JP2004507626A - シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法 - Google Patents
シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法 Download PDFInfo
- Publication number
- JP2004507626A JP2004507626A JP2002522360A JP2002522360A JP2004507626A JP 2004507626 A JP2004507626 A JP 2004507626A JP 2002522360 A JP2002522360 A JP 2002522360A JP 2002522360 A JP2002522360 A JP 2002522360A JP 2004507626 A JP2004507626 A JP 2004507626A
- Authority
- JP
- Japan
- Prior art keywords
- shoe
- quality
- load pressure
- variables
- variable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/006—Calenders; Smoothing apparatus with extended nips
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/002—Opening or closing mechanisms; Regulating the pressure
- D21G1/004—Regulating the pressure
- D21G1/0046—Regulating the pressure depending on the measured properties of the calendered web
Landscapes
- Paper (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
本発明は、1以上のカレンダニップを含むシューカレンダ(1)における1以上の繊維ウエブ(3)における表面品質変数(300)を制御する方法に関する。シューカレンダの各カレンダニップにおいて、シュー要素(8)の全負荷圧及びシュー要素の前縁(8’)と後縁(8”)との負荷圧相違が制御され、繊維ウエブの表面品質変数に対する所定値(300”)とシューカレンダ後の同じ品質変数に対する設定値(300’)との最小相違が得られる。
Description
【0001】
本発明は、請求項1にあるように、主として、シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法に関する。
【0002】
シューカレンダは1以上のカレンダ掛けニップから形成され、カレンダ掛けが行われる。各カレンダ掛けニップは順に、加熱された熱ロール及びこの反対に位置されるエンドレスベルトを含み、その下に負荷手段によって圧力が加えられたシュー要素がロールニップにおいて設けられる。負荷手段は2列の油圧シリンダを含み、油圧シリンダの1列はシュー要素の後縁に位置され、別の1列はシュー要素の前縁に位置される。エンドレスベルトは、熱ロールと反対に位置されているシューロールの固定板枠に関し回転する。繊維ウエブは、シューカレンダ中の1以上のロールニップの間を走行し、これゆえその表面は、所望の平滑性、厚さ、不透明度及び艶(繊維ウエブの品質変数)をもってカレンダ掛けされる。品質変数値は、順に、繊維ウエブが例えばニップ処理の如きカレンダ掛けニップ中の動作に起因する。ニップ処理は、例えば全重量、重量配分、ロールニップの温度の如きロールニップ状態、更にはニップを通じて走行するときの繊維ウエブの湿度および温度、及び、最終的にはロールニップ中の繊維ウエブの滞留時間の如きカレンダ掛け期間によって影響を受ける。
【0003】
ニップ処理において作用する要因は、大抵は以下の制御変数によって制御される。
− ロールニップ状態において作用する直線圧力が、シューロールと熱ロールの相互圧力によって形成され、この圧力は、例えばシューロール及び熱ロールの重量を変化させて調節することができる。シューカレンダにおける直線圧力は、各シュー要素の全負荷圧に起因する。
− 繊維ウエブの湿度および温度は、繊維ウエブの水分離度およびロールニップ前の繊維ウエブ表面に蒸気を吹きかけることによって制御され得る。
− ロールニップ温度は主として熱ロール温度によって制御され、熱ロール温度は、ロールの内部又は外部加熱、別々に制御されたアクチュエータ、誘導加熱器、熱吹掛け器等によって発生される。
− カレンダ掛け期間は、繊維ウエブレート及びロールニップ長に起因し、フォーマがニップ処理の制御のための活動的変数として使用される。
【0004】
上述の活動的制御変数のほかにも、シューカレンダ掛け中のカレンダ掛けニップの状態は、シュー要素の全負荷圧及びシュー要素の前縁及び後縁の間の重量配分に起因する。この文脈において、シュー要素の前縁は、シューロールの長さ軸と平行で、ロールニップに到達するように繊維ウエブが接触している縁を表しており、後縁は、シューロールの長さ軸に平行で、ロールニップから脱するように繊維ウエブが離れている縁を表している。
【0005】
シュー要素の傾きは、シュー要素の前縁と後縁の下に備えられた油圧シリンダの列の負荷圧相違によって変化し、シュー要素の後縁における油圧シリンダによって働く負荷は、前縁において働く負荷よりも大きい。シュー要素の後縁及び前縁の負荷圧は「傾斜」と呼ばれ、換言すれば、シュー要素の後縁において働く負荷は傾斜によって前縁における負荷を超える。シューカレンダにおいて、傾斜及びシュー要素の全圧力は、ロールニップ状態に作用し、これゆえカレンダ掛けの結果に影響を与える。
【0006】
本発明の方法は、繊維ウエブがシューカレンダ動作の開始における製造家屋に入ったときに、製紙工場内における各グレードのための繊維ウエブ品質変数の高精度の全制御を得るための努力に基づく。この文脈において、各グレードのための品質変数は、平滑性、不透明度、厚さ及び艶の如き異なる板紙および紙グレードのためのカレンダ掛けによって得られる品質変数を意味する。
【0007】
本発明の方法の主たる目的は、シューカレンダのカレンダ掛けの結果に作用する制御変数、例えば、繊維ウエブ品質変数を調節する新規な方法、即ち、シューカレンダを制御するための従来の方法よりも大きな制御変数をカバーする方法を提供することにある。
【0008】
本発明の目的は、通常の生産状況下での新規な全制御方法を提供することにあり、繊維ウエブレートは実質的に変化せず又は繊維ウエブレート中の変化は繊維ウエブの品質変数に影響を与えない。
【0009】
本発明の他の目的は、繊維ウエブレートが実質的に変化するときの、典型的には、ウエブが製造家屋に入る又は1つの製造部から別の部へ通過する状況における新規な全制御方法を提供することにある。
【0010】
本発明は、請求項1で定められる特徴によって主として特徴付けられる。
【0011】
本発明の方法は、1以上のカレンダニップを含むシューカレンダにおける繊維ウエブの1以上の表面品質変数の制御を含む。各ロールニップにおいて、シュー要素の全負荷圧は制御され、シュー要素の前縁と後縁との負荷圧相違であり、品質変数の設定値とシューカレンダ後の繊維ウエブの表面品質変数のために計測された値との最小相違が得られる。本発明は、1以上のカレンダニップを含むシューカレンダにおける繊維ウエブの表面品質変数の制御を含む。
【0012】
加えて、当該方法は、繊維ウエブ表面上に吹掛けられる蒸気の量、熱ロール温度、カレンダニップの直線圧力、繊維ウエブレート及び/又は繊維ウエブ湿度の如きニップ処理において作用するとそれ自体知られている制御変数の手段による品質変数の制御を含む。
【0013】
通常の製造状況下では、繊維ウエブの品質変数は大抵、以下のフィードバック制御によって制御される。
−シューカレンダにおける1以上のロールニップの後に繊維ウエブの1以上の表面品質変数を決定し、
−これらの品質変数のための設定値によって繊維ウエブの決定された1以上の表面品質変数を比較し、
−コンピュータプログラムの手段により、品質変数の設定値と繊維ウエブの決定された表面品質変数との間の相違に基づいて、カレンダニップの各シュー要素のための最適の全負荷圧及びシュー要素の前縁と後縁との間の最適圧力相違を決定し、
−コンピュータプログラムの手段により、品質変数の設定値と繊維ウエブの決定された表面品質変数との間の相違に基づいて、カレンダニップの各シュー要素のための最適の全負荷圧及びシュー要素の前縁と後縁との間の最適圧力相違を決定し、
−負荷手段によって、各シュー要素の前縁と後縁との間の負荷圧相違及びシュー要素の全負荷圧の最適値への制御する。
【0014】
設定値と1以上の品質変数の計測値との相違は、ニップ処理において作用する1以上の制御変数の制御を許容する。
【0015】
幾つかのニップを備えるシューカレンダの場合、カレンダ掛けされる繊維ウエブの品質変数は、シューカレンダの各カレンダニップ中に別々に制御変数を最適化することによって最適化される。
【0016】
通常の製造状況において、上述の制御方法は、ニップ処理における追加的なアクティブ制御変数のような全負荷圧およびシュー要素傾斜によって、シューカレンダにおけるニップ処理の制御及び以前よりも著しい高精度を伴う繊維ウエブ品質変数(例えば、繊維ウエブ平滑性、厚さ、不透明度及び艶)を許容するという主たる効果をもたらす。
【0017】
繊維ウエブレートVが実質的に第1のレートV1から第2のレートV2に変化する場合は、第1の繊維ウエブレートは、シューカレンダの1以上のカレンダニップ中のシュー要素の第1の全負荷圧およびシュー要素の前縁および後縁の間の負荷圧相違のための設定値に等しいが、制御は以下のように実行される。
−レートV2へ変更する繊維ウエブレートによって、シューカレンダ中の1以上のシュー要素の最適全負荷圧及びシュー要素の前縁と後縁との負荷圧相違のための新設定値は、コンピュータプログラムによって決定され、新設定値は第2の繊維ウエブレートに等しく、
−1以上のシュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷相違を変化し、それらは前縁と後縁との負荷圧相違及び各シュー要素下において与えられた負荷手段による全負荷圧に等しい。
【0018】
ある実施形態では、シュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷圧が変化され、連続的設定値を超える期間ΔTの間をずらすことによってシュー要素の前縁と後縁との負荷圧相違のための新たな設定値を等しくする。マルチ変数アルゴリズムを予測することは望ましくは、設定値のずらした変化のために使用され、所謂MPC制御アルゴリズムが特に望ましく使用される。
【0019】
ずらされ予測する最後に上述した制御方法は、通常の製造が開始されたとき(例えば、抄紙機/カレンダ掛けユニットの開始の間)及び/又は繊維ウエブレートが実質的に変化したときに、以前よりもシューカレンダにおいてカレンダ掛けすべき繊維ウエブの品質変数のより早いより効率的な制御を許容するという効果を備える。急速な予測制御方法は、制御アルゴリズムの本質及び油圧シリンダによって形成されるべきシュー要素に負荷を与える負荷手段に因るものであり、油圧シリンダは油圧における変化に急速に反応する。シュー要素の全負荷圧及び追加的な制御変数としての傾斜により、過渡的状態が不可能であった状況においても制御され得る。
【0020】
予測MPC制御アルゴリズムを有するずらされた制御の効果において、制御アルゴリズムが制御変数の間でのクロス効果を補償し、制御変数の制限を許容し、制御変数の変化と処理品質変数の変化との間で発生された処理ラグを補償することが特に示される。
【0021】
本発明の方法で得られる別の効果において、傾斜及び活動的制御変数としてのシュー要素の全圧力を用いることは、簡単で、廉価で、ニップ処理を制御するのに早い手段である。熱ロール温度、繊維ウエブレート、繊維ウエブ表面に供給される蒸気量及びシューカレンダ掛けにおいて一般的に使用される類似の制御変数を変えることは、幾つかの制御変数の接合制御と同じ最終結果をしばしばもたらす傾斜及びシュー要素の全圧力の制御よりも著しく遅く、面倒で、高価である。
【0022】
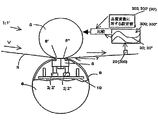
図1は、1つのカレンダニップ1’を含むシューカレンダ1の概略図である。カレンダニップの主な部分は、順に、加熱された熱ロール5及びこれと反対のシューロール6から成る。エンドレスベルト9は、シューロールの固定枠10上で回転する。シューロール枠上で回転するベルトと熱ロールはロールニップ7によって一定の間隔が保たれていて、繊維ウエブ3の表面がカレンダ掛けされる。図中、繊維ウエブは左から右へ矢印の方向に速度Vにて走行する。ニップ圧が負荷手段2によってロールニップ中で発生され、負荷手段2は、シュー要素8の下に位置され、シュー要素の前縁8’及び後縁8”に圧力をかける油圧シリンダ2’及び2”の列を形成する。繊維ウエブの1以上の品質変数300は、ニップの後で計測センサ20又は幾つかの計測センサ200で決定される。制御信号は、1以上の決定された品質変数300”とこれらの品質変数のための設定値300’との相違から発生される、もし、1つの信号計測センサが当該決定のために使用されると、1つの信号品質変数が、設定値30’と決定値30”との相違から発生される制御信号により決定される。
【0023】
図2は、1以上の品質変数のための典型的なフィードバック制御手順を示す。1以上の品質変数300(又は単一の品質変数30)のために決定された値300”(30”)が、同じ品質変数のための設定値300’(30’)と比較される。比較に基づき、コンピュータプログラム50によって1以上の制御変数400が変化する。制御変数は、ニップ処理及びその結果の品質変数300(30)に作用する。制御変数は、フィードフォワード、例えば、予測制御方法におけるこれらの特別な制御変数のための予測された設定値を黙示し、予測された設定値は、予測された設定値と品質変数の参考設定値との相違において計算される。
【0024】
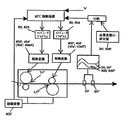
図3は、多変数制御装置(MPC制御装置)の動作の概略図である。MPC制御装置は、1以上の品質変数の決定値300”(30”)と設定値300’(30’)との相違、ニップ処理に作用する制御変数のための設定値400’の現在値、及び繊維ウエブレートVが知らされ、コンピュータプログラム50による1以上の制御変数の設定値400’がその後設定される。図の括弧書きは、個々の品質変数30が決定され、この特別な品質変数のための設定値と比較される状況を示す。
【0025】
図4は、繊維ウエブ3のレートVが実質的に第1のレートV1から第2のレートV2へ変化するように予測MPCアルゴリズムを実行する制御方法の概略図である。制御方法において、シュー要素の傾斜のための設定値40a’及び全負荷圧は、コンピュータプログラム50;501によって値40a1’から値40a2’に、更に値40a3’に変化する。他の制御変数の設定値400’もまた、値401’から値402’に、更に値403’に変化する。方法は、1以上の品質変数300の定期的な決定を含み、その決定値300”は、同じ品質変数の現在の予測された設定値300’(この場合は302’)と比較される。新しい予測設定値300’(この場合は303’)は、現在の予測設定値400’(ここでは402’)とこれらの品質変数の予測され決定された値との相違において計算される。品質変数の予測された設定値は、同じ品質変数の参考設定値300ref’(ここでは303ref’)と比較され、その相違において、新しい予測設定値40a’(ここでは40a3’)が傾斜及び全負荷圧のために計算され、可能性としては他の制御変数のための設定値400’(この場合は403’)を設定する。複数の品質変数300の代りに、単一の品質変数30が決定値30”と現在の予測設定値30’との相違から発生される制御信号によって決定され得り、制御信号は品質変数及び制御変数のための予測された設定値を変化するために使用される。
【0026】
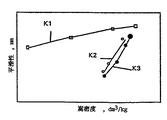
図5は、変化しないシュー要素の全負荷圧であり3つの異なる値K1(0)、K2(1.05)及びK3(1.30)における傾斜による嵩密度の機能としての軟紙グレードの平滑性を示す。
【0027】
本発明の方法は、単一又は多変数制御装置を使用する。制御装置品質に拘らず、品質変数に関し、制御手順は主として図2に示される所謂フィードバック原理が引き続き、繊維ウエブの1以上の品質変数の現在の決定値300;300”(30;30”)が、繊維ウエブ品質変数の対応する設定値300;300’(30;30’)と比較される。比較により、制御信号は、品質変数の設定値と決定値の相違において発生され、制御信号に基づいて、コンピュータプログラム50は、各ケースにおいて採用される制御方法によって選択された制御変数400(40)での変化に使用される。予測するフィードフォワード制御方法では、制御変数において変化はなく、制御変数(予測された設定値)のための設定値400’(40)で変化される。
【0028】
フィードフォワード制御方法では、品質変数の設定値は、処理制御履歴、即ち、以前の制御変数値、決定された品質変数、及び品質変数のための以前の予測設定値から計算された品質変数の予測された設定値を表しており、予測された品質変数設定値は、品質変数(参考設定値)のための現在の所望の設定値と同じ又は異なる。図の括弧書きは、複数の品質変数300の代りに単一の品質変数が決定され、決定された値は30”であり、設定値は30’である。従って、単一の設定値40又はフィードバック制御方法における単一の制御変数の設定値40’において変化があってもよい。このように、例えば、全負荷圧及びシュー要素傾斜の開始値40a1は、品質変数の設定値30’と決定値30”との相違からコンピュータプログラム502によって得られた制御信号に基づくコンピュータプログラム503によって値40a2に調節される。同様に、他の制御変数400の値は、401から402に変化され得る。コンピュータプログラムは、表、曲線、コンピュータモデル等である。図4に示される制御手順にあるように、もしフィードフォワード制御原理において完全に動作する繊維ウエブレートVが、例えば予測制御を用いて、実質的に変化すると、上述のフィードバック制御方法は以下の如く実行される。1以上の品質変数の決定値300”(30”)と現在の予測された設定値300’(30’)との相違からの信号が定期的に、コンピュータプログラムに伝達され、この制御信号に基づいて、品質変数の予測された設定値が、その後、制御変数の予測された設定値400’(40’)が補正される。
【0029】
制御手順がユニット制御装置を含む場合は、ニップ処理に作用する特別な制御変数400が選択され、これらを用いて、別々に選択された品質変数300が、特別なコンピュータプログラム、例えば、計算機能、方式、表又は曲線によって制御される。本発明の方法では、制御変数40の1つは矛盾無くシュー要素傾斜および全圧力40aである。このように、ユニット制御手順が使用されると、例えば図1に示すカレンダニップの後で決定される繊維ウエブ3の与えられた品質変数の現在の決定値30”がこの特別な品質変数の設定値30’と比較され、制御信号が、決定された値と設定値との相違から発生され、この制御信号に基づいて、コンピュータプログラムは新しい傾斜および全圧力を計算し、品質変数の設定値30’における結果をもたらす。
【0030】
