砂落し装置。
- 前記板ばねは細長い形状とされ、板ばねの長手方向に対してほぼ直交する向きに伝動部材が配置されている請求項1記載の鋳物の砂落し装置。
- 前記板ばねの両端部が前記固定部とされ、両固定部間の板ばねが弾性変形部とされている請求項1または請求項2に記載の鋳物の砂落し装置。
- 制御ウエイトが、前記取り付け部を間にして打撃片とは反対側の伝動部材上に取り付けられている請求項1〜請求項3のいずれか1つに記載の鋳物の砂落し装置。
- 前記取り付け部と板ばねの離隔箇所と電磁石とが、電磁石の吸引方向で見てほぼ一直線上に配列されている請求項1〜請求項4のいずれか1つに記載の鋳物の砂落し装置。
- 前記板ばね,電磁石,打撃片等と、鋳物との相対位置が不変のまま鋳物が傾斜できるように構成されている請求項1〜請求項5のいずれか1つに記載の鋳物の砂落し装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004142911A JP4314616B2 (ja) | 2004-04-10 | 2004-04-10 | 鋳物の砂落し装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004142911A JP4314616B2 (ja) | 2004-04-10 | 2004-04-10 | 鋳物の砂落し装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297057A true JP2005297057A (ja) | 2005-10-27 |
| JP4314616B2 JP4314616B2 (ja) | 2009-08-19 |
Family
ID=35329234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004142911A Expired - Fee Related JP4314616B2 (ja) | 2004-04-10 | 2004-04-10 | 鋳物の砂落し装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4314616B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010064082A (ja) * | 2008-09-09 | 2010-03-25 | Sintokogio Ltd | 鋳物の中子砂落し装置 |
| JP2017192949A (ja) * | 2016-04-18 | 2017-10-26 | 株式会社ヨーマー | 中子砂除去装置 |
| CN111375747A (zh) * | 2018-12-28 | 2020-07-07 | 北京天哲消失模铸造技术有限公司 | 底卸砂落砂系统 |
| JP2020157312A (ja) * | 2019-03-25 | 2020-10-01 | 株式会社全晴 | 鋳砂落とし装置 |
| CN112276051A (zh) * | 2020-11-03 | 2021-01-29 | 安徽全柴天和机械有限公司 | 一种消失模铸造砂箱底部卸砂组件 |
| CN114670126A (zh) * | 2022-04-15 | 2022-06-28 | 河南工程学院 | 适合生产线的细长离心铸管抛丸砂清除装置及方法 |
| CN114833732A (zh) * | 2022-04-15 | 2022-08-02 | 河南工程学院 | 离心铸管抛丸砂振动清除装置及清除系统 |
| CN116274883A (zh) * | 2023-05-17 | 2023-06-23 | 山西中设华晋铸造有限公司 | 一种用于车辆履带的合金钢铸造方法 |
| CN117798786A (zh) * | 2024-03-01 | 2024-04-02 | 三明市南益机械设备有限公司 | 一种铸件表面处理装置 |
| CN118492341A (zh) * | 2024-07-17 | 2024-08-16 | 福建三闽电子信息科技有限公司 | 一种砂型铸造落砂加工型砂处理系统 |
| JP2024172455A (ja) * | 2023-05-31 | 2024-12-12 | 株式会社五十鈴製作所 | 中子除去装置 |
-
2004
- 2004-04-10 JP JP2004142911A patent/JP4314616B2/ja not_active Expired - Fee Related
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010064082A (ja) * | 2008-09-09 | 2010-03-25 | Sintokogio Ltd | 鋳物の中子砂落し装置 |
| JP2017192949A (ja) * | 2016-04-18 | 2017-10-26 | 株式会社ヨーマー | 中子砂除去装置 |
| CN111375747A (zh) * | 2018-12-28 | 2020-07-07 | 北京天哲消失模铸造技术有限公司 | 底卸砂落砂系统 |
| CN111375747B (zh) * | 2018-12-28 | 2024-05-24 | 北京天哲消失模铸造技术有限公司 | 底卸砂落砂系统 |
| JP2020157312A (ja) * | 2019-03-25 | 2020-10-01 | 株式会社全晴 | 鋳砂落とし装置 |
| JP7311087B2 (ja) | 2019-03-25 | 2023-07-19 | 株式会社全晴 | 鋳砂落とし装置 |
