JP2005288620A - 可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 - Google Patents
可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 Download PDFInfo
- Publication number
- JP2005288620A JP2005288620A JP2004106672A JP2004106672A JP2005288620A JP 2005288620 A JP2005288620 A JP 2005288620A JP 2004106672 A JP2004106672 A JP 2004106672A JP 2004106672 A JP2004106672 A JP 2004106672A JP 2005288620 A JP2005288620 A JP 2005288620A
- Authority
- JP
- Japan
- Prior art keywords
- side member
- fixed
- movable
- mold
- movable side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Mounting Of Bearings Or Others (AREA)
- Automatic Assembly (AREA)
- Support Of The Bearing (AREA)
- Bearings For Parts Moving Linearly (AREA)
Abstract
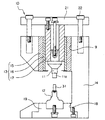
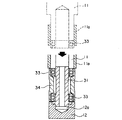
【解決手段】外フレーム14に沿って移動可能に配置した可動側部材と、前記外フレームに対して固定して配置した固定側部材とを互いに同心に位置決めする装置であって、前記可動側部材は、外フレームに沿って平行に摺動可能で、荷重中心と同心に配置されたガイド手段13に同心で嵌合固定されており、前記ガイド手段は、外フレームに固定されるブッシュ15と、該ブッシュとの間に案内部材16を介して摺動可能に配設されているポスト17とからなり、前記案内部材は、前記ブッシュとポストに備えた転動案内面と線接触する多数のころを組込んで構成されており、該ころは前記転動案内面と負のすきまで接している。
【選択図】 図1
Description
ガイド手段がすきまを有しているので、上下型を高精度に芯出しして取り付けても加工中に芯ずれを生じ、金型のカジリ、破損による金型寿命の低下が発生する。
また、上下型のすきまを小さくできないことや、下死点精度がでないこと等により加工精度の低下という不都合を生じていた。
すなわち、このような金型装置の下型に軸を立設固定し、そして治具を取り付けた上型を介して、軸受を前記下型に配した軸の一端に圧入した後、該軸受の外径にハウジングを圧入し、そして前記軸の他端とハウジングの間に他方の軸受を圧入して組み立てていた。しかし、前記したように作業中に生じ得る芯ずれなどの不具合により、このような圧入作業の作業性、圧入精度などが低いという問題を抱えているのが現状であった。
すなわち、ガイド手段を荷重中心に配設した可動部材と固定部材の同心取り付け構造とガイド手段を負のすきまで予圧をかけた構造にすることにより、案内剛性と位相剛性が改善され、高い繰り返し精度が実現することができ、可動側部材と固定側部材における高精度でスムースな位置決め動作と高精度加工が可能となる。
例えば、金型の開閉装置として使用する場合、金型寿命と加工精度の改善が図れ、圧入を伴う軸受ユニット組立装置として使用する場合には、作業性改善による作業能率向上を図り、低コスト化を図ことができる。
すなわち、本発明によれば、外フレームに対して固定して配置される部材(例えば、前記下型や、軸等)を固定側部材とし、前記外フレームに沿って移動可能に配置される部材(例えば、前記上型や、前記軸に組込まれる軸受やハウジング等)を可動側部材とし、該可動側部材がガイド手段によって固定側部材方向へと同心で移動し位置決めされて所望な作業(金型開閉作業や型締作業、若しくは軸受ユニットの組立て作業)が行ない得る。
また、本実施例では、前記軸方向の転動体8群を周方向に等間隔若しくは略等間隔で6列備える構成を採用している。
また、前記ブッシュ15、摺動部17および案内部材16は、一例を示したにすぎず、何等限定されず本発明の範囲内で変更可能である。
この結果、上下型の同軸度を高精度に保持でき、加工精度と金型の耐久性の向上に寄与することとなる。
尚、本実施例では可動側部材としての可動型に上型11を、固定側部材としての固定型に下型12をもって説明するが、上型を固定型としての固定側部材とし、下型を可動型としての可動側部材とすることも可能で本発明の範囲内である。
「第1工程」
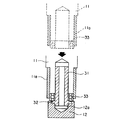
図1及び図5は第1工程にかかる概略図であり、この第1工程は、軸31のフランジ32側外周面に軸受33を圧入する状態を示す。下型12の位置決め穴12a内へ一端側にフランジ32を有する軸31を挿入した後、上型11のホールド治具11aに軸受33を装着し、該上型11の下降により、軸31のフランジ32面まで前記軸受33を加圧圧入する。
図6は第2工程にかかる概略図であり、この第2工程は、前記軸受33を軸31に圧入した後、その軸受33外径にハウジング34を圧入する状態を示す。すなわち、前記フランジ32に当接する位置まで軸受33を圧入した軸を、下型12の位置決め穴12aに挿入した後、上型11のホールド治具11aに装着したハウジング34を下降させることにより、ハウジング34内側面部が軸受33の外径と密着するまで加圧圧入する。
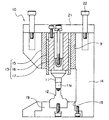
図2及び図7は第3工程にかかる概略図であり、この第3工程は、前記軸受33の外径にハウジング34を圧入した部品の軸31の一端側近傍に、軸受33を圧入する状態を示す。下型12の位置決め穴12aに前記部品を挿入した後、上型11のホールド治具11aに装着した軸受33を上型11の下降によりハウジング34内周面と軸31外周面とに同時に加圧圧入する。
さらに、金型装置の作業能率向上により、製造コストを削減することに寄与することとなる。
11 上型(可動側部材)
12 下型(固定側部材)
13 ガイド手段
14 外フレーム
15 ブッシュ
16 案内部材
17 ポスト
31 軸(固定側部材)
33 軸受(可動側部材)
34 ハウジング(可動側部材)
Claims (7)
- 外フレームに沿って移動可能に配置した可動側部材と、前記外フレームに対して固定して配置した固定側部材とを互いに同心に位置決めする装置であって、
前記可動側部材は、外フレームに嵌合固定されたガイド手段に同心で嵌合され、
前記ガイド手段は、外フレームに固定される固定部と、前記可動側部材を取付け配置すると共に、前記固定部との間に案内部材を介して外フレームに沿って移動可能に配設されている摺動部とからなり、
前記案内部材は、前記固定部と摺動部に備えた転動案内面と線接触する多数の転動体と、該転動体を組込む保持器とで構成されており、該転動体は前記転動案内面と負のすきまで接していることを特徴とする可動側部材と固定側部材の位置決め装置。 - 転動案内面が、周方向に略等間隔で6面以上備えていることを特徴とする請求項1に記載の可動側部材と固定側部材の位置決め装置。
- 転動体は、ころであることを特徴とする請求項1又は2に記載の可動側部材と固定側部材の位置決め装置。
- 軸受とハウジングと軸を一体的に組み立てる軸受ユニットの組立装置であることを特徴とする請求項1乃至3のいずれかに記載の可動側部材と固定側部材の位置決め装置。
- 固定側部材は、下型に備えた位置決め穴に立設固定される軸であり、可動側部材は、ガイド手段の摺動部に同心で備えたホールド治具を介して保持されると共に、前記軸に位置決めして組込まれる複数個の軸受とハウジングであることを特徴とする請求項4に記載の可動側部材と固定側部材の位置決め装置。
- 可動型を可動側部材とし、固定型を固定側部材とし、前期可動型と固定型の位置決めをすると共に、開閉作動する金型の開閉装置であることを特徴とする請求項1乃至3のいずれかに記載の可動側部材と固定側部材の位置決め装置。
- 請求項1乃至3のいずれかに記載の可動側部材と固定側部材の位置決め装置を用いて軸受とハウジングと軸を一体に組み立てることを特徴とする軸受ユニットの組立方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106672A JP2005288620A (ja) | 2004-03-31 | 2004-03-31 | 可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106672A JP2005288620A (ja) | 2004-03-31 | 2004-03-31 | 可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005288620A true JP2005288620A (ja) | 2005-10-20 |
| JP2005288620A5 JP2005288620A5 (ja) | 2007-05-24 |
Family
ID=35322148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004106672A Pending JP2005288620A (ja) | 2004-03-31 | 2004-03-31 | 可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005288620A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102303625A (zh) * | 2011-06-17 | 2012-01-04 | 中国北车集团大连机车车辆有限公司 | 机车分体式牵引杆的安装装置和拆卸装置 |
| CN104251266A (zh) * | 2014-09-24 | 2014-12-31 | 西安泰富西玛电机有限公司 | 一种轴承装配防磕碰装置及采用该装置的轴承装配方法 |
| CN105033614A (zh) * | 2015-08-28 | 2015-11-11 | 芜湖科创生产力促进中心有限责任公司 | 一种直角齿轮减速箱轴承压装专机 |
| CN105773518A (zh) * | 2016-04-19 | 2016-07-20 | 江西江铃底盘股份有限公司 | 一种主减速器壳与凸缘头的压装系统及其压装方法 |
| WO2022036809A1 (zh) * | 2020-08-18 | 2022-02-24 | 惠州海卓科赛医疗有限公司 | 一种轴承装配装置 |
-
2004
- 2004-03-31 JP JP2004106672A patent/JP2005288620A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102303625A (zh) * | 2011-06-17 | 2012-01-04 | 中国北车集团大连机车车辆有限公司 | 机车分体式牵引杆的安装装置和拆卸装置 |
| CN104251266A (zh) * | 2014-09-24 | 2014-12-31 | 西安泰富西玛电机有限公司 | 一种轴承装配防磕碰装置及采用该装置的轴承装配方法 |
| CN105033614A (zh) * | 2015-08-28 | 2015-11-11 | 芜湖科创生产力促进中心有限责任公司 | 一种直角齿轮减速箱轴承压装专机 |
| CN105773518A (zh) * | 2016-04-19 | 2016-07-20 | 江西江铃底盘股份有限公司 | 一种主减速器壳与凸缘头的压装系统及其压装方法 |
| CN105773518B (zh) * | 2016-04-19 | 2017-10-03 | 江西江铃底盘股份有限公司 | 一种主减速器壳与凸缘头的压装系统及其压装方法 |
| WO2022036809A1 (zh) * | 2020-08-18 | 2022-02-24 | 惠州海卓科赛医疗有限公司 | 一种轴承装配装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109483121B (zh) | 一种焊接夹具和焊接工装 | |
| JP5073628B2 (ja) | リテーナ・コッタ組付装置及び方法 | |
| US20060005600A1 (en) | Ram guidance system | |
| CN109262244B (zh) | 轴承压装设备 | |
| CN102720769A (zh) | 滚动轴承密封圈压装装置及压装方法 | |
| CN108698180A (zh) | 具有举起功能的夹紧装置 | |
| JP2005288620A (ja) | 可動側部材と固定側部材の位置決め装置及び、該装置を用いた軸受ニットの組立装置 | |
| JP2002337000A (ja) | 工作機械用案内装置 | |
| JP2008043991A (ja) | リニアモータ搭載プレス機械 | |
| KR20130008961A (ko) | 베어링을 적용한 센터링지그장치 | |
| CN110744321A (zh) | 换型定位方法和可换型定位机构 | |
| JP4782556B2 (ja) | クリアランス指定ガイドセット | |
| CN202690784U (zh) | 滚动轴承密封圈压装模 | |
| US10870229B2 (en) | Mold stack for injection molding machine | |
| CN109396248B (zh) | 冲压装置 | |
| CA3074669C (en) | Compact stock guide assembly | |
| US6122952A (en) | Multiple actuation press for metal working and method of metal forming | |
| JP2022110321A (ja) | スナップリング組付装置 | |
| US7134870B2 (en) | Mold clamping mechanism of molding machine | |
| JP2018202456A (ja) | 鍛造装置 | |
| CN220006449U (zh) | 一种高耐磨低噪音汽车轴承装配装置 | |
| CN109210093B (zh) | 用于平面推力轴承的找点定位装置 | |
| US6237454B1 (en) | Self-centering trim punch | |
| KR200444471Y1 (ko) | 프로그레시브 금형 | |
| CN215392056U (zh) | 一种便于安装的顶头 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070328 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080930 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090310 |