JP2005292694A - 投射型映像表示装置 - Google Patents
投射型映像表示装置 Download PDFInfo
- Publication number
- JP2005292694A JP2005292694A JP2004110967A JP2004110967A JP2005292694A JP 2005292694 A JP2005292694 A JP 2005292694A JP 2004110967 A JP2004110967 A JP 2004110967A JP 2004110967 A JP2004110967 A JP 2004110967A JP 2005292694 A JP2005292694 A JP 2005292694A
- Authority
- JP
- Japan
- Prior art keywords
- light
- projection
- light valve
- liquid crystal
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Liquid Crystal (AREA)
- Projection Apparatus (AREA)
Abstract
【課題】 信頼性に優れかつ修理・メンテナンス性に優れた投射型映像表示装置を提供する。
【解決手段】 照明手段100と、照明手段100の照明光を複数色成分へ分光する分光手段と、分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段320と、複数のライトバルブ手段320で変調した光を合成する合成手段600と、合成後の変調光を投射する投射手段10とを有し、ライトバルブ手段320と合成手段600との間に支持部材330を設け、照明手段100の光束を分光し変調し合成した光を投射手段10により投射して映像として表示する投射型映像表示装置1であって、支持部材330は高分子材料からなり、支持部材330とライトバルブ手段320の間の固定手段が金属ねじ500である。
【選択図】 図6
【解決手段】 照明手段100と、照明手段100の照明光を複数色成分へ分光する分光手段と、分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段320と、複数のライトバルブ手段320で変調した光を合成する合成手段600と、合成後の変調光を投射する投射手段10とを有し、ライトバルブ手段320と合成手段600との間に支持部材330を設け、照明手段100の光束を分光し変調し合成した光を投射手段10により投射して映像として表示する投射型映像表示装置1であって、支持部材330は高分子材料からなり、支持部材330とライトバルブ手段320の間の固定手段が金属ねじ500である。
【選択図】 図6
Description
本発明は、液晶パネルなどのライトバルブ素子を使用して、スクリーン上に映像を投影する表示装置に係わり、特に、液晶プロジェクタ装置、背面投射型ディスプレイ装置等の投射型映像表示装置およびそのライトバルブ取り付けに関するものである。
従来、ランプなどの光源からの光を、液晶パネルなどのライトバルブ手段で映像信号に応じて画素毎の濃淡に変える光強度変調を行って、光学像を形成し、その光学像をスクリーンなどに映像として拡大投射する液晶プロジェクタ,背面投射型ディスプレイ装置等の投射型映像表示装置が知られている。
最近の投射型映像表示装置においては、光源からの光を光分離手段で複数色(例えば3色)に分光した光をそれぞれの色を担当するライトバルブ手段(以下では便宜上ライトバルブ手段が液晶パネルであるとして説明する)で変調した後に、合成プリズムにて複数色成分の光を合成し、投射レンズにて装置外部へと投射して映像として表示するものが多い。
このときに、合成プリズムと液晶パネルとの間の位置関係は、光の3原色に対応する3色成分などの複数成分に対応する複数の液晶パネルとの位置が、ともに固定されている必要がある。すなわち、3枚の液晶パネルのうち、1つでも位置が移動してしまったような場合には、合成されて表示される映像に色ずれや焦点ずれが発生し、映像の品質を損なうことになる。
従来より、ライトバルブ手段として液晶パネルを用いた投射型映像表示装置などの製造工程で、合成プリズム周りの液晶パネルの取り付けにおいては、液晶パネルの姿勢・位置調整を行い、投射される映像において3色成分の映像が一致していることを確認する、いわゆるコンバージェンス調整を行っている。そして、コンバージェンス調整後に各液晶パネルの位置で合成プリズムに対して接着などにより固定する固着作業を行っている。
この種の製造工程でのコンバージェンス調整においては、以前のある機種では、液晶パネルのそれぞれに調整機構を持ち、それぞれの姿勢・位置調整を行った後に調整機構を接着するなどして固定するものもあった。この方式では、それぞれの液晶パネルに調整機構をもつことになり、液晶プロジェクタ装置として複雑になり、かつセットサイズが大きくなるなどの事項が課題事項となっていた。このため、最近の方式では、調整機構をセット外部に設け、調整機構を調整時のみ使用して、液晶パネルの合成プリズムに対する位置を調整固定後は、調整機構を取り外してセットには含めない方式が主流となっている。
液晶パネルと合成プリズム間の姿勢・位置調整後に固定する構成の従来技術としては、たとえば下記特許文献1、下記特許文献2、下記特許文献3、下記特許文献4など開示されるものが知られている。
特開2002−372750号公報
特開2002−268032号公報
特開平11−84196号公報
特開2000−105434号公報
上記特許文献1に開示されている従来技術においては、3色成分の合成を行っている合成プリズムであるクロスダイクロイックプリズム(以下疑義を生じない限り「プリズム」と省略する)との周りに、液晶パネルを、取り付け部材を介して取り付けるというものである。このようにすると、液晶パネルの姿勢・位置調整後に、取り付け部材とプリズムとの間を接着することにより、調整機構などの複雑な構成によらず、単純な構成で液晶パネルのコンバージェンス調整及び固定を行うシステムを実現することが可能となる。
この方式においては、液晶パネルを取り付け部材に接着して構成してあり、液晶パネルのいずれかが故障したような場合には、液晶パネルを取り外して、新しい液晶パネルを再取り付けする方法が記載されているが、取り外した液晶パネルの再利用に関しては考慮されていない。すなわち液晶パネルを破壊せずに、取り外せないため、液晶パネルの取り付けに失敗した場合には高価な液晶パネルも廃棄せざるを得ない。