| CN112276051A (zh) * | 2020-11-03 | 2021-01-29 | 安徽全柴天和机械有限公司 | 一种消失模铸造砂箱底部卸砂组件 |
| CN112276051B (zh) * | 2020-11-03 | 2022-04-05 | 安徽全柴天和机械有限公司 | 一种消失模铸造砂箱底部卸砂组件 |
| CN114670126B (zh) * | 2022-04-15 | 2023-04-14 | 河南工程学院 | 适合生产线的细长离心铸管抛丸砂清除装置及方法 |
| CN114833732A (zh) * | 2022-04-15 | 2022-08-02 | 河南工程学院 | 离心铸管抛丸砂振动清除装置及清除系统 |
| CN114670126A (zh) * | 2022-04-15 | 2022-06-28 | 河南工程学院 | 适合生产线的细长离心铸管抛丸砂清除装置及方法 |
| CN116274883A (zh) * | 2023-05-17 | 2023-06-23 | 山西中设华晋铸造有限公司 | 一种用于车辆履带的合金钢铸造方法 |
| CN116274883B (zh) * | 2023-05-17 | 2023-08-04 | 山西中设华晋铸造有限公司 | 一种用于车辆履带的合金钢铸造方法 |
| JP2024172455A (ja) * | 2023-05-31 | 2024-12-12 | 株式会社五十鈴製作所 | 中子除去装置 |
| JP7802442B2 (ja) | 2023-05-31 | 2026-01-20 | 株式会社五十鈴製作所 | 中子除去装置 |
| CN117798786A (zh) * | 2024-03-01 | 2024-04-02 | 三明市南益机械设备有限公司 | 一种铸件表面处理装置 |
| CN117798786B (zh) * | 2024-03-01 | 2024-05-28 | 三明市南益机械设备有限公司 | 一种铸件表面处理装置 |
| CN118492341A (zh) * | 2024-07-17 | 2024-08-16 | 福建三闽电子信息科技有限公司 | 一种砂型铸造落砂加工型砂处理系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4314616B2 (ja) | 2009-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4314616B2 (ja) | 鋳物の砂落し装置 | |
| JPWO2004082870A1 (ja) | 鋳物の砂落し装置 | |
| JPS5815269B2 (ja) | 衝撃力発生装置 | |
| US6644382B1 (en) | Casting sand shake-out method and its apparatus | |
| GB2348839A (en) | Casting sand shake-out | |
| JP4314615B2 (ja) | 鋳物の砂落し装置 | |
| JP2006515806A (ja) | 自動中子抜きシステムおよび中子抜き装置 | |
| US4722386A (en) | Casting core shakeout | |
| JP2000343206A (ja) | 鋳物の砂落し方法とその装置 | |
| JP2006505728A5 (ja) | ||
| JPH11226724A (ja) | 鋳物の砂落し方法とその装置 | |
| JP2020157312A (ja) | 鋳砂落とし装置 | |
| WO2011122994A1 (ru) | Способ гравирования и устройство для его осуществления | |
| US7459010B2 (en) | Method and apparatus for the acceleration of an electromagnetic rapper | |
| US1490476A (en) | Chime striking action | |
| JP2003305560A (ja) | 鋳物の砂落し方法とその装置 | |
| KR20220076274A (ko) | 응력제거용 가진장치 | |
| JP3154178B2 (ja) | 鋳物の砂落し方法とその装置 | |
| JP2002309575A (ja) | 杭打抜機 | |
| GB2385549A (en) | Casting sand shake-out apparatus | |
| RU15092U1 (ru) | Устройство для разборки распылителя форсунки | |
| JPH02124283A (ja) | 衝撃工具 | |
| JP3962854B2 (ja) | ワークの付着物分離装置 | |
| CN222158716U (zh) | 一种用于卷钉加工设备上的轨道振动器 | |
| JP2000176631A (ja) | 鋳造品の砂落し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081216 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090414 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090508 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20180529 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |