JP2005231114A - シールラベルの製造方法 - Google Patents
シールラベルの製造方法 Download PDFInfo
- Publication number
- JP2005231114A JP2005231114A JP2004041309A JP2004041309A JP2005231114A JP 2005231114 A JP2005231114 A JP 2005231114A JP 2004041309 A JP2004041309 A JP 2004041309A JP 2004041309 A JP2004041309 A JP 2004041309A JP 2005231114 A JP2005231114 A JP 2005231114A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- label
- adhesive layer
- release
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






























Abstract
【解決手段】剥離基材シートを準備する工程、ラベル基材シートの面のインク層を形成する工程、剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、前記ラベル基材シートと、前記剥離基材シートとを重畳して貼り合せシートを得て、ラベル材の粘着層の位置に対応して、該粘着剤層をラベル基材シートの片面に付着させる工程、剥離基材シートに切り目を形成する工程、前記貼り合せシートから、該切り目が形成された剥離基材シートのうち該他の域に対応する部分を分離する工程、該他の域に対応する部分が分離された貼り合せシートを、ラベルの形状に全抜きするシールラベルの製造方法である。
【選択図】図13
Description
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートを、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程、
該他の域に対応する部分が分離された前記貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートを、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けられた部分に対応する輪郭を全抜きする工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を、前記剥離基材シートを残してハーフ抜きする工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
該複合貼り合せシートから該アイドラシートを分離する工程、
該アイドラシートが分離された前記複合貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートのと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けられた部分に対応する輪郭を全抜きする工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を、前記アイドラシートを残してハーフ抜きする工程、
該複合貼り合せシートから該アイドラシートを分離する工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートの、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭を、前記剥離基材シートを残してハーフ抜きする工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭を、前記アイドラシート及び前記剥離基材を残してハーフ抜きする工程、
該複合貼り合せシートから該アイドラシートを分離する工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなる長尺のラベル基材シート、前記剥離層の形状に切り取られることとなり、該ラベル基材シートより幅の狭い長尺の剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ貼り合せシートを得る工程、
該貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法であることにある。
前記ラベル材の形状に切り取られることとなる長尺のラベル基材シート、前記剥離層の形状に切り取られることとなり、該ラベル基材シートより幅の狭い長尺の剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ貼り合せシートを得る工程、
前記剥離基材シートの前記粘着層が設けられた部分に対応する輪郭をハーフ抜きする工程、
前記ラベル基材シートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を全抜きする工程
工程1:ラベル材6bの形状に切り取られることとなるラベル基材シート及び剥離層14の形状に切り取られることとなる剥離基材シートを準備する。
工程2:図9に示すように、ラベル基材シート16の表面の複数のラベル材の位置に対応してインク層8を複数個列状に形成し、インク層が形成されたラベル基材シート20を得る。図9における点線はラベル材6bの形状に打ち抜かれることとなる輪郭を表す。
工程3:図10に示すように、剥離基材シート22の剥離面の一部に粘着剤層24を帯状に形成して、粘着剤層付き剥離基材シート26を得る。
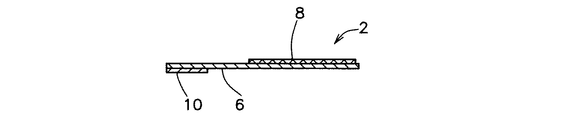
工程4:図11に示すように、インク層が形成されたラベル基材シート20と、粘着剤層24が形成された粘着剤層付き剥離基材シート26とを重畳して貼り合せシート28を得て、ラベル材(2b)の粘着層(10)の位置に対応して、粘着剤層24をラベル基材シートの表面に付着させる。なお、図11における粘着剤層付き剥離基材シート26と、図10における粘着剤層付き剥離基材シート26とは表裏逆の構図で示される。
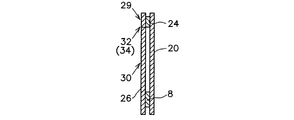
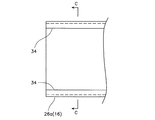
工程5:図12(a)に示すように、重畳された粘着剤層付き剥離基材シート26を、粘着剤層24が形成された一の域29と該域以外の他の域30とに分ける境界線32、に沿って、粘着剤層付き剥離基材シート26にハーフ抜きにより切り目34を形成する。図12(b)は図12(a)のA−A方向の断面図である。
工程6:図13に示すように、貼り合せシート28から、切り目34が形成された粘着剤層付き剥離基材シート26のうち他の域30に対応する部分35を分離して回収する。
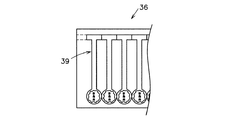
工程7:図14(a)に示すように、他の域に対応する部分35(図13)が分離された貼り合せシート36を、ラベルの形状39に全抜きする
工程1〜5:製造方法Aにおける工程1〜5と同様である。
工程6:図15に示すように、貼り合せシート28の、ラベル材が切り取られる輪郭のうち、粘着層が設けられた部分に対応する輪郭44を全抜きする。図15における点線はラベル材6bの形状に打ち抜かれることとなる輪郭を剥離基材シートを透視して見たものである。
工程7:貼り合せシート36を、工程6で全抜きされた部分を除いて、粘着剤層付き剥離基材シート26を残してラベルの形状39にハーフ抜きする。
工程8:図16に示すように、貼り合せシート28から、剥離基材シート22の他の域30に対応する部分35を分離して回収する。符号33はバックアップのベルトコンベアである。
工程1:ラベル材6bの形状に切り取られることとなるラベル基材シート、剥離層14の形状に切り取られることとなる帯状の剥離基材シート及びアイドラシートを準備する。
工程2:図9に示すように、ラベル基材シート16の表面の複数のラベル材の位置に対応してインク層8を複数個列状に形成し、インク層が形成されたラベル基材シート20を得る。
工程3:図17に示すように、帯状の剥離基材シート22aの剥離面に粘着剤層24を帯状に形成して、粘着剤層が形成された帯状粘着剤層付き剥離基材シート26aを得る。粘着剤層24の幅WNは剥離基材シート22aの幅WHとほぼ同じである。図18は図17のB−B方向の断面図である。
工程4:図19に示すように、帯状粘着剤層付き剥離基材シート26aにならべてアイドラシート40を配置して複合剥離基材シート23を得る。
工程5:図20(a)、図20(b)に示すように、インク層が形成されたラベル基材シート20と、複合剥離基材シート23とを重畳してラベル材(2b)の粘着層(10)の位置に対応して、粘着剤層24をインク層が形成されたラベル基材シート20の表面に付着させる。これにより、インク層が形成されたラベル基材シート20の一部と帯状粘着剤層付き剥離基材シート26aとが重なり、複合貼り合せシート42を得る。図20(a)における点線は複合剥離基材シート23を透視して見たラベル材(6b)の打ち抜きの輪郭を表す。
工程6:複合貼り合せシート42を巻き取る。
工程7:複合貼り合せシート42を巻き出し、複合貼り合せシート42から図13に示す態様に準じてアイドラシート40を分離して回収する。
工程8:アイドラシート40が分離された複合貼り合せシート42を、ラベルの形状に全抜きする。
工程1〜5:製造方法Cにおける工程1〜5と同じである。
工程6:図21に示すように、複合貼り合せシート42の、ラベル材が切り取られる輪郭のうち、粘着層が設けられた部分に対応する輪郭44を全抜きする。図21における点線はアイドラシート40を透視した見たラベル材(6b)の打ち抜きの輪郭を表す。
工程7:複合貼り合せシート42を、工程6で全抜きされた部分を除いて、アイドラシート40を残してラベルの形状39にハーフ抜きする。
工程8:図16に示す態様に準じて、複合貼り合せシート42から、アイドラシート40を分離して回収する。
工程1〜3:製造方法Cの工程1〜3と同じである。
工程4:図27(a)、図27(b)に示すように、インク層が形成されたラベル基材シート20と、帯状粘着剤層付き剥離基材シート26aとを重畳してラベル材(2b)の粘着層(10)の位置に対応して、粘着剤層24をラベル基材シート20の表面に付着させる。これにより、インク層が形成されたラベル基材シート20の一部と帯状粘着剤層付き剥離基材シート26aとが重なり、複合貼り合せシート42aを得る。図27(a)における点線はラベル材(6b)の打ち抜きの輪郭を表す。
工程5:複合貼り合せシート42aを巻き取る。
工程6:複合貼り合せシート42aを巻き出して、複合貼り合せシート42aを、ラベルの形状に全抜きする。
6、6b、6c:ラベル材
8:インク層
10、10a:粘着層
14:剥離層
16:ラベル基材シート
20:インク層が形成されたラベル基材シート
22:剥離基材シート
22a:帯状の剥離基材シート
23:複合剥離基材シート
24:粘着剤層
26:粘着剤層付き剥離基材シート
26a:帯状粘着剤層付き剥離基材シート
28:貼り合せシート
32:境界線
34:切り目
40:アイドラシート
42、42a:複合貼り合せシート
Claims (9)
- ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートを、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程、
該他の域に対応する部分が分離された前記貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートを、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けられた部分に対応する輪郭を全抜きする工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を、前記剥離基材シートを残してハーフ抜きする工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
該複合貼り合せシートから該アイドラシートを分離する工程、
該アイドラシートが分離された前記複合貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートのと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けられた部分に対応する輪郭を全抜きする工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を、前記アイドラシートを残してハーフ抜きする工程、
該複合貼り合せシートから該アイドラシートを分離する工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート及び前記剥離層の形状に切り取られることとなる剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと該粘着剤層が形成された前記剥離基材シートとを、前記ラベル材の前記粘着層の位置に対応して該粘着剤層を前記ラベル基材シートの片面に付着させるように、重畳して貼り合せシートを得る工程、
重畳された前記剥離基材シートの、前記粘着剤層が形成された一の域と該域以外の他の域とに分ける境界線、に沿って前記剥離基材シートに切り目を形成する工程、
前記貼り合せシートの、前記ラベル材が切り取られる輪郭を、前記剥離基材シートを残してハーフ抜きする工程、
前記貼り合せシートから、該切り目が形成された前記剥離基材シートのうち該他の域に対応する部分を分離する工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなるラベル基材シート、前記剥離層の形状に切り取られることとなる剥離基材シート及びアイドラシートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ、かつ、該ラベル基材シートの、該剥離基材シートと重ならない部分に前記アイドラシートを重畳して、複合貼り合せシートを得る工程、
前記複合貼り合せシートの、前記ラベル材が切り取られる輪郭を、前記アイドラシート及び前記剥離基材を残してハーフ抜きする工程、
該複合貼り合せシートから該アイドラシートを分離する工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなる長尺のラベル基材シート、前記剥離層の形状に切り取られることとなり、該ラベル基材シートより幅の狭い長尺の剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ貼り合せシートを得る工程、
該貼り合せシートを、前記ラベルの形状に全抜きする工程
を含むシールラベルの製造方法。 - ラベル材、粘着層及び剥離層が積層され、該粘着層及び該剥離層が該ラベル材の一部域に配されたラベルの製造方法であって、
前記ラベル材の形状に切り取られることとなる長尺のラベル基材シート、前記剥離層の形状に切り取られることとなり、該ラベル基材シートより幅の狭い長尺の剥離基材シートを準備する工程、
前記剥離基材シートの剥離面の少なくとも一部に粘着剤層を帯状に形成する工程、
前記ラベル基材シートと、該粘着剤層が形成された前記剥離基材シートとを、該ラベル基材シートの一部と該剥離基材シートの少なくとも一部が重なるように重畳して、前記ラベル材の前記粘着層の位置に対応して、該粘着剤層を前記ラベル基材シートの片面に付着させ貼り合せシートを得る工程、
前記剥離基材シートの前記粘着層が設けられた部分に対応する輪郭をハーフ抜きする工程、
前記ラベル基材シートの、前記ラベル材が切り取られる輪郭のうち、前記粘着層が設けらない部分に対応する輪郭を全抜きする工程 - 前記ラベル基材シートと前記剥離基材シートとを重畳する前に、該ラベル基材シートと、該剥離基材シートとのいずれか又は両方を帯電させる工程を含む請求項1乃至6のいずれかに記載のシールラベルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004041309A JP2005231114A (ja) | 2004-02-18 | 2004-02-18 | シールラベルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004041309A JP2005231114A (ja) | 2004-02-18 | 2004-02-18 | シールラベルの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005231114A true JP2005231114A (ja) | 2005-09-02 |
Family
ID=35014560
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004041309A Ceased JP2005231114A (ja) | 2004-02-18 | 2004-02-18 | シールラベルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005231114A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008221553A (ja) * | 2007-03-12 | 2008-09-25 | Brother Ind Ltd | レタリングテープ及び印字装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57133076A (en) * | 1981-02-12 | 1982-08-17 | Canon Inc | Ink jet printer |
| JPS59176075A (ja) * | 1983-03-28 | 1984-10-05 | Seikosha Co Ltd | 印字ヘツドの支持装置 |
| JPH0286559A (ja) * | 1988-09-22 | 1990-03-27 | Taiyo Kikai Seisakusho:Kk | 配送伝票丁合方法及びその装置 |
| JPH06316007A (ja) * | 1993-05-07 | 1994-11-15 | Ckd Corp | 流体圧機器のポート閉塞用ラベルの製造方法 |
| JPH11208627A (ja) * | 1998-01-23 | 1999-08-03 | Kao Corp | 包装体及びその製造方法 |
-
2004
- 2004-02-18 JP JP2004041309A patent/JP2005231114A/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57133076A (en) * | 1981-02-12 | 1982-08-17 | Canon Inc | Ink jet printer |
| JPS59176075A (ja) * | 1983-03-28 | 1984-10-05 | Seikosha Co Ltd | 印字ヘツドの支持装置 |
| JPH0286559A (ja) * | 1988-09-22 | 1990-03-27 | Taiyo Kikai Seisakusho:Kk | 配送伝票丁合方法及びその装置 |
| JPH06316007A (ja) * | 1993-05-07 | 1994-11-15 | Ckd Corp | 流体圧機器のポート閉塞用ラベルの製造方法 |
| JPH11208627A (ja) * | 1998-01-23 | 1999-08-03 | Kao Corp | 包装体及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008221553A (ja) * | 2007-03-12 | 2008-09-25 | Brother Ind Ltd | レタリングテープ及び印字装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4308310B1 (ja) | 値下げラベルおよびその貼付方法 | |
| JP2009083587A (ja) | 被取付体に貼着可能な成形品とその成形品に貼着される両面粘着テープ | |
| JP2008197214A (ja) | ラベルシート | |
| JP6040520B2 (ja) | 配送伝票 | |
| JP2009086043A (ja) | 封緘用ラベル | |
| JP5108706B2 (ja) | ラベル | |
| JP2005231114A (ja) | シールラベルの製造方法 | |
| JP6147065B2 (ja) | ラベル | |
| JP2013095102A (ja) | 配送伝票 | |
| KR100191567B1 (ko) | 점착시일에 의한 표시제품 | |
| JP2011059295A (ja) | 両面粘着タックラベル連続体 | |
| JP3735844B2 (ja) | 剥離ラベル及びその製造方法 | |
| JPH08179691A (ja) | シール | |
| JP2004177466A (ja) | 容器用ラベル及びラベル付き容器 | |
| JP2016002403A (ja) | 自己粘着式フック | |
| JP2001254061A (ja) | 粘着シート及びその巻回体 | |
| JP2011186259A (ja) | 積層ラベル | |
| JP3512830B2 (ja) | ラベルシート | |
| JP3450377B2 (ja) | ラベルシート | |
| JP2001030385A (ja) | タックラベルの製造方法及び製造装置 | |
| JP2008101036A (ja) | 取付部材及び取付部材付き物品 | |
| JP6685605B2 (ja) | 積層シート連続体及びその関連技術 | |
| JP2011001072A (ja) | 粘着ラベルの貼着方法、及びラベラー | |
| JP2000135750A (ja) | 粘着ラベル重畳体の製造装置及び製造方法 | |
| JP2009058917A (ja) | 積層ラベル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20070216 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20091020 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100225 |
|
| A521 | Written amendment |
Effective date: 20100422 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20110325 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20110328 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Effective date: 20110602 Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A045 | Written measure of dismissal of application |
Effective date: 20111021 Free format text: JAPANESE INTERMEDIATE CODE: A045 |