また、液晶パネルの交換の際に、プリズムから取り付け部材を取り外す方法が記載されているが、プリズムの光の入射面側には、ARコートなどの光学コーティング加工を行っている場合が多く、この入射面に取り付け部材を接着してあるため、取り付け部材を取り外す際に、光学コーティング加工面に損傷を与えてしまい、結局高価なプリズムを廃棄せざるを得なくなる場合がある。このように、上記特許文献1の方式では液晶パネルや光学コーティングされたプリズムの再利用について十分に認識されていない。
上記特許文献2に開示されている従来技術においては、液晶パネルを板金部材にねじ止めし、さらにねじ部をプリズムの上下に取り付けてあるモールド部材に溶着固定する構成が開示されている。この構成においては、組み立て後に不具合が発生したような場合でも、液晶パネルを板金部材からねじを外すことにより取り外すことができ、故障していない液晶パネルを再利用することができる。また、プリズムについても、入射面には接着していないため、光学的な損傷を与えることなく支持部材である上下のモールド部材を取り外すことが可能となり、プリズムを再利用することが可能となる。
しかしながら、この従来技術においては、板金部材に液晶パネルを取り付ける方式は、ねじ止めによるものであり、ねじの緩みによる液晶パネルの位置ずれが発生しやすいという点については十分に考慮されていない。また、故障した液晶パネルを再利用する場合には、板金部材及びモールド部材をプリズムから取り外す必要があり、修理は大掛かりとなる点、従来十分に認識されていなかった。
上記特許文献3に開示される従来技術においては、液晶パネルを板金の支持部材に取り付けた後にプリズム及びプリズムを支持しているベースに接着する構成である。この従来技術においては、板金の支持部材と液晶パネルとプリズム及びベースとの接着に失敗したような場合であっても、プリズムと板金の支持部材とを取り外すことにより、プリズムの再利用を図ることができる。
しかしながら、この従来技術においては、板金の支持部材と液晶パネルとの取り付けについては明示されておらず、特に液晶パネルの取り付けが、組み立て後の3色合成位置の安定性について重要であることが十分認識されていない。また、板金の支持部材の接着場所が、プリズム上面とプリズムを支持しているベースにまたがっており、長期間の液晶パネル支持の安定性についても、十分に考慮されていない。
上記特許文献4に開示される従来技術においては、液晶パネル側に取り付けた金属製の枠体と、プリズム側に取り付けた支持枠との間を熱溶融材により溶着して取り付けるという構造である。このようにすることにより、液晶パネルの姿勢・位置調整時と、不具合時の高価なプリズムや液晶パネル部品の再利用とを両立することが可能となる。
この従来技術においては、液晶パネルとそれを支える枠体との間の固定方法については記載がない。すなわち、液晶パネルの取り付けが、組み立て後の3色合成位置の安定性について重要であることが十分認識されていない。
上記した従来技術における課題事項をまとめると、次のようになる。
1.液晶パネルとプリズムの間の調整後の位置固定方式に関しては、調整後に位置がずれない安定した方式とする必要がある。
2.液晶パネルとプリズムとの間の固定方式に関しては、高価な液晶パネルやプリズムのうちのいずれかが故障したような場合に、残りの高価な正常動作部品を再利用できるようにする必要がある。
1.液晶パネルとプリズムの間の調整後の位置固定方式に関しては、調整後に位置がずれない安定した方式とする必要がある。
2.液晶パネルとプリズムとの間の固定方式に関しては、高価な液晶パネルやプリズムのうちのいずれかが故障したような場合に、残りの高価な正常動作部品を再利用できるようにする必要がある。
本発明は、上記した従来技術における課題事項を鑑みて成されたもので、その目的は、上記課題を解決し、信頼性に優れかつ修理・メンテナンス性に優れた投射型映像表示装置を提供することにある。特に、液晶パネルとプリズムとの間の調整・固定に関して、高額部品である液晶パネルやプリズムの再利用が可能でかつ高信頼を実現することを目的としている。
課題を解決するための手段としては、本発明においては、液晶パネルとプリズムとの間に設ける支持部材の材料として、熱可塑性高分子材料を使用し、液晶パネルと支持部材との固定においては、金属ねじを支持部材に対して熱溶着処理を行うものとした。これにより、故障などで液晶パネルを支持部材から取り外す場合には、金属ねじを回して取り外すことにより、高価な液晶パネル側に損傷を与えることなく、再利用可能に取り外すことが可能となる。また、再度液晶パネルを支持部材に取り付ける場合には、金属ねじに替わってプラスチックねじを使用し、さらには、プラスチックねじを熱溶着処理することにより、液晶パネルを支持部材へ固定する構成とした。さらには、プリズムと支持部材との間の接着は、プリズムの光入射・出射面以外で行う構成とし、故障などにより支持部材をプリズムから取り外す場合には、安価な支持部材側の接着部分を取り外すことにより、高価なプリズム側に損傷を与えることがないため、プリズムの再利用が可能となる。
支持部材の金属ねじの溶着部分においては、ねじの下穴は貫通もしくは金属ねじの首下長さより深くし、溶着時には下穴部分が残る構成とした。これにより、液晶パネル交換時には、金属ねじより長いプラスチックねじを用いることで、先端に残った下穴部(不完全ねじ部)に圧入されるようにし、その後の熱溶着処理時にガタなく固定する構成した。
すなわち、本発明は、照明手段と、該照明手段の照明光を複数色成分へ分光する分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光を投射する投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材は高分子材料からなり、前記支持部材と前記ライトバルブ手段の間の固定手段が金属ねじである投射型映像表示装置である。
また、本発明は、上記支持部材と上記ライトバルブ手段の固定部は、上記金属ねじを前記支持部材への熱溶着により固定された構成である投射型映像表示装置である。
そして、本発明は、照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を用いた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材は高分子材料からなり、前記支持部材と前記ライトバルブ手段の間の固定手段が金属ねじである投射型映像表示装置である。
更に、本発明は、上記支持部材と上記ライトバルブ手段との固定部は、上記金属ねじを前記支持部材への熱溶着により固定された構成である投射型映像表示装置である。