前記方法において引き続かれる制御手順では、選択された品質変数300における制御変数400の効果は、例えば、応答モデル、機能、表又は曲線としてコンピュータプログラム50を通じて知られている。多変数制御方法が使用される場合は、制御変数400には最大および最小値が与えられ、その範囲内で各単一信号制御変数が変化され得る。このように、例えば、選択された品質変数300における制御変数として使用されるシュー要素の全圧力40a及び傾斜の効果が知られている場合は、シュー要素の全圧力及び傾斜が変化できる範囲で最低及び最大の制限を設定することができる。多変数制御において、幾つかの制御変数400の同時に起こる効果が考慮される。あるそのような制御手順は、例えば図3及び図4に示される予測多変数制御装置の如きMPC制御装置によって表される。前記方法は、所謂フィードフォワード制御方法を用い、応答モデルが、使用される全制御変数(熱ロール温度、シュー要素傾斜及び全負荷圧、繊維ウエブへ供給される蒸気の量)の最適設定値400’のサーチのために使用され、所望のニップ処理が得られる。設定値を計算するために、1以上の品質変数300への選択された制御変数の応答を知得しなければならず、加えて、制御変数の相互クロス効果が決定されなければならない(応答モデル)。
【0031】
この後、ニップ処理の制御は、決定された最小及び最大値の制限内での全ての制御変数において最適に実行できる。品質変数300に対応する制御変数設定値はコンピュータプログラム50によって得られる。
【0032】
図3は、MPC制御アルゴリズムを用いた多変数制御装置を示し、1つの制御変数がシュー要素傾斜及び全負荷圧40aから構成される。制御は、2つのカレンダニップ1;1’,1”を含むシューカレンダにおいて実行される。前記方法において、制御変数のために選ばれた設定値400’は、品質変数の決定値300”(又は単一の決定値30)と設定値300’(又は単一の品質変数設定値30’)との相違から得られる制御信号に基づいて変化される。各制御変数のための設定値の計算は、ニップ処理において作用する他の制御変数を考慮し、制御変数の相互クロス効果が決定される。加えて、制御変数のための設定値の計算は、繊維ウエブレートVの効果を考慮してもよい。図のMPC制御装置は、同時に、ロールニップにおける直線荷重、熱ロール温度、繊維ウエブ表面に供給される蒸気量及びシュー要素傾斜及び全負荷圧のための設定値40a’の如きニップ処理において作用する幾つかの制御変数の設定値400’を調節する。多変数制御装置は、2つのカレンダニップの後の決定点20’.20”における1以上の品質変数30、300(例えば、紙厚、艶、平滑性)のための決定値300”(30”)を得る。品質変数の決定値300”(30”)は、同じ品質変数の現在の予測設定値300’(30’)と比較され、制御信号は、各品質変数の設定値と決定値の相違から発生し、制御信号はMPC制御装置へ伝達される。加えて、MPC制御装置は、カレンダニップ1;1’及び1;1”における全負荷圧40a’及び現在のシュー要素傾斜についての情報を含む繊維ウエブの現在のレートV及びニップ処理において作用する処理制御変数のための選択された現在の設定値400’についての情報を受ける。そして、コンピュータプログラム50;503は、シュー要素傾斜、全負荷圧40a’、ロールニップにおける直線荷重、熱ロール温度、繊維ウエブ表面に供給された量及び温度の如き選択された制御変数のための新しい設定値404’及び405’を計算する。新しい設定値は、例えば、単にシュー要素傾斜又は全負荷圧40a’(40a4’及び40a5’)のために計算され得る。設定値は、品質変数における制御変数のクロス効果を考慮して各カレンダニップ1;1’及び1;1”のために別々に計算される。MPC制御装置は、出力が変化する間において、通常の製造状況及び繊維ウエブレートが実質的に変化するとき、典型的にはシューカレンダの開始段階において使用され得る。
【0033】
ウエブレートが変化すると、シュー要素傾斜の制御及び全負荷圧が、多変制御又は単変制御として実行され得る。しかしながら、変化されたウエブレートにおいて、シュー要素傾斜及び全圧力のみの如き急速に制御可能な制御変数を用いることは重要であるので、ユニット制御手順は大抵は採用され、圧力は、他の制御変数の効果を考慮することなく、望ましい計算モデルに引き続いて、シュー要素の負荷圧を決定する油圧シリンダ2’、2”によって品質変数のための参考値に基づいて調節される。多変制御は、ウエブレートが比較的ゆっくりと変化したときに使用でき、制御手順は適切に選択された品質変数における他の制御変数の効果を許容する。
【0034】
図4は、繊維ウエブレートVが例えばシューカレンダ1の開始段階においてV1からV2へと実質的に変化した場合に、MPC制御装置によって実行される本発明の予測する多変制御手順の近接研究である。図1に示されるように、シューカレンダは1つのロールニップ7を備え、ロールニップ7は、熱ロール5とこれと反対のシューロール6との間に形成されている。
【0035】
シュー要素8の傾斜と全圧力の設定値40’;40a1’は、コンピュータプログラム50;501によって変化され、制御変数40a’に新しいウエブレートV2によって課される要求により合致する。先ず、例えばシュー要素傾斜40a1’の如き制御変数のための設定値が変化し、選択された品質変数のための予測された設定値30’;30a’が調節の第1の点に近づき、品質変数の参考設定値30aref’;30a2ref’に等しく、この品質変数の最終的な参考値30anref’と相違する。制御変数計算は、参考値30aref’及び30anref’と前記参考値、品質変数、及び他の障害変数の値との相違についての情報を使用する。新しい予測された設定値40a’;40a2’は、コンピュータプログラム50;501を使用して、選択された計算方法の費用機能によってシュー要素傾斜および全圧力のために得られる。
【0036】
制御変数のためのこの予測された設定値40a2’は、品質変数のための予測された設定値30a2’によって均等化される、もし、新しく信頼できる決定値30”が、カレンダニップ7の後に位置された横断計測センサから品質変数のために得られる場合には、決定された品質変数値30”は同じ品質変数のための予測された設定値30a2’と比較される。コンピュータプログラムは、これらの値と品質変数のための新しく予測された設定値30a3’を得るために制御変数サーブのための現在値40a2’を与える。品質変数の予測された設定値30a3’は現在の参考設定値30a3ref’と比較され、参考設定値30a3ref’は決定時に品質変数に適用されるべきで、これらの値の相違に基づき、新しく予測された設定値40a3’が制御変数のために計算される。しかしながら、品質変数のための予測された設定値30a3’が参考設定値30a3ref’と同じであれば、制御変数の現在の設定値40a2’において変化はない。参考設定値30a3ref’が品質変数のための所望の設定値30anref’と同じであれば、制御変数40a’はもはや変化しない。さもなければ、上述の品質変数の決定のための手続きが繰り返される。シュー要素傾斜及び全圧力のための設定値40a1’は、油圧シリンダの2つの列から成るシュー要素8の負荷手段2によって、新しい設定値40a2’及び40a3’等に設定される。
【0037】
繊維ウエブレートが上述の単純化された制御アルゴリズムにおいて実質的にV1からV2へと変化すると、シュー要素傾斜及び全圧力はずれた時間を越えて変化される。しかしながら、これにとって必須のことは、参考設定値及び予測された設定値が、品質変数および如何なるモデル、計算機能又は表に基づく制御変数のための各時間において利用できる。
【0038】
上述の如き制御アルゴリズムにおいて、シュー要素傾斜、全圧力、及び他の制御変数は、与えられた期間の最後において繰り返される。この期間は、油圧シリンダ及び処理遅延の如きアクチュエータ力学によって決定される。このように、例えば、シュー要素傾斜および全圧力のための設定値40a’が、第1の繊維ウエブレートに対応する設定値40a1’から第2の繊維ウエブレートに対応し、予測された設定値40a2’ 40a3’等を越えた設定値40an’に、期間ΔTの間に変化する。1以上の品質変数300は適切なインターバルで計測され、制御信号は、決定された品質変数300”と品質係数のための現在の予測された設定値300’と制御変数のための予測された設定値の相違から発生し、前記制御信号は、第1の値から第2の値へ制御変数のための最初の予測された設定値300’を調節するために使用される。第2の品質係数のために得られた設定値と、決定時において優勢となる品質係数のための品質係数のための参考設定値300ref’とを比較することにより、新しい予測設定値は、適切なコンピュータプログラム50によって制御変数のための相違に関し計算される。参考設定値は、固定又は可変である。参考値が可変の場合は、曲線の如きその可変パターンは予め知られていなければならない。
【0039】
特に、MPC制御においては、制御変数のための新しい予測された設定値は、品質係数のための参考設定値と、相違係数の得られた予測された二次費用機能の最小化に基づいて計算機能の使用による得られた予測された設定値との相違に関し計算され、制御変数のやめの予測された設定値のバリエーションはできる限り小さい。MPC制御アルゴリズムは、費用機能の異なる制御変数の重量機能により制御変数の制限を考慮し、これゆえ、例えばシュー要素傾斜はかなり高値へ到達しないことが保証される。
【0040】
個々の品質係数の代りに、複数の選択された品質係数300を決定することができる。同様に、幾つかの計測センサによって幾つかの品質係数の現在値300”を決定でき、これらの品質係数の設定値300’によりこれらの値を比較できる、同時に幾つかの制御係数400の設定値400’を401’から402’へ更には403’へ個々の制御係数のためと類似した方法で、変えることができる。
【0041】
本発明の方法は、セイ(say)の平滑性、即ち、与えられた紙グレードをシュー要素傾斜によって及び/又は全負荷圧を変えることによって単に調節することを許容する。図5において、傾斜は変化するが、シュー要素の全負荷圧が一定が維持される。図は、良好な平滑値は、単にシュー要素を一定の限度へ傾けることによって同じ嵩密度を備えた軟紙のために到達されることを示している。
【0042】
本発明の1つの実施形態のみを上述したが、請求項に定められた発明的コンセプトの範囲内で多くの他の方法によって当業者が実施できることは明らかである。これゆえ、本発明は、シューカレンダにおいて実行でき、カレンダは抄紙機製造に提携又は残余の抄紙機製造から離れたオフラインユニットとして備えられる。
【0043】
処理オプションのみが上述され、繊維ウエブの品質変数が、シューカレンダのカレンダニップの後に決定される。しかしながら、幾つかのケースでは、カレンダニップの前に品質係数を決定することによって制御アルゴリズムの速度向上が可能となる。品質変数のこのオプショナル決定は、幾つかのカレンダニップを含み、予測する制御方法を使用するシューカレンダに特に適用することができる。
【0044】
品質変数決定は、横断計測センサによって実行され、例えば米国特許第5,943,906号に記載されているように繊維ウエブの与えられた領域において繊維ウエブ3の特性を計測する。しかしながら、幾つかのケースでは、計測の速度向上が望ましい場合、例えば繊維ウエブレートVが急速に変化する場合は、ポイント−ライク計測センサを使用することが望ましく、繊維ウエブのある点における繊維ウエブの1以上の品質係数を計測する(ポイント−ライク計測法)。品質変数の計測の部分的方法は、信頼性が小さいが、横断計測センサによって長時間なされる品質係数の計測よりも比較的早い。
【0045】
MPC予測制御アルゴリズムによって繊維ウエブの表面品質変数の制御が上述された。しかしながら、他の適切な予測できる制御アルゴリズムもまた品質変数の制御に適用でき、これらの実施例及び費用機能の詳細は例えば、Aiche Symposium, Vol 93−97, pp.232−256. California 1996に開示されている。
【図面の簡単な説明】
【図1】部分断面におけるロールニップ端から見たカレンダニップの概略図である。
【図2】本発明の制御方法において使用される品質変数のフィードバック制御の原理の概略図である。
【図3】所謂MPC制御(フィードフォワード制御方法)の概略図である。
【図4】繊維ウエブが実質的に変化するように、MPC制御アルゴリズムの使用による所謂フィードフォワード制御としての本発明の制御方法の概略図である。
【図5】3つの異なるシュー要素傾斜を備えた繊維ウエブの嵩密度平滑性グラフを示す。
本発明は、請求項1にあるように、主として、シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法に関する。
【0002】
シューカレンダは1以上のカレンダ掛けニップから形成され、カレンダ掛けが行われる。各カレンダ掛けニップは順に、加熱された熱ロール及びこの反対に位置されるエンドレスベルトを含み、その下に負荷手段によって圧力が加えられたシュー要素がロールニップにおいて設けられる。負荷手段は2列の油圧シリンダを含み、油圧シリンダの1列はシュー要素の後縁に位置され、別の1列はシュー要素の前縁に位置される。エンドレスベルトは、熱ロールと反対に位置されているシューロールの固定板枠に関し回転する。繊維ウエブは、シューカレンダ中の1以上のロールニップの間を走行し、これゆえその表面は、所望の平滑性、厚さ、不透明度及び艶(繊維ウエブの品質変数)をもってカレンダ掛けされる。品質変数値は、順に、繊維ウエブが例えばニップ処理の如きカレンダ掛けニップ中の動作に起因する。ニップ処理は、例えば全重量、重量配分、ロールニップの温度の如きロールニップ状態、更にはニップを通じて走行するときの繊維ウエブの湿度および温度、及び、最終的にはロールニップ中の繊維ウエブの滞留時間の如きカレンダ掛け期間によって影響を受ける。
【0003】
ニップ処理において作用する要因は、大抵は以下の制御変数によって制御される。
− ロールニップ状態において作用する直線圧力が、シューロールと熱ロールの相互圧力によって形成され、この圧力は、例えばシューロール及び熱ロールの重量を変化させて調節することができる。シューカレンダにおける直線圧力は、各シュー要素の全負荷圧に起因する。
− 繊維ウエブの湿度および温度は、繊維ウエブの水分離度およびロールニップ前の繊維ウエブ表面に蒸気を吹きかけることによって制御され得る。
− ロールニップ温度は主として熱ロール温度によって制御され、熱ロール温度は、ロールの内部又は外部加熱、別々に制御されたアクチュエータ、誘導加熱器、熱吹掛け器等によって発生される。
− カレンダ掛け期間は、繊維ウエブレート及びロールニップ長に起因し、フォーマがニップ処理の制御のための活動的変数として使用される。
【0004】
上述の活動的制御変数のほかにも、シューカレンダ掛け中のカレンダ掛けニップの状態は、シュー要素の全負荷圧及びシュー要素の前縁及び後縁の間の重量配分に起因する。この文脈において、シュー要素の前縁は、シューロールの長さ軸と平行で、ロールニップに到達するように繊維ウエブが接触している縁を表しており、後縁は、シューロールの長さ軸に平行で、ロールニップから脱するように繊維ウエブが離れている縁を表している。
【0005】
シュー要素の傾きは、シュー要素の前縁と後縁の下に備えられた油圧シリンダの列の負荷圧相違によって変化し、シュー要素の後縁における油圧シリンダによって働く負荷は、前縁において働く負荷よりも大きい。シュー要素の後縁及び前縁の負荷圧は「傾斜」と呼ばれ、換言すれば、シュー要素の後縁において働く負荷は傾斜によって前縁における負荷を超える。シューカレンダにおいて、傾斜及びシュー要素の全圧力は、ロールニップ状態に作用し、これゆえカレンダ掛けの結果に影響を与える。
【0006】
本発明の方法は、繊維ウエブがシューカレンダ動作の開始における製造家屋に入ったときに、製紙工場内における各グレードのための繊維ウエブ品質変数の高精度の全制御を得るための努力に基づく。この文脈において、各グレードのための品質変数は、平滑性、不透明度、厚さ及び艶の如き異なる板紙および紙グレードのためのカレンダ掛けによって得られる品質変数を意味する。
【0007】
本発明の方法の主たる目的は、シューカレンダのカレンダ掛けの結果に作用する制御変数、例えば、繊維ウエブ品質変数を調節する新規な方法、即ち、シューカレンダを制御するための従来の方法よりも大きな制御変数をカバーする方法を提供することにある。
【0008】
本発明の目的は、通常の生産状況下での新規な全制御方法を提供することにあり、繊維ウエブレートは実質的に変化せず又は繊維ウエブレート中の変化は繊維ウエブの品質変数に影響を与えない。
【0009】
本発明の他の目的は、繊維ウエブレートが実質的に変化するときの、典型的には、ウエブが製造家屋に入る又は1つの製造部から別の部へ通過する状況における新規な全制御方法を提供することにある。
【0010】
本発明は、請求項1で定められる特徴によって主として特徴付けられる。
【0011】
本発明の方法は、1以上のカレンダニップを含むシューカレンダにおける繊維ウエブの1以上の表面品質変数の制御を含む。各ロールニップにおいて、シュー要素の全負荷圧は制御され、シュー要素の前縁と後縁との負荷圧相違であり、品質変数の設定値とシューカレンダ後の繊維ウエブの表面品質変数のために計測された値との最小相違が得られる。本発明は、1以上のカレンダニップを含むシューカレンダにおける繊維ウエブの表面品質変数の制御を含む。
【0012】
加えて、当該方法は、繊維ウエブ表面上に吹掛けられる蒸気の量、熱ロール温度、カレンダニップの直線圧力、繊維ウエブレート及び/又は繊維ウエブ湿度の如きニップ処理において作用するとそれ自体知られている制御変数の手段による品質変数の制御を含む。
【0013】
通常の製造状況下では、繊維ウエブの品質変数は大抵、以下のフィードバック制御によって制御される。
−シューカレンダにおける1以上のロールニップの後に繊維ウエブの1以上の表面品質変数を決定し、
−これらの品質変数のための設定値によって繊維ウエブの決定された1以上の表面品質変数を比較し、
−コンピュータプログラムの手段により、品質変数の設定値と繊維ウエブの決定された表面品質変数との間の相違に基づいて、カレンダニップの各シュー要素のための最適の全負荷圧及びシュー要素の前縁と後縁との間の最適圧力相違を決定し、
−コンピュータプログラムの手段により、品質変数の設定値と繊維ウエブの決定された表面品質変数との間の相違に基づいて、カレンダニップの各シュー要素のための最適の全負荷圧及びシュー要素の前縁と後縁との間の最適圧力相違を決定し、
−負荷手段によって、各シュー要素の前縁と後縁との間の負荷圧相違及びシュー要素の全負荷圧の最適値への制御する。
【0014】
設定値と1以上の品質変数の計測値との相違は、ニップ処理において作用する1以上の制御変数の制御を許容する。
【0015】
幾つかのニップを備えるシューカレンダの場合、カレンダ掛けされる繊維ウエブの品質変数は、シューカレンダの各カレンダニップ中に別々に制御変数を最適化することによって最適化される。
【0016】
通常の製造状況において、上述の制御方法は、ニップ処理における追加的なアクティブ制御変数のような全負荷圧およびシュー要素傾斜によって、シューカレンダにおけるニップ処理の制御及び以前よりも著しい高精度を伴う繊維ウエブ品質変数(例えば、繊維ウエブ平滑性、厚さ、不透明度及び艶)を許容するという主たる効果をもたらす。
【0017】
繊維ウエブレートVが実質的に第1のレートV1から第2のレートV2に変化する場合は、第1の繊維ウエブレートは、シューカレンダの1以上のカレンダニップ中のシュー要素の第1の全負荷圧およびシュー要素の前縁および後縁の間の負荷圧相違のための設定値に等しいが、制御は以下のように実行される。
−レートV2へ変更する繊維ウエブレートによって、シューカレンダ中の1以上のシュー要素の最適全負荷圧及びシュー要素の前縁と後縁との負荷圧相違のための新設定値は、コンピュータプログラムによって決定され、新設定値は第2の繊維ウエブレートに等しく、
−1以上のシュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷相違を変化し、それらは前縁と後縁との負荷圧相違及び各シュー要素下において与えられた負荷手段による全負荷圧に等しい。
【0018】
ある実施形態では、シュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷圧が変化され、連続的設定値を超える期間ΔTの間をずらすことによってシュー要素の前縁と後縁との負荷圧相違のための新たな設定値を等しくする。マルチ変数アルゴリズムを予測することは望ましくは、設定値のずらした変化のために使用され、所謂MPC制御アルゴリズムが特に望ましく使用される。
【0019】
ずらされ予測する最後に上述した制御方法は、通常の製造が開始されたとき(例えば、抄紙機/カレンダ掛けユニットの開始の間)及び/又は繊維ウエブレートが実質的に変化したときに、以前よりもシューカレンダにおいてカレンダ掛けすべき繊維ウエブの品質変数のより早いより効率的な制御を許容するという効果を備える。急速な予測制御方法は、制御アルゴリズムの本質及び油圧シリンダによって形成されるべきシュー要素に負荷を与える負荷手段に因るものであり、油圧シリンダは油圧における変化に急速に反応する。シュー要素の全負荷圧及び追加的な制御変数としての傾斜により、過渡的状態が不可能であった状況においても制御され得る。
【0020】
予測MPC制御アルゴリズムを有するずらされた制御の効果において、制御アルゴリズムが制御変数の間でのクロス効果を補償し、制御変数の制限を許容し、制御変数の変化と処理品質変数の変化との間で発生された処理ラグを補償することが特に示される。
【0021】
本発明の方法で得られる別の効果において、傾斜及び活動的制御変数としてのシュー要素の全圧力を用いることは、簡単で、廉価で、ニップ処理を制御するのに早い手段である。熱ロール温度、繊維ウエブレート、繊維ウエブ表面に供給される蒸気量及びシューカレンダ掛けにおいて一般的に使用される類似の制御変数を変えることは、幾つかの制御変数の接合制御と同じ最終結果をしばしばもたらす傾斜及びシュー要素の全圧力の制御よりも著しく遅く、面倒で、高価である。
【0022】
図1は、1つのカレンダニップ1’を含むシューカレンダ1の概略図である。カレンダニップの主な部分は、順に、加熱された熱ロール5及びこれと反対のシューロール6から成る。エンドレスベルト9は、シューロールの固定枠10上で回転する。シューロール枠上で回転するベルトと熱ロールはロールニップ7によって一定の間隔が保たれていて、繊維ウエブ3の表面がカレンダ掛けされる。図中、繊維ウエブは左から右へ矢印の方向に速度Vにて走行する。ニップ圧が負荷手段2によってロールニップ中で発生され、負荷手段2は、シュー要素8の下に位置され、シュー要素の前縁8’及び後縁8”に圧力をかける油圧シリンダ2’及び2”の列を形成する。繊維ウエブの1以上の品質変数300は、ニップの後で計測センサ20又は幾つかの計測センサ200で決定される。制御信号は、1以上の決定された品質変数300”とこれらの品質変数のための設定値300’との相違から発生される、もし、1つの信号計測センサが当該決定のために使用されると、1つの信号品質変数が、設定値30’と決定値30”との相違から発生される制御信号により決定される。
【0023】
図2は、1以上の品質変数のための典型的なフィードバック制御手順を示す。1以上の品質変数300(又は単一の品質変数30)のために決定された値300”(30”)が、同じ品質変数のための設定値300’(30’)と比較される。比較に基づき、コンピュータプログラム50によって1以上の制御変数400が変化する。制御変数は、ニップ処理及びその結果の品質変数300(30)に作用する。制御変数は、フィードフォワード、例えば、予測制御方法におけるこれらの特別な制御変数のための予測された設定値を黙示し、予測された設定値は、予測された設定値と品質変数の参考設定値との相違において計算される。
【0024】
図3は、多変数制御装置(MPC制御装置)の動作の概略図である。MPC制御装置は、1以上の品質変数の決定値300”(30”)と設定値300’(30’)との相違、ニップ処理に作用する制御変数のための設定値400’の現在値、及び繊維ウエブレートVが知らされ、コンピュータプログラム50による1以上の制御変数の設定値400’がその後設定される。図の括弧書きは、個々の品質変数30が決定され、この特別な品質変数のための設定値と比較される状況を示す。
【0025】
図4は、繊維ウエブ3のレートVが実質的に第1のレートV1から第2のレートV2へ変化するように予測MPCアルゴリズムを実行する制御方法の概略図である。制御方法において、シュー要素の傾斜のための設定値40a’及び全負荷圧は、コンピュータプログラム50;501によって値40a1’から値40a2’に、更に値40a3’に変化する。他の制御変数の設定値400’もまた、値401’から値402’に、更に値403’に変化する。方法は、1以上の品質変数300の定期的な決定を含み、その決定値300”は、同じ品質変数の現在の予測された設定値300’(この場合は302’)と比較される。新しい予測設定値300’(この場合は303’)は、現在の予測設定値400’(ここでは402’)とこれらの品質変数の予測され決定された値との相違において計算される。品質変数の予測された設定値は、同じ品質変数の参考設定値300ref’(ここでは303ref’)と比較され、その相違において、新しい予測設定値40a’(ここでは40a3’)が傾斜及び全負荷圧のために計算され、可能性としては他の制御変数のための設定値400’(この場合は403’)を設定する。複数の品質変数300の代りに、単一の品質変数30が決定値30”と現在の予測設定値30’との相違から発生される制御信号によって決定され得り、制御信号は品質変数及び制御変数のための予測された設定値を変化するために使用される。
【0026】
図5は、変化しないシュー要素の全負荷圧であり3つの異なる値K1(0)、K2(1.05)及びK3(1.30)における傾斜による嵩密度の機能としての軟紙グレードの平滑性を示す。
【0027】
本発明の方法は、単一又は多変数制御装置を使用する。制御装置品質に拘らず、品質変数に関し、制御手順は主として図2に示される所謂フィードバック原理が引き続き、繊維ウエブの1以上の品質変数の現在の決定値300;300”(30;30”)が、繊維ウエブ品質変数の対応する設定値300;300’(30;30’)と比較される。比較により、制御信号は、品質変数の設定値と決定値の相違において発生され、制御信号に基づいて、コンピュータプログラム50は、各ケースにおいて採用される制御方法によって選択された制御変数400(40)での変化に使用される。予測するフィードフォワード制御方法では、制御変数において変化はなく、制御変数(予測された設定値)のための設定値400’(40)で変化される。
【0028】
フィードフォワード制御方法では、品質変数の設定値は、処理制御履歴、即ち、以前の制御変数値、決定された品質変数、及び品質変数のための以前の予測設定値から計算された品質変数の予測された設定値を表しており、予測された品質変数設定値は、品質変数(参考設定値)のための現在の所望の設定値と同じ又は異なる。図の括弧書きは、複数の品質変数300の代りに単一の品質変数が決定され、決定された値は30”であり、設定値は30’である。従って、単一の設定値40又はフィードバック制御方法における単一の制御変数の設定値40’において変化があってもよい。このように、例えば、全負荷圧及びシュー要素傾斜の開始値40a1は、品質変数の設定値30’と決定値30”との相違からコンピュータプログラム502によって得られた制御信号に基づくコンピュータプログラム503によって値40a2に調節される。同様に、他の制御変数400の値は、401から402に変化され得る。コンピュータプログラムは、表、曲線、コンピュータモデル等である。図4に示される制御手順にあるように、もしフィードフォワード制御原理において完全に動作する繊維ウエブレートVが、例えば予測制御を用いて、実質的に変化すると、上述のフィードバック制御方法は以下の如く実行される。1以上の品質変数の決定値300”(30”)と現在の予測された設定値300’(30’)との相違からの信号が定期的に、コンピュータプログラムに伝達され、この制御信号に基づいて、品質変数の予測された設定値が、その後、制御変数の予測された設定値400’(40’)が補正される。
【0029】
制御手順がユニット制御装置を含む場合は、ニップ処理に作用する特別な制御変数400が選択され、これらを用いて、別々に選択された品質変数300が、特別なコンピュータプログラム、例えば、計算機能、方式、表又は曲線によって制御される。本発明の方法では、制御変数40の1つは矛盾無くシュー要素傾斜および全圧力40aである。このように、ユニット制御手順が使用されると、例えば図1に示すカレンダニップの後で決定される繊維ウエブ3の与えられた品質変数の現在の決定値30”がこの特別な品質変数の設定値30’と比較され、制御信号が、決定された値と設定値との相違から発生され、この制御信号に基づいて、コンピュータプログラムは新しい傾斜および全圧力を計算し、品質変数の設定値30’における結果をもたらす。
【0030】
前記方法において引き続かれる制御手順では、選択された品質変数300における制御変数400の効果は、例えば、応答モデル、機能、表又は曲線としてコンピュータプログラム50を通じて知られている。多変数制御方法が使用される場合は、制御変数400には最大および最小値が与えられ、その範囲内で各単一信号制御変数が変化され得る。このように、例えば、選択された品質変数300における制御変数として使用されるシュー要素の全圧力40a及び傾斜の効果が知られている場合は、シュー要素の全圧力及び傾斜が変化できる範囲で最低及び最大の制限を設定することができる。多変数制御において、幾つかの制御変数400の同時に起こる効果が考慮される。あるそのような制御手順は、例えば図3及び図4に示される予測多変数制御装置の如きMPC制御装置によって表される。前記方法は、所謂フィードフォワード制御方法を用い、応答モデルが、使用される全制御変数(熱ロール温度、シュー要素傾斜及び全負荷圧、繊維ウエブへ供給される蒸気の量)の最適設定値400’のサーチのために使用され、所望のニップ処理が得られる。設定値を計算するために、1以上の品質変数300への選択された制御変数の応答を知得しなければならず、加えて、制御変数の相互クロス効果が決定されなければならない(応答モデル)。
【0031】
この後、ニップ処理の制御は、決定された最小及び最大値の制限内での全ての制御変数において最適に実行できる。品質変数300に対応する制御変数設定値はコンピュータプログラム50によって得られる。
【0032】
図3は、MPC制御アルゴリズムを用いた多変数制御装置を示し、1つの制御変数がシュー要素傾斜及び全負荷圧40aから構成される。制御は、2つのカレンダニップ1;1’,1”を含むシューカレンダにおいて実行される。前記方法において、制御変数のために選ばれた設定値400’は、品質変数の決定値300”(又は単一の決定値30)と設定値300’(又は単一の品質変数設定値30’)との相違から得られる制御信号に基づいて変化される。各制御変数のための設定値の計算は、ニップ処理において作用する他の制御変数を考慮し、制御変数の相互クロス効果が決定される。加えて、制御変数のための設定値の計算は、繊維ウエブレートVの効果を考慮してもよい。図のMPC制御装置は、同時に、ロールニップにおける直線荷重、熱ロール温度、繊維ウエブ表面に供給される蒸気量及びシュー要素傾斜及び全負荷圧のための設定値40a’の如きニップ処理において作用する幾つかの制御変数の設定値400’を調節する。多変数制御装置は、2つのカレンダニップの後の決定点20’.20”における1以上の品質変数30、300(例えば、紙厚、艶、平滑性)のための決定値300”(30”)を得る。品質変数の決定値300”(30”)は、同じ品質変数の現在の予測設定値300’(30’)と比較され、制御信号は、各品質変数の設定値と決定値の相違から発生し、制御信号はMPC制御装置へ伝達される。加えて、MPC制御装置は、カレンダニップ1;1’及び1;1”における全負荷圧40a’及び現在のシュー要素傾斜についての情報を含む繊維ウエブの現在のレートV及びニップ処理において作用する処理制御変数のための選択された現在の設定値400’についての情報を受ける。そして、コンピュータプログラム50;503は、シュー要素傾斜、全負荷圧40a’、ロールニップにおける直線荷重、熱ロール温度、繊維ウエブ表面に供給された量及び温度の如き選択された制御変数のための新しい設定値404’及び405’を計算する。新しい設定値は、例えば、単にシュー要素傾斜又は全負荷圧40a’(40a4’及び40a5’)のために計算され得る。設定値は、品質変数における制御変数のクロス効果を考慮して各カレンダニップ1;1’及び1;1”のために別々に計算される。MPC制御装置は、出力が変化する間において、通常の製造状況及び繊維ウエブレートが実質的に変化するとき、典型的にはシューカレンダの開始段階において使用され得る。
【0033】
ウエブレートが変化すると、シュー要素傾斜の制御及び全負荷圧が、多変制御又は単変制御として実行され得る。しかしながら、変化されたウエブレートにおいて、シュー要素傾斜及び全圧力のみの如き急速に制御可能な制御変数を用いることは重要であるので、ユニット制御手順は大抵は採用され、圧力は、他の制御変数の効果を考慮することなく、望ましい計算モデルに引き続いて、シュー要素の負荷圧を決定する油圧シリンダ2’、2”によって品質変数のための参考値に基づいて調節される。多変制御は、ウエブレートが比較的ゆっくりと変化したときに使用でき、制御手順は適切に選択された品質変数における他の制御変数の効果を許容する。
【0034】
図4は、繊維ウエブレートVが例えばシューカレンダ1の開始段階においてV1からV2へと実質的に変化した場合に、MPC制御装置によって実行される本発明の予測する多変制御手順の近接研究である。図1に示されるように、シューカレンダは1つのロールニップ7を備え、ロールニップ7は、熱ロール5とこれと反対のシューロール6との間に形成されている。
【0035】
シュー要素8の傾斜と全圧力の設定値40’;40a1’は、コンピュータプログラム50;501によって変化され、制御変数40a’に新しいウエブレートV2によって課される要求により合致する。先ず、例えばシュー要素傾斜40a1’の如き制御変数のための設定値が変化し、選択された品質変数のための予測された設定値30’;30a’が調節の第1の点に近づき、品質変数の参考設定値30aref’;30a2ref’に等しく、この品質変数の最終的な参考値30anref’と相違する。制御変数計算は、参考値30aref’及び30anref’と前記参考値、品質変数、及び他の障害変数の値との相違についての情報を使用する。新しい予測された設定値40a’;40a2’は、コンピュータプログラム50;501を使用して、選択された計算方法の費用機能によってシュー要素傾斜および全圧力のために得られる。
【0036】
制御変数のためのこの予測された設定値40a2’は、品質変数のための予測された設定値30a2’によって均等化される、もし、新しく信頼できる決定値30”が、カレンダニップ7の後に位置された横断計測センサから品質変数のために得られる場合には、決定された品質変数値30”は同じ品質変数のための予測された設定値30a2’と比較される。コンピュータプログラムは、これらの値と品質変数のための新しく予測された設定値30a3’を得るために制御変数サーブのための現在値40a2’を与える。品質変数の予測された設定値30a3’は現在の参考設定値30a3ref’と比較され、参考設定値30a3ref’は決定時に品質変数に適用されるべきで、これらの値の相違に基づき、新しく予測された設定値40a3’が制御変数のために計算される。しかしながら、品質変数のための予測された設定値30a3’が参考設定値30a3ref’と同じであれば、制御変数の現在の設定値40a2’において変化はない。参考設定値30a3ref’が品質変数のための所望の設定値30anref’と同じであれば、制御変数40a’はもはや変化しない。さもなければ、上述の品質変数の決定のための手続きが繰り返される。シュー要素傾斜及び全圧力のための設定値40a1’は、油圧シリンダの2つの列から成るシュー要素8の負荷手段2によって、新しい設定値40a2’及び40a3’等に設定される。
【0037】
繊維ウエブレートが上述の単純化された制御アルゴリズムにおいて実質的にV1からV2へと変化すると、シュー要素傾斜及び全圧力はずれた時間を越えて変化される。しかしながら、これにとって必須のことは、参考設定値及び予測された設定値が、品質変数および如何なるモデル、計算機能又は表に基づく制御変数のための各時間において利用できる。
【0038】
上述の如き制御アルゴリズムにおいて、シュー要素傾斜、全圧力、及び他の制御変数は、与えられた期間の最後において繰り返される。この期間は、油圧シリンダ及び処理遅延の如きアクチュエータ力学によって決定される。このように、例えば、シュー要素傾斜および全圧力のための設定値40a’が、第1の繊維ウエブレートに対応する設定値40a1’から第2の繊維ウエブレートに対応し、予測された設定値40a2’ 40a3’等を越えた設定値40an’に、期間ΔTの間に変化する。1以上の品質変数300は適切なインターバルで計測され、制御信号は、決定された品質変数300”と品質係数のための現在の予測された設定値300’と制御変数のための予測された設定値の相違から発生し、前記制御信号は、第1の値から第2の値へ制御変数のための最初の予測された設定値300’を調節するために使用される。第2の品質係数のために得られた設定値と、決定時において優勢となる品質係数のための品質係数のための参考設定値300ref’とを比較することにより、新しい予測設定値は、適切なコンピュータプログラム50によって制御変数のための相違に関し計算される。参考設定値は、固定又は可変である。参考値が可変の場合は、曲線の如きその可変パターンは予め知られていなければならない。
【0039】
特に、MPC制御においては、制御変数のための新しい予測された設定値は、品質係数のための参考設定値と、相違係数の得られた予測された二次費用機能の最小化に基づいて計算機能の使用による得られた予測された設定値との相違に関し計算され、制御変数のやめの予測された設定値のバリエーションはできる限り小さい。MPC制御アルゴリズムは、費用機能の異なる制御変数の重量機能により制御変数の制限を考慮し、これゆえ、例えばシュー要素傾斜はかなり高値へ到達しないことが保証される。
【0040】
個々の品質係数の代りに、複数の選択された品質係数300を決定することができる。同様に、幾つかの計測センサによって幾つかの品質係数の現在値300”を決定でき、これらの品質係数の設定値300’によりこれらの値を比較できる、同時に幾つかの制御係数400の設定値400’を401’から402’へ更には403’へ個々の制御係数のためと類似した方法で、変えることができる。
【0041】
本発明の方法は、セイ(say)の平滑性、即ち、与えられた紙グレードをシュー要素傾斜によって及び/又は全負荷圧を変えることによって単に調節することを許容する。図5において、傾斜は変化するが、シュー要素の全負荷圧が一定が維持される。図は、良好な平滑値は、単にシュー要素を一定の限度へ傾けることによって同じ嵩密度を備えた軟紙のために到達されることを示している。
【0042】
本発明の1つの実施形態のみを上述したが、請求項に定められた発明的コンセプトの範囲内で多くの他の方法によって当業者が実施できることは明らかである。これゆえ、本発明は、シューカレンダにおいて実行でき、カレンダは抄紙機製造に提携又は残余の抄紙機製造から離れたオフラインユニットとして備えられる。
【0043】
処理オプションのみが上述され、繊維ウエブの品質変数が、シューカレンダのカレンダニップの後に決定される。しかしながら、幾つかのケースでは、カレンダニップの前に品質係数を決定することによって制御アルゴリズムの速度向上が可能となる。品質変数のこのオプショナル決定は、幾つかのカレンダニップを含み、予測する制御方法を使用するシューカレンダに特に適用することができる。
【0044】
品質変数決定は、横断計測センサによって実行され、例えば米国特許第5,943,906号に記載されているように繊維ウエブの与えられた領域において繊維ウエブ3の特性を計測する。しかしながら、幾つかのケースでは、計測の速度向上が望ましい場合、例えば繊維ウエブレートVが急速に変化する場合は、ポイント−ライク計測センサを使用することが望ましく、繊維ウエブのある点における繊維ウエブの1以上の品質係数を計測する(ポイント−ライク計測法)。品質変数の計測の部分的方法は、信頼性が小さいが、横断計測センサによって長時間なされる品質係数の計測よりも比較的早い。
【0045】
MPC予測制御アルゴリズムによって繊維ウエブの表面品質変数の制御が上述された。しかしながら、他の適切な予測できる制御アルゴリズムもまた品質変数の制御に適用でき、これらの実施例及び費用機能の詳細は例えば、Aiche Symposium, Vol 93−97, pp.232−256. California 1996に開示されている。
【図面の簡単な説明】
【図1】部分断面におけるロールニップ端から見たカレンダニップの概略図である。
【図2】本発明の制御方法において使用される品質変数のフィードバック制御の原理の概略図である。
【図3】所謂MPC制御(フィードフォワード制御方法)の概略図である。
【図4】繊維ウエブが実質的に変化するように、MPC制御アルゴリズムの使用による所謂フィードフォワード制御としての本発明の制御方法の概略図である。
【図5】3つの異なるシュー要素傾斜を備えた繊維ウエブの嵩密度平滑性グラフを示す。
Claims (12)
- 1以上のカレンダニップを含むシューカレンダ(1)における1以上の繊維ウエブ(3)の表面品質変数を制御する方法であって、
前記シューカレンダの各カレンダニップにおいて、シュー要素(8)の全負荷圧及びシュー要素の前縁(8’)と後縁(8”)との負荷圧相違が制御され、繊維ウエブの表面品質変数のための所定値(300”)とシューカレンダ後の品質変数の設定値(300’)との最小相違が得られ、
選択された品質変数におけるシュー要素の前縁と後縁との間の負荷圧相違の効果は、応答モデル、表又は曲線を通じて知られることを特徴とする方法。 - シュー要素(8)の全負荷シュー要素の前縁(8’)と後縁(8”)との負荷圧相違の制御のほかに、繊維ウエブ表面上に吹掛けられる蒸気の量、1以上の熱ロールの温度、1以上のカレンダニップの直線圧力、繊維ウエブのレート及び/又は湿度の如き、ニップ処理において作用するとそれ自体知られている制御変数(400)の調節を含むことを特徴とする請求項1記載の方法。
- シューカレンダの1以上のロールニップ(7)の後に繊維ウエブの1以上の表面品質変数(300)を決定し、
これらの特別な品質変数のための設定値(300’)によって繊維ウエブの決定された1以上の表面品質変数(300”)を比較し、
コンピュータプログラム(50)により、繊維ウエブの決定された表面品質変数(300”)と品質変数の設定値(300’)との相違に基づいて、カレンダニップの各シュー要素(8)のための最適の全負荷圧及びシュー要素の前縁(8’)と後縁(8”)との間の圧力相違(40;40a)を決定し、
負荷手段(2)によって、各シュー要素の前縁と後縁との間の負荷圧相違及びシュー要素の全負荷圧(40;40a)の最適値への制御することによって繊維ウエブの品質変数を制御することを特徴とする請求項1又は2記載の繊維ウエブ中での表面品質変数(300)を制御する方法。 - 1以上の品質変数のための設定値(300’)と同じ品質変数のための決定値(300”)との相違に基づき、ニップ処理に作用する1以上の他の品質変数(400)が調節されることを特徴とする請求項3記載の方法。
- 繊維ウエブレートVが実質的に第1のレートV1から第2のレートV2に変化し、第1の繊維ウエブレートは、シューカレンダの1以上のシュー要素の全負荷圧の第1の設定値(40’;40a1’)及びシュー要素の前縁(8’)と後縁(8”)との負荷圧相違によって等しくされ、
繊維ウエブレートがV2へ変更するように、コンピュータプログラムによって、シューカレンダ中の1以上のシュー要素(8)の新しい最適全負荷圧及びシュー要素の前縁(8’)と後縁(8”)との負荷圧相違のための最適設定値が決定され、新しい設定値は繊維ウエブの第2レートV2に対応し、
1以上のシュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷圧(40a)を変化し、それらは前縁(8’)と後縁(8”)との負荷圧相違のための新しい設定値(40an’)及び各シュー要素(8)下において与えられた負荷手段(2)による全負荷圧に対応することを特徴とする繊維ウエブ(3)における1以上の表面品質変数を制御する請求項1記載の方法。 - 1以上のシュー要素の前縁と後縁との圧力相違およびシュー要素の全負荷圧(40a)が変化し、シュー要素(8)下において与えられた負荷手段(2)により、前縁(8’)と後縁(8”)との負荷圧相違のための新設定値(40an’)及び設定値40a2’、40a3’等を超える期間ΔTを越える全負荷に対応することを特徴とする請求項5記載の方法。
- 選択された品質変数のための決定値(300”)と設定値(300’)との相違に基づいて、コンピュータプログラム(50)によって、1以上のシュー要素の全負荷圧のやめの設定値(40’)及びシュー要素の前端と後端との圧力相違を変化するステップを含むことを特徴とする請求項5又は6記載の方法。
- 1以上のシュー要素の前端と後端との負荷圧相違のため及びシュー要素の全負荷圧のための設定値(40)の制御のほかに、他の制御変数のための設定値(400’)の調節を含むことを特徴とする請求項5乃至7いずれか一項記載の方法。
- 繊維ウエブのための表面品質変数は部分的又は完全に計測されることを特徴とする請求項7又は8記載の繊維ウエブのための1以上の表面品質変数(300)を制御する方法。
- 繊維ウエブ(3)の表面特性は繊維ウエブの1点において決定され又は誠意ウエブ表面の与えられた領域を越えて横断することを特徴とする請求項9記載の方法。
- 繊維ウエブ(3)が第1のレートから第2のレートV2へ変化するように、期間ΔTの間、与えられたインターバルで繊維ウエブ表面において品質変数値(300)を決定し、
決定された品質変数値(300”)を同じ品質変数のために以前に計算された第1の予測された設定値(300’)と比較し、
表、式又は計算機能の如きコンピュータプログラム(50)手段によって、品質変数のための決定値(300”)と品質変数のための第1の予測設定値(300’)とシュー要素の前端と後端との負荷圧相違および全圧力のための第1の予測された設定値(40a’)との相違に基づく品質変数(300’)のための第2の予測設定値を計算し、
品質変数のための第2の予測設定値(300’)を同じ品質変数のための参考設定値(300ref’)と比較し、コンピュータプログラム(5)で予測された設定値と品質変数のための参考設定値とシュー要素の前端と後端との負荷圧相違と全圧力のための第2の予測された設定値(40a’)との相違において計算することを特徴とする請求項6記載の方法。 - シュー要素の前端と後端との負荷圧相違及び全圧力の計算のほかに、これらの制御変数のための第1の予測された設定値及び同じ品質変数のための第1の予測された設定値(300’)と決定値(300”)との相違に基づいて、他の選択された制御変数(400’)のための第2の予測された設定値の計算を含むことを特徴とする請求項11記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20001872A FI108801B (fi) | 2000-08-24 | 2000-08-24 | Menetelmä yhden tai useamman kuituradan pinnan laatusuureen säätämiseksi kenkäkalanterissa |
| PCT/FI2001/000742 WO2002016694A1 (en) | 2000-08-24 | 2001-08-23 | Method for controlling one or more surface quality variables of a fibre web in a shoe calender |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004507626A true JP2004507626A (ja) | 2004-03-11 |
Family
ID=8558950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002522360A Pending JP2004507626A (ja) | 2000-08-24 | 2001-08-23 | シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7235157B2 (ja) |
| EP (1) | EP1370727B1 (ja) |
| JP (1) | JP2004507626A (ja) |
| AT (1) | ATE337435T1 (ja) |
| AU (1) | AU2001282215A1 (ja) |
| DE (1) | DE60122590T2 (ja) |
| FI (1) | FI108801B (ja) |
| WO (1) | WO2002016694A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI115650B (fi) | 2003-03-07 | 2005-06-15 | Metso Paper Inc | Menetelmä paperin tai kartongin kalanteroimiseksi |
| DE10342769A1 (de) | 2003-09-16 | 2005-04-21 | Voith Paper Patent Gmbh | System zur computergestützten Messung von Qualitäts- und/oder Prozessdaten |
| US20070018364A1 (en) * | 2005-07-20 | 2007-01-25 | Pierre Riviere | Modification of nonwovens in intelligent nips |
| DE102005041178B3 (de) * | 2005-08-31 | 2006-11-30 | Eduard Küsters Maschinenfabrik GmbH & Co. KG | Verfahren und Vorrichtung zur Erfassung des Durchlaufs von Materialdickstellen durch einen von zumindest einer anstellbaren Walze begrenzten Walzenspalt |
| US7484686B2 (en) * | 2006-07-21 | 2009-02-03 | The Procter & Gamble Company | Process for winding a web substrate |
| FI119000B (fi) * | 2006-12-01 | 2008-06-13 | Metso Paper Inc | Menetelmä ja järjestelmä paperi- tai kartonkirainanvalmistus- tai jälkikäsittelyprosessin ohjaamiseksi |
| FI118813B (fi) * | 2007-04-04 | 2008-03-31 | Metso Paper Inc | Kalanterin profiilisäätö |
| CN106909122B (zh) * | 2015-12-23 | 2020-01-17 | 金东纸业(江苏)股份有限公司 | 超级压光机的纸种的线压值的控制方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2823738C2 (de) * | 1978-05-31 | 1985-11-07 | Kleinewefers Gmbh, 4150 Krefeld | Verfahren zum Einebnen (Glätten) einer Papierbahn |
| FI76872C (fi) | 1987-02-23 | 1988-12-12 | Valmet Paper Machinery Inc | Foerfarande och anordning foer styrning av zonvals. |
| DE4410129A1 (de) * | 1994-03-24 | 1995-09-28 | Kleinewefers Gmbh | Preßvorrichtung für bahnförmiges Material |
| US5897747A (en) | 1997-08-08 | 1999-04-27 | Beloit Technologies, Inc. | Machine direction profiling of extended nip press shoe |
| FI111744B (fi) | 1998-06-15 | 2003-09-15 | Metso Paper Inc | Menetelmä vyöhykesäädettävän telan säätämiseksi |
-
2000
- 2000-08-24 FI FI20001872A patent/FI108801B/fi not_active IP Right Cessation
-
2001
- 2001-08-23 AT AT01960816T patent/ATE337435T1/de not_active IP Right Cessation
- 2001-08-23 WO PCT/FI2001/000742 patent/WO2002016694A1/en active IP Right Grant
- 2001-08-23 US US10/362,301 patent/US7235157B2/en not_active Expired - Fee Related
- 2001-08-23 AU AU2001282215A patent/AU2001282215A1/en not_active Abandoned
- 2001-08-23 EP EP01960816A patent/EP1370727B1/en not_active Expired - Lifetime
- 2001-08-23 JP JP2002522360A patent/JP2004507626A/ja active Pending
- 2001-08-23 DE DE60122590T patent/DE60122590T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20040045454A1 (en) | 2004-03-11 |
| FI20001872A0 (fi) | 2000-08-24 |
| EP1370727A1 (en) | 2003-12-17 |
| ATE337435T1 (de) | 2006-09-15 |
| DE60122590D1 (de) | 2006-10-05 |
| WO2002016694A1 (en) | 2002-02-28 |
| EP1370727B1 (en) | 2006-08-23 |
| FI108801B (fi) | 2002-03-28 |
| AU2001282215A1 (en) | 2002-03-04 |
| DE60122590T2 (de) | 2007-10-04 |
| US7235157B2 (en) | 2007-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3145121B2 (ja) | 板紙抄紙機もしくは抄紙機および/または仕上機などのウエブ材製造用の機械により製造される紙ウエブにおける様々な横方向プロファイルの総合制御システム | |
| US7454253B2 (en) | Fast performance prediction of multivariable model predictive controller for paper machine cross-directional processes | |
| US8206554B2 (en) | Method and a system for controlling the manufacturing or finishing process of a fiber web | |
| EP2386407B1 (en) | Heat plate unit and double facer for fabricating double-faced corrugated fiberboard | |
| US5743177A (en) | Enhanced cross-directional caliper control system | |
| WO2011147022A2 (en) | Apparatus and method for modeling and control of cross-direction fiber orientation processes | |
| JP2004507626A (ja) | シューカレンダにおける繊維ウエブの1以上の表面品質変数の制御方法 | |
| EP1196654B1 (en) | Method and apparatus for controlling a moving paper web | |
| US6584703B1 (en) | Method for controlling the moisture of a web in machine direction on a coating machine and calender | |
| US7017477B1 (en) | Method and arrangement for computing and regulating the distribution of a linear load in a multi-nip calender and a multi-nip calender | |
| EP0840821B1 (en) | Method of calendering of a paper web and a calender that makes use of the method | |
| JPH0711598A (ja) | 繊維紙匹の厚味並びに光沢度及び平滑度又はその何れかに影響を及ぼす制御法 | |
| CA2260508A1 (en) | Method for operating a calender roll system, and calender roll system | |
| WO2002022949A1 (en) | Cross-directional control of a paper web | |
| JP4852424B2 (ja) | マルチニップカレンダ又はカレンダ・アレイにおける振動を防止する方法及び配置 | |
| WO2003100168A1 (en) | Method for controlling quality variables of a fibre web in a shoe nip calender | |
| JP2004277899A (ja) | 抄紙機における紙ウェブの厚さプロファイル制御方法 | |
| Li | Adaptive control of sheet caliper on paper machines | |
| WO2002055787A1 (en) | Method and apparatus for controlling paper properties in a calendar |