JP2005294873A - プリント配線板の製造方法 - Google Patents
プリント配線板の製造方法 Download PDFInfo
- Publication number
- JP2005294873A JP2005294873A JP2005196437A JP2005196437A JP2005294873A JP 2005294873 A JP2005294873 A JP 2005294873A JP 2005196437 A JP2005196437 A JP 2005196437A JP 2005196437 A JP2005196437 A JP 2005196437A JP 2005294873 A JP2005294873 A JP 2005294873A
- Authority
- JP
- Japan
- Prior art keywords
- via hole
- metal foil
- insulating substrate
- printed wiring
- wiring board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 229910052751 metal Inorganic materials 0.000 claims abstract description 124
- 239000002184 metal Substances 0.000 claims abstract description 124
- 239000011888 foil Substances 0.000 claims abstract description 96
- 239000000758 substrate Substances 0.000 claims abstract description 95
- 238000005530 etching Methods 0.000 claims abstract description 25
- 239000004020 conductor Substances 0.000 claims abstract description 18
- 230000003287 optical effect Effects 0.000 claims abstract description 5
- 230000001678 irradiating effect Effects 0.000 claims abstract description 4
- 238000007747 plating Methods 0.000 claims description 38
- 230000015572 biosynthetic process Effects 0.000 abstract description 13
- 238000000034 method Methods 0.000 description 32
- 239000000126 substance Substances 0.000 description 9
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 230000002950 deficient Effects 0.000 description 6
- 238000007689 inspection Methods 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 238000007788 roughening Methods 0.000 description 5
- 239000011521 glass Substances 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000002253 acid Substances 0.000 description 2
- 239000011889 copper foil Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000007261 regionalization Effects 0.000 description 2
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- JYLNVJYYQQXNEK-UHFFFAOYSA-N 3-amino-2-(4-chlorophenyl)-1-propanesulfonic acid Chemical compound OS(=O)(=O)CC(CN)C1=CC=C(Cl)C=C1 JYLNVJYYQQXNEK-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 235000013405 beer Nutrition 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000012286 potassium permanganate Substances 0.000 description 1