また、本発明は、照明手段と、該照明手段の照明光の複数色成分への分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光を投射する投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材に設けた取り付けねじの雌ねじ穴は、非貫通となっている構成とした投射型映像表示装置である。
そして、本発明は、照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を設けた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材に設けた取り付けねじの雌ねじ穴は、非貫通となっている構成とした投射型映像表示装置である。
更に、本発明は、照明手段と、該照明手段の照明光の複数色成分への分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光の投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材に設けた取り付けねじの雌ねじ穴は、貫通した下穴のうち一部不完全ねじ部を設けた構成とした投射型映像表示装置である。
また、本発明は、照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を設けた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、前記支持部材に設けた取り付けねじの雌ねじ穴は、貫通した下穴のうち一部不完全ねじ部を設けた構成とした投射型映像表示装置である。
そして、本発明は、上記支持部材は、逃げ部を設けた投射型映像表示装置である。
本発明によれば、投射型映像表示装置において、プリズムと液晶パネル間の取り付け位置を安定した状態で保つことが可能となり、高品位な画質を保持できる。また、プリズムや液晶パネルの高額部品の一部が故障したような場合に、残りの高額部品を取り外して再利用可能とすることができる投射型映像表示装置を提供することができる。
本発明を実施するための最良の形態を説明する。
以下、図面を参照しながら、本発明の実施例について説明する。なお、全図において、共通な機能を有する構成要素には同一符号を付して示し、また、煩雑さを避けるために、一度述べたものについてはその繰り返した説明を省略する。
以下、図面を参照しながら、本発明の実施例について説明する。なお、全図において、共通な機能を有する構成要素には同一符号を付して示し、また、煩雑さを避けるために、一度述べたものについてはその繰り返した説明を省略する。
実施例1を説明する。図1から図8は、本発明の第1の一実施形態の説明図である。図1から順に説明する。図1は、実施例1の投射型映像表示装置の概観を示す斜視図で、図1(a)は投射型映像表示装置1の正面側、図1(b)は投射型映像表示装置1の背面側を示す。
本実施例の投射型映像表示装置1は、図1(a)に示すように、吸排気口A2が投射レンズ10と同じ方向すなわち正面側に面しており、図1(b)に示すように、吸排気口B3は背面側に設けてある。その他、操作ボタン5、パネル吸気口4などが装置1外部に面して配置されている。投射型映像表示装置1は、操作ボタン5により装置外部から操作して、動作させる。動作時には、投射レンズ10より図示していないスクリーンなどに映像を投射して表示する。
図2は、実施例1の投射型映像表示装置1の内部構成を示す斜視図である。図2において、投射型映像表示装置1の内部には、光学エンジン部300が設けてある。光学エンジン部300には、照明手段100が設けてある。光学エンジン部300では、この照明手段100からの光を光分離手段(図示せず)で3色に分光し、ライトバルブ手段である液晶パネル(図示せず)で変調し、変調後の光をプリズム(図示せず)で合成する。そして、最終的に投射手段である投射レンズ10で装置外部のスクリーン(図示せず)などに投射して映像として表示する。光学エンジン部300に設けられたプリズムユニット310は、プリズムの3面に各色光に対応する液晶パネルを装着したもの(詳細は後述する)で、投射レンズ10はプリズムユニット310に取り付けられている。
図3は、実施例1の投射型映像表示装置内部の光学エンジン部300の説明図である。図3において、光学エンジン部300は、照明手段100、光分離手段(図示せず)、ライトバルブ手段である液晶パネル(図示せず)、光合成手段であるプリズム(図示せず)、および投射手段の投射レンズ10などにより構成されている。そして、プリズムユニット310は、液晶パネル(図示せず)、プリズム(図示せず)及び投射レンズ10を含んだ構成となっている。
図4は、実施例1の投射型映像表示装置1のプリズムユニットの詳細構成を示す。図4において、ライトバルブ手段としての液晶パネルA320が、ライトバルブホルダA330に取り付けられ、プリズム(図示せず)を介してプリズムホルダ380に支持される構成となっている。プリズムホルダ380の出射側には、投射レンズ10が取り付けられている。
プリズムユニット310の構成は、プリズムホルダ380にプリズム(図示せず)が取り付けられ、プリズムをとりかこむようにライトバルブホルダA330,ライトバルブホルダB340,ライトバルブホルダC360が取り付けられている。ライトバルブホルダ330,340,360は、ポリカーボネート材などの熱可塑性高分子材料でできている。ライトバルブホルダA330には液晶パネルA320が、ライトバルブホルダB340には液晶パネルB350が、ライトバルブホルダC360には液晶パネルC370がそれぞれ複数(ここでは4箇所)の金属ねじ500により取り付けられている。投射型映像表示装置の動作時には、それぞれの液晶パネル320,350,370には、分光した各成分の光、たとえば緑、赤、青などの光成分毎の光を入射する。入射された光を、各液晶パネル320,350,370で変調し、プリズムで合成し、投射レンズ10で装置外部へ投射出力する。
図5は、実施例1の投射型映像表示装置1のプリズム周りの各液晶パネルの取り付け状況を示す。図5(a)では、3色成分の液晶パネル320,350,370が取り付いた状態、図5(b)では理解を容易とするために1色成分の液晶パネルA320のみが取り付いた状態をそれぞれ示している。
図5(a)において、プリズム600の周囲に各色成分を担当する液晶パネル320,350,370が取り付けられている。プリズム600の上面610と下面620にライトバルブホルダA330、ライトバルブホルダB340、ライトバルブホルダC360がそれぞれ取り付けられている。これらのライトバルブホルダに液晶パネルA320、液晶パネルB350、液晶パネルC370がそれぞれ4箇所で金属ねじ500により取り付けられている。
なお、図5(b)に示すように、液晶パネルA320とプリズム600との間には、偏光板A410が設けられており、他の液晶パネルとプリズム600との間にも、同様に偏光板が設けられている。
ここで、液晶パネルで画像を表示する仕組みを説明する。液晶パネルA320に入射する光は、あらかじめ図示しない偏光変換手段により偏光方向がそろった(たとえばS偏光とする)の光となっている。液晶パネルA320の液晶部分では、各画素毎に偏光方向を回転する/しないの制御を行って、入射光の変調を行う。偏光方向を回転させるように制御した画素に対応する光は、P偏光になって出射する。ここで、偏光板A410の透過方向に設定してある偏光方向は、先ほどの回転した画素部分の光の偏光方向であるP偏光と一致する配置になっており、液晶パネルA320で偏光が回転した画素に対応した光は、偏光板A410を透過し、プリズム600に入射する。液晶パネルA320で回転しない画素に対応した光は、S偏光のままであるため、偏光板A410に吸収され、プリズム600には入射しない。
このようにして、偏光板A410と液晶パネルA320との組み合わせにより、液晶パネルA320の画素毎のオン/オフの制御動作が実現され、さらに、この画素毎の制御を組み合わせて1枚の光学像である画像として表示することが可能となる。
3色成分の液晶パネル320,350,370から出射された光は、プリズム600にて合成される。3色成分の合成は、プリズム600内部のクロスダイクロイックミラー面(図示せず)により実現される。液晶パネルA320から出射された光は、プリズム600では透過して直進する。また、液晶パネルB350及び液晶パネルC370から出射された光は、プリズム600内部のそれぞれ図示しないクロスダイクロイックミラー面で直角に反射して、投射レンズ10方向に進む。このようにして、3色成分のそれぞれを担当する液晶パネル320,350,370からの映像を、プリズム600が合成することができる。
3色成分の合成後の表示位置を、完全に一致させるためには、投射レンズ10側から見て、3枚の液晶パネル320,350,370が同じ焦点位置、同じ画面位置にある必要がある。このために、プリズム600周りに液晶パネル320,350,370を固定する場合には、上記特許文献1乃至4と同じく液晶パネル320,350,370の位置合わせ調整(コンバージェンス調整)を行い、コンバージェンス調整後には、液晶パネル320,350,370の位置がずれると、合成される映像が乱れることになるため、調整後の位置が確実に固定される様にする。
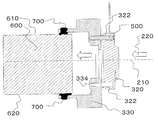
図6は、実施例1における液晶パネルの取り付け状態の断面図である。ここで、図6ではその取り付け状態を、液晶パネルA320を用いて代表的に示している。また、説明のため、図中の液晶パネルA320の取り付け部のうち、上側はねじが入った状態で、下側はねじを溶着する前の状態を示している。また、液晶パネルA320とプリズム600との間には、偏光板が設置されているが、説明を簡略化するために省略している。
本実施例においては、まずコンバージェンス調整前に、ライトバルブホルダA330に液晶パネルA320を金属ねじ500によって溶着固定する。そして、プリズム600に対して液晶パネルA320を溶着固定したライトバルブホルダA330の位置をコンバージェンス調整し、その調整後にプリズム600とライトバルブホルダA330との接着処理をプリズム上面610と下面620で行っている。このように、コンバージェンス調整前に既にライトバルブホルダA330には液晶パネルA320が金属ねじを介して溶着固定されているため、コンバージェンス調整後の液晶パネル位置は確実に固定されている。
ここで、ライトバルブホルダA330と液晶パネルA320の取り付け方法を説明する。ライトバルブホルダA330は、熱可塑性高分子材料でできており、下穴334が設けてある。液晶パネルA320の取り付け穴部322に挿入した金属ねじ500の先端部501をさらにライトバルブホルダA330の下穴334に挿入し、金属ねじ500を加熱して下穴334部を溶融した後に、冷却固化して固定する、いわゆる溶着により取り付けられている。ライトバルブホルダA330と液晶パネルA320の取り付け部は、少なくとも複数箇所あり、他の取り付け部も同様に溶着する。
このとき、ライトバルブホルダA330は、例えばポリカーボネート製で融点は160℃に対して、金属ねじ500は例えば鉄製で、融点は1200℃、液晶パネルA320の外枠は、例えばマグネシウム合金製で融点は650℃となっている。すなわち、それぞれの部品の融点の設定は、ライトバルブホルダA330に対してパネル側の金属ねじと液晶パネルのライトバルブホルダとパネル側部品の融点が異なる設定となった組み合わせ構成である。
ライトバルブホルダA330とプリズム600との固定は、接着剤700により固定されている。また、他の液晶パネルも同様にライトバルブホルダに溶着固定され、プリズム600に接着固定されている。
なお、液晶パネルA320に入射する光は、光軸210にそって、矢印220の方向に進む。そして、液晶パネルA320で変調された後に、プリズム600へと進む。
図5で説明したように、この1色成分の構成が3つあり、それぞれの液晶パネル部分で変調された光がプリズム600に進み、合成される。
図7は、実施例1における図6に示す溶着部分の詳細説明図である。図7(a)は溶着前の状態で、図7(b)が溶着後の状態を示している。図7(a)において、ライトバルブホルダA330の下穴334部の取り付け側には逃げ部333が設けてある。このとき、金属ねじ500の呼び径(例えば1.6mmなど)は、ライトバルブホルダA330の下穴334の内径(例えば1.2mmなど)より大きくかつ液晶パネルA320の取り付け穴部322の内径(例えば1.9mmなど)よりも小さい。また、液晶パネルA320の取り付け穴部322の開口部にはテーパ部321が設けてある。
図7(b)に示すように、液晶パネルA320は取り付け穴部322に挿入された金属ねじ500によってライトバルブホルダA330に取り付けられている。金属ねじ500の溶着処理後には、金属ねじ500のねじ山部付近のライトバルブホルダA330には、溶着されて固化した雌ねじ部338ができる。このとき、溶着処理により、余分な樹脂が溶け出して逃げ部333にバリ部337が、下穴部334にもバリ部339がそれぞれ出来上がる。また、金属ねじ500のテーパ部502は、液晶パネルA320のテーパ部321に倣って取り付けられる。すなわち、ライトバルブホルダA330の下穴334の中心ではなく、液晶パネルA320の取り付け穴部322の位置に倣って金属ねじ500が取り付けられるため、通常の金属ねじの取り付け方法で起きることがある液晶パネル側とライトバルブ側との穴ピッチの違いに伴う応力の発生がない。溶着処理は、熱溶融性高分子材料でできているライトバルブホルダA330の下穴部334の一部を金属ねじ500を経由して図示しない手段により加熱して溶融することにより行われる。このとき、溶融した熱溶融性高分子材料は、周囲の金属ねじ500の形状に倣った形態に変形する。冷却後固化しても、その変形した状態が保たれる。変形した状態では、内部応力が開放されており、結局液晶パネルA320とライトバルブホルダA330との間には特段の応力が発生しない。このため、ライトバルブホルダA330に液晶パネルA320を取り付けても、取り付けに伴う内部応力が発生せず、取り付け後に徐々に内部応力が開放されて、液晶パネルA320の取り付け位置がずれるというようなことはない。
また、ライトバルブホルダA330側の形状を、液晶パネルA320にガイドされた金属ねじ500の形状に倣って溶融変形させるため、溶着処理後には、ライトバルブホルダA330に対して、液晶パネルA320が移動することがない。すなわち、図7に示す金属ねじ500の軸方向である矢印B250方向及び直交方向の矢印C260には液晶パネルA320のテーパ部321に対して、金属ねじテーパ部502が対向しており、液晶パネルA320はライトバルブホルダA330との位置関係は移動することはない。矢印B250の逆方向に移動しようとした場合には、ライトバルブホルダA330の取付け面があり、この部分で液晶パネルA320の位置移動が制限される。
図7の説明では、1個所の溶着部の説明であるが、図5及び図6で説明したように、液晶パネルを取り付ける複数箇所の溶着部(本実施形態では4箇所)についても同等の溶着処理を行っており、液晶パネルとライトバルブホルダの位置関係において、矢印B250及び矢印C260方向のみならず回転方向の移動も規制している。なお、この回転方向の移動規制は少なくとも2箇所の溶着があれば十分であり、この場合には溶着部が対角方向の位置関係にあるのが好ましい。
また、上記ではライトバルブホルダA330と液晶パネルA320の固定について説明したが、他のライトバルブホルダ340,350や他の液晶パネル350,370においても、同様である。
以上のようにして、ライトバルブホルダ330,340,360と液晶パネル320,350,370をストレス無く固定することが可能となる。
図8−1、図8−2は、実施例1における液晶パネルの交換時の状態を示す断面図である。プリズム周りに設けた複数の液晶パネルのうち1枚が不良であったり、故障したような場合は、修理または交換する液晶パネルを取り外して、交換する必要がある。
このような場合には、金属ねじをドライバなどで回して取り外し、液晶パネルを交換することができる。すなわち、金属ねじを取り外すだけで、液晶パネル及びライトバルブホルダに損傷を与えることなく取り外す事が可能である。
図8−1(a)は、新しい液晶パネルに交換後の取り付け固定前の状態を示している。熱溶融性樹脂(例えば溶融温度160℃など)でできたプラスチックねじ800を、先ほどのライトバルブホルダ330にできた雌ねじ部338にねじ込む。この雌ねじ部338は、図7で説明した金属ねじを溶着処理した時点で、金属ねじのねじ山形状に倣ってできたものであり、金属ねじを回転して取り外しても、雌ねじとして機能する。また、金属ねじの及んでいない部分の下穴部334やバリ部339については、不完全ねじ部として存在している。新たに取り付けるプラスチックねじの800首下ねじ長さ(例えば10mmなど)は、先ほどの金属ねじの首下ねじ長さ(例えば8mmなど)よりも長いねじとしてある。
図8−1(b)は、プラスチックねじ800をライトバルブホルダの雌ねじ部338に取り付けた状態を示す。プラスチックねじ800は、元の金属ねじよりも首下長さが長いため、ねじ込むと先端部801では、雌ねじ部338の図8−1(a)で示したバリ部339及び下穴334の残存部のいわゆる不完全ねじ部に食い込んで圧入された状態で止まり、圧入部390ができる。一方、液晶パネルA320に対してはねじのテーパ部810とパネルのテーパ部321との間に隙間が空いた状態となっており、この図8−1(b)の状態では、液晶パネルは固定されていない。すなわち、液晶パネルA320は、その取り付け穴径(例えば1.9mmなど)は、プラスチックねじ800の呼び径(例えば1.6mmなど)よりも大きく、この差分の範囲で取り付け位置を変更することが可能である。このとき、プラスチックねじ800の先端部分は、雌ねじ部338の不完全ねじ部に圧入された状態になっているため、通常の雄ねじと雌ねじの組み合わせの状態で起きるガタは無くなった状態となっている。すなわち、プラスチックねじ800とライトバルブホルダA330とはガタなしに止まっており、プラスチックねじ800と液晶パネルA320とは隙間をもって可動状態となっている。そして、図示しない装置外部に設けたコンバージェンス調整手段により、コンバージェンス調整を行い、液晶パネルA320の取り付け位置を確定後に、プラスチックねじ800の頭部を溶融して溶着固定する。
図8−2(c)は、あとから取り付けたプラスチックねじ800がガタなしにライトバルブホルダ330に止まっている状態の説明図である。プラスチックねじ800の先端部801は、不完全ねじ部に食い込んで、圧入部390の状態となる。ねじが食い込んだ方向の逆方向には、雄ねじ部803とライトバルブホルダA330の雌ねじ部338とが対向している。このため、プラスチックねじ800とライトバルブホルダA330とは、ガタなしに固定される。
図8−2(d)は、プラスチックねじ800の頭部を溶着して、液晶パネルを固定した状態を示す。液晶パネルA320の位置を調整して3つのパネルの画素焦点での位置合わせ(コンバージェンス調整)を、図示していない調整機構を用いて行った後、熱溶融性高分子材料でできているプラスチックねじ800頭部を加熱して溶融することにより、液晶パネルA320をライトバルブホルダA330に対して固定することができる。このとき、溶融した熱溶融性高分子材料は、内部応力が開放されて、周囲の液晶パネルA320は穴部形状に倣った形態に変形し、冷却後固化後も、その変形した状態が保たれる。変形した状態では、内部応力が開放されており、結局液晶パネルA320とライトバルブホルダA330との間には特段の応力が発生しない。このため、ライトバルブホルダA330に液晶パネルA320を取り付けても、取り付けに伴う内部応力が発生せず、取り付け後に徐々に内部応力が開放されて、液晶パネルA320の取り付け位置がずれるというようなことはない。
すなわち、図8−2(d)に示す溶着部830の軸方向である矢印B250方向には液晶パネルA320のテーパ部321に対して、溶着側テーパ部811が対向しており、液晶パネルA320は、ライトバルブホルダA330との位置関係は移動することはない。矢印B250の逆方向に移動しようとした場合には、ライトバルブホルダA330の取付け面があり、この部分で液晶パネルA320の位置移動が制限される。
図8−2(d)に示す溶着部830の直交方向である矢印C260方向には、液晶パネルA320の穴部322に対して溶着側ストレート部820が対向しており、こちらの方向に対しても液晶パネルA320とライトバルブホルダA330との位置関係は移動することがない。
以上、実施例1によると、高価な液晶パネルやプリズム部品の故障などの場合に、故障していない部品を取り外して交換を容易に行うことが可能となり、残りの高価な部品の再利用、ひいては高品質な投射型映像表示装置を低価格にて提供可能となる。
また、液晶パネルの固定に溶着を用いているため、液晶パネルにストレスを与えることなく、高精度かつ高信頼性を持った状態で取り付けを行うことが可能となる。
実施例2を説明する。図9は、本発明による第2の実施形態の構成を示す説明図である。図9(a)は最初に取り付けた状態のライトバルブホルダ周りの説明図、図9(b)は交換した液晶パネルの溶着前の状態を示す説明図、図9(c)は、交換後の溶着処理後の状態を示す説明図である。
図9(a)では、最初に液晶パネルA320を金属製のライトバルブホルダA380に取り付けた状態では、金属ねじ650が締結手段として機能している。この状態では、金属ねじ650の先端部651は、金属製ライトバルブホルダA380の雌ねじ部720に勘合し不完全雌ねじ部730には達していない。液晶パネルA320は、金属ねじ650によりライトバルブホルダA380に取り付けられ固定されている。
図9(b)は、液晶パネル交換後に、新たに取り付けたプラスチックねじ850を雌ねじ部720に取り付けた状態を示す。プラスチックねじ850は、元の金属ねじ650(例えば長さ8mm)よりも長い(例えば長さ10mmなど)ため、先端部851では、雌ねじ部720の不完全ねじ部730に食い込んで止まるが、液晶パネル320のテーパ部321とプラスチックねじ850のテーパ部860との間では隙間が空いた状態となっており、この図9(b)の状態では液晶パネルは固定されていない。
図9(c)は、プラスチックねじ850を溶着して、液晶パネルを固定した状態を示す。液晶パネルA320の位置を調整して3つのパネルの画素焦点での位置合わせ(コンバージェンス調整)を図示していない調整機構を用いて行った後、プラスチックねじ850頭部を加熱して溶融することにより、液晶パネルA320をライトバルブホルダA380に対して固定することができる。
溶着処理は、熱溶融性高分子材料でできているプラスチックねじ850の頭部を加熱して溶融することにより行われる。溶着部880では、溶融した熱溶融性高分子材料は、周囲の液晶パネル320の穴部形状に倣った形態に変形する。冷却後固化しても、その変形した状態が保たれる。変形した状態では、内部応力が開放されており、結局液晶パネルA320とライトバルブホルダA380との間には特段の応力が発生しない。このため、ライトバルブホルダA380に液晶パネルA320を取り付けても、取り付けに伴う内部応力が発生せず、取り付け後に徐々に内部応力が開放されて、液晶パネルA320の取り付け位置がずれるというようなことはない。
ここで、矢印B250方向に液晶パネルが移動しようとすると、液晶パネルA320のテーパ部321に対して溶着側テーパ部840が対向しており、移動できない。矢印C260方向に液晶パネルが移動しようとすると、液晶パネルA320の取り付け穴部322に対向する溶着側ストレート部860が移動を阻止する。また、回転方向に関しては、複数箇所の溶着場所を設けることにより規制することが可能である。
このように、金属製のライトバルブホルダA380を設けた場合であっても、雌ねじ部720の一部に不完全雌ねじ部730を設け、最初の取り付けねじ650は雌ねじ部720のみを使用し、液晶パネル交換後にはプラスチックねじ850を不完全雌ねじ部730までねじ込んで、ねじ止めのガタを無くした後、プラスチックねじ850の頭部を溶着することにより、液晶パネルの交換を可能にすることができる。
実施例3を説明する。図10は、本発明による第3の実施形態を示す説明図である。図10(a)では交換後の取り付け状態を、図10(b)では交換後のねじ部のガタ防止の状態を示している。なお、本実施例では、ライトバルブホルダA930の取り付けねじ穴が非貫通型のものである。最初にライトバルブホルダA930に液晶パネルA320を取り付ける場合には、例えば長さ8mmなどの金属ねじを用いて取り付ける。液晶パネルが故障したような場合、図10(a)のように液晶パネルを交換後に、例えば長さ11mmのプラスチックねじ900を用いて取り付ける。このようにすると、ライトバルブホルダA930のねじ穴の底940にプラスチックねじ900の先端部901があたって止まる。図10(a)では、さらにプラスチックねじ900の頭部を溶着処理した状態を示している。このように、プラスチックねじ900の溶着部939により、位置調整後の液晶パネルA320は固定される。このときの、プラスチックねじ900とライトバルブホルダA930のねじ穴との関係詳細を図10(b)に示す。ねじ穴の底部940とプラスチックねじ900の先端部901とが対向し、逆側では雄ねじ部920と雌ねじ部941とが対向しバランスする。この状態で、プラスチックねじ900はライトバルブホルダA930に固定され、ガタが無い状態となっている。
実施例4を説明する。図11は、本発明による第4の実施形態を示す説明図である。図11には、液晶パネル交換後の取り付け状態を示している。すなわち、ライトバルブホルダA450に取り付けられたプラスチックねじ460は、その雄ねじ部462をライトバルブホルダA450の雌ねじ部452にねじ込んだ状態で、プラスチックねじ460の段付き部464が雌ねじ部452の一部に食い込んだ状態で固定されている。この状態で、ライトバルブホルダA450とプラスチックねじ460とはガタなしで固定されている。さらに、プラスチックねじ460の頭部は溶着処理されて、溶着部466で位置調整後の液晶パネルA320を固定しており、液晶パネルA320の位置は移動しない。このように、段付きねじを用いるものでも同様の効果がある。
実施例5を説明する。図12は、本発明による第5の実施形態を示す説明図である。図12では、液晶パネル交換後の取り付け状態を示している。すなわち、ライトバルブホルダ450に取り付けられたプラスチックねじ470は、その雄ねじ部472をライトバルブホルダ450の雌ねじ部452にねじ込んだ状態で、プラスチックねじ470のすり割部474が広がって雌ねじ部452とのガタを無くしている。すなわち、プラスチックねじ470とライトバルブホルダA450との間はガタなしで固定されている。さらに、プラスチックねじ470の頭部は溶着処理されて、溶着部476で位置調整後の液晶パネルA320を固定しており、液晶パネルA320の位置は移動しない。このように、すり割付きねじを用いるものでも同様の効果がある。
上記した実施例の説明においては、ライトバルブ手段として、液晶パネル(透過型)の例で説明したが、他のライトバルブ手段、たとえば微小鏡回転方式などの手段や反射型液晶パネルなどの手段を用いても同様に構成でき、同等の効果が得られることは言うまでも無い。
また、プリズム構成は、3色成分を合成するクロスダイクロイックプリズムの構成で説明したが、他のプリズム構成、たとえば三角プリズム(全反射プリズム)による合成システムや2色成分の合成システムであっても、同様に構成でき、同等の効果が得られることは言うまでも無い。
さらに、実施例1の説明では、液晶パネルの外枠部材をマグネシウム合金製とし、最初に溶着固定するねじを金属ねじとし、ライトバルブホルダの材料をポリカーボネート製のもので説明したが、これに限定されるものではなく、他の素材の組み合わせ、たとえば液晶パネルの外枠部材をポリカーボネートとし、ライトバルブホルダの材料をABS樹脂とするなどの高分子材料で、金属ねじの材料を真鍮とし、2回目以降のねじをポリカーボネート製とするなどの場合などであっても、同様に構成でき、同等の効果が得られることは言うまでも無い。実施例2の説明では、液晶パネルの外枠部材をマグネシウム合金製とし、最初に固定するねじを金属ねじとし、ライトバルブホルダの材料を金属製のもので説明したが、これに限定されるものではなく、他の素材の組み合わせ、たとえば液晶パネルの外枠部材をポリカーボネートとし、ライトバルブホルダの材料を金属とするなどとし、ねじの材料を真鍮とする場合で2回目以降のねじをポリカーボネート製とするなどの場合であっても、同様に構成でき、同等の効果が得られることは言うまでも無い。
また、液晶パネルの固定手段として、熱溶着を用いて説明したが、溶着方式として、熱溶着以外の超音波溶着など、最終的に熱可塑性材料のライトバルブホルダの一部を溶融して金属ねじ形状に倣って冷却固化して固定するものであれば、同様に構成でき、同等の効果が得られることは言うまでも無い。
1 投射型映像表示装置
2 吸排気口A
3 吸排気口B
4 パネル吸気口
5 操作ボタン
10 投射レンズ
100 照明手段
210 光軸
220 矢印
250 矢印B
260 矢印C
320 液晶パネルA
321 テーパ部
322 取り付け穴部
330 ライトバルブホルダA
333 逃げ部
334 下穴
337 バリ部
338 雌ねじ部
339 バリ部
340 ライトバルブホルダB
350 液晶パネルB
360 ライトバルブホルダC
370 液晶パネルC
380 金属ライトバルブホルダA
390 圧入部
410 偏光板A
450 ライトバルブホルダA
460 プラスチックねじ
462 雄ねじ部
464 段付き部
466 溶着部
470 プラスチックねじ
472 雄ねじ部
474 すり割部
500 金属ねじ
501 先端部
502 テーパ部
600 プリズム
650 金属ねじ
651 先端部
700 接着剤
720 雌ねじ部
730 不完全ねじ部
800 プラスチックねじ
801 先端部
810 テーパ部
830 ストレート部
840 テーパ部
850 プラスチックねじ
851 先端部
880 溶着部
900 プラスチックねじ
901 先端部
930 ライトバルブホルダA
940 ねじ穴底
2 吸排気口A
3 吸排気口B
4 パネル吸気口
5 操作ボタン
10 投射レンズ
100 照明手段
210 光軸
220 矢印
250 矢印B
260 矢印C
320 液晶パネルA
321 テーパ部
322 取り付け穴部
330 ライトバルブホルダA
333 逃げ部
334 下穴
337 バリ部
338 雌ねじ部
339 バリ部
340 ライトバルブホルダB
350 液晶パネルB
360 ライトバルブホルダC
370 液晶パネルC
380 金属ライトバルブホルダA
390 圧入部
410 偏光板A
450 ライトバルブホルダA
460 プラスチックねじ
462 雄ねじ部
464 段付き部
466 溶着部
470 プラスチックねじ
472 雄ねじ部
474 すり割部
500 金属ねじ
501 先端部
502 テーパ部
600 プリズム
650 金属ねじ
651 先端部
700 接着剤
720 雌ねじ部
730 不完全ねじ部
800 プラスチックねじ
801 先端部
810 テーパ部
830 ストレート部
840 テーパ部
850 プラスチックねじ
851 先端部
880 溶着部
900 プラスチックねじ
901 先端部
930 ライトバルブホルダA
940 ねじ穴底
Claims (9)
- 照明手段と、該照明手段の照明光を複数色成分へ分光する分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光を投射する投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材は高分子材料からなり、前記支持部材と前記ライトバルブ手段の間の固定手段が金属ねじであることを特徴とする投射型映像表示装置。 - 請求項1記載の投射型映像表示装置において、
上記支持部材と上記ライトバルブ手段の固定部は、上記金属ねじを前記支持部材への熱溶着により固定された構成であることを特徴とする投射型映像表示装置。 - 照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を用いた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材は高分子材料からなり、前記支持部材と前記ライトバルブ手段の間の固定手段が金属ねじであることを特徴とする投射型映像表示装置。 - 請求項3記載の投射型映像表示装置において、