- 229910000162 sodium phosphate Inorganic materials 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
Images



Landscapes
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【課題】ビアホールの導通信頼性が高いプリント配線板の製造方法を提供する。
【解決手段】金属箔3に黒化層1を形成する工程と、前記黒化層1を絶縁基板5の両面に対面させ、前記金属箔3を上下から貼着する工程と、前記絶縁基板5のビアホール形成部分にレーザーを照射して、前記絶縁基板の下方に貼着された金属箔を底部とするビアホールを形成する工程と、前記ビアホール内部の残さを除去するデスミア処理工程と、前記各金属箔表面を0.1〜2μmの厚み範囲で除去するソフトエッチング工程と、前記ビアホール底部の金属箔表面に黒化層のないことを光学的手段によって確認してから、前記ビアホール内部を含めて前記各金属箔表面に金属めっき膜を形成する工程と、前記金属箔をエッチングして前記絶縁基板の両面に導体パターンを形成する工程とを含む。
【選択図】図1
【解決手段】金属箔3に黒化層1を形成する工程と、前記黒化層1を絶縁基板5の両面に対面させ、前記金属箔3を上下から貼着する工程と、前記絶縁基板5のビアホール形成部分にレーザーを照射して、前記絶縁基板の下方に貼着された金属箔を底部とするビアホールを形成する工程と、前記ビアホール内部の残さを除去するデスミア処理工程と、前記各金属箔表面を0.1〜2μmの厚み範囲で除去するソフトエッチング工程と、前記ビアホール底部の金属箔表面に黒化層のないことを光学的手段によって確認してから、前記ビアホール内部を含めて前記各金属箔表面に金属めっき膜を形成する工程と、前記金属箔をエッチングして前記絶縁基板の両面に導体パターンを形成する工程とを含む。
【選択図】図1
Description
本発明は、プリント配線板の製造方法に関し、特にビアホール穿設時に発生するスミアの除去方法に関する。
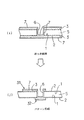
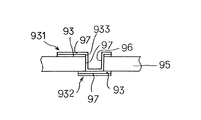
近年、プリント配線板のビアホールは、レーザー照射により形成する方法が開発されている。その形成方法を具体的に説明すると、図6に示すごとく、まず、絶縁基板95の表面に金属箔93を貼着し、ビアホール形成部分にエッチングにより予め開口孔933を形成する。
次いで、開口孔933内にレーザーを照射して絶縁基板95のビアホール形成部分を、その高いエネルギーにより焼失させる。そして、レーザーが、底部を形成する金属箔93に到達したときにレーザー照射を停止し、ビアホール96の穿設を完了する。次いで、ビアホール96内部に金属めっき膜97を形成して、ビアホール96に電気的導通性を付与する。
その後、金属箔93にエッチングを施して導体パターン931、932を形成すると、プリント配線板が得られる(特許文献参照)。
次いで、開口孔933内にレーザーを照射して絶縁基板95のビアホール形成部分を、その高いエネルギーにより焼失させる。そして、レーザーが、底部を形成する金属箔93に到達したときにレーザー照射を停止し、ビアホール96の穿設を完了する。次いで、ビアホール96内部に金属めっき膜97を形成して、ビアホール96に電気的導通性を付与する。
その後、金属箔93にエッチングを施して導体パターン931、932を形成すると、プリント配線板が得られる(特許文献参照)。
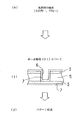
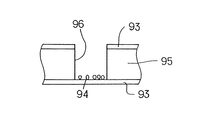
しかしながら、上記従来のレーザー照射によるビアホール形成方法においては、図7に示すごとく、ビアホール96内部に絶縁基板95の残さ94が残る。この残さ94は、図6に示すごとく、ビアホール96内における金属めっき膜97の形成を妨げる。また、金属箔93と金属めっき膜97との密着性を低下させる。そのため、ビアホール96の導通信頼性が低くなる。
そこで、かかるビアホール96内の残さ94を除去するために、ビアホール96内にデスミア処理を施すことが行われている。
しかし、デスミア処理が不十分などの場合に、残さが十分に除去されない場合がある。そのため、依然として、ビアホールの導通信頼性は十分なものとはいえない。
しかし、デスミア処理が不十分などの場合に、残さが十分に除去されない場合がある。そのため、依然として、ビアホールの導通信頼性は十分なものとはいえない。
本発明はかかる従来の問題点に鑑み、ビアホールの導通信頼性が高いプリント配線板の製造方法を提供しようとするものである。
本発明は、金属箔に黒化層を形成する工程と、
前記黒化層を絶縁基板の両面に対面させ、前記金属箔を上下から貼着する工程と、
前記絶縁基板のビアホール形成部分にレーザーを照射して、前記絶縁基板の下方に貼着された金属箔を底部とするビアホールを形成する工程と、
前記ビアホール内部の残さを除去するデスミア処理工程と、
前記各金属箔表面を0.1〜2μmの厚み範囲で除去するソフトエッチング工程と、
前記ビアホール底部の金属箔表面に黒化層のないことを光学的手段によって確認してから、前記ビアホール内部を含めて前記各金属箔表面に金属めっき膜を形成する工程と、
前記金属箔をエッチングして前記絶縁基板の両面に導体パターンを形成する工程と、
を含むことを特徴とするプリント配線板の製造方法である。
前記黒化層を絶縁基板の両面に対面させ、前記金属箔を上下から貼着する工程と、
前記絶縁基板のビアホール形成部分にレーザーを照射して、前記絶縁基板の下方に貼着された金属箔を底部とするビアホールを形成する工程と、
前記ビアホール内部の残さを除去するデスミア処理工程と、
前記各金属箔表面を0.1〜2μmの厚み範囲で除去するソフトエッチング工程と、
前記ビアホール底部の金属箔表面に黒化層のないことを光学的手段によって確認してから、前記ビアホール内部を含めて前記各金属箔表面に金属めっき膜を形成する工程と、
前記金属箔をエッチングして前記絶縁基板の両面に導体パターンを形成する工程と、
を含むことを特徴とするプリント配線板の製造方法である。
本発明において最も注目すべきことは、金属箔の絶縁基板と対向する側の表面に黒化層を形成することによりビアホール底部に黒化層を配置させること、ビアホール内部にデスミア処理を施した後にソフトエッチングを行い金属箔表面の黒化層を除去することである。
デスミア処理によって、ビアホール内部に残った絶縁基板の残さが除去されるが、デスミア処理が不十分で残さがビアホール底部の金属箔に残存している場合には、ソフトエッチングによって金属箔表面がエッチングされず、残さ付着部分の黒化層が残ることになる。残った黒化層の有無を検査することにより、ビアホール底部に残さが付着しているか否かを検査できる。残さのないものについて後工程である金属めっき膜を形成することにより、ビアホール底部に金属めっき膜が強固に密着し、ビアホールの導通信頼性が高いプリント配線板が得られる。
一方、ビアホール内の残さによってソフトエッチング後に黒化層が残ったものは、検査時に不良品とし、再度ビアホール内にデスミア処理を施すかまたは廃棄等をする。不良品のものをビアホール内部のデスミア処理を行わないで、後の金属めっき膜形成を行うと、残さが金属箔と金属めっき膜との密着性及び導通性を妨げ、ビアホールの導通信頼性が低下することがある。
また、ビアホールは、レーザーにより穿設しているため、微小な孔に形成できる。そのため、絶縁基板の高密度実装化を実現できる。
更に、金属箔における絶縁基板に対向する側の表面には黒化層が形成されるため、金属箔と絶縁基板との接着性が高い。従って、金属箔のエッチングにより形成される導体パターンは、絶縁基板に対して優れた接着性を有することになる。
更に、金属箔における絶縁基板に対向する側の表面には黒化層が形成されるため、金属箔と絶縁基板との接着性が高い。従って、金属箔のエッチングにより形成される導体パターンは、絶縁基板に対して優れた接着性を有することになる。
上記金属箔としては、たとえば、銅箔などを用いる。
上記絶縁基板としては、たとえば、ガラスエポキシ基板、ガラスポリイミド基板、ガラスビスマレイミドトリアジン基板等を用いる。
上記絶縁基板は、予め内部に1層又は2層以上の導体パターンが形成されていてもよい。
上記黒化層は、例えば、金属箔にリン酸ナトリウム溶液などの薬品による黒化処理によって形成される、黒色の層をいう。
上記絶縁基板としては、たとえば、ガラスエポキシ基板、ガラスポリイミド基板、ガラスビスマレイミドトリアジン基板等を用いる。
上記絶縁基板は、予め内部に1層又は2層以上の導体パターンが形成されていてもよい。
上記黒化層は、例えば、金属箔にリン酸ナトリウム溶液などの薬品による黒化処理によって形成される、黒色の層をいう。
デスミア処理とは、濃硫酸、クロム酸又はこれらの混酸、あるいは過マンガン酸ナトリウム又は過マンガン酸カリウムの溶液に、ビアホールを形成した絶縁基板を浸漬し、ビアホール内の残さを溶解除去する化学薬品処理法をいう。
ソフトエッチングとは、ビアホール底部に露出した金属箔表面を化学反応によりわずかに溶解除去することをいう。ソフトエッチングによる金属箔の溶解除去厚みは、0.1〜2μmである。0.1μm未満の場合には、金属箔表面に絶縁基板の残さが残っていなくても金属箔表面の黒化層を除去できない部分が残るおそれがあり、残さの有無を正確に判断できないおそれがある。また、2μmを超える場合には、ソフトエッチングの工程費が高くなるおそれがある。
ビアホール内への金属めっき膜の形成は、化学めっきにより行う。化学めっき後に更に電気めっきを行うことが好ましい。これにより、金属めっき膜を膜厚に形成でき、ビアホールの電気導通性が向上する。金属めっき膜は、たとえば、銅、ニッケル、金などの金属からなる。
上記黒化層を形成する前に、上記金属箔の絶縁基板に対向する側の表面に、粗化処理を施すことが好ましい。粗化処理により金属箔表面が粗化面となる。金属箔と絶縁基板とを接着したときには、この粗化面に絶縁基板材料が食い込み、金属箔と絶縁基板との接着性が高くなる。そのため、導体パターンが絶縁基板に対して、さらに強固に接着することになる。
また、ビアホール底部に露出した金属箔表面も粗化面となり、金属めっき膜との接着性が高くなる。
粗化処理とは、金属箔の表面を粗化面とする処理をいい、その具体例としては例えば、ジェットスクラブなどの物理的処理、化学処理がある。化学処理の概念には黒化処理が含まれることもあるが、本発明においては化学処理は黒化処理を含めないこととする。
粗化処理とは、金属箔の表面を粗化面とする処理をいい、その具体例としては例えば、ジェットスクラブなどの物理的処理、化学処理がある。化学処理の概念には黒化処理が含まれることもあるが、本発明においては化学処理は黒化処理を含めないこととする。
次に、参考までに、他のプリント配線板の製造方法として、絶縁基板におけるビアホール形成部分の底部に、金属箔を貼着する工程と、
上記絶縁基板のビアホール形成部分にレーザーを照射して、上記金属箔を底部とするビアホールを形成する工程と、
上記ビアホール底部に露出した金属箔にデスミア処理を施す工程と、
ビアホール底部に露出した金属箔にニッケルめっきの光沢層を形成する工程と、
ビアホール底部の金属箔表面に光沢層が均一に形成されていることを確認する工程と、
ビアホール内部に金属めっき膜を形成する工程と、
上記金属箔にエッチングを施して導体パターンを形成する工程とからなることを特徴とするプリント配線板の製造方法がある。
上記絶縁基板のビアホール形成部分にレーザーを照射して、上記金属箔を底部とするビアホールを形成する工程と、
上記ビアホール底部に露出した金属箔にデスミア処理を施す工程と、
ビアホール底部に露出した金属箔にニッケルめっきの光沢層を形成する工程と、
ビアホール底部の金属箔表面に光沢層が均一に形成されていることを確認する工程と、
ビアホール内部に金属めっき膜を形成する工程と、
上記金属箔にエッチングを施して導体パターンを形成する工程とからなることを特徴とするプリント配線板の製造方法がある。
該参考製造方法は、絶縁基板に、ビアホールを形成しデスミア処理をした後、その底部に露出した金属箔にニッケルめっきの光沢層を形成している点が、上記本発明の製造方法と相違する。
この参考製造方法では、ビアホール内部にデスミア処理をした後に絶縁基板の残さがすべて除去された場合には、ビアホール底部に露出した金属箔表面の全体に均一に光沢層が形成され、均一な光沢を発する。一方、残っていた場合には、残さの付着部分には光沢層は形成されず、底部全体が不均一な光沢を発する。
そこで、このビアホール底部の光沢の状態を検査することにより、底部に絶縁基板の残さが残っているかいないかを検査できる。すなわち、残さが残っていない場合には、底部全体が均一な光沢を発し、残さが残っていた場合には不均一な光沢を発する。
よって、底部が均一な光沢を発するビアホールを有する絶縁基板について、後工程のソフトエッチング及び金属めっき膜形成を行う。これにより、ビアホール底部の金属箔と金属めっき膜との密着性が向上し、導通信頼性が高いビアホールを有するプリント配線板を得ることができる。
一方、底部が不均一な光沢を発するビアホールを有する絶縁基板については、上記の本発明の製造方法で説明したと同様に、検査時に不良品とし、後工程を行わない。
また、ビアホールは、レーザー照射により形成しているため、微小に形成できる。そのため、プリント配線板の高密度実装化が実現できる。
次に、本発明、又は参考製造方法によれば、例えば、絶縁基板と、該絶縁基板の表面に形成された導体パターンと、絶縁基板を貫通し上記金属箔を底部とするビアホールとからなり、かつ、上記ビアホールの底部に金属メッキ膜が形成されているプリント配線板が得られる。
次に、本発明、又は参考製造方法によれば、例えば、絶縁基板と、該絶縁基板の表面に形成された導体パターンと、絶縁基板を貫通し上記金属箔を底部とするビアホールとからなり、かつ、上記ビアホールの底部に金属メッキ膜が形成されているプリント配線板が得られる。
また、本発明の方法により得られるプリント配線板は、導体パターンの表面に黒化層が形成されているため、絶縁基板に対する接着性が高い。また、上記の製造方法で説明したと同様の効果を発揮できる。
また、上記黒化層は、絶縁基板の粗化面表面に形成されていることが好ましい。導体パターンの粗化面には、絶縁基板の材料が食い込むため、強固に接着することになるためである。
その他は、上記の製造方法と同様である。
なお、本発明のプリント配線板の表面には、さらに1層又は2層以上の導体パターンを積層してもよい。
その他は、上記の製造方法と同様である。
なお、本発明のプリント配線板の表面には、さらに1層又は2層以上の導体パターンを積層してもよい。
実施形態例1
本発明の実施形態例にかかるプリント配線板及びその製造方法について、図1〜図3を用いて説明する。
本例のプリント配線板は、図3(j)に示すごとく、絶縁基板5と、絶縁基板5の表面に形成された導体パターン31、32と、絶縁基板5を貫通し導体パターン32を底部とするビアホール6とからなる。導体パターン31、32における絶縁基板5と接着される側の表面には、黒化層1が形成されている。黒化層1は、絶縁基板5の粗化面2に形成されている。
本発明の実施形態例にかかるプリント配線板及びその製造方法について、図1〜図3を用いて説明する。
本例のプリント配線板は、図3(j)に示すごとく、絶縁基板5と、絶縁基板5の表面に形成された導体パターン31、32と、絶縁基板5を貫通し導体パターン32を底部とするビアホール6とからなる。導体パターン31、32における絶縁基板5と接着される側の表面には、黒化層1が形成されている。黒化層1は、絶縁基板5の粗化面2に形成されている。
次に、プリント配線板の製造方法について説明する。
まず、図1(a)に示すごとく、金属箔3における絶縁基板5に対向する側の表面に、粗化処理を施して、粗化面2を形成する。金属箔3としては、銅箔を用いる。金属箔3の大きさは、後述する絶縁基板とほぼ同一の大きさとする。
まず、図1(a)に示すごとく、金属箔3における絶縁基板5に対向する側の表面に、粗化処理を施して、粗化面2を形成する。金属箔3としては、銅箔を用いる。金属箔3の大きさは、後述する絶縁基板とほぼ同一の大きさとする。
次に、金属箔3の粗化面2に黒化層1を形成する。
次に、図1(b)に示すごとく、絶縁基板5として、Bステージのエポキシ樹脂とガラスクロスとからなるプリプレグを準備し、この絶縁基板5の両面に金属箔3を積層する。
次いで、図1(c)に示すごとく、積層された絶縁基板5及び金属箔3を熱圧着する。このとき、黒化層1は、金属箔3におけるビアホールの開口部となる部分に対面することになる。
次に、図1(b)に示すごとく、絶縁基板5として、Bステージのエポキシ樹脂とガラスクロスとからなるプリプレグを準備し、この絶縁基板5の両面に金属箔3を積層する。
次いで、図1(c)に示すごとく、積層された絶縁基板5及び金属箔3を熱圧着する。このとき、黒化層1は、金属箔3におけるビアホールの開口部となる部分に対面することになる。
次に、図1(d)に示すごとく、レーザー照射側、即ち上方の金属箔3にエッチングを施して、金属箔3おけるビアホール形成部分63を被覆する部分に、開口孔33を形成する。一方、レーザー照射側と反対側、即ち下方の金属箔3には、そのビアホール形成部分63を被覆する部分は、開口孔を形成しないでおく。
次に、図2(e)に示すごとく、上方の金属箔3の開口孔33にレーザー8を照射して、絶縁基板5のビアホール形成部分63に孔あけをする。レーザーによる孔あけは、ビアホール形成部分の底部を被覆する金属箔3表面において停止する。これにより、下方の金属箔3を底部とするビアホール6が形成される。
次に、図2(f)に示すごとく、ビアホール6底部に露出した金属箔3にデスミア処理を施す。デスミア処理は、過マンガン酸溶液に絶縁基板5を浸漬することにより行う。これにより、図2(f1)に示すごとく、ビアホール6内に付着していた絶縁基板5の残さ4は除去される。一方、デスミア処理が不十分の場合には、図2(f2)に示すごとく、ビアホール6内に残さ4が残る。
次に、図2(g)に示すごとく、ビアホール6底部に露出した金属箔3にソフトエッチングを行う。これにより、図2(g1)に示すごとく、ビアホール6底部に露出した金属箔3表面から、黒化層が除去される。一方、図2(g2)に示すごとく、絶縁基板の残さが残っている場合には、残さ4が付着している部分の黒化層1は除去されない。
次に、図2(h)に示すごとく、ビアホール6の底部の金属箔3表面に黒化層のないことを確認する。具体的には、顕微鏡等の光学的手段により、ビアホール底部に黒化層が残っているか否かを検査する。
次に、図3(i)に示すごとく、ビアホール底部に黒化層が残っていない絶縁基板5(図2(g1))について、金属めっき処理を行う。具体的には、ビアホール6内部を含めて金属箔3の表面全体に化学銅めっき、電気銅めっきを行い、金属めっき膜7を形成する。
次に、図3(j)に示すごとく、絶縁基板5表面の金属箔3にエッチングを施して、導体パターン31、32を形成する。
以上により、プリント配線板が得られる。
以上により、プリント配線板が得られる。
一方、図2(g2)に示すごとく、ビアホール内の残さ4によってソフトエッチング後に黒化層1が残ったものは、検査時に不良品とし、再度ビアホール内にデスミア処理を施すかまたは廃棄等をする。不良品のものをビアホール内部のデスミア処理を行わないで、後の金属めっき膜形成を行うと、残さが金属箔と金属めっき膜との密着性及び導通性を妨げ、ビアホールの導通信頼性が低下することがある。
次に、本例の作用及び効果について説明する。
本例においては、金属箔3の絶縁基板5と対向する側の表面に黒化層1を形成することによりビアホール6底部に黒化層1を配置させ(図2(e))、ビアホール6内部にデスミア処理を施した(図2(f))後にソフトエッチングを行い金属箔表面の黒化層を除去している(図2(g))。
本例においては、金属箔3の絶縁基板5と対向する側の表面に黒化層1を形成することによりビアホール6底部に黒化層1を配置させ(図2(e))、ビアホール6内部にデスミア処理を施した(図2(f))後にソフトエッチングを行い金属箔表面の黒化層を除去している(図2(g))。
デスミア処理によって、ビアホール内部に残った絶縁基板の残さが除去され、ソフトエッチングを行うことにより、図2(g1)に示すごとく、ビアホール5底部の金属箔3表面の黒化層1が除去される。
しかし、デスミア処理不十分で残さがビアホール底部の金属箔に残存している場合には、図2(g2)に示すごとく、ソフトエッチングによって金属箔3表面の黒化層1がエッチングされず、残さ4が付着している部分の黒化層1が残ることになる。
しかし、デスミア処理不十分で残さがビアホール底部の金属箔に残存している場合には、図2(g2)に示すごとく、ソフトエッチングによって金属箔3表面の黒化層1がエッチングされず、残さ4が付着している部分の黒化層1が残ることになる。
そこで、図2(h)に示すごとく、残った黒化層の有無を検査することにより、ビアホール底部に残さが付着しているか否かを検査できる。
そして、図3(i)に示すごとく、ビアホール底部に残さのない絶縁基板について後工程である金属めっき膜7を形成することにより、ビアホール6底部に金属めっき膜7が強固に密着し、ビアホール6の導通信頼性が高いプリント配線板が得られる。
そして、図3(i)に示すごとく、ビアホール底部に残さのない絶縁基板について後工程である金属めっき膜7を形成することにより、ビアホール6底部に金属めっき膜7が強固に密着し、ビアホール6の導通信頼性が高いプリント配線板が得られる。
また、ビアホールは、レーザーにより穿設しているため、微小な孔に形成できる。そのため、絶縁基板の高密度実装化を実現できる。
更に、図3(j)に示すごとく、金属箔3における絶縁基板5に対向する側の表面には黒化層1が形成されるため、金属箔3と絶縁基板5との接着性が高い。従って、金属箔3のエッチングにより形成される導体パターン31、32は、絶縁基板5に対して優れた接着性を有することになる。
更に、図3(j)に示すごとく、金属箔3における絶縁基板5に対向する側の表面には黒化層1が形成されるため、金属箔3と絶縁基板5との接着性が高い。従って、金属箔3のエッチングにより形成される導体パターン31、32は、絶縁基板5に対して優れた接着性を有することになる。
また、図1(a)に示すごとく、金属箔3の絶縁基板5に対向する側の表面に、粗化処理を施している。このため、金属箔3と絶縁基板5との接着したときには、粗化面2に絶縁基板5の材料が食い込み、金属箔3と絶縁基板5との接着性が高くなる。そのため、図3(j)に示すごとく、導体パターン31、32が絶縁基板5に対して、さらに強固に接着することになる。
参考実施形態例
本例のプリント配線板の製造方法は、実施形態例1のように貼着前に金属箔に予め黒化層を形成する代わりに、図4(e)、(f)に示すごとく、ビアホール6を形成しデスミア処理をした後、図4(G)に示すごとく、その底部に露出した金属箔3にニッケルめっきの光沢層10を形成している。
本例のプリント配線板の製造方法は、実施形態例1のように貼着前に金属箔に予め黒化層を形成する代わりに、図4(e)、(f)に示すごとく、ビアホール6を形成しデスミア処理をした後、図4(G)に示すごとく、その底部に露出した金属箔3にニッケルめっきの光沢層10を形成している。
即ち、まず、金属箔における絶縁基板と対向する側と反対側の表面に、粗化面を形成する。次いで、この粗化面に黒化層を形成することなく、金属箔を絶縁基板の上下面に積層し、熱圧着し、ビアホール形成部分を被覆する部分に開口孔を形成する(図1(a)〜図1(d)参照)。
次に、図4(e)に示すごとく、金属箔3の開口孔33内に露出した絶縁基板5にレーザー8を照射して、金属箔3を底部とするビアホール6を形成する。
次に、図4(f)に示すごとく、デスミア処理を行う。これにより、図4(f1)に示すごとく、ビアホール6の底部に付着していた絶縁基板の残さが除去される。一方、デスミア処理が不十分である場合には、図4(f2)に示すごとく、ビアホール6の底部に残さ4が残る。
次に、図4(f)に示すごとく、デスミア処理を行う。これにより、図4(f1)に示すごとく、ビアホール6の底部に付着していた絶縁基板の残さが除去される。一方、デスミア処理が不十分である場合には、図4(f2)に示すごとく、ビアホール6の底部に残さ4が残る。