上記支持部材と上記ライトバルブ手段との固定部は、上記金属ねじを前記支持部材への熱溶着により固定された構成であることを特徴とする投射型映像表示装置。 - 照明手段と、該照明手段の照明光の複数色成分への分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光を投射する投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材に設けた取り付けねじの雌ねじ穴は、非貫通となっている構成としたことを特徴とする投射型映像表示装置。 - 照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を設けた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材に設けた取り付けねじの雌ねじ穴は、非貫通となっている構成としたことを特徴とする投射型映像表示装置。 - 照明手段と、該照明手段の照明光の複数色成分への分光手段と、該分光手段で分光した複数色成分毎の光を変調する複数のライトバルブ手段と、該複数のライトバルブ手段で変調した光を合成する合成手段と、合成後の変調光の投射手段とを有し、前記ライトバルブ手段と前記合成手段との間に支持部材を設け、前記照明手段の光束を分光し変調し合成した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材に設けた取り付けねじの雌ねじ穴は、貫通した下穴のうち一部不完全ねじ部を設けた構成としたことを特徴とする投射型映像表示装置。 - 照明手段と、ライトバルブ手段と、投射手段とを有し、前記ライトバルブ手段の取り付け支持部材を設けた構成とし、前記照明手段の光束を前記ライトバルブ手段で変調した光を前記投射手段により投射して映像として表示する投射型映像表示装置であって、
前記支持部材に設けた取り付けねじの雌ねじ穴は、貫通した下穴のうち一部不完全ねじ部を設けた構成としたことを特徴とする投射型映像表示装置。 - 請求項1〜8のいずれか1項に記載の投射型映像表示装置において、
上記支持部材は、逃げ部を設けたことを特徴とする投射型映像表示装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110967A JP2005292694A (ja) | 2004-04-05 | 2004-04-05 | 投射型映像表示装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110967A JP2005292694A (ja) | 2004-04-05 | 2004-04-05 | 投射型映像表示装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005292694A true JP2005292694A (ja) | 2005-10-20 |
Family
ID=35325647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110967A Pending JP2005292694A (ja) | 2004-04-05 | 2004-04-05 | 投射型映像表示装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005292694A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017156836A (ja) * | 2016-02-29 | 2017-09-07 | レノボ・シンガポール・プライベート・リミテッド | 電子機器の製造方法、電子機器及び電子機器用脚 |
| JP2018004983A (ja) * | 2016-07-04 | 2018-01-11 | キヤノン株式会社 | 現像装置の再生産方法 |
-
2004
- 2004-04-05 JP JP2004110967A patent/JP2005292694A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017156836A (ja) * | 2016-02-29 | 2017-09-07 | レノボ・シンガポール・プライベート・リミテッド | 電子機器の製造方法、電子機器及び電子機器用脚 |
| JP2018004983A (ja) * | 2016-07-04 | 2018-01-11 | キヤノン株式会社 | 現像装置の再生産方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4582213B2 (ja) | 光学装置およびプロジェクタ | |
| US6565213B1 (en) | Projection apparatus | |
| CN100523997C (zh) | 投影型映像显示装置 | |
| CN100440031C (zh) | 投影型映像显示装置 | |
| WO2014002400A1 (ja) | 画像表示装置 | |
| US20020057419A1 (en) | Projector | |
| US20020126379A1 (en) | Base frame for mounting illumination optical system and illumination optical system and projector using the same | |
| JP2005292694A (ja) | 投射型映像表示装置 | |
| JP4158617B2 (ja) | 投射型映像表示装置 | |
| JP3099869U (ja) | カラーホイールアセンブリ | |
| JP4962601B2 (ja) | 光学装置およびプロジェクタ | |
| JP2009058726A (ja) | 光源装置および表示装置 | |
| CN101377612A (zh) | 投影仪及其对比度调节装置 | |
| JP2008090196A (ja) | プリズムユニット及びこれを用いた投射型表示装置 | |
| CN221529047U (zh) | 光源装置及投影设备 | |
| JP2005215175A (ja) | プロジェクタ | |
| JP2009075228A (ja) | 光合成装置、光学エンジン及び画像投影表示装置 | |
| JP4194256B2 (ja) | 液晶投射型表示装置 | |
| JP2005140895A (ja) | 投写型表示装置 | |
| CN108572501A (zh) | 光学装置、投影仪以及制造方法 | |
| KR100373933B1 (ko) | 액정 빔 프로젝터용 액정 브라켓 | |
| JP2007163654A (ja) | プロジェクタ | |
| JP2002214701A (ja) | 光照射装置、光変調装置の固定装置、およびプロジェクタ | |
| JP2006301046A (ja) | 投射型映像表示装置、光学ユニット、投射型映像表示装置におけるライトバルブの固定構造及びライトバルブの固定方法 | |
| JP2002174851A (ja) | 投射型表示装置 |