次に、図4(G)に示すごとく、ビアホール6の底部に光沢層10を形成する。このとき、残さが除去されたビアホール6の中には、図4(G1)に示すごとく、光沢層10が均一に形成される。一方、残さ4が残っている場合には、図4(G2)に示すごとく、光沢層10が不均一に形成されることになる。
次に、図5(h)に示すごとく、ビアホール内の光沢層の形成状態を、顕微鏡などの光学的手段により検査する。図4(G1)に示すごとく、光沢層が均一に形成されている場合には、均一な光沢を発する。一方、図4(G2)に示すごとく、光沢層が不均一に形成されている場合には、不均一な光沢を発する。
次に、図5(i)に示すごとく、絶縁基板に、化学銅めっき処理及び電気銅めっき処理を施して、ビアホールの内部に金属めっき膜7を形成する。その後、図5(j)に示すごとく、金属箔3にエッチングを施して、導体パターンを形成する(図3(j)参照)。以上によりプリント配線板が得られる。
本例においては、図4(f1)に示すごとくビアホール内部にデスミア処理をした後に絶縁基板の残さがすべて除去された場合には、図4(G1)に示すごとくビアホール6底部に露出した金属箔3表面の全体に均一に光沢層10が形成される。一方、図4(f2)に示すごとく残さ4が残っていた場合には、図4(G2)に示すごとくビアホール6底部に残った残さ4の付着部分には光沢層10は形成されない。
従って、図5(h)に示すごとく、ビアホール6底部の光沢の状態を検査することにより、底部に絶縁基板の残さが残っているかいないかを検査できる。すなわち、残さが残っていない場合には、底部全体が均一な光沢を発し、残さが残っていた場合には不均一な光沢を発する。
そして、底部が均一な光沢を発するビアホール6を有する絶縁基板5について、後工程の金属めっき膜形成(図5(i))を行う。これにより、ビアホール6底部の金属箔3と金属めっき膜7との密着性が向上し、導通信頼性が高いビアホール6を有するプリント配線板を得ることができる。
一方、底部が不均一な光沢を発するビアホールを有する絶縁基板については、上記の第1の製造方法で説明したと同様に、検査時に不良品とし、後工程を行わない。
また、ビアホールは、レーザー照射により形成しているため、微小に形成できる。そのため、プリント配線板の高密度実装化が実現できる。
1...黒化層、
10...光沢層、
2...粗化面、
3...金属箔、
31、32...導体パターン、
33...開口孔、
4...残さ、
5...絶縁基板、
6...ビアホール、
63...ビアホール形成部分、
7...金属めっき膜、
8...レーザー、
10...光沢層、
2...粗化面、
3...金属箔、
31、32...導体パターン、
33...開口孔、
4...残さ、
5...絶縁基板、
6...ビアホール、
63...ビアホール形成部分、
7...金属めっき膜、
8...レーザー、
Claims (1)
- 金属箔に黒化層を形成する工程と、
前記黒化層を絶縁基板の両面に対面させ、前記金属箔を上下から貼着する工程と、
前記絶縁基板のビアホール形成部分にレーザーを照射して、前記絶縁基板の下方に貼着された金属箔を底部とするビアホールを形成する工程と、
前記ビアホール内部の残さを除去するデスミア処理工程と、
前記各金属箔表面を0.1〜2μmの厚み範囲で除去するソフトエッチング工程と、
前記ビアホール底部の金属箔表面に黒化層のないことを光学的手段によって確認してから、前記ビアホール内部を含めて前記各金属箔表面に金属めっき膜を形成する工程と、
前記金属箔をエッチングして前記絶縁基板の両面に導体パターンを形成する工程と、
を含むことを特徴とするプリント配線板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196437A JP2005294873A (ja) | 2005-07-05 | 2005-07-05 | プリント配線板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196437A JP2005294873A (ja) | 2005-07-05 | 2005-07-05 | プリント配線板の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10363598A Division JP3716613B2 (ja) | 1998-03-30 | 1998-03-30 | プリント配線板及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294873A true JP2005294873A (ja) | 2005-10-20 |
Family
ID=35327381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005196437A Pending JP2005294873A (ja) | 2005-07-05 | 2005-07-05 | プリント配線板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005294873A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009200236A (ja) * | 2008-02-21 | 2009-09-03 | Daisho Denshi Co Ltd | 接触端子付き基板、icメモリーカード、接触端子付き基板の製造方法 |
| KR20250010678A (ko) | 2022-06-30 | 2025-01-21 | 다이요 홀딩스 가부시키가이샤 | 회로 기판 및 이의 제조 방법 |
-
2005
- 2005-07-05 JP JP2005196437A patent/JP2005294873A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009200236A (ja) * | 2008-02-21 | 2009-09-03 | Daisho Denshi Co Ltd | 接触端子付き基板、icメモリーカード、接触端子付き基板の製造方法 |
| KR20250010678A (ko) | 2022-06-30 | 2025-01-21 | 다이요 홀딩스 가부시키가이샤 | 회로 기판 및 이의 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102518566B1 (ko) | 인쇄 배선판 및 그 제조 방법 | |
| JP2014120756A (ja) | 印刷回路基板の製造方法 | |
| JP4857433B2 (ja) | 金属積層板、金属積層板の製造方法及び印刷回路基板の製造方法 | |
| CN101588680A (zh) | 印刷线路板制造方法 | |
| TWI487451B (zh) | Manufacturing method of multilayer printed wiring board | |
| KR101553635B1 (ko) | 프린트 배선판의 제조 방법 및 그 프린트 배선판의 제조 방법을 이용해 얻어진 프린트 배선판 | |
| US7992296B2 (en) | PCB and manufacturing method thereof | |
| JP2000036660A (ja) | ビルドアップ多層配線板の製造方法 | |
| JP4082776B2 (ja) | プリント配線板の製造方法 | |
| JP4624217B2 (ja) | 回路基板の製造方法 | |
| JP2009123986A (ja) | 多層回路基板の製造方法 | |
| KR100911204B1 (ko) | 빌드업 고집적 회로기판의 제조방법 | |
| US8191249B2 (en) | Method of manufacturing a printed circuit board | |
| JP3716613B2 (ja) | プリント配線板及びその製造方法 | |
| JP2005294873A (ja) | プリント配線板の製造方法 | |
| JP5938948B2 (ja) | 半導体チップ搭載用基板及びその製造方法 | |
| JP2000036659A (ja) | ビルドアップ多層配線板の製造方法 | |
| JP5298740B2 (ja) | 多層回路基板の製造方法 | |
| KR20100109698A (ko) | 인쇄회로기판의 제조방법 | |
| JP5172565B2 (ja) | 多層配線基板の製造方法及び多層配線基板 | |
| KR20100021145A (ko) | Pth를 이용하여 bvh를 형성하는 다층 연성인쇄회로 및 그 제조방법 | |
| JP2000036661A (ja) | ビルドアップ多層配線板の製造方法 | |
| JP2000036662A (ja) | ビルドアップ多層配線板の製造方法 | |
| JP2001203464A (ja) | ビルドアップ多層プリント配線板及びその製造方法 | |
| JP2006086358A (ja) | 両面プリント配線板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Effective date: 20080325 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20080729 Free format text: JAPANESE INTERMEDIATE CODE: A132 |
|
| A02 | Decision of refusal |
Effective date: 20090113 Free format text: JAPANESE INTERMEDIATE CODE: A02 |